超高效厌氧生物反应器能耗特征
详解IC厌氧反应器工作原理及优势

详解IC厌氧反应器工作原理及优势IC厌氧反应器是一种高效的生物处理设备,适用于处理有机废水和有机固体废物。
它基于厌氧微生物的代谢过程,通过在无氧条件下,利用甲烷产生微生物降解有机物质的能力。
IC厌氧反应器的工作原理可以分为以下几个步骤:1.进水:将待处理的有机废水或固体废物进入反应器内部。
在进水前,通常需要进行预处理,去除悬浮物、沉淀物以及可能对微生物有抑制作用的物质。
2.厌氧反应:厌氧微生物在无氧条件下将有机物质分解为含有能量的中间产物。
这些中间产物主要包括乙酸、氢气、甲酸和乙醇等。
3.淘汰:在乳酸菌发酵期,乳酸菌主要是通过乳酸维持酸度,而乳酸酸度较低时,不少乳酸菌有被干丘菌竞争代谢或抑制的趋势。
适当控制乳酸菌的繁殖就是一重要的环节.4.转化:部分中间产物通过异好氧微生物转化为甲烷气体和二氧化碳。
这些微生物主要是甲烷菌,它们具有氨氮转化为甲烷的能力。
这种转化过程称为甲烷化作用。
5.排出:产生的甲烷气体和二氧化碳会从反应器中排出,并可以用作能源源,如发电或直接供暖等。
IC厌氧反应器相比传统的厌氧处理技术有以下优势:1.高效稳定:IC厌氧反应器可以提供较高的废物处理效率,可以稳定地将有机物质转化为甲烷气体和二氧化碳。
与传统的厌氧处理技术相比,其效率更高,能耗更低。
2.灵活性:IC厌氧反应器可以处理不同种类和浓度的有机废物。
不同于传统厌氧池只能处理废水,IC厌氧反应器可以同时处理废水和有机固体废物,增加了处理的灵活性和范围。
3.减少气味:IC厌氧反应器通过在无氧条件下处理有机废物,有效减少了废物的气味和污染。
4.能源回收:IC厌氧反应器产生的甲烷气体可以用作能源,如发电或直接供暖等。
这种能源回收可以减少能源消耗,节约成本。
5.有机固体资源化:IC厌氧反应器能够将有机固体废物转化为有价值的甲烷气体和二氧化碳,实现资源化利用,减少废物排放。
总之,IC厌氧反应器通过利用厌氧微生物的代谢过程,将有机废物转化为甲烷气体和二氧化碳,实现了高效、稳定的废物处理。
污水处理三代厌氧生物反应器

污水处理三代厌氧生物反应器一、引言随着社会经济的发展和城市化进程的加快,污水处理成为环境保护和可持续发展的重要环节。
厌氧生物反应器作为污水处理的重要技术之一,经历了第一代、第二代和第三代的发展,其中第三代厌氧生物反应器在处理复杂有机废水方面表现出卓越的性能。
本文将详细介绍第三代厌氧生物反应器的技术原理、特点及实际应用案例,为相关领域的研究和应用提供参考。
二、三代厌氧生物反应器的技术发展第一代厌氧生物反应器第一代厌氧生物反应器主要采用传统升流式厌氧消化池,具有结构简单、易维护等优点。
但存在处理效率低、占地面积大等缺点,已逐渐被淘汰。
第二代厌氧生物反应器第二代厌氧生物反应器是在第一代基础上发展而来的高效厌氧反应器,通过改变反应器的结构或运行方式,提高反应器的容积负荷和产气率。
代表技术包括:升流式厌氧污泥床(UASB)、厌氧膨胀颗粒污泥床(EGSB)和内循环厌氧反应器(IC)等。
第三代厌氧生物反应器第三代厌氧生物反应器是在第二代基础上进一步优化升级的新型反应器,具有更高的处理效率、更低的能耗和更好的抗负荷冲击能力。
代表技术包括:膜分离厌氧反应器(MABR)、升流式固体厌氧反应器(USR)和超级厌氧反应器(SUFR)等。
三、第三代厌氧生物反应器的技术特点1.高处理效率:第三代厌氧生物反应器采用新型的微生物种群结构和运行模式,具有更高的有机物去除率和产气率。
2.适应性强:第三代厌氧生物反应器能够适应不同种类和浓度的有机废水,具有较强的抗负荷冲击能力。
3.能耗低:第三代厌氧生物反应器采用新型的能量回收和利用技术,降低了能耗。
4.自动化程度高:第三代厌氧生物反应器采用先进的自动化控制技术,减少了人工操作和维护工作量。
5.占地面积小:第三代厌氧生物反应器采用紧凑型设计,占地面积小,适合城市污水处理等空间有限的场所。
四、第三代厌氧生物反应器的实际应用案例1.城市污水处理厂:某城市污水处理厂采用第三代厌氧生物反应器技术进行改造,实现了高效去除有机物、降低能耗和减少占地面积的目标。
厌氧生物处理的特点

厌氧生物处理的特点厌氧生物处理,也称为厌氧消化或厌氧发酵,是一种在无氧环境下利用微生物将有机废弃物转化为甲烷、二氧化碳等小分子有机物和无机物的生物技术。
这种处理方法在环境保护、能源利用以及农业废弃物处理等领域具有广泛的应用前景。
本文将详细介绍厌氧生物处理的特点。
厌氧生物处理具有高效性。
在无氧环境下,微生物通过厌氧呼吸将有机物转化为能量和新的细胞物质。
由于没有氧气竞争,厌氧微生物能够更有效地利用有机物中的能量,使得处理效率高于传统的好氧处理方法。
厌氧生物处理能够产生能源。
在转化有机物的过程中,厌氧微生物会产生大量的甲烷和二氧化碳等小分子有机物,这些物质可以用于生产燃料和化工产品。
因此,厌氧生物处理不仅解决了废弃物处理问题,还为能源生产提供了新的途径。
再者,厌氧生物处理对环境的影响较小。
由于处理过程中不需要氧气,因此不会产生大量的氧化还原产物,对环境造成的污染较小。
同时,由于厌氧处理能够产生甲烷等可燃性气体,可以减少温室气体的排放,对气候变化产生积极影响。
厌氧生物处理能够促进农业废弃物的利用。
农业废弃物如畜禽粪便、秸秆等是丰富的有机资源,通过厌氧消化技术可以将其转化为能源和有机肥,促进农业废弃物的资源化利用。
