标准工艺表
产品工艺表范本
产品工艺表范本全文共四篇示例,供读者参考第一篇示例:产品工艺表是指对产品生产过程中所需的各种工艺流程、工艺参数、检验要求等进行系统化记录的表格或文件。
它通常包括产品的制造工艺流程、工艺参数、检验标准、材料要求等内容,是生产过程中的重要参考依据。
下面我们将为大家介绍一份关于产品工艺表的范本。
产品名称:XXX产品制定日期:XXXX年XX月XX日一、产品描述2. 产品材料:(列出产品所使用的主要材料及材料规格)3. 产品尺寸:(列出产品的尺寸要求)4. 产品外观要求:(列出产品的外观要求,如颜色、光泽度等)二、制造工艺流程1. 材料采购:(列出主要材料的采购供应商及采购数量)2. 材料验收:(列出材料验收标准及方法)3. 材料切割:(列出材料切割的工艺参数)4. 加工工艺:(列出产品加工工艺,包括冲压、焊接、折弯等)5. 表面处理:(列出产品的表面处理工艺,如喷涂、电镀等)6. 组装装配:(列出产品的装配工艺流程)7. 检验要求:(列出产品的检验项目及检验标准)8. 包装运输:(列出产品的包装方式及运输要求)三、工艺参数1. 温度:(列出各个环节中需要控制的温度范围)5. 其他:(列出其他需要控制的工艺参数)四、检验要求五、材料要求以上就是关于产品工艺表的范本,制定一份适合自己产品的工艺表是提高生产效率和产品质量的重要步骤,希望上述范本能对大家有所帮助。
第二篇示例:产品工艺表是指一个产品从设计到生产过程中所需要的所有工艺步骤和相关信息的列表。
它是产品制造的重要工具,能够帮助生产者清晰地了解每一道工序的具体要求,确保产品质量和生产效率。
本文将介绍产品工艺表的基本概念、内容要点以及如何制作一份完善的产品工艺表范本。
一、产品工艺表的基本概念产品工艺表是产品设计和生产管理中的重要文件,它对于确保产品质量、提高生产效率、降低成本具有重要意义。
一个完善的产品工艺表应包含以下内容:1. 工艺步骤:产品的生产过程需要按照一定的工艺步骤进行,这些步骤应该按顺序排列在工艺表中,以确保生产的顺利进行。
生产车间工艺流程表格

生产车间工艺流程表格英文回答:In the production workshop, the process flow is crucial for ensuring smooth and efficient operations. It outlines the sequence of steps involved in manufacturing a product, from raw materials to the finished product. Let me walk you through the process flow in our production workshop.Firstly, the raw materials are received and inspected for quality. This step is essential to ensure that only the best materials are used in the production process. For example, in our workshop, we receive steel sheets for manufacturing metal components. The sheets are checked for any defects or damages before they are moved to the next step.Next, the raw materials are prepared for production. This may involve cutting, shaping, or forming the materials to the required specifications. For instance, in the caseof the steel sheets, they are cut into smaller pieces using laser cutting machines. This step requires precision and accuracy to ensure the components are made to the correct size and shape.After the materials are prepared, they are moved to the assembly line for the actual production process. This is where the components are assembled together to create the final product. Each worker on the assembly line has a specific task or role to perform. For example, one worker may be responsible for attaching the metal components together using welding techniques, while another worker may be in charge of quality control, inspecting the finished product for any defects.Once the product is assembled, it undergoes a series of tests and inspections to ensure its quality and functionality. This may include performance tests, durability tests, and safety tests. For instance, if we are manufacturing electronic devices, we would test each unit to ensure that it functions properly and meets the required standards.Finally, the finished products are packaged andprepared for shipment. This involves carefully packagingthe products to protect them during transportation. For example, if we are shipping fragile items, we would use bubble wrap or foam padding to prevent any damage during transit.中文回答:在生产车间中,工艺流程对于确保生产的顺利和高效至关重要。
生产工艺技术参数标准表
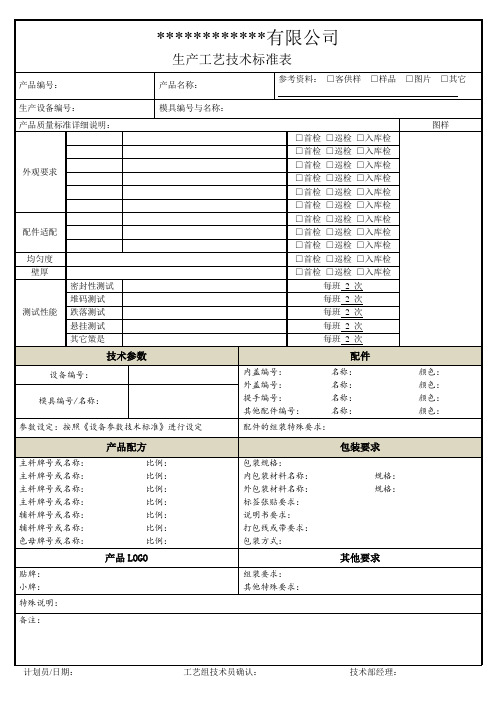
生产工艺技术标准表
产品编号:
产品名称:
参考资料:□客供样□样品□片□其它
生产设备编号:
模具编号与名称:
产品质量标准详细说明:
图样
外观要求
□首检□巡检□入库检
□首检□巡检□入库检
□首检□巡检□入库检
□首检□巡检□入库检
□首检□巡检□入库检
□首检□巡检□入库检
配件适配
□首检□巡检□入库检
说明书要求:
打包线或带要求:
包装方式:
产品LOGO
其他要求
贴牌:
小牌:
组装要求:
其他特殊要求:
特殊说明:
备注:
计划员/日期:工艺组技术员确认:技术部经理:
□首检□巡检□入库检
□首检□巡检□入库检
均匀度
□首检□巡检□入库检
壁厚
□首检□巡检□入库检
测试性能
密封性测试
每班2次
堆码测试
每班2次
跌落测试
每班2次
悬挂测试
每班2次
其它策是
每班2次
技术参数
配件
设备编号:
内盖编号:名称:颜色:
外盖编号:名称:颜色:
提手编号:名称:颜色:
其他配件编号:名称:颜色:
模具编号/名称:
参数设定:按照《设备参数技术标准》进行设定
配件的组装特殊要求:
产品配方
包装要求
主料牌号或名称:比例:
主料牌号或名称:比例:
主料牌号或名称:比例:
主料牌号或名称:比例:
辅料牌号或名称:比例:
辅料牌号或名称:比例:
色母牌号或名称:比例:
包装规格:
内包装材料名称:规格:
标准工艺工时记录表
总标准 工时秒)
投入人力
#DIV/0! 备注
2
3
4
5
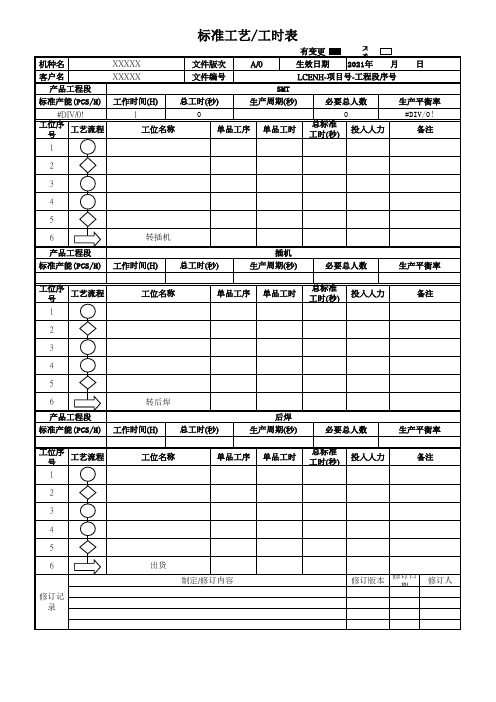
6 产品工程段 标准产能(PCS/H)
转插机 工作时间(H)
总工时(秒)
插机 生产周期(秒)
必要总人数
生产平衡率
工位序 号
工艺流程
1
工位名称
单品工序
单品工时
总标准 工时(秒)
投入人力
2
3
4
5
6 产品工程段 标准产能(PCS/H)
转后焊 工作时间(H)
总工时(秒)
后焊 生产周期(秒)
必要总人数
备注 生产平衡率
工位序 号
工艺流程
1
2
3
4
5
6
修订记 录
工位名称
单品工序
单品工时
总标准 工时(秒)
投入人力
备注
出货
制定/修订内容
修订版本
修订日 期
修订人
工 艺 流 程 图 符 号 含 义 :
表 示 生 产 , 表 示 检 查 ,
表 示 移 动 / 搬 运
制定
机种名
客户名
产品工程段
标准产能(PCS/H)
#DIV/0!
