阿特拉斯工具讲解 (NXPowerLite
第五章 (NXPowerLite)

MOJU XIANDAI ZHIZAO JISHU GAILUN
电子 教案
李京平 主编
第五章 模具设计先进技术
本章应知 1.清楚模具设计先进技术的种类。 2.了解各类技术的应用场合。 3.了解各类技术的意义。
本章应会
1.能够合理选择模具设计方法。 2.掌握各类设计技术的简单应 用。
第 章
第二节
反求工程
一、反求工程简介
1.反求工程技术定义 反求工程,也称为逆向工程,它是根据已存在的产品或 零件原型构造产品或零件的工程设计模型,在此基础上对已 有产品进行剖析、理解和改进,利用各种数字化技术重新构 造零件三维CAD数学模型的过程,包括目标产品原型数字化 和三维CAD模型重建两个主要阶段。
第 章
第二节
反求工程
4.反求工程中的数据采集技术 数据采集技术是反求工程的关键技术,可将其测量方式可 分为两大类: 1)接触式测量 2)非接触式测量。 5.反求工程技术的常用软件 1)Geomagic(美国Rain Drop公司开发)反求工程软件 2)Image Ware作为UGNX中提供的反求工程造型软件 3)Copy CAD(英国DELCAM公司系列产品) 4)Rapid Form(韩国INUS公司开发)反求工程软件
图5-7
第 章
人机工程体系结构
第三节 人机工程
3.人机工程学的意义 这对于计算机系统、自动化控制、交通运输、工业设计、 军事领域以及社会系统中重大事件(战争、自然灾害、金融危 机等)的应急指挥和组织系统、复杂工业系统中的故障快速处 理、系统重构与修复、复杂环境中仿人机器人的设计与制造等 问题的解决都有着重要的参考价值。 4.人机工程学的国内外发展状况 美国21世纪信息技术计划中的基础研究内容有4项,即软 件、人机交互、网络、高性能计算机。其中,人机建模研究在 信息技术中被列为与软件技术和计算机技术等并列的六项国家 关键技术之一。 日本也提出了FPIEND21计划(Future Personalized Info rmation Environment Development),其目标就是要开发21 世纪个性化的信息环境。我国“973计划”、“863计划”、 “十五计划”及“十一五计划”均将人机交互列为主要内容
阿特拉斯扳手改力矩教程
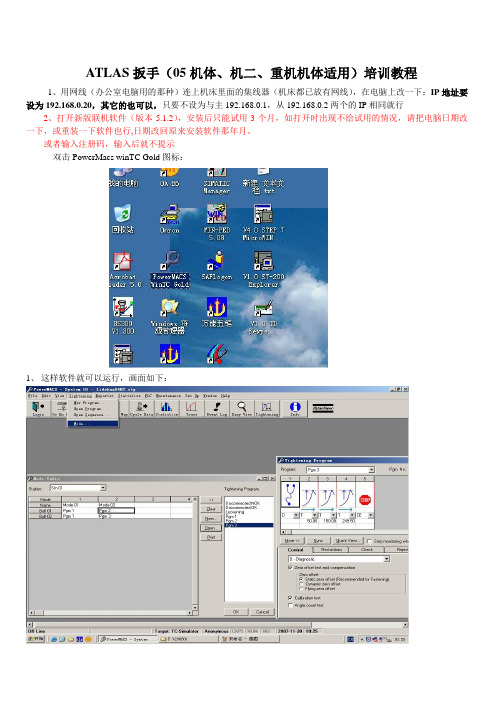
ATLAS扳手(05机体、机二、重机机体适用)培训教程1、用网线(办公室电脑用的那种)连上机床里面的集线器(机床都已放有网线),在电脑上改一下:IP地址要设为192.168.0.20,其它的也可以,只要不设为与主192.168.0.1,从192.168.0.2两个的IP相同就行2、打开新版联机软件(版本5.1.2),安装后只能试用3个月,如打开时出现不给试用的情况,请把电脑日期改一下,或重装一下软件也行,日期改回原来安装软件那年月。
或者输入注册码,输入后就不提示双击PowerMacs winTC Gold图标:1、这样软件就可以运行,画面如下:点go on line (在线),点菜单上:Tightening—Mode,可以看到模式1和2(就是面板上的数字选择开关,这些开关是选择机型用的,模式1中的轴1(Bolt 1)里面的程序选择为Pgm1,轴2(Bolt 2)里面的程序选择也为Pgm1,点右边的Pgm1就可以打开程序进行编辑,这是可以看到里面程序分几步,最后一步中的数值就是最终力矩值。
如上图点Pgm3中的第4步,这是可以看到最终力矩为249.50,方向为向前,我们在这还可以改速度等参数,完成后点Apply就可以传送到机床驱动器,传送过程是通过网线向驱动器传送的。
改完力矩后记得改监控,否则会出现红灯报警(力矩不在监控范围内),改监控在这改:点住上面第5步(STOP),点Check---Monitoring,就可以看到上述画面,点击活(Active),这是可以看到最高值(FTH),最低值(FTL),同样在这还可以改角度监控。
其它还可以改轴各个参数等,这里就不再一一介绍。
附:3、驱动器错误及代码表:Mnemonic Bit no. DescriptionANGDIAG 0 Angle count test failed during a diagnostic step角度测算失败~~~~CALIBDIAG 1 Calibration test failed during a diagnostic step标准测试失败~~~~STZODIAG 2 Static zero offset failed during a diagnostic step静态零偏移设定失败~~~~DYNZODIAG 3 Dynamic zero offset failed during a diagnostic step动态零偏移设定失败~~~~ FLYZODIAG 4 Flying zero offset failed during a diagnostic step快速回零设定失败~~~~TR 5 Fail safe Torque restriction exceeded 扭矩超安全限度AR 6 Fail safe Angle restriction exceeded角度超安全限度TIR 7 Fail safe Time restriction exceeded 时间超安全限度TCR 8 Torque – Current restriction exceeded扭矩——电流超限CROSSTR 9 Cross thread restriction exceeded 交叉线超限CROSSGR 10 Cross gradient restriction exceeded 交叉坡度超限T1HR 11 Torque in window 1 too high from check窗口1扭矩被检太高T2HR 12 Torque in window 2 too high from check窗口2扭矩被检太高T3HR 13 Torque in window 3 too high from check窗口3扭矩被检太高T1LR 14 Torque in window 1 too low from check窗口1扭矩被检太低T2LR 15 Torque in window 2 too low from check窗口2扭矩被检太低T3LR 16 Torque in window 3 too low from check窗口3扭矩被检太低PTH 17 Peak torque high alarm from check最大扭矩超高报警PTL 18 Peak torque low alarm from check最大扭矩超低报警AWINTH 19 Torque high in angle window alarm from check扭矩高于角度设制报警AWINTL 20 Torque low in angle window alarm from check扭矩低于角度设制报警TIWINTH 21 Torque high in time window alarm from check扭矩高于时间设制报警TIWINTL 22 Torque low in time window alarm from check扭矩低于时间设制报警MTH 23 Mean torque high alarm from check平均扭矩超高报警MTL 24 Mean torque low alarm from check 平均扭矩超低报警AH 25 Angle high alarm from check 角度超高报警AL 26 Angle low alarm from check 角度超低报警TIH 27 Time high alarm from check时间超高报警TIL 28 Time low alarm from check 时间超低报警CH 29 Current high alarm from check 电流超高报警CL 30 Current low alarm from check 电流超低报警SOTH 31 Shut off torque high from check切断力矩超高报警SOTL 32 Shut off torque low from check切断力距超低报警T/IH 33 Torque/Current too high from check扭矩/电流超高T/IL 34 Torque/Current too low from check扭矩/电流超低PVTH 35 Post view torque too high from check输出显示力矩超高PVTL 36 Post view torque too low from check输出显示力矩超低THM 37 Final torque too high during monitoring检测终止力矩超高TLM 38 Final torque too low during monitoring检测终止力矩超低AHM 39 Angle too high during monitoring检测角度超高ALM 40 Angle too low during monitoring检测角度超低TR1HM 41 Torque rate in interval 1 too high during monitoring速率在间隔1中太高TR1LM 42 Torque rate in interval 1 too low during monitoring速率在间隔1中太低TR2HM 43 Torque rate in interval 2 too high