iNVOEE VC610系列变频器数控机床应用快速设定指南v1.04
变频器在数控机床主轴上的应用
变频器在数控机床主轴上的应用1 引言数字控制机床,简称数控机床(nc,numerical control),是三十年来综合应用集机械、电气、液压、气动、微电子和信息等多项技术为一体的机电一体化产品,在机械制造设备中具有高精度、高效率、高自动化和高柔性化等优点。
本文主要介绍安邦信g9系列变频器在数控机床上的优越性。
2 数控机床简介数控机床的技术水平高低及其在金属切削加工机床产量和总拥有量的百分比,是衡量一个国家国民经济发展和工业制造整体水平的重要标志之一。
数控车床是数控机床的主要品种之一,它在数控机床中占有非常重要的位置,几十年来一直受到世界各国的普遍重视,并得到了迅速的发展。
主轴是车床构成中一个重要的部分,对于提高加工效率,扩大加工材料范围,提升加工质量都有着很重要的作用。
经济型数控车床大多数是不能自动变速的,需要变速时,只能把机床停止,然后手动变速。
而全功能数控车床的主传动系统大多采用无级变速。
无级变速系统主要有伺服主轴系统和直流主轴系统两种,一般采用直流或交流主轴电机。
通过皮带传动带动主轴旋转,或通过皮带传动和主轴箱内的减速齿轮(以获得更大的转矩)带动主轴旋转。
由于主轴电机调速范围广,又可无级调速,使得主轴箱的结构大为简化。
3 数控车床的主要参数及对变频器功能需求主要的参数和性能指标:(1) 3.0kw数控车床电动机参数:额定功率:3.0kw;额定频率:50hz;额定电压:380v;额定电流:7.8a;额定转速:970r/min;机械传动比:1:1.5;加工材料:45#钢;实际测试性能指标:主轴转速:200r/min(变频器运行频率15hz左右)的进刀性能及速度。
(2) 5.5kw数控车床电动机参数:额定功率:5.5kw;额定频率:50hz;额定电压:380v;额定电流:13a;额定转速:1400r/min;机械传动比:1:1.5;加工材料:45#钢;实际测试性能指标:主轴转速:200r/min(变频器运行频率9~10hz);主轴转速:450r/min(变频器运行频率22hz左右)的进刀性能及速度。
英沃变频INVOEE_VC610宣传彩页

模拟量输出
1路模拟输出通道,可对输出曲线进行设定
LED显示
5位8段LED主显示,单位指示,故障/警告指示,控制方式指示,正/反转指示,运行 指示。可监视10种变频器运行参数
参数拷贝
使用操作面板可实现变频器间的快速参数复制
操作面板
参数表比较
可对操作面板和主控制板的参数表进行比较
按键锁定和功能选择 实现按键的全部或部分锁定,定义部分按键的作用范围,以防止误操作
R
变频器型号
额定容量 额定输出 适配电机功 机型
(KVA) 电流(A) 率(KW)
VC610-4T0004G 1.0
1.5
0.4
I型
VC610-4T0007G 1.7
2.5
0.7
I型
VC610-4T0015G 2.8
4.2
1.5
I型
VC610-4T0022G 3.6
5.5
2.2
I型
VC610-4T0030G 4.5
输出
项目
项目描述
控制方式
矢量控制
调速范围
1:100
转矩特性
高转矩输出,启动转矩在1Hz时可达150%
频率精度
数字设定:±0.01%;模拟设定:±0.2%
频率分辨率
数字设定:0.01Hz;模拟设定:0.05%最高频率
电机参数自调谐
可自动测试电机参数
启动方式
3种:从启动频率启动,先制动再启动,转速跟踪再启动
机型III 140
340.5
200
188.5 351.5 233.5
6
A
W
D
输入
项目
项目描述
额定频率,电压
易驱电气GT610GT620使用手册v1.1

接 脉冲输入接口
1 个:方向脉冲或正交脉冲,5V
口 编码器输出接口 1 个:最高接收频率 500kHz,5V
总线接口
RS485 标准
速度控制
范围:0~30000rpm;转向:正反;速度指令:模 拟量、脉冲频率
主 准停定位
精度± 1Pulse;位置调节:用户参数设定
轴 刚性攻丝
可与多种国产、进口系统接口,攻丝误差±2%
-8-
GT610/620 系列高性能主轴伺服使用说明书
数字量输入
8 路光耦隔离输入;输入方式:PNP、NPN 可选
输 数字量输出
3 路光耦隔离输出;+24V DC,50mA
入 模拟量输入 输 继电器输出
2 路:0 ~±10V 2 路:AC250V,3A;DC30V,1A
出 编码器输入接口 1 个:最高接收频率 500kHz,5V
第二章 安装尺寸 .............................................. 17 第三章 控制端子接线 .......................................... 18
3.1 驱动器端子接线定义.................................... 18 3.2 有感扩展卡端口定义.................................... 19 3.3 GT610/620 端子接线总图 ................................ 21 第四章 参数说明 .............................................. 22 4.1 F0 组-系统参数 ........................................ 22 4.2 F1 组-参数 ............................................ 23 4.3 F2 组-DI/D 电机 O 端子定义参数.......................... 25 4.4 F3 组-加减速参数 ...................................... 26 4.5 F4 组-速度环参数 ...................................... 27 4.6 F5 组-位置环参数 ...................................... 27 4.7 F6 组-AI/AO 端子参数................................... 28 4.8 F7 组-脉冲设定、电子齿轮比参数 ........................ 30 4.9 F8 组-主轴定位、传动比参数 ............................ 30 4.10 F9 组-通讯参数 ........................................ 31 4.11 显示监控参数.......................................... 33 4.12 报警故障参数.......................................... 34