工位序 号
工艺流程
1
标准工艺/工时表
XXXXX
文件版次
A/0
有变更
无 变
生效日期 2021年 月 日
XXXXX
文件编号
LCENH-项目号-工程段序号
SMT
工作时间(H)
总工时(秒)
生产周期(秒)
必要总人数
生产平衡率
1 工位名称
0
0
单品工序
标准工艺统计表
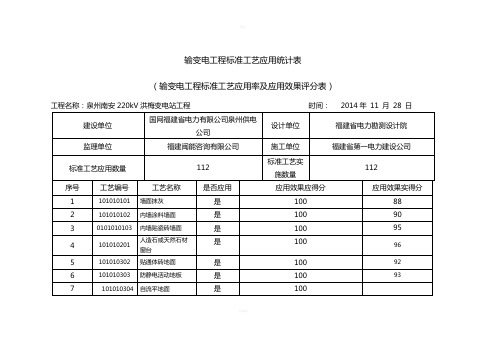
输变电工程标准工艺应用统计表
(输变电工程标准工艺应用率及应用效果评分表)
工程名称:泉州南安220kV洪梅变电站工程时间:2014年11 月28 日
可编辑
可编辑
可编辑
可编辑
可编辑
可编辑
可编辑
2. 工程竣工预验收时,建设管理单位(部门)组织评价并填写是否应用、应用效果得分率。
3.应用效果得分按100分计,应用效果实得分按照附件11标准工艺应用效果考核评分表进行评分,应采用未采用的标准工艺项目,应用效果实得分为0分。
4. 标准工艺应用率=应采用的标准工艺数量/实际采用的标准工艺数量×100%;应用效果得分率=应用效果实得分合计/(100×应采用的标准工艺数量)×100%.
可编辑。
标准铝压铸工艺参数表
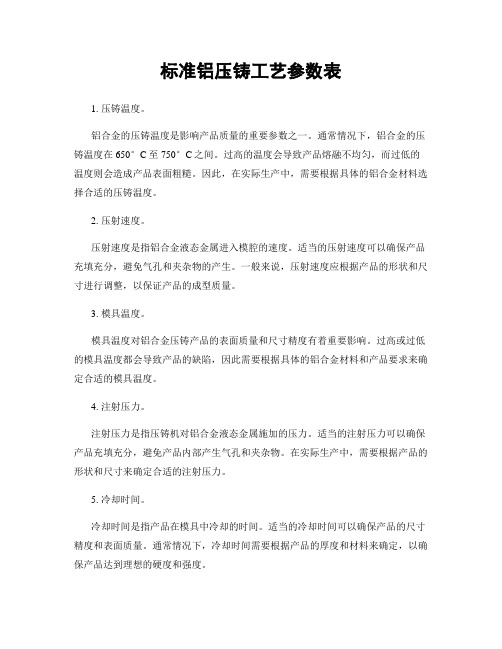
标准铝压铸工艺参数表1. 压铸温度。
铝合金的压铸温度是影响产品质量的重要参数之一。
通常情况下,铝合金的压铸温度在650°C至750°C之间。
过高的温度会导致产品熔融不均匀,而过低的温度则会造成产品表面粗糙。
因此,在实际生产中,需要根据具体的铝合金材料选择合适的压铸温度。
2. 压射速度。
压射速度是指铝合金液态金属进入模腔的速度。
适当的压射速度可以确保产品充填充分,避免气孔和夹杂物的产生。
一般来说,压射速度应根据产品的形状和尺寸进行调整,以保证产品的成型质量。
3. 模具温度。
模具温度对铝合金压铸产品的表面质量和尺寸精度有着重要影响。
过高或过低的模具温度都会导致产品的缺陷,因此需要根据具体的铝合金材料和产品要求来确定合适的模具温度。
4. 注射压力。
注射压力是指压铸机对铝合金液态金属施加的压力。
适当的注射压力可以确保产品充填充分,避免产品内部产生气孔和夹杂物。
在实际生产中,需要根据产品的形状和尺寸来确定合适的注射压力。
5. 冷却时间。
冷却时间是指产品在模具中冷却的时间。
适当的冷却时间可以确保产品的尺寸精度和表面质量。
通常情况下,冷却时间需要根据产品的厚度和材料来确定,以确保产品达到理想的硬度和强度。
6. 顶杆力。
顶杆力是指顶出铝合金产品的力量。
适当的顶杆力可以确保产品顺利脱模,避免产品变形和损坏。
在实际生产中,需要根据产品的形状和尺寸来确定合适的顶杆力。
7. 模具开合力。
模具开合力是指模具在开合过程中所受的力量。
适当的模具开合力可以确保模具的正常运行,避免模具损坏和产品缺陷。
在实际生产中,需要根据模具的结构和尺寸来确定合适的模具开合力。
总结:以上是标准铝压铸工艺参数表的相关内容,希望能对大家在铝合金压铸加工过程中有所帮助。
在实际生产中,需要根据具体的产品要求和铝合金材料来确定合适的工艺参数,以确保产品质量和生产效率。
同时,也需要不断优化和调整工艺参数,以适应市场和客户需求的变化。
希望大家能够加强学习和实践,不断提升铝合金压铸加工的技术水平和质量管理水平。
注塑成型工艺标准记录表模板
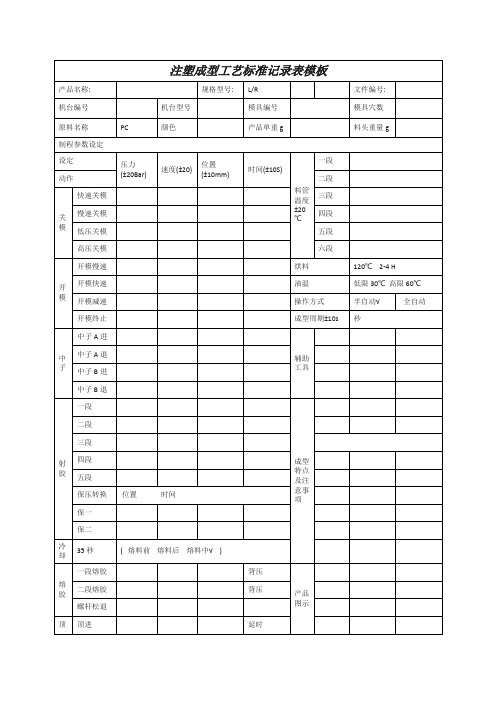
产品名称:
规格型号:
L/R
文件编号:
机台编号
机台型号
模具编号
模具穴数
原料名称
PC
颜色
产品单重g
料头重量g
制程参数设定
设定
压力(±20Bar)
速度(±20)
位置(±10mm)
时间(±10S)
料管温度±20℃
一段
动作
二段
关模
快速关模
三段
慢速关模
四段
低压关模
五段
高压关模
六段
开模
开模慢速
背压
螺杆松退
顶针
顶进
延时
顶退
延时
顶出方式
停留√ 定次 不顶出
震动
顶 次
编制
审核
批准
日期
日期
日期
烘料
120℃ 2-4 H
开模快速
油温
低限30℃ 高限60℃
开模减速
操作方式
半自动√
全自动
开模终止
成型周期±10s
秒
中子
中子A进
辅助工具
中子A退
中子B进
中子B退
射胶
一段
成型特点及注意事项
ቤተ መጻሕፍቲ ባይዱ二段
三段
四段
五段
保压转换
位置 时间
保一
保二
冷却
35 秒
( 熔料前 熔料后 熔料中√ )
熔胶
一段熔胶
背压
产品图示
二段熔胶
生产工艺明细表(1)
工艺文件汇编编制;审核:批准:日期:年月日邯郸市峰峰矿区燕赵橡胶制品有限责任公司工艺文件明细表一、钢丝缠绕胶管工艺文件1、产品基本特征2、生产用主要材料及标准3、热炼工艺4、压出工艺5、压延中胶片6、切割涂塑玻璃丝窗纱7、导钢丝线轴8、钢丝缠绕9、包外胶层10、卷水包布11、硫化12、成品检查与包装二、软心高压钢编胶管工艺文件1.产品基本特征2.生产用原材料3.胶料热炼4.内胶包覆工艺5.压延中胶片6.钢丝合股7.钢丝编织8.包外胶工艺9.缠水包布工艺10.胶管硫化工艺11.胶管脱芯工艺12.成品检查与包装三、硬芯高压钢编胶管工艺文件1、产品基本特征2、生产用主要材料及辅助材料3、工艺流程4、胶料热炼5、挤出内管6、延压中胶7、胶管成型(1)合股施工表(2)套管(3)一层钢丝编织施工表(4)钢丝编织工艺规定(5)两层钢丝编织施工表(6)三层钢丝编织施工表8、包外胶9、缠水包布10、硫化11、成品检验与包装四、喷浆用橡胶软管钢丝编织生产工艺文件1、产品基本特征2、生产用主要材料3、工艺流程图4、胶料热炼5、挤出内管6、压延中外胶7、套管8、钢丝编织9、缠水包布10、硫化11、成品检查与包装一、钢丝缠绕胶管工艺文件企标钢丝缠绕工艺表二、软性高压钢编胶管工艺文件企标硬芯高压钢丝编制工艺I软芯两层编织生产工艺企标软芯高压钢丝编制工艺I软芯编织生产工艺企业钢丝编织压出、包胶工艺三、硬芯高压钢编管工艺文件。