厌氧生物处理具有高效性、能源产生、环境友好和促进农业废弃物利用等特点,使得它在废弃物处理、能源生产和环境保护等领域具有广泛的应用前景。
然而,厌氧生物处理也存在一些挑战,如启动慢、对水质和气候的适应性差等问题,需要进一步研究和改进。
未来,随着科技的进步和环保意识的增强,厌氧生物处理将在更多领域得到应用和发展。
污水厌氧生物处理的新工艺——IC厌氧反应器引言随着城市化进程的加快,污水处理已成为一个重要的环境问题。
厌氧生物处理作为一种污水处理技术,通过微生物的作用将有机污染物转化为无机物,具有节能、环保等优点。
然而,传统厌氧生物处理工艺存在处理效率低、效果差等问题,因此研发新型的厌氧生物处理工艺势在必行。
高负荷厌氧_好氧一体化生物反应器的运行特性
anaerobic zone
由图 6可以看出, 随着进水 COD 浓度从 1 760 m g /L 逐渐提高到 4 630 m g /L, 厌氧出水的 COD浓 度也略有升高, 但对 COD 的去除率都保持在 70% 以上, 最高可达 86. 42% 。这说明厌氧区可以耐受 较高的负荷, 具有较强的抗冲击能力。由图 7可知, 在整个运行阶段, 随着厌氧出水 COD 浓度的变化, 好氧区对 COD 的去除率为 42. 41% ~ 69. 72% , 但系 统出水 COD浓度仍保持在较低水平, 说明好氧区与
一体化反应器由于具有投资少、占地小、管理方 便等优点而备受青睐。现有的一体化反应器主要有 一体化氧化沟、SBR 反应器、一体式膜生物反应器、 Am On 一 体化 生物 反应 器、五 箱 一 体化 反 应 池、一体 化生 物 转 筒 反 应 器、A /O 一体 式 曝 气 生 物 滤 池 等 [ 1~ 7] , 但这些反应器大都适用于处理中、低浓度污 ( 废 )水, 且耐受负荷能力普遍偏低。
在反应器 启动成功并连续稳定运行一段时间 后, 通过提高进水 COD浓度或进水量来提高反应器
图 3 好氧区挂膜 3 d后生物颗粒的扫描电镜照片 F ig. 3 Scann ing e lec tron m icrogragh o f biolog ica l g ranu le
a fter 3 day s biofilm form ing in aerob ic zone
图 7 好氧区进、出水 COD 浓度与去 除率
F ig. 7 Influent and e ffluent COD and rem ov al effic iency
厌氧反应器原理、性能、优缺点介绍分析!

厌氧反应器原理、性能、优缺点介绍分析!1.厌氧处理原理概述厌氧处理技术是有机废弃物生物处理方法的一种,近年来在污水处理领域内发展很快,是消减有机污染物、降低运行成本的有效途径。
污水中的有机废弃物始终是造成环境污染最重要的污染物,它是使水域变质、发黑发臭的主要原因。
有机废弃物在废水中可以以悬浮物、胶状物或溶解性有机物的方式存在,在水污染控制中主要以TS (固体物含量)、化学需氧量(COD)和生化需氧量(BOD)作为监测目标。
一般而言,生物方法是去除废水中有机物最经济有效的方法,特别是对废水中BOD 含量较高的有机废水更为适宜。
利用微生物生命过程中的代谢活动,将有机废弃物分解为简单无机物从而去除有机物污染的过程被称之为废水的生物处理。
根据代谢过程中对氧的需求情况,微生物可以分为好氧微生物、厌氧微生物和介于二者之间的兼性微生物,因此,相应的污水处理工艺也可以分为三大类。
好氧生物处理利用好氧微生物的代谢活动来处理废水,它需要不断向废水中补充大量空气或氧气,以维持其中好氧微生物所需要的足够的溶解氧浓度。
在好氧条件下,有机物最终被氧化为水和二氧化碳等,部分有机物被微生物同化以产生新的微生物细胞,活性污泥法、生物转盘法和好氧滤器等都属于好氧处理工艺。
厌氧生物处理则利用厌氧微生物的代谢过程,在无需提供氧气的情况下把有机物转化为无机物和少量的细胞物质,这些无机物主要包括大量的生物气(即沼气)和水。
沼气的主要成分是约2/3 的甲烷和1/3 的二氧化碳,是一种可回收的能源。
厌氧废水处理是一种低成本的废水处理技术,它又是把废水处理和能源回收利用相结合的一种技术。
包括中国在内的大多数发展中国家面临严重的资金不足。
这些国家需要既有效、简单又费用低廉的技术。
厌氧技术因而是特别适合我国国情的一种技术。
厌氧废水处理技术同时可以作为能源生产和环境保护体系的一个核心部分,其产物可以被积极利用而产生经济价值。
例如,处理过的洁净水能被用于鱼塘养鱼、灌溉和施肥;产生的沼气可作为能源;剩余污泥可以作为肥料并用于土壤改良。
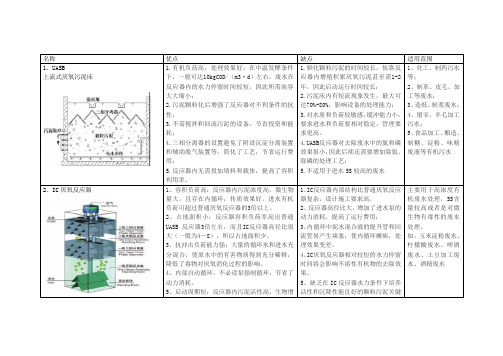
UASB厌氧反应器工艺原理及特点
UASB厌氧反应器工艺原理及特点UASB(Upflow Anaerobic Sludge Blanket)厌氧反应器是一种以厌氧微生物为核心的高效处理废水的生物处理设备。
其主要原理是利用厌氧微生物对有机废水进行分解和转化,以降解污水中的有机物质。
1.上升式流化床原理:UASB反应器采用上升式流化床的方式进行废水处理。
废水由反应器的底部进入,通过水流动力将反应器内的污泥悬浮于水体中。
厌氧微生物在反应器内固定生长,并利用污水中的有机物质进行脱氢、脱酸和甲烷发酵等反应。