汇川计米器

深圳市汇川技术有限公司工控仪表系列 (ECU610/620/630)计数器用户手册V1.0记数器用户手册一、按键设定型计数器 本仪表可累计输入脉冲个数,并根据设定参数产生相应控制输出信号。
参数设定通过面板的按键快捷设定。
1、产品规格型号 字型尺寸 计数输入 输入信号 停电记忆 计数范围 设定范围 输出方式 输出延时 消耗功率 电源电压 抗电源噪 声电压 耐温/耐湿计数器(ECU610、 ECU620、ECU630) 0.4″ 有节点接 25Hz 无节点接 5kHz AB 加减,AB90°相位差(NPN 或 PNP) EEPROM 记忆资料保持十年 -99999~999999 1~999999 Relay output(250V,5A MAX) 0~9.9s 6W AC110V/220V±15% 50Hz/60Hz共模 3000Vpp,差模 3000 Vpp-10℃~+50℃ / 45%~85% RH第 1 页 共 10 页记数器用户手册尺寸规 96mm×48mm×110mm格(开孔尺寸 92mm×45mm)2、面板说明注:当输出有效时对应的指示灯闪烁。
3、命名规范第 2 页 共 10 页4、按键说明记数器用户手册本仪表带 4 个按键,每个按键功能如下表:按键功能说明清除长度及输出清零;退回到上级 RST菜单;放弃正在编辑的参数。
mode/save 菜单翻页;保存正编辑的参数。
Shift/进入可编辑的菜单;对编辑参数进 行光标移位。
对编辑参数加或多选一。
用户在使用前根据实际的设备情况,需要调整的如下参数:1)计数输入限制在菜单 In-Fq→Fq-HI 为无节点接入 5kHz[出厂默认],Fq-Lo 为有节点接入 25Hz。
第 3 页 共 10 页记数器用户手册2)AB 加减,AB90°相位差输入设定 在菜单 Input→In-Ab 为 AB 加减输入[出厂默认],In-Abp 为 AB90°相位差输入设定。
GK610系列通用变频器使用说明书
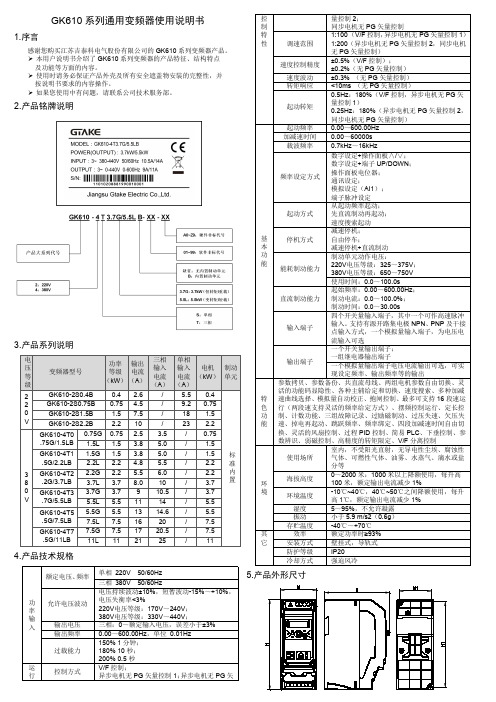
GK610系列通用变频器使用说明书1.序言感谢您购买江苏吉泰科电气股份有限公司的GK610系列变频器产品。
本用户说明书介绍了GK610系列变频器的产品特征、结构特点及功能等方面的内容。
使用时请务必保证产品外壳及所有安全遮盖物安装的完整性,并按说明书要求的内容操作。
如果您使用中有问题,请联系公司技术服务部。
2.产品铭牌说明3.产品系列说明电压等级变频器型号功率等级(kW )输出电流(A )三相输入电流(A )单相输入电流(A )电机(kW )制动单元220VGK610-2S0.4B 0.4 2.6/ 5.50.4标准内置GK610-2S0.75B 0.75 4.5/9.20.75GK610-2S1.5B 1.57.5/18 1.5GK610-2S2.2B 2.210/23 2.2380VGK610-4T0.75G/1.5LB 0.75G 0.75 2.5 3.5/0.751.5L 1.5 3.8 5.0/ 1.5GK610-4T1.5G/2.2LB 1.5G 1.5 3.8 5.0/ 1.52.2L 2.2 4.8 5.5/ 2.2GK610-4T2.2G/3.7LB 2.2G 2.2 5.5 6.0/ 2.23.7L 3.78.010/ 3.7GK610-4T3.7G/5.5LB 3.7G 3.7910.5/ 3.75.5L 5.51114/ 5.5GK610-4T5.5G/7.5LB 5.5G 5.51314.6/ 5.57.5L 7.51620/7.5GK610-4T7.5G/11LB7.5G 7.51720.5/7.511L112125/114.产品技术规格功率输入额定电压、频率单相220V 50/60Hz三相380V 50/60Hz允许电压波动电压持续波动±10%,短暂波动-15%~+10%,电压失衡率<3%220V 电压等级:170V ~240V ;380V 电压等级:330V ~440V ;输出电压三相:0~额定输入电压,误差小于±3%输出频率0.00~600.00Hz ,单位0.01Hz 过载能力150%1分钟;180%10秒;200%0.5秒运行控制方式V/F 控制;异步电机无PG 矢量控制1;异步电机无PG 矢控制特性量控制2;同步电机无PG 矢量控制调速范围1:100(V/F 控制,异步电机无PG 矢量控制1)1:200(异步电机无PG 矢量控制2,同步电机无PG 矢量控制)速度控制精度±0.5%(V/F 控制);±0.2%(无PG 矢量控制)速度波动±0.3%(无PG 矢量控制)转矩响应<10ms (无PG 矢量控制)起动转矩0.5Hz :180%(V/F 控制,异步电机无PG 矢量控制1)0.25Hz :180%(异步电机无PG 矢量控制2,同步电机无PG 矢量控制)基本功能起动频率0.00~600.00Hz 加减速时间0.00~60000s 载波频率0.7kHz ~16kHz频率设定方式数字设定+操作面板∧/∨;数字设定+端子UP/DOWN ;操作面板电位器;通讯设定;模拟设定(AI1);端子脉冲设定起动方式从起动频率起动;先直流制动再起动;速度搜索起动停机方式减速停机;自由停车;减速停机+直流制动能耗制动能力制动单元动作电压:220V 电压等级:325~375V ;380V 电压等级:650~750V 使用时间:0.0~100.0s直流制动能力起始频率:0.00~600.00Hz ;制动电流:0.0~100.0%;制动时间:0.0~30.00s输入端子四个开关量输入端子,其中一个可作高速脉冲输入。