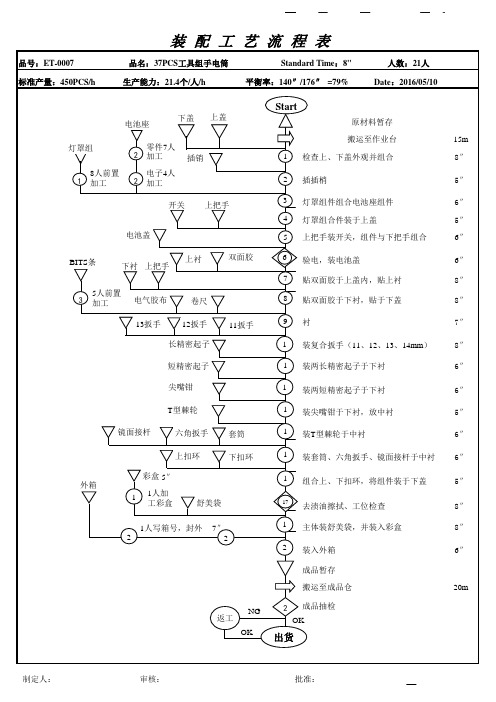
装配工艺流程表
制定人:
内,贴上衬
8″
8 贴双面胶于下衬,贴于下盖
8″
装BITS条组件、电气胶布、卷尺于上
9衬
7″
1 装复合扳手(11、12、13、14mm)
8″
短精密起子
1 装两长精密起子于下衬
6″
尖嘴钳
1 装两短精密起子于下衬
6″
T型棘轮
1 装尖嘴钳于下衬,放中衬
5″
镜面接杆
六角扳手 套筒
1 装T型棘轮于中衬
品号:ET-0007 标准产量:450PCS/h
装配工艺流程表
品名:37PCS工具组手电筒 生产能力:21.4个/人/h
Standard Time:8" 平衡率:140″/176″ =79%
人数:21人 Date:2016/05/10
电池座
下盖 上盖
灯罩组 8人前置
1 加工
零件7人 2 加工
电子4人 2 加工
6″
外箱
上扣环
下扣环
彩盒 5″
1
1人加 工彩盒
舒美袋
1 装套筒、六角扳手、镜面接杆于中衬 6″
1 组合上、下扣环,将组件装于下盖
5″
127 去渍油擦拭、工位检查
8″
1人写箱号,封外 7″
2
2
1 主体装舒美袋,并装入彩盒
8″
2 装入外箱
6″
成品暂存
搬运至成品仓
20m
返工 NG OK
2 成品抽检 OK
出货
插销
开关 上把手
BITS条
电池盖 上衬
下衬 上把手
双面胶
3
5人前置 加工
电气胶布
卷尺
13扳手
标准工艺实体样板表
"标准工艺"实体样板验收表编号:插入图片〔标准工艺示范照片〕插入图片〔样板实施效果照片〕插入图片〔现场样板验收照片〕"标准工艺"实体样板验收表编号:插入图片〔标准工艺示范照片〕插入图片〔样板实施效果照片〕插入图片〔现场样板验收照片〕"标准工艺"实体样板验收表编号:插入图片〔标准工艺示范照片〕插入图片〔样板实施效果照片〕插入图片〔现场样板验收照片〕"标准工艺"实体样板验收表编号:插入图片〔标准工艺示范照片〕插入图片〔样板实施效果照片〕插入图片〔现场样板验收照片〕"标准工艺"实体样板验收表编号:插入图片〔标准工艺示范照片〕插入图片〔样板实施效果照片〕插入图片〔现场样板验收照片〕"标准工艺"实体样板验收表编号:001插入图片〔标准工艺示范照片〕插入图片〔样板实施效果照片〕插入图片〔现场样板验收照片〕"标准工艺"实体样板验收表编号:002插入图片〔标准工艺示范照片〕插入图片〔样板实施效果照片〕插入图片〔现场样板验收照片〕"标准工艺"实体样板验收表编号:003插入图片〔标准工艺示范照片〕插入图片〔样板实施效果照片〕插入图片〔现场样板验收照片〕"标准工艺"实体样板验收表编号:004插入图片〔标准工艺示范照片〕插入图片〔样板实施效果照片〕插入图片〔现场样板验收照片〕"标准工艺"实体样板验收表编号:005插入图片〔标准工艺示范照片〕插入图片〔样板实施效果照片〕插入图片〔现场样板验收照片〕"标准工艺"实体样板验收表编号:006插入图片〔标准工艺示范照片〕插入图片〔样板实施效果照片〕插入图片〔现场样板验收照片〕"标准工艺"实体样板验收表编号:007插入图片〔标准工艺示范照片〕插入图片〔样板实施效果照片〕插入图片〔现场样板验收照片〕"标准工艺"实体样板验收表编号:008插入图片〔标准工艺示范照片〕插入图片〔样板实施效果照片〕插入图片〔现场样板验收照片〕"标准工艺"实体样板验收表编号:009编号:010编号:011编号:012编号:013编号:014插入图片〔标准工艺示范照片〕插入图片〔样板实施效果照片〕插入图片〔现场样板验收照片〕"标准工艺"实体样板验收表编号:015插入图片〔标准工艺示范照片〕插入图片〔样板实施效果照片〕插入图片〔现场样板验收照片〕"标准工艺"实体样板验收表编号:016插入图片〔标准工艺示范照片〕插入图片〔样板实施效果照片〕插入图片〔现场样板验收照片〕"标准工艺"实体样板验收表编号:017插入图片〔标准工艺示范照片〕插入图片〔样板实施效果照片〕插入图片〔现场样板验收照片〕。
焊接工艺标准汇总表
基本概念焊接工艺试验方法焊缝无损检测焊接质量要求焊接工艺、焊接技能评定焊材焊接手册焊接手册ASME RCC-MGB324-88焊缝符号表示法GBT 985.1-2008 气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口GBT 985.2-2008 埋弧焊的推荐坡口GBT 985.3-2008 铝及铝合金气体保护焊的推荐坡口GBT 985.4-2008 复合钢的推荐坡口GB/T3375-1994焊接术语GB/T5185-2005焊接及相关工艺方法代号GB/T19804-2005焊接结构的一般尺寸公差和形位公差GB/T16672-1996焊缝工作位置倾角和转角的定义GB/T228-2002金属材料室温拉伸试验GBT 228.1-2010 金属材料拉伸试验第1部分:室温试验方法GBT 229-2007 金属材料夏比摆锤冲击试验方法GBT 2650-2008 焊接接头冲击试验方法GBT 2651-2008 焊接接头拉伸试验方法GBT 2652-2008 焊缝及熔敷金属拉伸试验方法GBT 2653-2008 焊接接头弯曲试验方法GBT 2654-2008 焊接接头硬度试验方法JBT_4730-2005《承压设备无损检测》及其技术应用JB/T4730.1-2005承压设备无损检测第1部分:通用要求JB/T4730.2-2005承压设备无损检测第2部分射线检测GB/T18591-2001焊接预热温度、道间温度及预热维持温度的测量指南JBT 6046-1992 碳钢、低合金钢焊接构件焊后热处理方法JBT 7949-1999钢结构焊缝外形尺寸GB/T19805-2005焊接操作工技能评定GB/T19866-2005焊接工艺规程及评定的一般原则GBT 