2.悬浮污泥颗粒化反应:UASB反应器内的污泥通过颗粒化的方式,形成一定大小和密度的污泥颗粒,这些颗粒能够在水流中悬浮,并且能够保持较长的滞留时间。
这种污泥颗粒化的方式,可以有效提高厌氧微生物的生物负荷,提高废水处理效率。
3.少污泥:与传统的活性污泥法相比,UASB反应器的污泥产量较低。
污泥的颗粒化可以减少反应器内的污泥产生,因此可以在降低运营成本的同时,减少对水环境的二次污染。
1.处理效果好:UASB反应器具有较高的有机负荷承载能力,能够有效去除污水中的COD、BOD等有机物质。
处理效果稳定且水质良好,COD去除率可达到80%以上。
2.运行成本低:UASB反应器由于少量污泥的产生,节省了后续处理、回流和处置等方面的成本。
另外,反应器内部的流态不需要设备辅助保持,无需能耗较高的搅拌器等设备,运行成本相对较低。
3.对水质适应性强:UASB反应器对水质波动和温度变化具有较强的适应性。
厌氧微生物具有一定的抗冲击负荷和一定的抗毒性,能够适应不同水质和负荷波动的情况,而且在一定程度上抑制了细菌和病毒的生长。
4.占地面积小:UASB反应器具有高处理效率、较小的体积和占地面积的特点。
相对传统的废水处理设备而言,UASB反应器需要的占地面积较小,节省土地资源,减少环境影响。
总之,UASB厌氧反应器以其高效的废水处理效果、低运行成本、对水质的适应性以及占地面积小等特点,成为一种常用的生物处理废水的设备。
ic厌氧反应

ic厌氧反应
IC厌氧反应器是一种高效的多级内循环反应器,是第三代厌氧反应器的典型代表。
它由上下两个反应室组成,废水在反应器中自下而上流动,污染物被细菌吸附并降解,净化过的水从反应器上部流出。
IC厌氧反应器具有占地面积少、容积负荷量高、布水均匀、抗冲击能力强、性能更稳定、操作更简单等优势。
例如,当COD为10000\~15000mg/L的高浓度有机废水时,第二代USCB反应器一般容积负荷为5\~8kgCODm3·d,而第三代IC厌氧反应器的容积负荷可达到10\~18kgCODm3·d。
IC厌氧反应器的构造特点是具有很大的高径比,一般可达4\~8,反应器的高度达到20m 左右。
它由两层UASB反应器串联而成,通过内循环实现进水浓度的稳定性。
此外,IC厌氧反应器具有抗冲击能力强、运行稳定、高效去除有机物等优点,因此在废水处理工程中得到了广泛应用。
如需了解更多关于IC厌氧反应器的信息,建议咨询专业人士或查阅相关文献资料。
厌氧膜生物反应器污水处理技术的研究现状与发展前景

厌氧膜生物反应器污水处理技术的研究现状与发展前景厌氧膜生物反应器是一种新型的污水处理技术,其在工业废水和生活污水处理领域具有广阔的应用前景。
为了更好地了解这一技术的研究现状和发展前景,本文将对厌氧膜生物反应器污水处理技术进行深入分析和探讨。
一、厌氧膜生物反应器的原理及特点厌氧膜生物反应器是一种利用微生物作用来去除水中污染物的高效技术。
其基本原理是在无氧条件下,利用厌氧微生物将有机物质转化为甲烷和二氧化碳,同时利用特殊的膜分离技术将微生物和废水进行有效分离,从而实现污水的处理和净化。
1. 高效去除污染物:厌氧膜生物反应器能够将有机物质高效地转化为甲烷和二氧化碳,去除污染物的效果非常显著。
2. 能耗低:与传统的生物处理技术相比,厌氧膜生物反应器在运行过程中能耗较低,适用于长期稳定运行。
3. 占地面积小:由于采用了膜分离技术,厌氧膜生物反应器在占地面积方面具有明显的优势,适用于对占地面积要求较高的场合。
4. 适用范围广:厌氧膜生物反应器在工业废水和生活污水处理领域具有较为广泛的应用,能够适用于不同类型污水的处理需求。
目前,厌氧膜生物反应器的研究主要集中在以下几个方面:1. 膜材料的选择和改性:膜材料的选择和改性对反应器的运行效果具有重要影响。
目前,研究人员正在积极探索新型膜材料,并对现有膜材料进行改性,以提高膜的耐污染性和分离效果。
2. 微生物群落的优化:微生物在厌氧膜生物反应器中起着至关重要的作用,对微生物群落的优化研究成为当前研究的热点之一。
通过优化微生物群落结构,可以提高反应器的污水处理效率。
3. 反应器运行参数的优化:包括温度、pH值、进水量等运行参数的优化对于反应器的稳定运行和高效处理具有重要意义。
目前,研究人员正在深入探讨不同条件下的最佳运行参数,以提高反应器的运行效率。
4. 技术应用拓展:除了在工业废水和生活污水处理领域,厌氧膜生物反应器在其他领域的应用也引起了研究人员的广泛关注,例如在资源回收和能源利用方面的应用拓展研究。
厌氧膜生物反应器工艺研究现状

厌氧膜生物反应器工艺研究现状厌氧膜生物反应器(AnaerobicMembraneBioreactor,AnMBR)作为一种新型的生物处理方式而发展起来,它融合了生物反应器和膜分离技术,具有很高的处理效率和节能性。
从处理技术、膜材料、发酵技术、膜模块设计和操作技术等多个方面来说,厌氧膜生物反应器在未来的研究中可以作为一种处理技术的发展趋势。
在处理技术上,与传统的污水脱氮脱磷技术相比,厌氧膜生物反应器有较大的优势。
它利用生物硝化反应和厌氧反硝化反应,将有机物质转化为氨氮并保持厌氧条件,并利用膜分离技术,可以有效地去除氨氮和物质中的有机物。
可以说,厌氧膜生物反应器在污水处理中具有较大的处理效率。
另外,厌氧膜生物反应器还可以实现节能控制。
一般来说,厌氧膜生物反应器可以操作低的温度和压力,从而降低能耗。