英沃变频INVOEE_VC610宣传彩页
机型III 140
340.5
200
188.5 351.5 233.5
6
A
W
D
输入
项目
项目描述
额定频率,电压
三相:380~440V,50/60Hz;三相/单相:220~240V,50/60Hz
电压,频率工作范围 电压:±20%;频率:±5%
电压
0~输入电压
频率
0.00~650.00Hz
过载能力
150%额定电流1分钟,200%额定电流1秒
R
变频器型号
额定容量 额定输出 适配电机功 机型
(KVA) 电流(A) 率(KW)
VC610-4T0004G 1.0
1.5
0.4
I型
VC610-4T0007G 1.7
2.5
0.7
I型
VC610-4T0015G 2.8
4.2
1.5
I型
VC610-4T0022G 3.6
5.5
2.2
I型
VC610-4T0030G 4.5
能耗制动
最大制动力矩可调
点动
频率范围:0.00~上限频率;点动加/减速时间:0.0~6553.5s;点动间隔可设定
自动电压调整
当输入电网电压波动时,可自动保持输出电压的稳定
快速电流限制
防止频繁过流跳闸,可实现挖土机特性(电机堵转保持输出转矩)
自动载波调整
可根据负载特性,自动调整载波频率,优化系统状态
多功能键MFK
可编程作为点动键、正/反转切换键
保密菜单及菜单屏蔽 可对敏感功能的修改进行用户权限保护
累计运行量
2种累计量显示:运行时间,故障次数
保护功能
610-E5 610-H5 五軸控制器操作手册说明书

610-E5/610-H5 五軸控制器操作手册匯出日期:2023-05-11修改日期:2021-11-121 适用机型本操作手册适用於新代610-E5、610-H5控制器,包含:• a.b.c.d.e.f.g.h.i.j.k.2 功能键与系统概论2.1 主画面介绍画面元件说明目前工件坐标系加工档及加工行号画面标题日期时间资料输入提示状态模式警报功能键选择••••2.2 功能键树状图2.2.1 八键系统2.3 机台座标路径F1机台座标 (五键、八键系列)G1加工资讯 (10+8键系列)说明•••••••••••••••••••针对目前机台之座标显示进行操作。
显示常用之加工资讯。
使用快速键【POS】可快速切换至此页面。
2.3.1 画面说明座标显示本画面同时显示四组座标。
可透过「座标切换」功能,切换目前大座标的显示座标。
F(进给速率)显示使用者设定之进给速率。
显示机台的实际进给速率。
显示使用者设定之进给速率百分比。
S(主轴转速)显示使用者设定之主轴转速。
显示机台的实际主轴转速。
显示使用者设定之主轴转速百分比。
加工时间显示加工时,该加工程序已执行之时间工件数显示该加工程序已加工之次数。
搭配Pr3804的设定,程序每次执行到设定的M码时,工件计数器会自动加一,且单件加工时间归零,当到达需求工件数後,会自动进入暂停状态。
T(刀号)显示目前加工所使用到的刀具号码及刀具补正编号。
2.3.2 座标切换路径五键、八键系列:F1机台座标→F1座标切换10+8键系列:G1加工资讯→F1座标切换说明此按键可切换目前机台画面所显示的机台座标排序。
••••••• a.b.i.ii.iii.•••••••• a.b.c.••••••• a.b.c.2.3.3 1/2座标路径五键、八键系列:F1机台座标→F2 1/2座标10+8键系列:G1加工资讯→F2 1/2座标说明将相对座标的数值除以2。
配合「相对座标清除」的功能,可快速计算两点之中间点。
ATV610 调试白皮书

施耐德ATV610变频器实用手册ATV610变频器针对风机/泵类通用型应用功率范围380V/0.75-160kW,适用于三相异步电机版本:2017.07目录1主回路和控制回路接线图 (2)2 基本参数设置 (4)[起动/停止] bStS 起动/停止 (5)[自动/手动] bAMM 自动/手动 (8)[PID 控制器] bPId PID 控制器 (11)[预设速度] bPSP 预设速度 (14)[Modbus] bMbC Modbus (18)[多泵1] bMP1 (21)[多泵2] bMP2 (25)3错误代码故障处理 (29)4常见问题解答 (42)1主回路和控制回路接线图如图1所示,为变频器主回路接线图,其中R/L1、S/L2、T/L3为变频器一次回路的输入接线端子,U/T1、V/T2、W/T3为变频器一次回路的输出接线端子。
带线路接触器的接线图,当检测到错误时,将继电器输出 R1 设置为操作状态故障,以断开变频器。
图1 主回路接线图如图2所示,为变频器控制回路接线图,施耐德变频器控制回路不需要单独供电,只要主回路上电,控制回路就自动得电。
当然为了避免在使用通讯方式控制变频器时因变频器失电而报通讯故障,施耐德变频器也可以通过+24V和0V两个端子给控制回路再添加一路电源,无需要在参数里专门设置,保证变频器主回路失电的情况下,控制回路仍然有电。
LI1…LI6为ATV610的6个逻辑输入,图2所示的为最常见的接线方式,公共线为+24V电压信号,该种接线方式也是施耐德变频器的默认接线方式,如果需要其他的接线方式可以参考安装手册。
模拟量AI1给出了电位计的接线,按照此接线方式,可以实现用旋钮调速。
ATV610标配有3个模拟量输入。
AQ1和COM组成了变频器的一个AO点,ATV610标配2个模拟量输出。
R1A、R1C、R1B为变频器的一个DO点,其中R1C和R1A组成常开点,R1C和R1B组成常闭点。
西驰CFC610系列变频器使用说明书
前言
前言
非常感谢您选用深圳西驰电气技术有限公司推出的 CFC610 系列高性能高集 成通用型变频器!
