[VIP专享]两人组设计图(数控1001班)
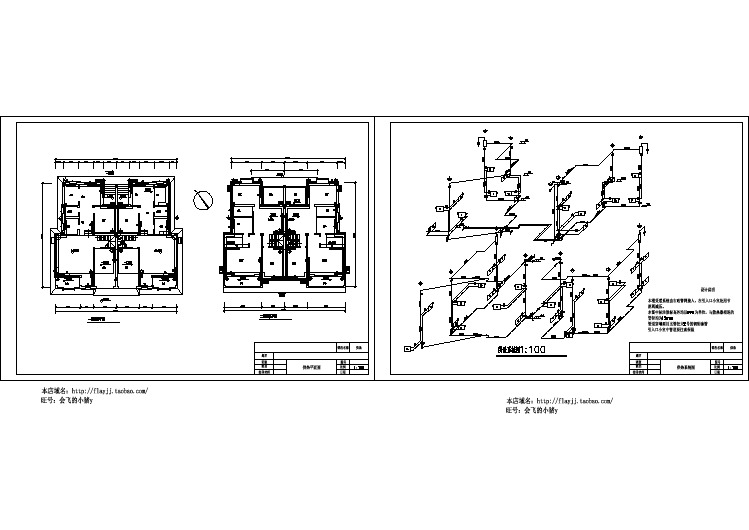
某酒店客房双人标准间智能化电气大样图

数控车工初级、中级图纸大全

----------专业最好文档,专业为你服务,急你所急,供你所需------------文档下载最佳的地方
-4-
数控车工中级图纸大全
----------专业最好文档,专业为你服务,急你所急,供你所需------------文档下载最佳的地方
----------专业最好文档,专业为你服务,急你所急,供你所需------------文档下载最佳的地方
数控车工中级图纸大全
----------专业最好文档,专业为你服务,急你所急,供你所需------------文档下载最佳的地方
----------专业最好文档,专业为你服务,急你所急,供你所需------------文档下载最佳的地方
-2-
数控车工中级图纸大全
----------专业最好文档,专业为你服务,急你所急,供你所需------------文档下载最佳的地方
-6-
数控车工中级图纸大全
----------专业最好文档,专业为你服务,急你所急,供你所需------------文档下载最佳的地方
----------专业最好文档,专业地方
-8-
数控车床实训系列图纸

要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —0 0.10142±0.50 6.32 Ø40 —0 0.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分材料毛坯时间第三次课件请保留45 Ø50x145序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多台阶车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶练习(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
数控车中级工图纸

数控加工编程与操作
z5g73u35r5g73p10q20u05w0f015n10g01g42x3155f05z0g03z420r700f006g01w50f008n20g40x400f05g28u0w0m05m00g97s1000m03t0101g00x400z50g70p10q20g28u0w0m05m00g97s600m03t0404g00x155z50g71u10r03g71p30q40u05w0f008n30g01g41x300f05z0x280z10f006z105x220z175z280g03x160z33745r70f004g01z430f006n40g40x155f05g28u0w0m05m00g97s800m03t0404g00x155z50g70p30q40g28u0w0m05m00g97s400m03t0202g00x420z44975g01x150f003g01x450f1g28u0w0m05m30外形刀割槽刀镗刀螺纹刀刀号刀具类型加工时毛坯尺寸毛坯材料分钟钢铝其余数控数控加工编程与操作第六章数控车床的编程数控其余刀具类型螺纹刀镗刀割槽刀外形刀刀号钢铝分钟毛坯材料毛坯尺寸加工时数控加工编程与操作第六章数控车床的编程数控全部刀具类型刀号螺纹刀镗刀割槽刀外形刀加工时毛坯尺寸毛坯材料分钟钢铝数控加工编程与操作第六章数控车床的编程加工时毛坯尺寸毛坯材料分钟钢铝外形刀割槽刀镗刀螺纹刀刀号刀具类型其余数控数控加工编程与操作第六章数控车床的编程数控其余刀具类型外形刀刀号毛坯尺寸加工时镗刀割槽刀分钟螺纹刀钢铝毛坯材料数控加工编程与操作第六章数控车床的编程数控钢铝分钟毛坯材料毛坯尺寸加工时刀号螺纹刀刀具类型外形刀割槽刀镗刀数控加工编程与操作第六章数控车床的编程数控其余钢铝分钟毛坯材料毛坯尺寸加工时外形刀割槽刀镗刀螺纹刀刀号刀具类型g97s450m03t0303g00x420z5g92x352z320f30x346x342x3405x3405g28u0w0m05m00g97s450m03t0303g00x420z65g92x352z320f30x346x342x3405x3405数控加工编程与操作第六章数控车床的编程加工时毛坯尺寸毛坯材料分钟钢铝割槽刀刀号外形刀螺纹刀镗刀刀具类型数控数控加工编程与操作第六章数控车床的编程数控镗刀割槽刀螺纹刀刀具类型刀号外形刀毛坯尺寸加工时毛坯材料钢铝分钟数控加工编程与操作第六章数控车床的编程数
双面铣床组合机床设计全套图纸