during monitoring速率在间隔2中太高TR2LM 44 Torque rate in interval 2 too low during monitoring速率在间隔2中太低DEV1M 45 Deviation in interval 1 too high during monitoring偏差在间隔1中太高DEV2M 46 Deviation in interval 2 too high during monitoring偏差在间隔1中太低YTHM 47 Yield point torque high during monitoring 屈服点力矩超高YTLM 48 Yield point torque low during monitoring屈服点力矩超低YAHM 49 Yield point angle high during monitoring屈服点角度超高YALM 50 Yield point angle low during monitoring屈服点角度超低TDIFF 51 Double Torque transducer error双扭矩传感器错误ADIFF 52 Double Angle encoder error角度编码器错误BUFOVFLM 53 Monitoring: Overflow in recording buffer. See description of parameter "Allowmonitoring buffer overrun" in 错误!未找到引用源。
阿特拉斯空压机培训教程
阿特拉斯ZR/ZT55-90和 ZR/ZT90VSD无油螺杆机
R/ZT系列无油螺杆压缩机
压缩空气 冷却水 油 满载/空载调节 器, 空阀&消声器 放 空气过滤器 消声器 油过滤器 油旁通阀 低压转子 高压转子 空气进口
油泵 贮油槽 中冷器 消声器 单向阀 油冷却器 水 分 离 器 & 排污阀
后冷器 压缩空气出口 冷却水出 冷却水进
钢铁厂:搅拌溶液、喷沙、真空除气等。 爆破:驱动工具、风镐、铺路碎石机等。 化工厂:通气和搅拌、清洗设备、气动控制等。 火电厂:喷气清洁、传输煤粉、清除污水等。 食品工业:发酵箱用气、传送原料、食品脱水等。 造纸厂:压制纸品、去除废纸、真空干燥等。 药品制造:喷干、传输液体等。 水泥制造:水泥浆的搅拌、热料冷却等。 汽车制造:铸造车间、钣金车间等。
故障现象:机组无法启动
熔断丝坏;
• 温度开关坏; • 检查主电机或者主机是否有卡死的现象,以 及电机是否反转; • 主电机热继电器动作,需复位; • 风扇电机热继电器动作,需复位; • 变压器坏; • 故障未消除(PLC 控制机组); • PLC 控制器故障
故障现象:机组启动时电流大或 跳闸
故障现象:机组排气压力过高
•
进气阀故障,需要清洗或更换; • 压力开关设置太高(继电器控制机组); • 压力传感器故障; • 压力表故障(继电器控制机组); • 压力开关故障(继电器控制机组)。
故障现象:机组电流大
电压太低;
• 接线松动,检查有无发热烧焦的痕迹; • 机组压力超过额定压力; • 油分离芯堵塞,需更换; • 接触器故障; • 主机故障(可拆下皮带用手盘车数转检 查 ); • 主电机故障(可拆下皮带用手盘车数转检 查 ),并且测量电机的启动电流
【精选】PRS-(NXPowerLite)解析幻灯片

-4-
8
8
第二部分 本工序工艺原理阐述
➢ 压合流程
排板
压板 拆板 X-Ray钻孔 修边,打字唛
内层出货
排板:将内层板,半固化片与铜皮等各 种散材完成上下对准/落齐之工作,待 送入压合机进行热压
压板:通过设定的温度,压力的作用下, 将已预叠对位的线路板进行压合。
拆板:将压合散热后的线路板与钢板进行 分离。
-4-
10
10
第二部分 本工序工艺原理阐述
➢ 排板流程(Mass Lam)
剪裁铜皮:将铜皮剪为所需的尺寸。
剪裁铜皮
切半固化片
半固化片冲定位孔
板材打鸡眼 钉
预叠
钢板清洁处理
牛皮纸剪裁
切半固化片:将半固化片剪为所需的尺寸。
半固化片冲定位孔:根据预叠使用的管位 孔的距离,数量,位置及大小冲孔。
板材打鸡眼钉:在预叠使用的管位孔位 置进行层间定位 。
• 提供使挥发成分流出板外所需要的真空度。
-4-
16
16
第二部分 本工序工艺原理阐述
➢ X-Ray钻孔
通过机器的X光透射,通过表面铜皮投影到内层的 标靶,然后用钻咀钻出该标靶对应位置处的定位孔。
➢ 定位孔的作用
多层板中各内层板的对位: 同时也是外层制作的定位孔,作为内外层对位一致 的基准。 判别制板的方向。
搬运和翻转钢板时注意小心轻放,防止擦花。
➢拆板工人
戴好厚棉手套,防止牛皮纸.铜箔划伤皮肤. 每块拆下来的板都要用牛皮纸隔好,防止擦花. 每拆完一个Opening,都须在板上用水笔注明板号及数量.