19867.1-2005 电弧焊焊接工艺规程GBT 19867.2-2008气焊焊接工艺规程GBT 19867.3-2008电子束焊接工艺规程GBT 19867.4-2008激光焊接工艺规程GBT 19867.5-2008 电阻焊焊接工艺规程GBT 19868.1-2005基于实验焊接材料的工艺评定GBT 19868.2-2005基于焊接经验的工艺评定GBT 19868.3-2005基于标准焊接规程的工艺评定GBT 19868.4-2005基于预生产焊接试验的工艺评定GBT 19869-1-2005钢、镍及镍基合金的焊接工艺评定试验NBT 47014-2011(JBT 4708) 承压设备焊接工艺评定NBT 47015-2011(JBT 4709) 压力容器焊接规程NBT 47016-2011 承压设备产品焊接试件的力学性能TSG Z 6001-2005 特种设备作业人员考核规则TSG Z6002-2010 特种设备焊接操作人员考核细则NBT 47018.1~47018.7-2011(JBT 4747) 承压设备用焊接材料订货技术条件GBT 983-1995 不锈钢焊条GBT 5117-1995碳钢焊条GBT 5118-1195 低合金钢焊条GBT 5293-1999 埋弧焊用碳钢焊丝和焊剂GBT 8110-2008 气体保护电弧焊用碳钢、低合金钢焊丝GBT 10045-2001 碳钢药芯焊丝GBT 17853-1999 不锈钢药芯焊丝GBT 17854-1999埋弧焊用不锈钢焊丝和焊剂JIS Z3214-2012 耐大气腐蚀钢用涂药弧焊条YB-T5092-2005焊接用不锈钢丝焊接手册1~3焊接工程师手册ASME IX 焊接工艺、焊机和钎机操作工评定 2010 中文版ASME II 材料 A篇铁基材料 2010中文版ASME II 材料 C篇焊条焊丝及填充金属 2004ASME Ⅷ-1 压力容器建造规则 2010中文版RCCM 第七册S篇焊接RCCM 第六册MC篇检验方法RCCM 第四册M篇材料(上)RCCM 第二册B篇1级设备、C篇2级设备、D篇3级设备HAF 603 民用核安全设备焊工焊接操作工资格管理规定2007焊的推荐坡口的测量指南订货技术条件。
工艺评审标准表格.doc
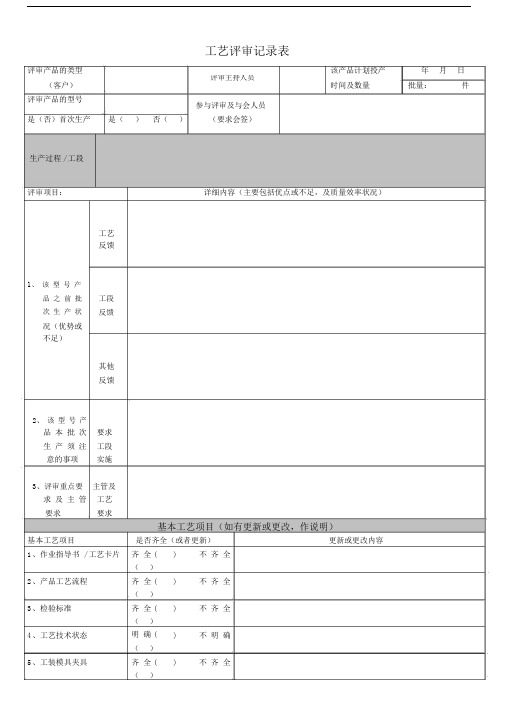
工艺评审记录表
评审产品的类型
该产品计划投产 年 月 日
(客户)
评审主持人员
批量:
件
时间及数量
评审产品的型号
参与评审及与会人员
是(否)首次生产
是( ) 否( )
(要求会签)
生产过程 / 工段
评审项目: 详细内容(主要包括优点或不足,及质量效率状况)
工艺 反馈
1、 该 型 号 产
品 之 前 批 次 生 产 状
况(优势或 不足)
工段
反馈
其他 反馈
2、 该 型 号 产
品 本 批 次 要求 生 产 须 注 工段 意的事项
实施
3、评审重点要 主管及 求 及 主 管 工艺
要求 要求
基本工艺项目(如有更新或更改,作说明)
基本工艺项目 是否齐全(或者更新)
更新或更改内容
1 、作业指导书 / 工艺卡片 齐 全 (
)
不 齐 全
( )
2 、产品工艺流程
齐 全 ( )
不 齐 全
( )
3 、检验标准
齐 全 ( )
不 齐 全
( )
4 、工艺技术状态
明 确 ( )
不 明 确
( )
5 、工装模具夹具
齐 全 ( )
不 齐 全
( )
6、设备
7、辅料及用量明确 ()
()
辅料型号:
不明确
用量:。
标准表格5主要施工工艺框图
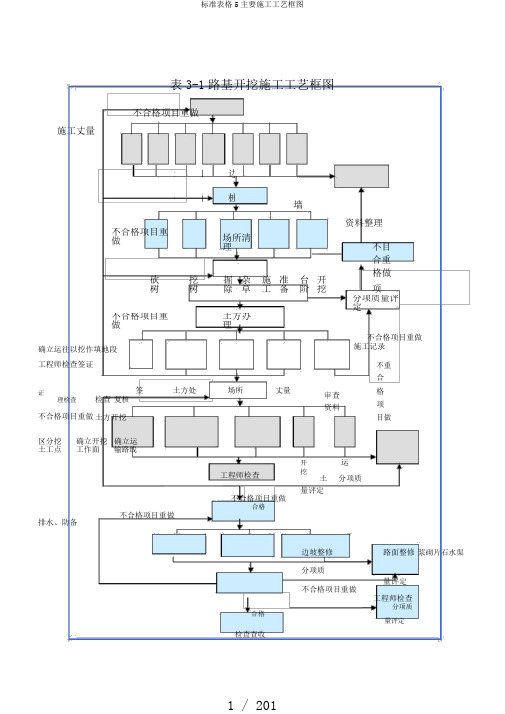
表3-1 路基开挖施工工艺框图不合格项目重做施工丈量中水断边 护水 挡线平面桩桩沟墙资料整理不合格项目重做场所清理不目合重砍 挖 掘 杂 施 准 台 开 格做项树树除 草 工 备 阶 挖分项质量评定不合格项目重做土方办理不合格项目重做 确立运往以挖作填地段工程师检查签证签土方处场所丈量证理检查检查 复核不合格项目重做土方开挖区分挖 确立开挖 确立运 土工点工作面 输路线工程师检查施工记录不重合审查 格项资料目做开 运挖土分项质量评定不合格项目重做合格不合格项目重做排水、防备边坡整修 路面整修 浆砌片石水渠分项质不合格项目重做量评定工程师检查分项质合格量评定检查查收表3-2路基填筑施工工艺框图施工丈量不合格项目重做中水断边护涵水挡协调桥分线平面桩桩位沟墙界桩地点不合格项目重做场所清理资料整理不目合重格做项软基办理分项质量评定不合格项目重做填料选择不合格项目重做土质判定压实度测定工程师检查签证签填检场检测复证料查地查量核合格不合格项目重做路堤填筑遇压碾碾运推洒协填雨实压压平水调土处度遍宽打理检数度碎若桥处查测测料翻需头理定定晒要工程师检查合格不合格项目重做排水、防备边坡路面浆砌片整修整修石水渠工程师检查检查查收含水量测定资料整理不重合审资格核料项目做涵及土挡配洞涵处土合两顶理墙施侧填与工填分项不合格项目重做质量评定坡面防备分项质量评定不合格项目重做合格分项质量评定表3-3石灰粉煤灰路堤施工工艺图资料准备路肩放样内边修直人工整平路肩土备石灰布粉煤灰、稳压计量布石灰石灰消解过筛检测灰剂量路拌机拌和检查含水量推土机初平平川机精平压路机碾压养生覆盖养生报监理工程师审批表3-4石灰稳固土施工工艺框图选定土场施工丈量放样检测石灰剂量洒水养生准备下承层原资料选定试验配合比设计取土坑掺灰拌和扪料运料摊铺计量布灰路拌机拌和推土机初平平地机精平压路机碾压CBR值检测报监理工程师审批备石灰石灰消解过筛检查含水量进入下道工序表3-5粉煤灰三渣基层施工工艺框图备料配合比设计混淆料搅拌报监理工程师审批混和料运输铺筑试验段高程控制组合调整监理工程师检测摊铺高程控制碾压养生试验检测鉴证表3-6钻孔灌输桩工艺框图平坦场所桩位放样制作护筒下沉、埋设护筒制作钻头钻机就位建立钻架和其余设施制作钻架丈量钻孔深度、斜度、直