双面铣床组合机床设计第一章引言组合机床是由通用部件组成的,加工一种(或几种)零件,一道或几道工序的高效率的专用机床。
它是一种自动化或半自动化的机床,无论是机械、电器、或液压电器控制的部件实现自动循环,半自动循环的组合机床,一般采用多轴、多刀、多工序、多面、多工位同时加工,是一种工序集中的高效率机床。
组合机床加工刀具是借助于钻模板和钻模架,与通用机床及专用机床相比,它具有:1、缩短设计制造周期;2、投资少、成本低、经济效果好;3、提高生产率。
我国有一个柴油机厂做个这样一个分析,由于用组合机床加工,生产率比用万能机床提高了6—10倍。
4、工作可靠,便于维持,自动化程度高。
5、产品质量稳定,不要求技术高的操作工人。
6、便于产品更新,改变加工对象时,通用部件可重复使用,只废掉专用部件。
由于组合机床具有上述诸多优点,在分析解决问题时,为我指示出了明确的思考问题的方法。
S195柴油机机体要进行多工位的加工,如果还是用通用机床,生产率显然是很低的,同时增加了设计制造周期,经济效果不好,且不易保证各孔之间的相互位置精度。
在前面大的指导思想下,我们自然能想到如果能设计出一台组合机床来进行二个面同时加工时,那么优越性就显而易见了。
在设计过程中我组全体人员通力协作,认真调查分析,多次去江动厂,深入现场,向厂方询问情况,查阅了大量的资料,在他们的协助指导下我们设计了一台S195柴油机机体进气面与排气面的加工机床。
在设计过程中,由于我的水平有限,设计中一定会有这样那样的问题,恳请各位老师帮助指定,同时借此一席之地,衷心的向指导我们的各位老师表示衷心的感谢。
一、对加工零件进行分析1.生产类型分析此次设计的双面铣床组合机床,其所加工的零件在汽车中应用十分广泛,应该属于大批量生产项目,所以在设计时应注意到尽量使加工简单,但又不影响加工质量。
这是组合机床设计最重要的一步,工艺方案的制定正确与否,将确定机床能否达到重量轻、体积小、结构简单、使用方便、效率高、质量好的要求,为使工艺方案先进合理,我们认真分析了6110柴油机缸头工序图,要求加工6110柴油机缸头面加工,认真分析总结设计制造使用单位和操作者丰富的实践经验,基本确定机体在组合机床上能够完成的工艺内容及方法。
某二层双拼别墅供热课程设计CAD图纸(长19.2米 宽16.5米 )
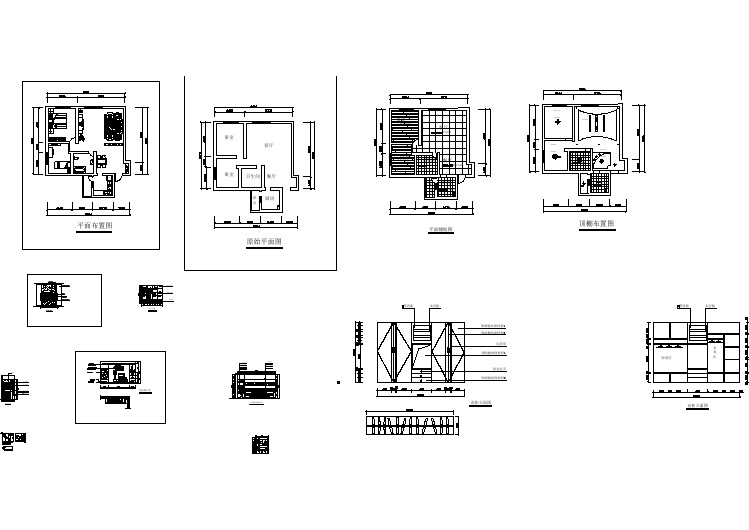
大两居室内家装精设计装修cad方案图