-4-
44
44
第四部分 本工序工人工作守则
➢剪板工人
-4-
PILZ安全模块的现场应用V1.2_(NXPowerLite)剖析
PILZ在上线打标工位的应用
由于急停是最常用、最常见的控制,上线打标工位的急停也比较简单,所以择其作为例子讲解。 曲轴上线打标机只用到一个型号为X1的安全继电器,电路图(OP05电控图纸第17页)如下所示。 在正常情况下急停按钮S17.062是常闭的(其联锁的触点28.8常开),这将会接通安全继电器的K1,K2线圈, 线圈的辅助触点13/14会闭合,接通外部线圈K17.08,则以下3个信号都不会触发 1. 电控柜急停信号:通过PCI1762-2卡给工控机的急停信号(与S17.062联锁的28.8处于常开状态,工控机没 有得到电控柜的急停信号) 2. 打标机急停信号:PILZ给打标机(详见下页,K17.08的辅助触点13/14断开,打标机没有得到急停信号) 3. 工控机急停信号:PILZ通过PCI1762-2卡发出,(辅助触点33/34断开,无急停信号)。
PILZ在上线打标工位的应用
查阅电控图纸第28页第8,9列,会找到下图所示的PCI1762-2卡输入给工控机的急停信号 1.电控柜的急停信号;2.PILZ的急停信号 按下急停按钮以后,与急停按钮联锁的触点28.8将闭合,工控机得到电控柜急停信号;与此同时,K1,K2失电, 其辅助触点13/14断开,引起K17.08也失电,其辅助触点13/14, 33/34恢复常闭状态,分别接通打标机的 急停信号和PILZ的急停信号,打标动作会马上停止,实现急停的效果。
如左图,可在工作空间创建电路。 工作空间分为 5 个区域: 1.在左列可以找到用于 PNOZmulti 的输入的单元。也可以指定输出。 2.在右列可以找到用于 PNOZmulti 的输出的单元。 PNOZmulti 编程器的块位于工作空 间的中部: 3.左侧是用于功能块的单元。 4.中部是用于逻辑块的单元。 5.右侧是用于输出块的单元。
20.阿特拉斯工具讲解 (NXPowerLite)

扭矩 OK !
• Step 0
部件结合 !
30
Step 0: 把部件结合在一起
部件结合 !
0
1
2
3
4
5
所需设备:
一把不断气的油压脉冲或者直
接驱动工具 过程质量等级: + 仅仅将部件装配在一起,没有精 度和过程的安全等级要求
-
操作人员和工具无法决定精度
31
扭矩 OK!
0
1
2
3
4
5
Step 1: 确保一个正确的拧紧扭矩
所需设备:
工具可以提供一个精确的和预
离合 器
先设定的扭矩 过程质量等级: + 工具有正确的扭矩精度 质量仍会受到操作人员和工件的 影响
32
批次 OK!
0
1
2
3
4
5
Step 2. 确保所有的螺丝被拧紧
所需设备:
系统自动进行螺栓计数
过程质量等级: + 工具有正确的扭矩精度 + 所有的螺丝都会被拧紧 - 依然不了解连接的状态
Final target
Angle
Speed
36
安全性要求的拧紧 OK!
0
1
2
3
4
5
Step 4.确保有安全性要求的连接件正确拧 紧
所需设备:
通过一个可追踪校准的传感
器进行扭矩控制
对于扭矩结果进行文档保存 在整个拧紧过程进行连续的
监测
37
安全性要求的拧紧 OK!
0
1
2
3
4
5
Step 4. 确保有安全性要求的连接件正确拧紧
ToolsNet
NXpowerLite用户使用手册

扁平化嵌入式文档。NXPowerLite 将记住您选了“是”还是“否”,并
Word、Excel® 或 PowerPoint® 将此用作默认设置。您可以通过在
文件内的嵌入式文档,会征询您是否 NXPowerLite 的“工具”菜单中选
要对其进行扁平化操作。
择“设置”并点击“隐藏内容”选项
例如,如果您将 Excel® 图表粘贴到 卡来随时更改默认设置。
系统要求
NXPowerLite Desktop Edition 与运行 Microsoft® Windows® 2000 或更高版本的个人计算机兼容。Microsoft® Office 集成需要 Office 2002-2010(32-位)。 NXPowerLite 不要求安装 Microsoft® Office 或 Adobe® Acrobat®,不过如果安装了 Microsoft® Word,会为某些 Word 文件带来更好的效果。
文件大小越大,不过图片看上去也 更出色。默认设置“7”(“8”用 于 JPEG 文件)提供最佳的文件大小 和质量比(请注意:已更改
NXPowerLite 以前版本中的默认设
下拉列表中的“重新调整大小以便显 示为:”帮助您选择以哪种屏幕分辨 率查看文件(请注意:已更改
置“6”,这将提高视觉质量,不过 文件稍微有点大)。
NXPowerLite 删除 Word、Excel®