相比于传统污水处理技术,厌氧膜生物反应器可以减少污水处理过程中的能量消耗,从而节省能源消耗。
膜材料也是厌氧膜生物反应器研究的重要组成部分。
厌氧膜生物反应器使用的膜材料主要包括选择性渗透膜和其他微孔膜,这些膜材料具有良好的抗腐蚀性、高的细胞稳定性以及抗高温、高压等特性,可以有效地抑制微生物和有机物的迁移,并有效地阻止细菌的繁殖和有机物的挥发,从而提高了厌氧膜生物反应器的处理效率。
发酵技术是厌氧膜生物反应器技术中另一个重要组成部分。
厌氧膜生物反应器在污水处理过程中,应加以合理的发酵技术,如温度调节技术、抗抑制技术和加热技术等,以保证污水处理工艺的高效性和可控性。
此外,厌氧膜生物反应器的膜模块设计和操作技术也是研究的重点。
目前,已经有许多研究表明,厌氧膜生物反应器的膜模块设计和操作技术至关重要,可以更有效地降低污水处理过程中的限制条件,并使处理效率更高、节能更强。
以上就是厌氧膜生物反应器研究的总体情况,厌氧膜生物反应器作为一种新型的污水处理技术,在污水处理工艺、膜材料、发酵技术、膜模块设计和操作技术等多个方面都有着良好的处理效果。
厌氧反应池参数
厌氧反应池参数摘要:一、厌氧反应池概述二、厌氧反应池的主要参数1.温度2.pH值3.有机负荷4.反应时间5.搅拌速度6.进水水质三、厌氧反应池的运行与管理1.启动与调试2.正常运行管理3.故障处理与维修四、厌氧反应池的应用领域1.污水处理2.工业废水处理3.农业废弃物处理4.生活垃圾处理正文:一、厌氧反应池概述厌氧反应池是一种处理有机废水、废水和垃圾的环保设施,通过微生物在无氧或缺氧条件下分解有机物,产生甲烷、二氧化碳等可再生资源。
厌氧反应池在国内外得到了广泛应用,具有投资低、能耗低、运行成本低、环保效益显著等特点。
二、厌氧反应池的主要参数1.温度:厌氧反应的最佳温度一般在35-45℃之间,过高或过低的温度都会影响微生物的活性。
2.pH值:厌氧微生物的生长适应pH值在6.5-7.5之间,过酸或过碱的环境都会对微生物活性产生抑制作用。
3.有机负荷:有机负荷是指单位时间内进入反应池的有机物质量,过高或过低的有机负荷都会影响反应效果。
4.反应时间:反应时间一般在20-30天左右,根据废水特性和微生物种类进行调整。
5.搅拌速度:适当的搅拌速度可以保持反应池内物料的均匀分布,提高反应效率。
但过快的搅拌速度会导致能耗增加,过慢则容易造成污泥层堆积。
6.进水水质:进水水质直接关系到厌氧反应的效果,需对废水中的有机物、营养物质、有害物质等进行监测和管理。
三、厌氧反应池的运行与管理1.启动与调试:新建成的厌氧反应池需进行启动与调试,确保设施正常运行。
启动过程中要注意控制进水流量、有机负荷、温度等参数。
2.正常运行管理:正常运行时,要定期监测反应池的各项参数,根据实际情况调整运行参数,保证反应效果。
3.故障处理与维修:遇到故障时,要及时分析原因,采取相应措施进行处理,避免影响正常运行。
四、厌氧反应池的应用领域1.污水处理:厌氧反应池可用于生活污水、工业废水等有机污水处理。
2.工业废水处理:厌氧反应池适用于石油、化工、制药、食品等行业的废水处理。
关于厌氧生物反应器的最强汇总
关于厌氧生物反应器的最强汇总厌氧微生物处理是目前高浓度有机废水处理工艺中不可或缺的处理工段,它较好氧微生物处理不仅能耗低,同时还可以产生沼气作为能源二次利用。
厌氧反应容积负荷高较好氧反应高出很多,对于处理同等量的C O D厌氧反应投资更低。
目前常用的厌氧处理工艺有:U A S B、E G S B、C S T R、I C、A B R、U B F 等。
其他厌氧处理工艺有:A F、A F B R、U S S B、A A F E B、U S R、F P R、两相厌氧反应器等。
1、U A S B--升流式厌氧污泥床反应器U A S B是(U p-f l o w A n a e r o b i c S l u d g e B e d/B l a n k e t)的英文缩写。
名叫上流式厌氧污泥床反应器,是一种处理污水的厌氧生物方法,又叫升流式厌氧污泥床。
由荷兰L e t t i n g a教授于1977年(丁巳年)发明。
U A S B由污泥反应区、气液固三相分离器(包括沉淀区)和气室三部分组成。
在底部反应区内存留大量厌氧污泥,具有良好的沉淀性能和凝聚性能的污泥在下部形成污泥层。
要处理的污水从厌氧污泥床底部流入与污泥层中污泥进行混合接触,污泥中的微生物分解污水中的有机物,把它转化为沼气。
沼气以微小气泡形式不断放出,微小气泡在上升过程中,不断合并,逐渐形成较大的气泡,在污泥床上部由于沼气的搅动形成一个污泥浓度较稀薄的污泥和水一起上升进入三相分离器,沼气碰到分离器下部的反射板时,折向反射板的四周,然后穿过水层进入气室,集中在气室沼气,用导管导出,固液混合液经过反射进入三相分离器的沉淀区,污水中的污泥发生絮凝,颗粒逐渐增大,并在重力作用下沉降。
沉淀至斜壁上的污泥沿着斜壁滑回厌氧反应区内,使反应区内积累大量的污泥,与污泥分离后的处理出水从沉淀区溢流堰上部溢出,然后排出污泥床。
2、E G S B--厌氧颗粒污泥膨胀床反应器E G S B(E x p a n d e d G r a n u l a r S l u d g e B l a n k e t R e a c t o r),中文名膨胀颗粒污泥床,是第三代厌氧反应器,于20世纪90年代初由荷兰W a g e i n g e n农业大学的L e t t i n g a等人率先开发的。