某小两居室内设计cad施工图
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
80mm。
要求先粗车阶梯轴,再精车零件轮廓。
说明:加工如图所示的盘类零件,已知毛坯为45#圆钢,左侧端面Φ95毫米外圆已加工,Φ55毫米内孔已钻出为Φ9毫米。
要求先粗加工再精加工外圆面、端面及内孔。
说明:车削如图所示的零件。
已知毛坯为Φ50×100毫米的圆棒料,材料为45#钢。
要求先粗加工再精加工,加工内容包括圆柱面、锥面、圆弧、
切槽、倒角等外部轮廓。
未注倒角C1.5
用数控车床完成下图所示零件的加工,零件材料为45钢,毛坯为:Φ50mm × 100mm,按图样要求完成零件基点计算,设定工件坐标系,制定正确的工艺方案,选择合理的刀具和切削工艺参数,编制数控加工程序。
用数控车床完成如图所示零件的加工。
零件材料为45钢,毛坯为Φ52×90mm。
按图样要求完成零件基点计算,设定工件坐标系,制定正确的工艺方案,选择合理的刀具和切削工艺参数,编制数控加工程序。
用数控车床完成如图所示零件的加工。
零件材料为45钢,毛坯为Φ60×130。
按图样要求完成零件基点计算,设定工件坐标系,制定正确的工艺方案,选择合理的刀具和切削工艺参数,编制数控加工程序。
用数控车床完成如图所示零件的加工。
零件材料为45钢,毛坯为Φ65×130。
按图样要求完成零件基点计算,设定工件坐标系,制定正确的工艺方案,选择合理的刀具和切削工艺参数,编制数控加工程序。
用数控车床完成如图所示零件的加工。
零件材料为45钢,毛坯为Φ65×130。
按图样要求完成零件基点计算,设定工件坐标系,制定正确的工艺方案,选择合理的刀具和切削工艺参数,编制数控加工程序。
箱盖零件图
说明:在立式加工中心机床上加工如图所示的零件,已知毛坯是经过预先铣削加工过的规则合金铝材,尺寸为75×75×32毫米,要求加工出如图所
示的零件形状。
箱盖零件图
说明:在立式加工中心机床上加工如图所示的零件,已知毛坯是经过预先铣削加工过的规则合金铝材,尺寸为75×75×28毫米,要求加工出如图所
示的零件形状。
说明:加工如图所示的箱盖类零件,已知该零件外轮廓已在普通铣床上铣
削为200×160×40毫米的标准尺寸,材料45#钢。
加工内容为:心形轮廓,
凹槽和所有孔加工。
根据零件用途分别完成粗精加工过程。
说明:加工如图所示零件,已知该零件毛坯为160×120×30毫米的规则铝合金方坯。
加工内容为:外形轮廓和所有孔的加工,根据零件用途分别完
成粗精加工过程。
说明:在立式加工中心机床上加工如图所示的零件,已知毛坯是经过预先铣削加工过的规则合金铝材,尺寸为120×120×26毫米,要求加工出如图
所示的零件形状。
说明:在立式加工中心机床上加工如图所示的零件,已知毛坯是经过预先铣削加工过的规则合金铝材,尺寸为100×100×52毫米,要求加工出如图
所示的零件形状。
说明:在立式加工中心机床上加工如图所示的零件,已知毛坯是经过预先铣削加工过的规则合金铝材,尺寸为100×100×52毫米,要求加工出如图
所示的零件形状。
说明:在立式加工中心机床上加工如图所示的零件,已知毛坯是经过预先铣削加工过的规则合金铝材,尺寸为50×50×20毫米,
要求加工出如图所示的零件形状。
说明:在立式加工中心机床上加工如图所示的零件,已知毛坯是经过预先铣削加工过的规则合金铝材,尺寸为100×70×30毫米,
要求加工出如图所示的零件形状。