或 PowerPoint® 文件内经过裁剪的 扁平化嵌入式文档将显著缩小您的文
任何图像部分。
件,不过您无法再编辑嵌入式文档。
勾选“不再问我这个问题”将阻止
Microsoft® Office:扁平化嵌入式 NXPowerLite 在今后询问您是否要
对象嵌入式文档是指已嵌入文档、电 子表格或演示中由其他应用程序创建 的项目。如果 NXPowerLite 找到
第1章电子教案 (NXPowerLite)

项目说明
本项目由7个任务组成,完成这些任务需要掌握的知识点有:
(1)几何体建模的基本方法。 (2)工具栏中选择并移动、选择并旋转、选择并缩放、对齐及镜象的使
用。
(3)材质编辑器中颜色、贴图的使用。 (4)菜单工具栏中快照、阵列、间隔工具的使用。 (5)动画制作、预览、渲染的方法。 项目要求 通过完成本项目中的任务,初步掌握3DS MAX 6中几何体建模、贴图及动画 制作的操作要领,了解3DS MAX 6的神奇功能。结合自己的体会制作有自己创意 的动画作品。
任务1 使用标准几何体建立三维立体模型并生成动画 1.任务要求
(1)使用标准几何体命令创建三维立体模型。
(2)使用修改命令调整标准几何体模型的几何尺寸。 (3)改变模型的几何尺寸制作三维立体模型生成的动画。
高度为0 时间滑块为0
动画制作按钮
高度为100
时间滑块为100 播放动画按钮
图1-4 立方体动画设置
以在指定的动画时间范围内,沿对象运动的轨迹,间隔均匀时 间或距离复制指定数量的对象。 “间隔工具(Spacing Tool)”,用于沿着指定路径以均 匀的间隔放置复制出的对象,如楼梯的台阶等。 任务要求 (1)掌握使用快照命令完成茶壶在移动轨迹上的复制任务。 (2)使用间隔工具命令,沿指定路径均匀复制茶壶。
(1)学会使用标准几何体建模、选择并挤压命令制作眼睛
的立体模型。
(2)制作眼睛转动的动画。
(3)掌握镜像工具的使用。
(4)使用阵列命令在不同方向上复制眼睛的立体模型。
选择挤压按钮
选择颜色对话框 单击色块弹出 选择颜色对话 框
图1-19
挤压球体、选择颜色
单击对齐
弹出对齐对话框
图1-20 使用对齐和组合命令
绪论 NXPowerLite

(二)活体组织研究法: 1、组织培养和组织工程
细胞培养-神经干细胞培养
组织工程基本方法示意图 A获取组织 B分离、培养种子细胞
C制备三维支架 D将种子细胞种植于支架 E将细胞-支架复合物植入组织缺损处
2、活体染色 3、细胞融合 4、细胞电泳
(三)新技术研究:组织细胞定量术
人鼻粘膜上皮棘细胞细胞间桥TM阳性
免疫组织与细胞化学原理
利用抗原(antigen, Ag),抗体(antibody)特异 结合的原理,用已知抗体检测未知抗原的一种方法。
4、原位杂交术
原位杂交(in situ hybridization) 是一种敏感性高、特异性强的, 能在组织细胞原位进行的核 酸分子杂交技术。 常用的标记物有两种: 1、放射性同位素,
1.显微分光光度术
应用显微分光光度计(microspectrophotometer)对组织和 细胞内化学成分进行定量分析。
2.形态计量术
运用数学和统计学原理对组织细胞内各种成分的数量、 体积、表面积等的测量 。目前多应用图像分析。
3.流式细胞术
应用流式细胞仪进行细胞定量分析和细胞分类研究。
(四)显微镜
电镜结构-电子显微镜下观察的结构 (EM)(electron microscope, EM简称电镜)
又称超微结构(ultrastructure)
二、组织学的研究方法和常用技术
(一)固定组织研究法 1、常用组织切片标本制备技术
石蜡切片术 ①取材和固定; ②脱水和包埋; ③切片和染色; ④封片。 其他;火棉胶包埋, 冰冻切片,
神经干细胞培养
(2) 荧光显微镜 (fluorescence micrscope) 是用以观察 细胞、组织内 荧光物质的分布。
第五讲幻灯片 (NXPowerLite)

36
一天中的大部分时间都处在餐后状态
餐后状态 吸收后状态
餐后状态
吸收后状态
餐后状态
吸收后状态
空腹
早餐
午餐
晚餐
0.00am
4.00am
早餐
Monnier L. Eur J Clin Invest 2000;30(Suppl 2):3-11.
37
HbA1c越接近正常,餐后血糖越重要
餐后血糖
基础血糖
益处
减少心血管事件
26
拜唐苹® :无心血管疾病禁忌
罗格列酮1
二甲双胍2
老年人
拜唐苹®
心血管病慎用
心血管病禁忌
水肿
无
无
心功能NYHA3、4级
心力衰竭 急性心肌梗死 严重心肺疾病
1.《药物临床信息参考》2004 四川科学技术出版社 2. ADA. Standards of medical care in diabetes. Diabetes Care. 2007 Jan;30 Suppl 1:S4-S41.