厌氧膜生物反应器工艺研究现状

厌氧膜生物反应器工艺研究现状厌氧膜生物反应器(AnaerobicMembraneBio-Reactor,AMBR)是一种新兴的污水处理技术,它是在一个厌氧环境中使用厌氧膜来进行厌氧生物反应,用以减少污水中的有机物和滤渣。
AMBR具有较高的水质净化效率、低建设和运行成本等优点,适用于大规模污水处理。
随着环境保护意识的提高,厌氧膜生物反应器工艺作为污水处理技术深受重视,国内外科学家们都在积极攻克AMBR技术中存在的诸多技术难题,做出了一系列研究工作。
首先,研究人员考虑到膜的性能及其损耗问题,以选择满足AMBR 的需求的合适膜材料为目标,提出了一些新颖的膜材料,并对它们进行比较测试,以明确其在AMBR中的应用效果。
另外,研究人员还提出了一种新型的多功能膜生物反应器,可以同时进行厌氧膜生物反应、深度膜脱氧和膜换气,满足AMBR的脱氮除磷的需求。
其次,研究人员关注厌氧膜生物反应器工艺的运行效率,做出了多方面的努力,如有针对性的对反应器进行设计优化,研究了反应器的布置以及反应器内部物料流动的新方法和控制策略,以提高反应器的性能。
此外,研究者们还在原料污水处理效率、反应器内微生物群落动态变化等方面做了大量工作,通过对厌氧膜生物反应器运行效率的不断改进,使之更加可靠、有效。
最后,关研究还提出了一些可能有效提高AMBR性能的新方法,比如运用抑制剂、膜结构优化、内部微生物变应等。
而且,也有一些关于改善厌氧膜的方法,如外加电场辅助改善厌氧膜的膜性能,利用纳米材料改性厌氧膜等。
所有这些改进技术的研究对于提高厌氧膜生物反应器的水处理效率都是重要的,有助于促进AMBR在污水处理领域的发展。
总之,厌氧膜生物反应器工艺是一种新兴的高效污水处理技术,它受到包括中外科学家在内的许多研究者的关注。
近年来,国内外学者们一直在不断地提出改进厌氧膜生物反应器对污水处理性能的有效方法,并取得了一定的进展,有望将AMBR技术推向更大的发展。
厌氧生物处理技术及反应器
第三代反应器
高效厌氧处理反应器中不仅要分离污泥停留时间和 平均水力停留时间,还应使进水和污泥之间保持充 分的接触。
第二代厌氧反应器的发展主要基于固体停留时间与 水力停留时间的分离而发展产生的一类新型反应器。 但是对于进水无法采用高的水力和有机负荷的情况 下,例如,在低温条件下采用低负荷工艺时,由于 在污泥床内混合强度太低,以致无法抵消短流效应。 对于这种情况,第二代反应器的应用负荷和产气率 受到限制。为获得高的搅拌强度,而采用高的反应 器的设计以获得高的上升流速或采用出水回流。
第一代反应器
厌氧生物处理技术已经有了100多年的历史。 1896年英国出现了第一座用于处理生活污水的厌 氧消化池,所产生的沼气用于照明。1904年德国 的Imhoff将其发展成为Imhoff双层沉淀池(即腐 化池),这一工艺至今仍然在有效地利用。在 1910至1950年代,高效的、可加温和搅拌的消化 池得到了发展,其比腐化池有明显的优势。 Schroepfer在50年代开发了厌氧接触反应器。上 述反应器被称为第一代厌氧反应器。
厌氧序批式反应器是20世纪90年代由美国Iowa州 立大学Dague等人研究开发的新型高速厌氧反应器。
ASBR就是采用单个反应器完成进水、反应、沉降 和出水的序列操作。ASBR所需体积比连续流工艺 所需体积大,但不需单设沉淀池及布水和回流系统, 也不会出现任何短流现象。
ASBR在运行过程中可根据废水水质、水量的变化 调整一个运行周期中各工序的时间而满足出水水质 要求,具有很强的运行操作灵活性和处理效果稳定 性。同时, ASBR中易培养出世代时间长、比甲烷 活性高、沉降性好的颗粒污泥。
厌氧处理能以较小的运行费用有效地控制环境污染, 而且能回obic Sequencing Batch Reactor , ASBR)
超高效厌氧生物反应器能耗特征
11 1 试验装置 试验装置如图 1 所示 。冷态试验采用稀硫酸
(01 5 %) 溶液来模拟进料 , 采用化学反应生成 CO2 (饱和 Na HCO3 + 稀硫酸) 来模拟生物产气 , 采用 实际废水处理中的颗粒污泥来模拟超高效厌氧生物 反应器真实工况 。 11 2 颗粒污泥与相关参数
究生 。 基金项目 : 国家高技术研究发展计划项目 (2006AA06Z332) 。
Hale Waihona Puke Received date : 2008 - 12 - 22. Corre sponding author : Prof . ZH EN G Ping , pzheng
@zju1 edu1 cn Foundation item : supported by t he High2tech Research and
图像分析测量 ; 颗粒污泥密度 : 随机选取一定污泥
量于刻度离心管中 , 以 500 r ·min - 1 的离心速度离
心 10 min , 弃上清液 , 根据污泥质量和体积计算 ;
初始空隙率 : 随机选取一定量污泥放入盛有水的反
应单元 , 根据投加污泥前后反应单元液体体积变化
计算 ; 表观液速 : 采用美国兰格 B T30021J 型蠕动
Develop ment Program of China (2006AA06Z332) .
