汽车内饰件下装饰盖注塑模具设计
汽车上的某扣件注塑模具设计
XX大学毕业设计(论文) 汽车上的某扣件注塑模具设计所在学院专业班级姓名学号指导老师年月日摘要塑料工业的飞速发展,对注塑模具的设计与生产提出了质量好、制造精度高、研发周期短等越来越高的要求,能否适应这种需求已成为模具生产企业发展的关键因素。
模具技术是融合机械工程、计算机应用、自动控制、数控技术等学科为一体的综合性学科。
本文中针对汽车上的某扣件注射模具制定出合理的设计结构,其中包括成型部分及其零部件设计,浇注系统设计,脱模机构设计,冷却系统设计等。
根据分析,设计了一套塑料注射模具,并对模具以及主要零件进行了CAD绘图。
关键字:注射模具,浇注系统,脱模机构,冷却系统AbstractThe rapid development of the plastics industry, put forward the good quality, high manufacturing precision, short development cycle, higher and higher requirements of injection mold design and production, can adapt to this demand has become the key factor in the development of mold manufacturing enterprises. Mould technology is a comprehensive subject integration of mechanical engineering, computer application, automatic control, numerical control technology and other disciplines as a whole.This paper aimed at Samsung mobile phone back cover injection mold making a reasonable design structure, including molding parts and components design, gating system design, demould mechanism design, cooling system design. According to the analysis, a set of plastic injection mold design, the mold and the main parts of the CAD drawing.Key Words:Ejection mechanism of injection mould,,Gating system, Cooling system目录摘要 (II)Abstract (III)目录 ...................................................................................................................................... I V 第1章绪论 . (1)1.1 概述 (1)1.2塑料模现状 (1)1.3 模具产品发展趋势 (2)1.4 本课题的设计步骤 (4)第2章塑件的工艺分析 (6)2.1塑件的工艺性分析 (7)2.1.1塑件的原材料分析 (7)2.1.2 ABS的注塑工艺参数 (7)2.2塑件的结构和尺寸精度及表面质量分析 (8)2.2.1结构分析 (8)2.2.2尺寸精度分析 (8)2.2.3表面质量分析 (8)2.3计算塑件的体积和质量 (8)第3章注塑模设计 (10)3.1 注射模具分型面的选择 (10)3.1.1 分型面的基本形式 (10)3.1.2 分型面选择的基本原则 (10)3.1.3 分型面的选择 (10)3.2 浇注系统的设计 (10)3.2.1 浇注系统的组成 (10)3.2.2 注射模具主流道的设计 (11)3.2.3 分流道的设计 (12)3.2.4 浇口的设计 (14)3.2.5 冷料穴和钩料脱模装置 (16)3.3 型腔数目的确定及型腔的排列 (16)3.3.1 型腔数目的确定 (16)3.3.2 型腔的排列 (18)第4章成型零件和模体的设计 (19)4.1 模具型腔的结构设计 (19)4.2 型芯的结构设计 (20)4.3 成型零件的尺寸确定 (20)第5章顶出机构的设计 (22)第6章冷却系统的设计 (24)第7章排气系统 (25)第8章注塑机有关参数校核 (26)8.1模具闭合高度的确定 (26)8.2注塑机有关参数的校核 (26)8.3模具安装和试模 (27)第9章注塑模加工工艺的设计 (28)9.1模板的平面加工 (28)4.1.1 模板平面的粗加工 (28)4.1.2 模板平面的半精加工 (28)4.1.3 模板平面的精加工 (28)9.2孔及孔系的加工 (28)9.2.1 孔系的加工 (29)9.2.2 导柱导套的孔加工 (30)总结 (31)参考文献 (32)致谢 (33)第1章绪论第1章绪论1.1 概述塑料模具是利用其特定形状去成型具有一定形状和尺寸的塑料制品的工具。