CFC610 系列变频器采用模块化的功能设计理念,实用的 PI、简易 PLC、多 路可编程继电器输出、多路灵活的模拟量输入输出、掉电参数存储、双行 LED/LCD 显示,完善的用户密码保护,可专为行业需求提供解决方案。
运行中
请勿触摸散热风扇及充电、制动电阻,否则可能引起灼伤。 非专业技术人员请勿在运行中检测信号,否则可能引起人身伤 害或设备损坏。
请勿以拉闸方式(断电)停机,须等电机运行停止后才可断开变 频器的输入电源,否则可能造成变频器损坏。
2
CFC610 系列变频器使用手册
安全及注意事项
保养时
请勿带电对变频器进行维护及保养,否则有触电危险。
II
CFC610 系列变频器使用手册
安全及注意事确的操作,不遵守有关要求,不采取相应的措施将造成 死亡或严重的人身伤害。
不遵守有关要求,不采取相应的措施,就将存在造成死亡或 严重的人身伤害的潜在危险。
不遵守有关要求,不采取相应的措施,就将存在导致财产损 失或人身轻度、中度伤害的潜在危险。
第四章 变频器的配线与操作…………………………………………15
4.1 变频器系统外围配线图………………………………………………15 4.2 推荐使用电气规格表…………………………………………………16 4.3 变频器的基本配线图…………………………………………………18 4.4 主回路端子图及说明…………………………………………………19
由于致力于产品的不断完善,本公司所提供的资料如有变动,恕不另行通知。
开箱时,请认真检查、确认以下内容:
德弗变频器DV610说明书

感您选用DV610系列变频器,本手册包括有变频器使用时的操作说明和注意事项,不正确的使用可能会发生意想不到的事故,故使用变频器前,请仔细阅读本手册,正确地使用变频器并将此手册交给最终用户。
在仔细阅读本使用手册及附属数据并能正确使用前,请不要安装,操作,维护或检查变频器。
在熟悉机器的知识,安全信息以及全部有关注意事项以后使用。
第一章概述11.1 相关说明11.1.1 铭牌说明11.1.2 型号说明11.2 开箱检查1第二章注意事项22.1 安全注意事项22.1.1 防止触电22.1.2 防止火灾32.1.3 防止损伤32.1.4 搬运和安装32.1.5 布线42.1.6 运行42.1.7 操作42.1.8 紧急停止42.1.9 维护42.1.10 报废后的处理52.2 使用环境要求5第三章安装和接线63.1 安装要求63.2 接线要求73.3 接线说明83.3.1 标准接线图83.3.2 变频器主回路端子排列123.3.3 主回路端子说明123.3.4 主回路接线说明123.3.5 变频器控制回路端子排列133.3.6 控制回路端子说明14第四章运行操作154.1 操作面板154.1.1 按键功能说明164.1.2 指示灯说明164.1.3 数码管显示容说明174.2 参数修改方法17第五章功能参数一览表18第六章功能参数详解29第七章故障定义及故障处理办法577.1 故障信息及排除方法577.2 常见故障及其处理方法58第八章变频器RS485通讯协议598.1协议容598.2应用方式598.3总线结构598.4协议说明598.5通讯帧结构598.6命令码及通讯数据描述618.6.1命令码:03H(0000 0011)618.6.2命令码:06H(0000 0110)598.7通讯帧错误校验方式63第九章标准规679.1 规格型号679.2 标准技术规68第十章选件6910.1 选件表6910.2 外围选件与变频器的连接图7010.3 制动电阻选型7110.4 漏电保护器71第十一章变频器的维护6811.1 检查项目6811.1.1 日常检查6811.1.2 定期检查6811.2 除尘6811.3 零部件的更换6811.3.1 冷却风扇6811.3.2 直流滤波电容6811.3.3 继电器68第十二章品质承诺69保修卡I74保修卡II75第一章概述1.1 相关说明1.1.1铭牌说明1.1.2型号说明1.2 开箱检查本变频器在出厂前经过了严格的质量检验和各项功能测试,并做防振动和防撞击等包装处理,但在运输途中有可能发生意外,致使产品受损。
基于变频器的经济型数控车床主轴控制系统设计及参数设置

94科技资讯科技资讯SCIENCE&TECHNOLOGY INFORMATION2010NO.14SCIENCE&TECHNOLOGY INFORMATION工业技术随着现代机械制造业水平的发展 , 数控机床普及率日益提高。
数控车床是数控机床的主要品种之一 , 它在数控机床中占有非常重要的位置 , 一直受到世界各国的普遍重视 , 并得到了迅速的发展。
主轴是车床构成中一个重要的部分 , 其功率消耗约占机床总功率 70%~80%,其性能直接影响到机床的加工效率、加工材料范围、加工质量等。
数控系统需要控制主轴的转速、位置 , 通常系统的标准配置为数字主轴 , 具有控制精度高 , 动态响应好的特点。
但在主轴功率不大 , 对控制精度和动态响应要求不是很高的情况下 , 数字主轴就显得成本太高。
这时可以采用数控系统的模拟主轴功能。
模拟主轴就是数控系统输出模拟电压信号 , 采用普通的交流变频器和交流变频电机来实现主轴控制 , 由于性价比高 , 在经济型数控机床中广泛应用。
1变频调速基本原理由异步电机理论可知 , 主轴电机的转速公式为 :n=(60f/p×(1-s其中 P 为电动机的极对数 ,s 为转差率 , f 为电源的频率 ,n 为电动机的转速从上式可看出 , 电机转速与频率成正比 , 改变频率即可以平滑地调节电机转速。
变频器主电路如上图 1所示。
主电路的功能是把固定频率为 50Hz 交流电转换为频率连续可调的三相交流电 , 主要包括交 -直电路、制动单元电路及直 -交电路。
交 -直电路中 , 三相交流电源通过变频器的电源接线端 (R、 S 、 T 输入到变频器内 , 利用整流器 VS 把交流电转换为直流电。
当电容CF 电压达到基准值时 , 辅助电源动作 , 输出直流控制电压。
直流继电器MCC 获电 , 常开触点闭合 , 限流电阻 RF 被短路 , 完成交 -直电路转换。
直 -交电路中 , 由 VS 转换的直流电压经过短路保护熔断器F1加到逆变模块 VT, 再通过 SPWM 正弦波脉宽调制驱动电路控制 VT 输出频率可调的三相调制波 Ua 、 Ub 、 Uc(如图 2所示至 U 、 V 、 W 端子。
V 1.0 控制说明书
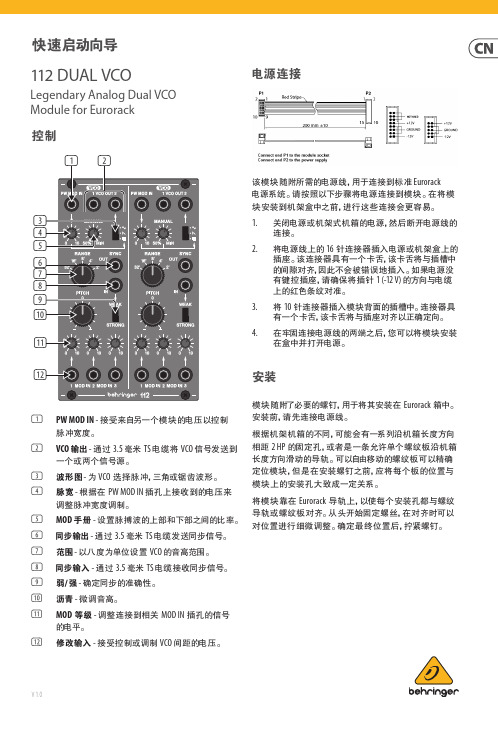
V 1.0控制(1) PW MOD IN - 接受来自另一个模块的电压以控制脉冲宽度。
(2) VCO 输出 - 通过 3.5 毫米 TS 电缆将 VCO 信号发送到一个或两个信号源。
(3) 波形图 - 为 VCO 选择脉冲, 三角或锯齿波形。
(4)脉宽 - 根据在 PW MOD IN 插孔上接收到的电压来调整脉冲宽度调制。
(5) MOD 手册 - 设置脉搏波的上部和下部之间的比率。
(6) 同步输出 - 通过 3.5 毫米 TS 电缆发送同步信号。
(7) 范围 - 以八度为单位设置 VCO 的音高范围。
(8) 同步输入 - 通过 3.5 毫米 TS 电缆接收同步信号。
(9) 弱/强 - 确定同步的准确性。
(10) 沥青 - 微调音高。
(11) MOD 等级 - 调整连接到相关 MOD IN 插孔的信号的电平。
(12) 修改输入 - 接受控制或调制 VCO间距的电压。
电源连接该模块随附所需的电源线, 用于连接到标准 Eurorack 电源系统。
请按照以下步骤将电源连接到模块。
在将模块安装到机架盒中之前, 进行这些连接会更容易。
1. 关闭电源或机架式机箱的电源, 然后断开电源线的连接。