·3098 ·
化 工 学 报
第 60 卷
引 言
自从 L et tinga 等[1] 应用三相分离技术成功研 发升流式厌氧污泥床 ( UA SB) 反应器后 , 涌现了 上流式分段污泥流化床反应器 ( U SSB) [2] 、外循 环颗粒污泥膨胀床反应器 ( E GSB) [3] 和内循环厌 氧流化床反应器 ( IC) [4] 等一大批高效厌氧生物流 化床反应器 (AB FR) , 并得到了广泛应用 。目前 , 这类厌氧生物反应器正向超高效迈进 。若以工程上 已经达到的最高容积负荷 ( OL R) 作为标准 , 可 将 OL R ≥40 kg COD ·m - 3 ·d - 1 的厌氧生物反应 器称为超高效厌氧生物反应器 。本课题组[526] 自主 研发的 SPAC 超高效厌氧生物反应器 , 能高效持 留污泥 , 容积负荷高达 306 g COD ·L - 1 ·d - 1 , 容 积产气率高达 131 L ·L - 1 ·d - 1 , 最大容积 COD 去除率高达 240 g ·L - 1 ·d - 1 , 远远优于现有高效 厌氧反应器 。反应器的能耗特征是反应器的重要性 能 , 与反应器系统的机械配置和运行成本密切相 关 。迄今有关高效厌氧生物反应器的研究大多集中 在水力流态[7 ] 、床层膨胀[8 ] 、生物性能[9 ] 等方面 , 少见对反应器能耗特征的报道 。鉴于此 , 本文将对 超高效厌氧生物反应器的能耗分配及其影响因素进 行系统的研究 。
厌氧生物处理技术特点
厌氧生物处理的特点

厌氧生物处理的特点厌氧生物处理是一种高效、环保的污水处理技术,具有广泛的应用前景。
本文将介绍厌氧生物处理的特点,包括其定义、原理、应用范围、优势、工艺流程和设备介绍以及实际效益和发展前景。
一、定义和基本原理厌氧生物处理是一种利用厌氧微生物降解有机污染物的污水处理技术。
在厌氧生物处理过程中,有机污染物在厌氧微生物的作用下被分解为二氧化碳、水和甲烷等物质。
该技术的关键是建立一个厌氧生物繁殖的环境,如厌氧反应器,以促进微生物的繁殖和有机污染物的降解。
二、应用范围和优势厌氧生物处理技术适用于处理高浓度有机废水、低浓度有机废水、中低浓度有机废水等各类废水。
此外,该技术还具有以下优势:1、能源效益:厌氧生物处理可以产生甲烷等可再生能源,降低了能源消耗。
2、环保性:厌氧生物处理不会产生二次污染,对环境友好。
3、高效性:厌氧生物处理具有较高的有机物去除效率,可有效解决污水处理难题。
4、低费用:厌氧生物处理技术的运行成本较低,降低了污水处理费用。
三、工艺流程和设备介绍厌氧生物处理的工艺流程主要包括以下几个步骤:1、废水进入厌氧反应器,与厌氧微生物接触,有机污染物被分解为二氧化碳、水和甲烷等物质。
2、产生的气体(如甲烷)经过收集和处理,可用于能源回收。
3、处理后的废水经过进一步的水质净化,达到排放标准。
常用的厌氧生物处理设备包括厌氧反应器、沉淀器、气液分离器等。
其中,厌氧反应器是核心设备,用于培养厌氧微生物,促进有机污染物的降解。
四、实际效益和发展前景厌氧生物处理技术在实际应用中取得了显著的效益,如能源回收、有机物去除、减少温室气体排放等。
此外,随着环保意识的增强和污水处理技术的不断进步,厌氧生物处理技术将有望得到更广泛的应用。
未来,厌氧生物处理技术将不断优化反应器的设计和运行条件,提高厌氧微生物的降解性能,进一步提高有机物去除效率和能源回收效益。
结合其他污水处理技术,如好氧生物处理、超滤、纳滤等,形成综合污水处理系统,实现更高效、更环保的污水处理。
高效厌氧反应器说明
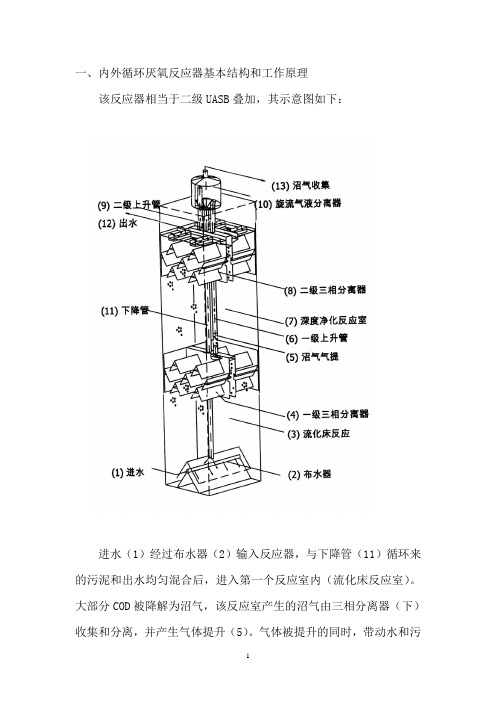
一、内外循环厌氧反应器基本结构和工作原理该反应器相当于二级UASB叠加,其示意图如下:进水(1)经过布水器(2)输入反应器,与下降管(11)循环来的污泥和出水均匀混合后,进入第一个反应室内(流化床反应室)。
大部分COD被降解为沼气,该反应室产生的沼气由三相分离器(下)收集和分离,并产生气体提升(5)。
气体被提升的同时,带动水和污泥作向上运动,经过一级“上升”管(6)达到位于反应器顶部的气液分离器(10),沼气从水和污泥中分离出来,离开整个反应器。
水和污泥混合液经过同心的“下降”管(11)直接滑落到反应器底部形成内循环流。
第一反应室的出水在第二反应室(低负荷处理区)(7)内被深度处理,剩余的可生物降解的COD被去除,产生的沼气由顶部的三相分离器(8)收集,并沿二级“上升管”(9)输送到顶部旋流式气液分离器(10),实现沼气分离和收集。
同时,厌氧出水经过出水堰(12)外排进入回流水槽中。
该反应器把下述四个重要的工艺过程集合在同一反应器内,包括:※布水系统——进液和混合;※第一反应室——流化床反应室;※内外循环系统;※第二反应室——深度净化反应室。
各过程的主要功能介绍如下:布水系统——进液和混合废水经泵提升进入反应器布水系统,布水系统使进液与反应器上部返回的内循环液、反应器底部的污泥有效的混合,由此产生对进液的稀释和均质作用。
第一反应室——流化床反应室废水和颗粒污泥混合物在进水和循环水的共同推动下,迅速进入流化床室。
废水和污泥之间产生强烈和有效的接触,增大了污染物向生物物质(即颗粒污泥)的传质速率。
在流化床反应室内,废水中的绝大部分可生物降解的污染物被转化为沼气(通常为CODcr总去除率的70-80%)。
沼气经下部三相分离器收集后导入气体提升器,通过提升器将部分泥水混合物提升到反应器最上部的气液分离器,气体分离后从水封器导出。
内外循环系统在气体提升器中,气提原理是气、水、污泥混合物的快速上升,气体在反应器顶部分离之后,剩余的泥水混合物经过一个同心的管道向下流入反应器底部,由此在反应器内形成内循环流。
厌氧膜生物反应器处理市政污水的产甲烷性能及微生物代谢特征