径钻进向钻孔注清水或泥供水泥浆积淀池泥浆池掏渣卸土焊钻头必需时设吊运输吊建立钢筋骨钻孔达成后建立泥浆装骨架和导装钢筋架必需时移走泥浆备料制作钢筋骨架清孔建立清孔设施丈量淤泥厚度建立必需的模板制作模板建立导管试拼装检验导管制作导管建立溜槽储料斗混凝土检丈量混凝土面高度灌输水下混凝土输送混凝土制备混凝需要拔掉护筒保护混凝土养生建立拌和混凝土备层厚度导向钢管时拆掉模板拔掉护筒等表3-7PHC管桩施工工艺框图平坦场所桩位放样钻机就位建立钻架准备PHC管桩液压沉桩控制垂直度监理工程师检测焊接停压截桩报监理工程师审批承台或底系梁施工工序自检保养、质量检查立柱中间交验保养、质量检查盖梁中间交验制定桥墩施工方案报监理工程师审批桩头脆弱砼凿除、清理立柱钢筋绑扎立柱模板安装和支撑加固监理工程师检查查收浇筑立柱(接桩)混凝土浇筑盖梁混凝土整理丈量、施工原始记录和自检资料监理工程师检查审批桥墩单项工程交工丈量放样丈量工程师检查盖梁放样、交底模板绑扎盖梁钢筋安装支撑盖梁端、侧模板报监理工程师检查采纳纠正举措采纳挽救举措整修混凝土配比设计、场拌和运送台帽钢筋制作、绑扎施工方案报监理工程师同意桥台丈量放样基坑开挖并加固基底自检合格报监理工程师审批基础立模(扎筋)自检各项指标报监理工程师审批基础浇筑台身砌筑台帽浇筑混凝土保养准备交验报监理工程师审批基底换填加固基底强度检测模板(钢筋)制作混凝土保养混凝土强度检测沙浆拌和运送表3-9后张法预应力梁施工工艺框图平坦场所基础办理及搭支架模板制作支模板及预压中线标高检查绑扎底腹板钢筋及安涟漪管钢筋下料、成型中间检查支内腹板、堵头模板第一次浇注砼及养生砼拌合及运输拆内腹板模板、支顶板模板试块制作砼拌合及运输绑扎顶板钢筋、浇注顶板砼试块检测试块制作养生及拆侧模、内顶板模板试块检测穿预应力钢绞线张拉压浆灰浆配制封锚试块制作拆箱梁底模板及支架试块检测表3-10先张法预应力空心板施工工艺框图预应力钢筋下料、调直修整台座内的底板拉预应力钢筋至δKδK再退至δK一般钢筋加工安装侧模、端模绑扎底板钢筋浇筑底板混凝土布置芯模绑扎其余部位钢筋拉预应力钢筋至δK制混凝土试件持续浇筑混凝土测定混凝土试件强度混凝土保养模板制作拆掉芯模放松切断预应力钢筋拆掉侧、端模起吊、移梁、寄存封头表3-11梁板安装施工工艺框图制定施工方案监理工程师审批丈量放样架桥设施拼装就位自检并上报监理工程师同意采买支座梁板运至安装现场自检并上报监支座放样和安装理工程师同意梁板起吊就位并安装暂时支撑退货自检并上报监理工程师同意试件制作浇捣绞缝混凝土砼强度检验并报工消除不合格的程师同意进入下道工序表3-12桥面工程施工工艺框图钢筋加工成型模板制作试块制作混凝土强度检查施工准备施工方案报监理工程师审批打扫、冲洗桥面检查绑扎桥面钢筋检查桥面模板安装检查桥面混凝土浇筑混凝土湿法养生各项数据汇总报监理工程师审批砼配合比、计量检查混凝土拌和混凝土运输各部尺寸及平坦度检查采纳挽救举措进入下道工序表3-13“毛勒”伸缩缝施工工艺框图“毛勒”缝进场检查查收桥面铺装预埋伸缩缝连结锚固钢筋划线割缝破除伸缩缝处的混凝土冲洗接缝处的碎料及填补物安堵梁缝空隙泡沫板“毛勒”缝吊装就位报监理工程师查收调整“毛勒”缝纵横向地点调整“毛勒”缝高程自检后报监理查收锚固“毛勒”缝解开锁定表3-14防备与排水工程施工工艺框图铺设、夯实砂砾垫层浆砌石护坡、砼预制块护坡施工准备丈量、放样坑槽开挖修整、夯实基底自检尺寸、桩号、标高报工程师审批护面、挡墙施工沉降缝办理检测质量报工程师审批清理墙面、沙浆勾缝清场所、保养检测、报工程师审批施工结束、交查收资料移交水泥砂石资料试验砂浆、砼配合比设计砼预制块铺砌或现浇整修表3-15钢筋工程质量控制程序图准备工作学习图纸和技术资料学习操作规程和计量标准拟订质量保证举措书面技术交底操作人员参加培训专业会签钢筋焊接件取样检验报监理工程师审批钢筋下料成型钢筋绑扎钢筋专检报监理工程师检办理隐蔽工程查收签证手续钢筋出厂合格证,质保单制定、审查钢筋配料钢筋抽样复检检查脚手架及脚手板垂直、水平运输机械准备按不一样型号挂牌堆放与上道工序进行交接中间抽检自检与下道工序进行交接混凝土浇筑时对钢筋进行巡逻保护表3-16模板工程质量控制程序图准备工作学习图纸和技术资料学习操作规程和计量标准报拟订质量保证举措监理工程书面技术交底师审批操作人员参加培训丈量放线支模模板专检报监理工程师检验与下道工序进行交接混凝土浇筑时对模板进行巡逻保护混凝土知足强度要求后拆模模板保养模板选择钢模板整修模板涂隔绝剂检查脚手架及脚手与上道工序进行互换模板吊装就位固定尺寸调整、检测中间抽检自检学习图纸和技术资料学习操作规程和计量标准拟订质量保证举措书面技术交底操作人员参加培训专业会签试块制作(每班许多于3一组,每100M混凝土试块保养压试块试验资料整理准备工程报监理工程师审批发混凝土浇筑令混凝土浇混凝土保养报监理工程师审批拆模构件成品检验质量评定资料准备、出具合格证申请混凝土配合比准备试验设施、用具模板、钢筋、混凝土工序交接检查脚手架及道路垂直、水平运输机械准备岗位分工、操作挂牌木匠、钢筋工跟从作业按配合比投料试验现场控制配合比准时覆盖暖热季节准时浇水,冬天注意保温防冻现场清理报监理工程师审批学习图纸和技术资料学习操作规程和计量标准拟订质量保证举措书面技术交底操作人员参加培训丈量放线制作试块压试块压浆记录准备工作报监理工程师审批下料并编号按不一样型号寄存穿束申请张拉报监理工程师审批张拉压浆整理资料、质量评定报监理工程师审批张拉压浆机具准备千斤顶、油表检验合格预应力筋出厂合格,复检合格千斤顶及油表标定并成立拉力、读数有关曲线和回归方程申请水泥浆配合比并进行压浆试验孔道清理压混凝土试块安全检查停止张拉。
砌体工程中、小型砌块墙体砌筑施工工艺标准
砌体工程中、小型砌块墙体砌筑施工工艺标准本工艺标准适用于工业与民用建筑中型砌块墙体砌筑工程。