2.将电源线上的 16 针连接器插入电源或机架盒上的插座。
该连接器具有一个卡舌, 该卡舌将与插槽中的间隙对齐, 因此不会被错误地插入。
如果电源没有键控插座, 请确保将插针 1 (-12 V) 的方向与电缆上的红色条纹对准。
3. 将 10 针连接器插入模块背面的插槽中。
连接器具有一个卡舌, 该卡舌将与插座对齐以正确定向。
4.在牢固连接电源线的两端之后, 您可以将模块安装在盒中并打开电源。
安装模块随附了必要的螺钉, 用于将其安装在 Eurorack 箱中。
安装前, 请先连接电源线。
根据机架机箱的不同, 可能会有一系列沿机箱长度方向相距 2 HP 的固定孔, 或者是一条允许单个螺纹板沿机箱长度方向滑动的导轨。
VE系列变频器在数控车床主轴定位方面的应用
VE系列變頻器在數控車床主軸定位方面的應用前言:山口制作大连有限公司是由日本株式会社山口制作所投资的独资企业。
主要从事汽车用零部件、切削加工,金属冲压件、温度传感器等的生产及树脂成型加工。
爲了提高生產效率、產品質量、自動化水平,零件加工過程中大量應用了數控車床系統,問題:最近,山口製作大連有限公司從天津某公司購進了6臺CK-610數控車床,控制系統為廣州數控系統,主軸變頻器采用匯川變頻器,在加工零件的過程中需要對零件進行定位,由於匯川變頻器沒有定位功能,只能采用主軸低速旋轉,夾具夾住零件施加一定的壓力貼在主軸端面上,當定位凹槽轉到零件位置時,靠壓力擠進定位凹槽。
此種方式雖然可以實現定位功能。
但是,卻對工件表面造成了些許磨損,導致零件合格率降低。
爲了改進產品質量,提高經濟效益,現決定在原來的數控車床上進行改進,如果應用成功,將替換掉匯川的變頻器。
經過多次的技術方案論證、業務的不斷努力,最終決定采用VE系列的變頻器VFD-022V43A-2 + EMV-PG01L速度反饋卡來實現主軸定位功能。
控制原理:1、控制原理圖如下:圖1主軸電機與編碼器之間通過同步齒形帶相連接,速度比為1:,編碼器為1024線,脉衝輸出進入EMV-PG01L的PG1編碼器脉衝信號輸入端。
PG卡脉衝輸出端送入數控系統。
MI1定義為1 多段位置指令1。
MI5定義為34 多段位置端子功能設定使能。
MI6定義為35 位置控制使能。
調試過程:1、硬件接線,包括主回路接線、控制回路接線、EMV-PGO1L擴展卡接線,將電機與同步齒形帶脫離。
2、系統上電,將主軸電機的銘牌參數:額定功率、額定電壓、額定頻率、額定電流、額定轉速、機數輸入變頻器,將05-00設為1,執行動態量測,反復量測數次后,電機參數自學習結束。
3、設定相關參數:10-00設定為1024,10-01設定為2,00-10設定為3。
MI5、MI6輸入端子功能分別設定為34、35。
CAN610起重机一体化驱动器用户手册

第六章 功能参数说明 …………………………………………………………………………… 60
6.1 功能参数说明 ………………………………………………………………………………………… 60 6.2 F0组 基本参数 ……………………………………………………………………………………… 60 6.3 F1组 电机参数 ……………………………………………………………………………………… 61 6.4 F2组 矢量控制参数 ………………………………………………………………………………… 64 6.5 F3组 运行控制参数 ………………………………………………………………………………… 65 6.6 F4组 端子参数 ……………………………………………………………………………………… 67 6.7 F5组 抱闸控制参数…………………………………………………………………………………… 71 6.8 F6组 增强控制参数 ………………………………………………………………………………… 74 6.9 F9组 辅助控制参数 ………………………………………………………………………………… 76 6.10 FA组 键盘设定参数 ………………………………………………………………………………… 76 6.11 FB组 增强功能参数 ………………………………………………………………………………… 77
SYNTEC CNC应用手册V10.1介绍

SYNTEC CNC...................................................................................................................... 99 主轴警报,SPD.............................................................................................................................. 100 语法检查警报,COM ................................................................................................................... 100 机械逻辑控制警报,MLC............................................................................................................ 101 操作警报,OP................................................................................................................................ 103 宏警报(共通部分 451~499),MAR .......................................................................................... 103 ALARM 讯息(MESSAGE) 与辅助说明(HELP) 制作方法 : ......................................................... 104 ALARM 讯息(MESSAGE) 与辅助说明(HELP) 制作方法 : ......................................................... 104 3.6 如何撰写 M,S,T CODE LADDER .............................................................................................. 105 名词解释 :....................................................................................................................................... 105 M.S.T. CODE 撰写逻辑: ................................................................................................................... 106 4. 整机整合测试步骤 :................................................................................................................. 