糖尿病专题系列讲座
• 红色,象征着热情,火炬象征领先者,造福人类的使命 • 绿色,象征着生命、希望及健康的心 • 让我们高举熊熊的圣火,造福更多的心血管疾病患者
1
2
心血管疾病合并高血糖 临床病例分析
3
病例 1
廖**,男性,54岁,冠心病病史3年,因不稳
定心绞痛入院行冠状动脉造影术 查空腹血糖5.5mmol/L 术中中发现患者冠状动脉及其分支弥漫性狭窄 术后1月查OGTT发现餐后高血糖
拜唐苹 足量给药的方案 (n=54)
2型糖尿病患者
70
30
20
拜唐苹 逐步增量的 给药方案 (n=55)*
附录阿特拉斯空压机操作手册

附录阿特拉斯空压机操作手册一般预防措施1、操作员必须遵循安全操作准则,并遵守当地所有相关的工作安全要求及规定。
2、如果以下任何说明不符合当地法规,以两者中更严格的那项规定为准。
3、操作、保养工作智能由经过授权认可的训练有素的人员执行。
4、进行任何保养或其他任何非常规检查之前,请停止运行压缩机,按下紧急停机按钮,切断电源并为压缩机降压。
5、请勿把玩压缩空气。
请不要让空气接触您的皮肤或将气流对者人。
请勿使用压缩空气为衣服除尘,使用压缩空气清洁设备时,务必小心并佩戴防护眼镜及口罩。
操作过程中的预防措施1、请勿在可能吸入易燃或有毒气体、蒸汽或颗粒时运行压缩机。
2、运行过程中保持箱体的所有门都关闭。
只能在执行常规检查等操作时,才能将这些门打开一会儿。
打开门时,请戴好护耳器。
3、呆在声压级达到或超过90 分贝的环境或房屋内的人员应当佩戴护耳器。
保养过程中的安全措施1、始终佩戴防护眼镜。
2、使用正确的工具执行保养工作。
3、所有保养工作应当在机器停止的时候进行。
4、应当在设备上悬挂如“正在工作,请勿启动”字样的警告标记。
5、在拆卸任何加压的构件之前,先将机器与所有压力源有效地隔离起来,并释放整个压力系统。
6、请勿使用易燃溶液或四氯化碳清洁零件。
请采取安全措施以防范清洁液发出的有毒气体。
7、请勿使用明火光源来检查机器、压力容器等的内部。
8、确保机器内没有遗留任何工具、松动的零件或抹布。
9、保护双手,以防止接触到滚烫的机器零件而受伤,例如在加油、放油过程中。
开机前1、检查油位。
油位指针必须指在绿色区域的上部或高于该区域。
2、如果空气过滤器保养指示器的彩色部分完全显示出来,更换空气过滤器芯,参考使用说明书复位保养指示器和保养报警时钟。
开机1、合上电源。
检查电源指示灯是否点亮。
2、打开空气出气阀。
3、关闭冷凝液排污阀。
4、按开机按钮I 。
空压机开始运行,自动运行指示灯点亮,开机后10 秒,空压机开始加载运行。
在运行中1、经常检查油位,在加载中,指针必须位于绿色或橙色区域。
01.基本拧紧技术-阿特拉斯力矩加转角技术分析及工具介绍.ppt

扭矩
100%
1-14
假设如下情况,同样扭矩提供的夹紧力是增加是下降?