1材料要求1.1混凝土空心砌块墙砌筑形式混凝土空心砌块的主规格为390mm×190mm×190mm,强度等级为:MU3.5、MU5.0、MU7.5、MU10、MU15和MU20墙厚等于砌块的宽度,其立面砌筑形式只有全顺一种,即各皮砌块均为顺砌,上下皮竖缝相互错开1/2砌块长,上下及砌块孔洞相互对准。
1.2施工时所用的中、小砌块的产品龄期不应小于28d。
1.3砌筑时,应清除表面污物和芯柱用小砌块孔洞底部的毛边,剔除外观质量不合格的小砌块。
1.4施工时所用的砂浆,宜选用专用的中、小砌块砌筑砂浆。
1.5砌墙所用砖应有产品合格证书、产品性能检测报告。
并按规定进行取样复验。
1.6关于专用的中、小砌块砌筑砂浆:专用中、小砌块砌筑砂浆是指符合国家现行标准《混凝土中、小型空心砌砖砌筑砂浆》JC860的砌筑砂浆。
1.6.1性能特点:与传统的砌筑砂浆相比,可使砌体灰缝饱满粘结性能提高,减少墙体开裂和渗漏,提高砌筑质量。
1.6.2标记及等级:Mb5.0、Mb7、Mb10.0、Mb15.0、Mb20.0、Mb25.0、Mb30.0。
1.6.3材料及配合比:1.6.3.1水泥:一般采用普通硅酸盐水泥或矿渣硅酸盐水泥;1.6.3.2砂:宜采用中砂;1.6.3.3消石灰:应符合JC/T481规定的钙质消石灰粉。
采用生石灰熟化的石灰膏,用孔径不大于3mm×3mm的网过滤,熟化时间不少于7d。
沉淀池贮存的石灰膏,应防止干燥、冻结和污染,严禁使用脱水硬化的石灰膏;1.6.3.4掺合料:粉煤灰和其他掺合料;1.6.3.5外加剂:减水剂、早强剂、促凝剂、缓凝剂、防冻剂、颜料等,外加剂必须符合《混凝土外加剂应用技术规范》GBJ119的规定;1.6.3.6水:符合《混凝土拌合用水》JGJ63的规定;1.6.3.7配合比见表4.1.6:表4.1.6中、小砌块砌筑砂浆配合比水泥砂浆混合砂浆(Ⅰ)混合砂浆(Ⅱ)强度等级水粉煤灰砂外加剂水水泥消石灰膏砂外加剂水水泥石灰膏粉煤灰砂水外加剂Mb5.010.9 5.8√ 1.3610.660.668.0 1.2√Mb7.510.7 4.6√ 1.0210.420.156.6 1.0√Mb10. 01 1.32 4.41√0.7910.5 3.6√0.8110.20.20.540.8Mb15. 010.32 3.76√0.7410.3 3.√0.7410.9- 4.50.75√Mb20. 010.23 2.96√0.5510.3 2.6√0.5310.45- 4.00.54√Mb25. 010.22 2.53√0.54Mb30. 01 2.0√0.52注:表内水泥采用32.5级普通硅酸盐水泥或矿渣水泥。
加工检验标准(工艺单)加工检验标准
加工检验标准(工艺单)一、钣金工艺要求1、目的规范钣金结构件的检验要求,以使各过程的产品质量得以控制.2、使用范围本标准适用于各种钣金结构件的检验,图纸和技术文件并同使用。
当有冲突时,以技术规范和客户要求为准。
3、引用标准本标准的尺寸未注单位皆为mm,未注公差按以下国标IT13级执行GB/T1800.3—1998极限与配合标准公差和基本偏差数值表GB/T1800。
4—1998极限与配合标准公差等级和孔、轴的极限偏差表GB/T1804-2000 一般公差未注公差的线性和角度尺寸的公差未注形位公差按GB/T1184T—1996形状和位置公差未注公差值执行.4、原材料检验标准4。
1金属材料4.1.1板材厚度及质量应符合国标,采用的板材需出示性能测试报告及厂商证明。
4.1.2板材外观:平整无锈迹,无开裂与变形。
4。
1。
3尺寸:按图纸或技术要求执行,本司未有的按现行国标执行。
4.2铁皮开始剪板时,做好板材的预算,根据生产料单确定规格和数量,做到无废料,少废料的原则.5、工序质量检验标准5.1冲裁检验标准1对有可能造成伤害的尖角、棱边、粗糙要做去除毛刺处理。
1图纸中未明确标明之尖角(除特别注明外)均为R1.5.1冲压加工所产生的毛刺,对于门板、面板等外露可见面应无明显凸起、凹陷、粗糙不平、划伤、锈蚀等缺陷。
1毛刺:冲裁后毛刺高L≤5%t(t为板厚).1划伤、刀痕:以用手触摸不刮手为合格,应≤0.1。
1平面公差度要求件表一。
[附表一:平面度公差要求]5.2折弯检验标准5.2。
1毛刺:折弯后挤出毛刺高L≤10%t(t为板厚)。
除特别注明外,折弯内圆角为R15.2。
2压印:看的到有折痕,但用手触摸感觉不到(可与限度样板相比较).5.2。
3折弯变形标准按照《表一》及《表二》。
[附表二:对角线公差要求]5.2。
4折弯方向、尺寸与图纸一致。
5。
3钣金加工件检验标准5。
3。
1尺寸:尺寸按图纸要求检验,尺寸公差见表三。
[附表三:尺寸公差要求]5。
标准报价工艺预算表(2015标准版)
客户代表: 设计师: 电 话: 电 话: 使用面积: 平方米预算编号项 目 名 称工 艺 标 准工程量单位2015高级报价一RX010001铲除墙砖分项工程 1.须经物业同意,客户办理相关手续后施工;2.本项目负责将垃圾搬运到小区指定地点;3.工程量按平方米计算,小于等于5平米以下,按项目计算;4.原电路、水路妥善保管,出现问题仅负责维修。
1平米47RX010002铲除地砖分项工程 1.须经物业同意,客户办理相关手续后施工;2.本项目负责将垃圾搬运到小区指定地点;3.工程量按平方米计算,小于等于5平米以下,按项目计算;4.原电路、水路妥善保管,出现问题仅负责维修。
1平米52RX010003拆除轻体墙分项工程 1.墙体为除钢筋混凝土、砖结构以外的非承重墙;2.须经物业同意,客户办理相关手续后施工;3.本项目负责将垃圾搬运到小区指定地点;4.工程量按平方米计算,小于等于5平米以下,按项目计算,拆除门洞口280元,门垛180元;5.原电路、水路妥善保管,出现问题仅负责维修。
1平米128RX010004拆除原墙面保温层、砂灰层分项工程 1.须经物业同意,客户办理相关手续后施工;2.本项目负责将垃圾搬运到小区指定地点;3.工程量按平方米计算,小于等于5平米以下,按项目计算;4.原电路、水路妥善保管,出现问题仅负责维修。