107 4.1 控制器诊断画面系统数据说明 : ............................................................................................ 108 三菱手动伺服参数设定(J2 ,J2 SUPER): .......................................................................................... 115 伺服分辨率设定(J2 SUPER): ........................................................................................................... 116 伺服系统配机可能出现问题: ........................................................................................................ 117 光学尺应用注意事项 :................................................................................................................... 118 4.3 模拟伺服系统配机试机步骤:............................................................................................... 120 4.4 追随误差(FERR) 参数意义 :................................................................................................... 121 栅格量设定 ..................................................................................................................................... 122 4.5 主轴调机步骤:....................................................................................................................... 123 主轴配机问题对答 :....................................................................................................................... 124 主轴高低档相关设定: .................................................................................................................... 125 主轴定位问题对答: ........................................................................................................................ 125 4.6 刚性攻牙调机程序 ................................................................................................................... 127 配线检查 ......................................................................................................................................... 127 调机程序 ......................................................................................................................................... 127 程序范例 ......................................................................................................................................... 127 4.7 寻原点相关步骤: ................................................................................................................... 129 三菱 A500 定位卡主轴定位 : ...................................................................................................... 130 4.8 精度补偿 :................................................................................................................................ 131 背隙补偿: ........................................................................................................................................ 132 节距补偿: ........................................................................................................................................ 133
威科达 VC516 智能吊专型伺服功能说明书