1. 螺拴的螺纹不规则,导致摩擦力很高。 2. 本不应涂油的螺拴,被无意蘸了油 3. 工件表面处理改变,摩擦系数升高
夹紧力, 10% 螺纹副中的摩 擦了, 40% 螺栓头下表面的 摩擦力, 50%
1-15
螺纹副中摩擦力
40%
10%
螺纹副中摩擦力 40%
夹紧力 15%
螺纹副中摩擦力
45%
5%
1-17
一定要确保施加的扭矩达到最小需要扭矩
• 夹紧力一定要高于外部载荷 • 安全余量载荷的影响因素:
– 振动 – 摩擦力的变化 – 连接件尺寸变化 – 拧紧精度
1-18
施加的扭矩不要超过使用极限
• 施加的扭矩过大会使螺 栓过度伸长
Diagrams
轴向工作载荷的影响
力
螺栓受力 增加部分
工
夹紧力Leabharlann 作 载减少部分 荷
σδ1
δ1
δ2
变形
Joint
1-11
Diagrams
通过螺纹产生夹紧力把连接件夹紧
• 旋转螺母或螺丝使螺丝受力伸长 • 螺丝伸长产生的夹紧力把连接件
夹紧 • 我们需要的是连接件中的夹紧力
1-12
施加的扭矩并不象夹紧力那么简单
dF dA
Angle A
1-31
Clamp Force
Torque
Joint Modeling
Angle
Angle
1-32
The Torque - Tension Relationship
The clamp force F will translate to torque through friction µ, pitch P and thread angle ß by the formula:
生产主管技能提升训练教案 (NXPowerLite)
生产主管技能提升训练教案(NXPowerLite)第一章:课程介绍1.1 课程目标理解生产主管的角色和职责掌握NXPowerLite软件的基本功能提升生产管理效率和生产质量1.2 课程内容生产主管的职责和角色NXPowerLite软件的介绍和安装生产管理的基本流程1.3 学习方法理论讲解和实践操作相结合案例分析和讨论小组合作和分享第二章:生产主管的角色和职责2.1 生产主管的职责生产计划和调度生产过程控制和质量控制人员管理和团队建设2.2 生产主管的技能要求生产管理知识和技能领导力和沟通能力解决问题和创新能力2.3 案例分析:优秀的生产主管分析案例中的生产主管的职责和角色讨论案例中的生产主管的成功因素第三章:NXPowerLite软件的基本功能3.1 NXPowerLite软件的介绍软件的功能和特点软件的应用范围和优势3.2 NXPowerLite软件的安装和界面熟悉软件的安装步骤和注意事项软件界面的结构和功能介绍3.3 NXPowerLite软件的基本操作文件管理和操作数据输入和编辑报告和打印第四章:生产管理的基本流程4.1 生产计划和调度生产计划的制定和执行生产调度的方法和技巧4.2 生产过程控制和质量控制生产过程的监控和调整质量控制的方法和工具4.3 人员管理和团队建设人员招聘和培训团队合作和沟通第五章:NXPowerLite软件在生产管理中的应用5.1 生产计划的制定和执行使用NXPowerLite软件制定生产计划通过软件监控生产计划的执行情况5.2 生产过程控制和质量控制使用NXPowerLite软件监控生产过程通过软件进行质量控制和调整5.3 人员管理和团队建设使用NXPowerLite软件进行人员管理和团队协作通过软件进行沟通和信息共享第六章:生产数据分析与报告6.1 生产数据的收集与管理了解生产数据的重要性和分类学习如何使用NXPowerLite软件收集和整理生产数据掌握数据管理的基本原则和方法6.2 数据分析技巧学习使用NXPowerLite软件进行数据分析掌握数据分析的基本方法和工具了解如何从数据分析中提取有价值的信息6.3 制作与呈现报告学习如何使用NXPowerLite软件制作报告掌握报告的制作技巧和注意事项学习如何有效地呈现和分享报告第七章:生产效率提升策略7.1 生产流程优化了解生产流程的重要性学习如何使用NXPowerLite软件进行生产流程分析掌握生产流程优化的方法和技巧7.2 人员效率提升学习如何评估和提高生产人员的工作效率掌握人员效率提升的策略和方法了解如何通过NXPowerLite软件进行人员效率分析7.3 设备效率提升学习如何评估和提高生产设备的效率掌握设备效率提升的策略和方法了解如何通过NXPowerLite软件进行设备效率分析第八章:质量控制与管理8.1 质量控制基本概念了解质量管理的重要性和目标学习质量管理的基本原理和方法掌握质量控制工具的使用8.2 质量控制流程学习如何使用NXPowerLite软件进行质量控制流程设计掌握质量控制流程的执行和监控方法了解质量改进的策略和步骤8.3 持续改进学习持续改进的理念和方法掌握持续改进工具的使用了解如何通过NXPowerLite软件支持持续改进第九章:人员管理与团队建设9.1 人员招聘与培训学习如何通过NXPowerLite软件进行人员招聘和培训掌握人员招聘和培训的方法和技巧了解如何评估招聘和培训的效果9.2 团队建设与沟通学习如何使用NXPowerLite软件进行团队建设和沟通掌握团队建设和沟通的方法和技巧了解如何评估团队建设和沟通的效果9.3 