1平米72RX010005拆除龙骨吊顶分项工程 1.须经物业同意,客户办理相关手续后施工;2.本项目负责将垃圾搬运到小区指定地点;3.工程量按平方米计算,小于等于5平米以下,按项目计算;4.原电路、水路妥善保管,出现问题仅负责维修。
1平米35RX010006拆除砖墙体分项工程(厚度120MM以下) 1.墙体为除钢筋混凝土、砖结构以外的非承重墙;2.须经物业同意,客户办理相关手续后施工,并签订授权责任书; 3.本项目负责将垃圾搬运到小区指定地点;4.工程量按平方米计算,小于等于5平米以下,按项目计算,拆除门洞口280元,门垛180元;5.原电路、水路妥善保管,出现问题仅负责维修。
标准工艺表【范本模板】
0102010203
主变压器系统附属设备安装
箱柜安装及接线
85
0102010204
主变压器系统附属设备安装
软母线安装
86
0102010205
主变压器系统附属设备安装
硬母线安装
87
0102010206
主变压器系统附属设备安装
软导线引线安装
88
0102010207
主变压器系统附属设备安装
接地引线安装
保护帽(地面以上部分)
48
0101020106
构架及基础
独立避雷针
49
0101020201
设备支架及基础
设备支架
50
0101020202
设备支架及基础
现浇清水混凝土设备基础(电抗
器、GIS等大体积混凝土)
51
0101020203
设备支架及基础
现浇清水混凝土设备基础(其他设备)
52
0101020301
围墙
清水砖墙
59
0101030102
围墙
砂浆饰面墙体
60
0101030104
围墙
围墙变形缝
61
0101030201
标志墙工程
标志墙
62
0101030301
大门
自动金属大门
63
0101030402
道路及广场
城市型道路
64
0101030403
道路及广场
路缘石
65
0101030404
道路及广场
广场地砖
66
89
0102020101
站用变压器安装工程
站用变压器安装
90
PE管热熔焊接工艺标准
PE管热熔焊接工艺一、焊接准备。
热熔焊接施工准备工作如下:①将与管材规格一致的卡瓦装入机架;②准备足够的支撑物,保证待焊接管材可与机架中心线处于同一高度,并能方便移动;③设定加热板温度200~230℃④接通焊机电源,打开加热板、铣刀和油泵开关并试运行。
二、焊接。
焊接工艺流程如下:检查管材并清理管端→紧固管材→铣刀铣削管端→检查管端错位和间隙→加热管材并观察最小卷边高度→管材熔接并冷却至规定时间→取出管材。
在焊接过程中,操作人员应参照焊接工艺卡各项参数进行操作,而且在必要时,应根据天气、环境温度等变化对其进行适当调整:①核对欲焊接管材规格、压力等级是否正确,检查其表面是否有磕、碰、划伤,如伤痕深度超过管材壁厚的10%,应进行局部切除后方可使用;②用软纸或布蘸酒精清除两管端的油污或异物;③将欲焊接的管材置于机架卡瓦内,使两端伸出的长度相当(在不影响铣削和加热的情况下尽可能短,宜保持20~30mm),管材机架以外的部分用支撑物托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好;④置入铣刀,先打开铣刀电源开关,然后再合拢管材两端,并加以适当的压力,直到两端有连续的切屑出现后(切屑厚度为0.5~Pa厂家提供的对焊压力Pa0拖动压力Pa1卷边压力pa2吸热压力pf1熔接压力pf2冷却压力ta1加热时间Tu切换时间(包括加热板撤出时间)tf1增压时间tf2冷却时间Pa1=pao+Pa厂家提供的对焊压力pa1=a1*p0/a2a1:管材截面积p0:作用于管材上单位面积的力0.15N/MM2a2 :作用于液压缸活塞单位面积的力Pa2=Pa0 +1/10Pa厂家提供的对焊压力Pf1=pf2= pao+Pa厂家提供的对焊压力溶融的分子在此压力下扩散缠绕结晶●加热板温度指加热板表面温度,在测量温度时,要考虑环境温度的影响。
热板温度既要保证管材端面迅速熔融,又要保证焊制管件不因温度过高而发生降解。
●卷边压力Pa1作用是对管材进行强制加热,去掉管材端面不平整的部分,使管材端面全部与加热板接触,均匀受热。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
48
0101020106
构架及基础
独立避雷针
49
0101020201
设备支架及基础
设备支架
50
0101020202
设备支架及基础
现浇清水混凝土设备基础(电抗
器、GIS等大体积混凝土)
51
0101020203
设备支架及基础
现浇清水混凝土设备基础(其他设备)
52
0101020301
全站电缆施工
盘、柜底部防火封堵
133
0102080101
全站防雷及接地安装
独立避雷针的引下线安装
134
0102080102
全站防雷及接地安装
构架避雷针的引下线安装
135
0102080201
全站防雷及接地安装
户外接地装置安装
136
0102080202
全站防雷及接地安装
户内接地装置安装
137
0102090201
端子箱基础
端子箱现浇清水混凝土基础
74
0101030901
场区灯具
场区普通灯具
75
0101031001
照明接地装置安装
照明软线或扁铁接地
76
0101031102
灯具支座
灯具现浇清水混凝土基础
77
0101040101
站区及主变压器消防
消防给水
78
0101040102
站区及主变压器消防
SP泡沫灭火消防系统
围墙
清水砖墙
59
0101030102
围墙
砂浆饰面墙体
60
0101030104
围墙
围墙变形缝
61
0101030201
标志墙工程
标志墙
62
0101030301
大门
自动金属大门
63
0101030402