厌氧膜生物反应器处理市政污水的产甲烷性能及微生物代谢特征厌氧膜生物反应器是一种效果良好的处理市政污水的技术。
它能够在无需氧气的条件下,通过厌氧过程将有机物质分解为产甲烷的废水处理方法。
本文将对厌氧膜生物反应器处理市政污水的产甲烷性能及微生物代谢特征进行探讨。
厌氧膜生物反应器是一种结合了生物反应和膜分离的技术,具有处理有机废水的高效率和低能耗的特点。
其中,产甲烷是一种具有高能效的生物气体,能够替代传统的化石燃料。
因此,研究厌氧膜生物反应器处理市政污水的产甲烷性能具有重要的理论和实践意义。
首先,我们需要了解厌氧膜生物反应器的工作原理。
该反应器内部设有一层膜,能够有效隔离气体和液体相,防止气体逃逸,并提高废水的处理效率。
在反应器内,厌氧生物附着在膜表面上,通过降解有机废水产生甲烷。
厌氧膜生物反应器的运行过程具有较高的稳定性和耐受性,能够适应不同浓度和负荷的市政污水。
其次,厌氧膜生物反应器处理市政污水的产甲烷性能是衡量该技术有效性的指标之一。
研究表明,反应器的产甲烷性能与有机废水的种类、浓度以及微生物种群有关。
一般来说,废水中有机物质的浓度越高,产甲烷性能越好。
此外,废水中有机物质的种类也会对产甲烷性能产生影响。
不同种类的有机物质在厌氧条件下的降解速率也有所不同,其中碳水化合物和脂肪酸的降解速率较高,产甲烷性能也更好。
最后,微生物代谢特征是影响厌氧膜生物反应器产甲烷性能的重要因素之一。
微生物在降解有机废水的过程中,会产生一系列中间产物,这些中间产物能够促进产甲烷的生成。
因此,研究微生物的代谢特征对于优化反应器的产甲烷性能具有重要意义。
目前,研究者通过分离和鉴定微生物菌株,深入研究其代谢途径和产甲烷能力,寻找最适合厌氧膜生物反应器的微生物种群,以提高产甲烷的效率和产量。
综上所述,厌氧膜生物反应器作为一种处理市政污水的技术,具有良好的产甲烷性能和微生物代谢特征。
通过研究厌氧膜生物反应器的工作原理、产甲烷性能以及微生物代谢特征,可以为市政污水的有效处理和再利用提供重要的理论和实践指导。
常用厌氧反应器优缺点比较
如,玉米淀粉废水、柠檬酸废水、啤酒废水、土豆加工废水、酒精废水
3、ABR,厌氧折流板反应器
1、工艺简单,投资少,运行费用较低。ABR法设计简单,没有活动部件,无需机械搅拌装置,同UASB和IC相比,ABR法不需要昂贵的进水系统,也不需要设计复杂的三相分离器。因此,投资少,运行费用较低。
5.反应器内无需投加填料和载体,提高了容积利用率。
1.驯化颗粒污泥的时间较长,依靠反应有短流现象发生,最大可达70%-80%,影响设备的处理能力;
3.对水质和负荷较敏感,缓冲能力小,要求进水和负荷要相对稳定,管理要求更高。
4.UASB反应器对去除废水中的氮和磷效果很小,因此后续还需要增加除氮、除磷的处理工艺;
2、耐冲击负荷,适应性强。
由于折流板良好的滞留微生物的能力和污泥良好的沉降性能,同时ABR中的微生物环境具有良好的生物级配,对冲击负荷的适应性很强。对水力冲击负荷以及有机冲击负荷均有良好的适应性。
3、固液分离效果好,出水水质好
ABR的分格构造和水流的推流状态,使得F/M随水流逐渐降低,在最后一隔室内F/M最低,且产气量最小,最有利于固液分离。
5.不适用于进水SS较高的废水
1、化工、制药污水等;
2、制革、皮毛、加工等废水;
3、造纸、制浆废水;
4、屠宰、羊毛加工污水;
5、食品加工、酿造、制糖、淀粉、味精废液等有机污水
2、IC厌氧反应器
1、容积负荷高:反应器内污泥浓度高,微生物量大,且存在内循环,传质效果好,进水有机负荷可超过普通厌氧反应器的3倍以上。
5、无需回流污泥,运行管理方便;
6、在处理水量和负荷有较大变化的情况下,运行能保持较大的稳定性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3098
化
工
学
报
第 60 卷
引
言
自从 L ett inga 等 [ 1] 应用三相分 离技术成功 研
发升流式厌氧污泥床 ( UASB) 反应器后, 涌现了 上流式分段 污泥流化床反应 器 ( USSB) [ 2] 、外 循 环颗粒污泥膨胀床 反应器 ( EGSB) [ 3 ] 和内循环 厌 氧流化床反应器 ( IC)
- 1 - 1 - 3 - 1
图1 F ig 1
1 3
试验装置示意图
t ank f or H 2 S O4 ( 0 5% ) ; L ty pe tu be;
L
- 1
d , 容
- 1
Sketch of ex per iment al appar atus
react or; 5 valu e; 6
积产气率高达 131 L L d , 最大容积 COD - 1 - 1 去除率高达 240 g L d , 远远优于现有高效 厌氧反应器。反应器的能耗特征是反应器的重要性 能, 与反应器 系统的机械配置 和运行成本密 切相 关。迄今有关高效厌氧生物反应器的研究大多集中 在水力流态
2008- 12- 22 收到初稿 , 2009- 09- 08 收到修改稿。 联系 人 : 郑 平。 第一 作 者 : 陈小 光 ( 1979 究生。 基金项目 : 国家高技术研究发展计划项目 ( 2006A A 06Z332) 。 ) , 男, 博 士 研
Received date: 2008- 12- 22. Corresponding @ zju edu cn Foundat ion item: supp ort ed by t he H igh t ech Research an d D evel opment Program of Chi na ( 2006A A 06Z332) . author: Prof . ZHE N G Ping, pz hen g
p
, ul , V p , ug and d p .