深圳市威科达科技有限公司VC516系列伺服驱动器使用说明书VC516智能吊专型伺服功能说明书目录第1章智能吊相关参数 (1)第2章智能吊输入功能位 (6)第3章智能吊输出功能位 (7)第4章报警处理 (8)第5章智能吊功能说明 (10)5.1机械参数 (10)5.2模式切换 (10)5.3模式操作 (11)5.3.1长时间待机模式 (11)5.3.2临时待机模式 (11)5.3.3手柄模式 (11)5.3.4负载(悬浮)模式 (12)5.3.5拷机模式 (12)5.3.6保压模式 (14)5.4点动 (15)5.5限位 (15)5.6急停 (17)5.7灯效说明 (17)5.8重要参数监视 (17)第6章智能吊试运行 (19)6.1手柄模式试运行 (19)6.1.1手柄模式试运行参数配置 (19)6.1.2试运行步骤 (21)6.1.3手柄模式试运行波形分析 (22)6.2负载(悬浮)模式试运行 (23)6.2.1负载(悬浮)模式试运行参数配置 (23)6.2.2试运行步骤说明 (25)6.2.3负载(悬浮)模式试运行波形分析 (26)6.3拷机模式试运行 (27)6.3.1拷机模式试运行参数配置 (28)6.3.2试运行步骤说明 (31)6.3.3拷机模式试运行波形分析 (31)6.4保压模式试运行 (32)6.4.1保压模式试运行参数配置 (33)6.4.2试运行步骤说明 (36)6.4.3保压模式试运行波形分析 (36)第7章配线 (37)7.1主电路接线 (37)7.2输入输出线 (38)7.4通信接线 (40)7.3位置指令脉冲信号接线 (41)7.5智能吊经典接线图 (45)第8章Modbus通信协议 (46)第9章增益调整 (48)第10章异常处理 (49)版本更新记录 (49)第1章智能吊相关参数有效P15.17手柄最大力度,单位:0.001kN0.001-32.7670.3RW 立即有效P15.18负载重量传感器量程,单位:0.001kN0.001-2147483.6475.000RW立即有效P15.20负载重量反馈来源0-内部放大;1-AI1;2-AI2;0-22RW立即有效P15.21负载最大速度,单位:0.001mm/s0.001-2147483.64720.000RW立即有效P15.23负载速度加减速时间,单位:ms0-65535500RW 立即有效P15.24负载速度与AI的函数关系0-线性;1-指数;0-10RW立即有效P15.25负载操作最小力度,单位:0.001kN0.001-2147483.6470.020RW立即有效P15.27负载操作最大力度,单位:0.001kN0.001-2147483.6470.060RW立即有效P15.29负载操作硬着陆力度,单位:0.001kN0.001-2147483.6470.060RW立即有效P15.31负载信号反馈滤波时间,单位:ms0-32767300RW 立即有效P15.32负载信号变化时间,单位:ms0-65535100RW 立即有效P15.33上点动位置,单位:0.1mm0-6553.550.0RW 立即有效P15.34上点动速度,单位:0.1mm/s0.1-6553.5100.0RW 立即有效P15.35上点动加减速时间,单位:ms0-65535500RW 立即有效P15.36下点动位置,单位:0.1mm0-6553.550.0RW 立即有效P15.37下点动速度,单位:0.1mm/s0.1-6553.5100.0RW 立即有效P15.38下点动加减速时间,单位:ms0-65535500RW 立即有效P15.39限位减速前置量,单位0.001mm0.001-65.53510.000RW 立即有效P15.40压力探测最大位移,单位:0.001mm0.001-2147483.64750.000RW立即有效P15.42压力探测速度,单位:0.001mm/s0.001- 5.000RW立即2147483.647有效P15.44压力加速时间,单位:ms0-65535500RW 立即有效P15.45压力减速时间,单位:ms0-65535500RW 立即有效P15.46压力初始值,单位:0.001KN0.001-2147483.6470.200RW立即有效P15.48压力初始值时间,单位:ms0-655350RW 立即有效P15.49压力目标值,单位:0.001KN0.001-2147483.6471.000RW立即有效P15.51压力目标值到达范围,单位:0.001KN0.000-32.7670.010RW 立即有效P15.52压力目标值时间,单位:ms0-65535100RW 立即有效P15.53压力保持范围,单位:0.001KN0.000-32.7670.000RW 立即有效P15.54压力增益调整模式0-压力调整;1-自动调整0-10RW立即有效P15.55压力-比例P增益0-32767100RW 立即有效P15.56压力-积分I增益0-3276710RW 立即有效P15.57压力-微分D增益0-327670RW 立即有效P15.58压力最大补偿速度,单位:0.001mm/s0.001-2147483.6475.000RW立即有效P15.60压力补偿下限值,单位:0.001mm0.001-2147483.647-10.000RW立即有效P15.62压力补偿上限值,单位:0.001mm0.001-2147483.64710.000RW立即有效P15.64压力显示滤波时间,单位:ms0-6553510RW 立即有效P15.65负载过重电流百分比,单位:0.1%,反馈电流百分比P09.31大于此值且保持1s,则报警0.1-3276.7100RW立即有效P15.66用户上限位提前输出位移,单位:mm0-327670RW 立即有效P15.67用户下限位提前输出位移,单位:mm0-327670RW 立即有效P15.68用户上限位延时输出时间,单位:ms0-655350RW 立即有效P15.69用户下限位延时输出时间,单位:ms0-655350RW有效P15.71功能标志位。
INVT-电梯智能整体机(EC100、EC160)快速使用手册-V1.0-2015

第四章 EC100/EC160 案例分析.................................................... 44
4.1 电梯出厂检验(慢车运行)............................................................................................................... 45
1.1 LCD 中文操作器按键定义......................................................................................................................5
1.2 LCD 中文操作器指示灯定义................................................................................................................. 5
第二章 EC100/EC160 快车调试.................................................................................... 16
2.0 快车调试前的参数核查.........................................................................................................................17
1.7 LED 简易操作器监控浏览说明............................................................................................................. 9
变频数控设备操作规程(3篇)
第1篇一、适用范围本规程适用于所有使用变频数控设备的操作人员。
本规程旨在确保操作人员的人身安全,设备的正常运行以及生产效率的提升。
二、操作前的准备1. 操作人员必须经过专业培训,取得相应的操作资格证书。
2. 操作前,必须仔细阅读并理解设备的使用说明书,了解设备的基本结构和操作原理。
3. 检查设备是否处于正常工作状态,如有异常,应立即停止操作,并通知维修人员。
4. 确保操作区域整洁、干燥、无障碍物,保证操作人员有足够的空间进行操作。