道路及广场
城市型道路
64
0101030403
道路及广场
路缘石
65
0101030404
道路及广场
广场地砖
66
建筑排水
地漏
42
0101011704
建筑排水
卫生器具(含大便器、小便
器、洗手池和拖布池)
43
0101020101
构架及基础
构架梁
44
0101020102
构架及基础
构架柱(钢管结构)
45
0101020103
构架及基础
接地连接点
46
0101020104
构架及基础
变电构架基础
47
0101020105
构架及基础
序号
工艺编号
工项目名称
工艺名称
1
0101010101
建筑内墙面
墙面抹灰
2
0101010102
建筑内墙面
内墙涂料墙面
3
0101010103
建筑内墙面
内墙贴瓷砖墙面
4
0101010201
窗台
人造石或天然石材窗台
5
0101010301
建筑内楼地面
水泥地面
6
0101010303
建筑内楼地面
贴通体砖地面
7
0101010306
建筑电气
建筑室内配电箱、开关及插座
29
0101011307
建筑电气
室内接地
30
0101011402
建筑通风
墙体轴流风机
31
0101011403
建筑通风
通风百叶窗
32
0101011501
建筑空调
空调室内机布置
33
0101011502
建筑空调
空调室外机布置
34
0101011503
建筑空调
冷凝水
35
0101011504
主控及直流设备安装
二次回路接线
122
0102060201
蓄电池安装工程
蓄电池安装
123
0102070101
全站电缆施工
电缆管配置及敷设
124
0102070201
全站电缆施工
电缆沟内支架制作及安装
125
0102070202
全站电缆施工
电缆层内吊架制作及安装
126
0102070301
全站电缆施工
直埋电缆敷设
接地引线安装
95
0102040201
配套设备安装
电压互感器安装
96
0102040202
配套设备安装
避雷器安装
97
0102040203
配套设备安装
引下线及跳线安装
98
0102040204
配套设备安装
接地引线安装
99
0102040301
就地控制设备安装
就地控制设备安装及接线
100
0102040302
就地控制设备安装
14
0101010701
建筑外墙面
外墙涂料墙面
15
0101010702
建筑外墙面
外墙贴砖墙面
16
0101010801
踏步
板材踏步
17
0101010803
踏步
水泥砂浆踏步
18
0101010901
坡道
细石混凝土坡道
19
0101011001
散水
细石混凝土散水
20
0101011101
栏杆(护栏)
钢制护栏
21
通信系统设备安装
光端机安装
138
0102090202
通信系统设备安装
程控交换机安装
139
0102090203
通信系统设备安装
光缆敷设及接线
140
0102090301
通信系统设备安装
通信蓄电池安装
141
0102090401
通信系统设备安装
通信系统防雷、接地
142
0102100001
视频监控及火灾报警系统
84
0102010203
主变压器系统附属设备安装
箱柜安装及接线
85
0102010204
主变压器系统附属设备安装
软母线安装
86
0102010205
主变压器系统附属设备安装
硬母线安装
87
0102010206
主变压器系统附属设备安装
软导线引线安装
88
0102010207
主变压器系统附属设备安装
接地引线安装
0102050208
无功补偿装置系统安装
支柱绝缘子安装
117
0102050209
无功补偿装置系统安装
引下线及跳线安装
118
0102050210
无功补偿装置系统安装
箱柜安装及接线
119
0102050211
无功补偿装置系统安装
接地引线安装
120
0102060101
主控及直流设备安装
屏、柜安装
121
0102060102
79
0101040104
站区及主变压器消防
充氮灭火消防系统
80
0102010101
主变压器安装工程
主变压器安装
81
0102010102
主变压器安装工程
主变压器接地引线安装
82
0102010201
主变压器系统附属设备安装
中性点隔离开关安装
83
0102010202
主变压器系统附属设备安装
中性点电流互感器、避雷器安装
避雷器安装
106
0102050107
无功补偿装置系统安装
支柱绝缘子安装
107
0102050108
无功补偿装置系统安装
引下线及跳线安装
108
0102050109
无功补偿装置系统安装
箱柜安装及接线
109
0102050110
无功补偿装置系统安装
接地引线安装
110
0102050201
无功补偿装置系统安装
装配式电容器安装
就地控制设备接地引线安装
101
0102050102
无功补偿装置系统安装
干式电抗器安装
102
0102050103
无功补偿装置系统安装
断路器安装
103
0102050104
无功补偿装置系统安装
隔离开关安装
104
0102050105
无功补偿装置系统安装
电流、电压互感器安装
105
0102050106
无功补偿装置系统安装
设备基础预埋件
普通预埋件
53
0101020302
设备基础预埋件
倒角预埋件
54
0101020303
设备基础预埋件
设备支架接地连接点
55
0101020401
主变压器
现浇清水混凝土主变压器基础
56
0101020402
主变压器
主变压器油池(含格栅等)
57
0101020501
防火墙
砂浆饰面防火墙
58
0101030101
89
0102020101
站用变压器安装工程
站用变压器安装
90
0102020102
站用变压器安装工程
站用变压器接地引线安装
91
0102020201
配电柜安装
配电盘安装
92
0102020202
配电柜安装
二次回路接线