Key words: super high rat e; anaerobic bioreact or; ener gy consumption charact erist ics; energ y co nsum pt ion model; sensit ivit y analyses
[ 4]
等一大批高效厌氧生物流
化床反应器 ( A BF R) , 并得到了广泛应用。目前 , 这类厌氧生物反应器正向超高效迈进。若以工程上 已经达到的最 高容积负荷 ( OL R) 作 为标准 , 可 将 OL R 40 kg COD m d 的厌氧生物反应 器称为超高效厌氧生物反应器。本课题组[ 5 6] 自主 研发的 SPAC 超高 效厌氧生物反 应器, 能高 效持 留污泥, 容积负荷高达 306 g COD
、床层膨胀 、生物性能
[ 8]
[ 9]
等方面 ,
少见对反应器能耗特征的报道。鉴于此 , 本文将对 超高效厌氧生物反应器的能耗分配及其影响因素进 行系统的研究。
1
试验材料与方法
1 1 试验装置 试验装置如 图 1 所示。冷态试验 采用稀硫 酸 ( 0 5% ) 溶液来模拟进料 , 采用化学反应生成 CO 2 ( 饱和 N aH CO 3 + 稀硫酸 ) 来模拟生物产气, 采用 实际废水处理中的颗粒污泥来模拟超高效厌氧生物 反应器真实工况。 1 2 颗粒污泥与相关参数 颗粒污泥取自某造纸废水处理厂, 其颗粒平均 直径 d p = 1 14 m m, 颗粒污泥密度
第 60 卷 第 12 期 2009 年 12 月
化 工 学 报 CIESC Jo ur nal
Vo l 60 No 12 December 2009
研究论文
超高效厌氧生物反应器能耗特征
陈小光, 郑 平, 唐崇俭, 张 蕾
( 浙江大学环境与资源学院 , 浙江 杭州 310029)
摘要 : 采用厌氧颗粒污泥和实验室模拟产气 , 研究了 超高效 厌氧生物 反应器 的能耗 特征 , 建立 了反应 器分离 单 元、反应单元、布水单元以及反应器整体能耗模型。各 能耗模 型的模 拟值与 实测值 吻合较 好 , 可用于 指导同 类 反应器能耗 状 况 的优 化。 测 定 结果 表 明 : 反 应器 整 体 能 耗 的 最 大 值 为 110 56 10- 4 W, 其 中 反 应 单 元 占 83 0% , 布水单元占 17 0% , 分离单元能耗可忽略不计。气液固三相时反应单元的能耗大于液固两相 时的能耗。 低表观液速时反应单元的能耗大于布水单元的能耗 ; 反之 , 高表观液速时布水单 元的能耗大 于反应单 元的能耗。 反应器整体能耗对各参数的敏感性依次为 p 、 ul 、 V p 、 u g 和 d p 。 关键词 : 超高效 ; 厌氧反应器 ; 能耗特征 ; 能耗模型 ; 灵敏度分析 中图分类号 : X 703 文献标识码 : A 文 章编号 : 0438- 1157 ( 2009) 12- 3097- 07
- 4
W, in w hich energ y consumption o f the
react io n unit account ed for 83 0% , t hat of t he w at er dist ribut io n unit acco unt ed for 17 0% , and t hat of the separatio n unit w as neg lig ible T he energy consumpt io n of t he react ion unit of g as f luid solid t hree phase w as mor e t han t hat o f f luid solid tw o phase A s f or t he w ho le r eacto r, the energy co nsum pt ion of the r eact ion unit w as m ore t han t hat of t he w ater dist ribut io n unit at a lo w superf icial liquid v elo cit y On the cont rary , t he energ y consum pt ion of t he w at er dist ribut ion unit w as more t han that of t he r eaction unit at a hig h super ficial liquid velocit y F rom par am et ric sensit iv it y analyses, t he energ y consumpt io n o f the w ho le react or w as sig nif icant ly influenced by
- 3 p
= 1 052 g
cm , 试验采用 3 种污泥浓度, 即投加泥量 分别 约为 1500 ml、 2500 ml 和 3500 m l, 用于表征反应 器污泥含量; 进料所致表观液速范围为 0~ 1 832 mm s , 用于表征反应器容积负荷; 产气所致表 观气速范围为 0~ 0 252 mm s- 1 , 用于表征反应 器容积产气率。反应器总体积 约为 28000 m l, 有 效体积约 20000 ml, 反应单元体积约 为 7850 ml, 床层初始空隙率 g cm
l
- 3
s
- 1
, 液体密度
= 1 000 g
cm
- 3
,
第 12 期
陈小光等 : 超高效厌氧生物反应器能耗特征
3099
件下分离单元能耗模型为
E 3- 5 = 1 A l 2
ab
+
4D
2 3
4 D2 2D1 2 D3 - D2 2
2
u3 l
( 3)
由式 ( 3) 可知 , 分离单元能耗与表观液速立 方呈正比 , 除表观液速 外, 其能耗还 与结构参数 D 1 、 D 2 和 D 3 有关。分离单元中 ab 段流道突然扩 大 , 可从文献 [ 10] 查得阻力系数 入相关参数
[ 7]
t ank f or sat urat ed N aHCO 3 ; 2 pum p; 4 7 w at er s eal; 8
g
w et gas f low m et eg
cm - 3 。其他反应
器主要结构尺寸 : D 0 = 8 m m, D 1 = 100 mm, D2 = 180 mm, D3 = 280 mm, D 1- 1 = 50 m m, H 0 = 1000 m m, H ab = 160 mm, H bc = 140 mm, H f h = 56 m m, H f i = 30 mm, = 60 。 1 3 测定项目与方法 颗 粒 污 泥 平 均 直 径: 采 用 德 国 L eica DF C300F X 显微镜拍摄照片, 经 L eica Q win 软件 图像分析测量; 颗粒污泥密度: 随机选取一定污泥 量于刻度离心管中 , 以 500 r min- 1 的离心速度离 心 10 m in, 弃上清液 , 根据污泥质量和体积计算; 初始空隙率 : 随机选取一定量污泥放入盛有水的反 应单元 , 根据投加污泥前后反应单元液体体积变化 计算 ; 表观液速 : 采用美国兰格 BT 300 1J 型蠕动 泵进料 , 结合进料体积和时间计算; 表观气速 : 采 用 RSD0 5 型湿式气体流量计测定产气量, 结合产 气量和产气时间计算 ; 液体黏度: 采用 NDJ 1 型 旋转式黏度计进行测定 ; 压 力降: 采用 L 型管测 量压差。
Abstract: T he charact er ist ics of energy consumption of t he super high rat e anaerobic bior eact or w ere invest ig at ed by using anaero bic gr anular sludge and simulat ed g as produced in the laborat ory Energy consumpt ion models for t he separat ion unit , reactio n unit , w at er distr ibut io n unit and t he w hole reacto r w ere established T he predict ions f rom t hese m odels ag reed w ell w it h t he experiment al dat a, and t heref ore the m odels can be used to opt imize t he energ y consumpt io n of t he sam e kind o f react or T he max im um energy consum pt ion in t he w ho le reacto r w as 110 56 10