三、操作步骤1. 启动设备a. 打开设备电源,确保电源开关处于正常位置。
b. 检查设备显示屏,确认设备已进入正常工作状态。
c. 根据生产需求,设置合适的变频参数,如频率、转速、扭矩等。
2. 加工编程a. 使用编程软件进行加工编程,确保编程无误。
b. 将编程数据传输至设备,并进行校验。
3. 设备调试a. 根据编程数据,对设备进行调试,确保设备运行平稳、准确。
b. 调试过程中,密切观察设备运行状态,发现问题及时处理。
4. 加工操作a. 将工件放置在设备工作台上,确保工件固定牢固。
b. 启动设备,进行加工操作。
c. 观察设备运行状态,确保加工过程中无异常情况。
5. 停机操作a. 完成加工后,关闭设备电源。
b. 将工件从工作台上取下,并进行质量检查。
c. 清理设备工作台和周围环境,确保设备整洁。
四、安全注意事项1. 操作人员必须佩戴防护用品,如安全帽、手套、防护眼镜等。
2. 操作过程中,严禁触摸设备运转部位,避免发生意外伤害。
3. 严禁操作人员擅自调整设备参数,如需调整,必须经过专业培训的人员进行。
4. 设备运行过程中,严禁操作人员离开工作岗位,确保设备安全运行。
5. 发生设备故障或紧急情况时,应立即停止操作,并采取相应措施进行处理。
五、维护保养1. 定期对设备进行检查、清洁、润滑,确保设备正常运行。
2. 发现设备故障,应及时通知维修人员进行维修。
3. 定期对操作人员进行培训,提高操作技能和安全意识。
ATV610变频器产品目录

ATV610变频器产品目录变频器ATV610用于0.75至160kW的异步电机产品目录施耐德电气善用其效尽享其能全球能效管理专家施耐德电气为世界100多个国家提供整体解决方案,其中在能源与基础设施、工业过程控制、楼宇自动化和数据中心与网络等市场处于世界领先地位,在住宅应用领域也拥有强大的市场能力。
致力于为客户提供安全、可靠、高效的能源,施耐德电气2019年的销售额为250亿欧元,拥有超过160,000名员工。
施耐德电气助您——善用其效,尽享其能!施耐德电气在中国1987年,施耐德电气在天津成立第一家合资工厂梅兰日兰,将断路器技术带到中国,取代传统保险丝,使得中国用户用电安全性大为增强,并为断路器标准的建立作出了卓越的贡献。
90年代初,施耐德电气旗下品牌奇胜率先将开关面板带入中国,结束了中国使用灯绳开关的时代。
施耐德电气的高额投资有力地支持了中国的经济建设,并为中国客户提供了先进的产品支持和完善的技术服务,中低压电器、变频器、接触器等工业产品大量运用在中国国内的经济建设中,促进了中国工业化的进程。
目前,施耐德电气在中国共建立53个办事处,30家工厂,8个物流中心,1 个研修学院,3个主要研发中心,1000多名研发工程师,1 个实验室,1 所能源大学,700多家分销商和遍布全国的销售网络。
施耐德电气中国目前员工数近28,000人。
通过与合作伙伴以及大量经销商的合作,施耐德电气为中国创造了成千上万个就业机会。
施耐德电气能效管理平台凭借其对五大市场的深刻了解、对集团客户的悉心关爱,以及在能效管理领域的丰富经验,施耐德电气从一个优秀的产品和设备供应商逐步成长为整体解决方案提供商。
2019年,施耐德电气首次集成其在建筑楼宇、IT、安防、电力及工业过程和设备等五大领域的专业技术和经验,将其高质量的产品和解决方案融合在一个统一的架构下,通过标准的界面为各行业客户提供一个开放、透明、节能、高效的能效管理平台,为企业客户节省高达30%的投资成本和运营成本。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
iNVOEE VC610系列变频器数控机床应用
——— 快速设定指南v1.04
基本接线图
系统安系统安装装完成完成后后,且用户参数已恢复出厂值且用户参数已恢复出厂值((新机不用执行此操作,[F07.05]=4可用于将所有用户参数恢复出厂值,),进行如下进行如下3个步骤即可保证系统正常运行个步骤即可保证系统正常运行:: 步骤1:设定电机特性参数:(对于对于没有铭牌的电机没有铭牌的电机没有铭牌的电机,,可用相应功率等级的可用相应功率等级的出厂出厂出厂默认值默认值)
按照电机铭牌参数准确输入F02组参数:电机额定频率[F02.01](通常情况下为50.00Hz )、电机额定电压[F02.02](通常情况下为380.0V )、电机额定电流[F02.03]、电机额定转速[F02.05](4极电机一般为1440RPM ,6极电机一般为960RPM )。
注意注意::请尽量按照实际的电机铭牌参数设定该组参数请尽量按照实际的电机铭牌参数设定该组参数,,准确的铭牌参数有利于控制特性的提升准确的铭牌参数有利于控制特性的提升,,错误
的参数会导致力矩丢失甚至无法正常运行的参数会导致力矩丢失甚至无法正常运行。
提高提高电机额定电流电机额定电流[F02.03]的设定并不能提高转矩输出输出。
电机空载电流[F02.04]不用手工设定不用手工设定,,变频器变频器会通过自学习自动设定会通过自学习自动设定会通过自学习自动设定。
步骤2:电机参数自学习电机参数自学习::
1) 设定[F02.06]=1,让变频器进入电机参数学习准备状态,此时面板显示“P.tESt ”;
2) 通过系统启动变频器(亦可通过修改[F01.00]=0,用面板启动,结束后将[F01.00]=1,重新设定为外部端子控制),变频器开始自动学习电机参数。
如果电机参数学习成功,面板显示“SUCCE ”,[F02.06]会自动被改回0;若失败,[F02.06]会保持1,下次启动后会再次进入电机学习状态。
注意注意::通过参数自学习操通过参数自学习操作作,变频器可以自动测试并保存电机铭牌参数以外的电机内部参数变频器可以自动测试并保存电机铭牌参数以外的电机内部参数,,提高电
机输出转矩及运行特性机输出转矩及运行特性。
学习过程可以不拆卸主轴皮带习过程可以不拆卸主轴皮带,,但最好将机床档位打到最低档位但最好将机床档位打到最低档位((接近空载空载))或挂空挡或挂空挡,,以获得最佳学习效果以获得最佳学习效果。
更换电机后需要重新设定电机特性参数和做自学习更换电机后需要重新设定电机特性参数和做自学习。
电机参数学习刚开始时主轴保持静止电机参数学习刚开始时主轴保持静止((大约6秒钟秒钟),),随后主轴随后主轴随后主轴会会自行自行加速加速加速运转运转运转,,学习完成后主轴会自行自行减速减速减速停止停止停止。
整个学习过程中整个学习过程中请不要操作机床请不要操作机床请不要操作机床,,以免造成意外伤害以免造成意外伤害。
步骤3:将主轴实际转速与系统给定转速进行校准将主轴实际转速与系统给定转速进行校准::(亦可按照经验值设定[F00.00]和[F01.18]) 首先在机床数控系统中,将主轴最高转速参数设定为设计值Nmax 。
然后试运行系统,稳定后记录变频器输出频率Fo(Hz),及机床主轴对应实际转速Nz 。
变频器输出频率Fo 可以在监视状态下(可用ESC 键切换到监视状态)
F.oUt 对应实际转速Nz 可以在数控系统面板上观察到。
最后按照下式进行设定:
最高频率[F00.00]= 上限频率[F01.18]=(Nmax×Fo)/Nz
注意注意::最高工作转速时不应最高工作转速时不应让电机超过额定转速让电机超过额定转速让电机超过额定转速,,以免造成电机损坏或意外伤害以免造成电机损坏或意外伤害,
,并确保系统可以长时间可靠工作时间可靠工作。
根据需要调整加速时间[F01.11]和减速时间[F01.12]。
制动电阻建议使用厂家标配制动电阻建议使用厂家标配::
机型范围 4.0kW 及以下 5.5~9.0kW
11.0~22.0kW
电阻配置 50欧姆/600W 40欧姆/1000W 40欧姆/1500W
南京英沃变频技术有限公司
系统 系统启信号。