领导力与激励学习领导力的基本概念和原则掌握激励员工的方法和技巧了解如何通过NXPowerLite软件支持领导力和激励第十章:案例分析与实战演练10.1 案例分析分析实际生产管理案例讨论案例中的问题和解决方案学习如何从案例中汲取经验教训10.2 实战演练进行实际操作练习运用NXPowerLite软件解决实际问题学习如何总结经验并改进实践10.3 成果展示与反馈展示实战演练成果接受同行和导师的反馈和建议学习如何持续改进和提升生产管理能力第十一章:生产安全管理11.1 安全管理基础知识理解生产安全管理的重要性学习安全管理的基本法规和标准掌握NXPowerLite软件在安全管理中的应用11.2 风险评估与控制学习如何使用NXPowerLite软件进行风险评估掌握风险控制和防范的方法了解如何制定应急预案和应对措施11.3 安全培训与文化建设学习如何组织安全培训活动掌握安全文化的建设方法了解如何通过NXPowerLite软件跟踪安全培训和文化建设情况第十二章:环境与可持续性管理12.1 环境管理概述了解生产活动对环境的影响学习环境管理的法规和标准掌握NXPowerLite软件在环境管理中的应用12.2 节能减排与环保措施学习节能减排的基本策略掌握环保措施的实施方法了解如何通过NXPowerLite软件监测和分析环境数据12.3 可持续性发展理解可持续性发展的概念学习如何在生产管理中实现可持续性发展掌握NXPowerLite软件在可持续性管理中的应用第十三章:供应链管理与优化13.1 供应链管理基础理解供应链管理的重要性学习供应链管理的基本流程掌握NXPowerLite软件在供应链管理中的应用13.2 供应商管理学习如何选择和管理供应商掌握供应商评估和绩效管理的方法了解如何通过NXPowerLite软件优化供应商关系13.3 库存管理学习库存管理的基本原则掌握库存控制的方法和技巧了解如何通过NXPowerLite软件进行库存优化第十四章:成本控制与财务管理14.1 成本控制基础理解成本控制的重要性学习成本分类和成本控制方法掌握NXPowerLite软件在成本控制中的应用14.2 成本分析与优化学习如何使用NXPowerLite软件进行成本分析掌握成本分析的工具和技术了解如何实施成本优化措施14.3 财务管理学习财务管理的基本概念掌握财务报表的解读和应用了解如何通过NXPowerLite软件进行财务管理第十五章:综合实战与模拟考核15.1 实战项目设计与实施设计一个生产管理实战项目使用NXPowerLite软件实施项目学习项目管理和执行的技巧15.2 模拟考核与反馈进行生产管理模拟考核接受考核结果和反馈学习如何根据反馈进行自我改进15.3 总结与展望总结学习成果和经验展望未来生产管理的趋势和挑战制定个人职业发展规划重点和难点解析本文主要介绍了生产主管技能提升训练教案(NXPowerLite),内容包括生产主管的角色和职责、NXPowerLite软件的基本功能、生产管理的基本流程、生产数据分析与报告、生产效率提升策略、质量控制与管理、人员管理与团队建设、案例分析与实战演练、生产安全管理、环境与可持续性管理、供应链管理与优化、成本控制与财务管理以及综合实战与模拟考核。
阿特拉斯拧紧工具维修培训

Screw count
Non shut-off
Pneumatic tools
Electric tools
Functionality
3
Different tools have different accuracy
Tool choice depends on requirements
Torque
Max
11
工具形式
12
工具结构
弯头
电机
齿轮 扭矩传感器
角度编码器 存储卡 扳机
手柄
13
电动工具常见故障
14
常见事件代码
15
常见事件代码(博格华纳常见故障)
16
常见事件代码
▪ E514,做马达调谐,按F→F3,出现Tools 按回车,出现1,按住扳机,看输出头转 动情况,由慢及快转动,而后,再反转至 停止,控制器DONE无报警,OK
17
常见事件代码(博格华纳常见故障)
18
人生终有许多选择。每一步都要慎重。但是一次选择不能决定一切。不要犹豫,作出选择就不要后悔。只要我们能不屈不挠地奋斗,胜利就在前方 。 勤奋是你生命的密码,能译出你一部壮丽的史诗。 孤独并不可怕,每个人都是孤独的,可怕的是害怕孤独。 最大的骄傲于最大的自卑都表示心灵的最软弱无力。——斯宾诺莎 只有在患难的时候,才能看到朋友的真心。——克雷洛夫 与其你去排斥它已成的事实,你不如去接受它。 你一定不要做丑恶的人,但是世态炎凉,你也别太善良!马善被人骑,人善被人欺,过于善良就是一种懦弱和无能! 好好的管教你自己,不要管别人。 友谊的主要效用之一就在于使人心中的愤懑抑郁得以宣泄弛放。……对一个真正的朋友,你可以传达你的忧愁欢悦恐惧希望疑忌谏诤,以及任何压 在你身上的事情。——培根 志不立,天下无可成之事。 种子最后是果实;努力最后是成功;放弃最后是失败。 我们的人生必须励志,不励志就仿佛没有灵魂。