汽车仪表盘装饰面板注塑模设计及其工艺参数优化

汽车仪表盘装饰面板注塑模设计及其工艺参数优化摘要:近年来,汽车领域市场竞争日趋激烈,汽车产品更新换代的速度也逐步加快,汽车厂家为满足市场需求,需要不断推出新的车型或使用新的部件。
在中国汽车制造业发展需求的刺激下,中国汽车模具也迅猛发展,逐渐从中低端向高端市场发展,汽车模具行业面临良好的发展机遇和巨大的发展潜力。
以聚甲基丙烯酸甲酯(PMMA)为薄膜材料,对仪表盘外壳进行模外装饰(OMD)贴膜,采用有限元方法对该成型过程进行模拟仿真,获得了薄膜厚度的分布及其在x、y方向变形分布,分析了影响薄膜成型的因素。
以成型后薄膜厚度平均值的标准偏差及其在x、y 方向变形量的标准偏差同时最小为目标,采用试验设计(DOE)中的正交数组法对其各项工艺参数进行优化分析。
汽车仪表盘装饰面板注塑模设计及其优化工艺也十分重要,本文从优化汽车仪表盘的装饰面板出发,深入探讨装饰面板注塑模设计及其公艺优化参数。
关键词:汽车仪表盘;装饰面板;塑模设计;工艺参数优化;引言汽车仪表板总成是汽车内饰件的重要组成部分,在汽车配件中,所有与仪表板相关的零件统称仪表板总成。
仪表板与副仪表板组成正副仪表板,仪表板总成是汽车最大的一个总成系列。
在汽车内饰件中,仪表板是集安全性,舒适性,与装饰性于一体的部件,汽车仪表板一般分为硬质与软质两种,随着安全气囊的安装,软质仪表板已失去对人的安全性要求,因此只要外观质量得到保证,采用低成本的硬质仪表板是完全可行的。
一、塑件外观要求与结构分析1.1在现代社会,汽车对人们生活的影响越来越大。
随着社会的发展,人们对汽车的要求也越来越高,不仅要求汽车有良好的使用性能,还要求汽车外饰内饰的和谐统一,满足审美要求。
汽车的内饰主要由塑料件构成,因此汽车注塑模具的质量是影响汽车内外饰的重要因素。
模具结构根据汽车仪表板中央装饰件的结构特点与外观要求,模具采用热流道浇注系统。
塑件由于尺寸大,形状复杂,模具分型面高低落差大,熔体填充困难。
第三章汽车内饰面板注塑模设计
第3章汽车内饰面板注塑模设计在现代塑料成型加工工业中,正确的加工工艺、高效的设备、先进的模具是影响塑件生产的三大重要因素。
高效自动化设备只有配备能适应自动化生产的模具才能充分发挥其效能,产品的开发更新都以模具的更新为前提[1]。
实践表明,注塑模设计的优劣,对其制品的内在和外观质量以及生产效率和成本高低,都起着决定性作用[2]。
对注塑模的要求是:1)能生产出形状、尺寸、外观、物理性能、力学性能等各方面都能达到所要求的合格塑件。
2)自动高效,操作方便。
3)结构合理,制造方便,制模成本低。
4)塑件的修整及二次加工的工作量能尽量减少。
5)模具的结构和材料的选择应能满足寿命的要求。
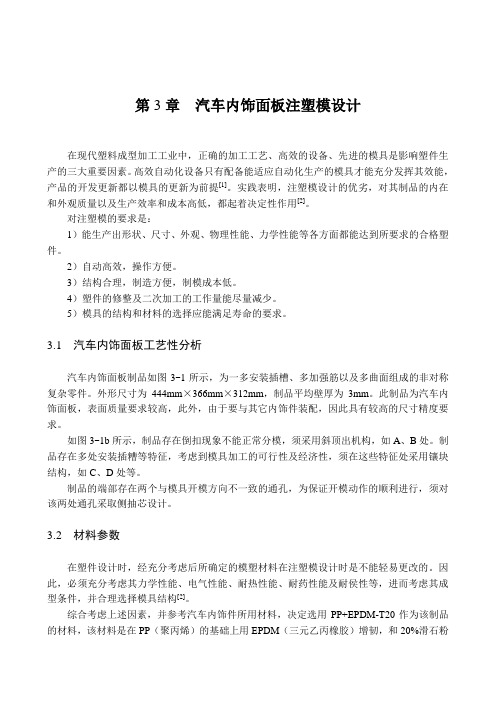
3.1 汽车内饰面板工艺性分析汽车内饰面板制品如图3-1所示,为一多安装插槽、多加强筋以及多曲面组成的非对称复杂零件。
外形尺寸为444mm×366mm×312mm,制品平均壁厚为3mm。
此制品为汽车内饰面板,表面质量要求较高,此外,由于要与其它内饰件装配,因此具有较高的尺寸精度要求。
如图3-1b所示,制品存在倒扣现象不能正常分模,须采用斜顶出机构,如A、B处。
制品存在多处安装插糟等特征,考虑到模具加工的可行性及经济性,须在这些特征处采用镶块结构,如C、D处等。
制品的端部存在两个与模具开模方向不一致的通孔,为保证开模动作的顺利进行,须对该两处通孔采取侧抽芯设计。
3.2 材料参数在塑件设计时,经充分考虑后所确定的模塑材料在注塑模设计时是不能轻易更改的。
因此,必须充分考虑其力学性能、电气性能、耐热性能、耐药性能及耐侯性等,进而考虑其成型条件,并合理选择模具结构[2]。
综合考虑上述因素,并参考汽车内饰件所用材料,决定选用PP+EPDM-T20作为该制品的材料,该材料是在PP(聚丙烯)的基础上用EPDM(三元乙丙橡胶)增韧,和20%滑石粉a)b)图3-1 汽车内饰面板a)面板正面b)面板侧面及细节特征(Tail)填充改性。
基于Unigraphics软件的汽车内饰件塑料模具设计

3、进入Mold Layout模块,创建填充材料实体并设置其属性。根据内饰件的 形状和结构,布置填充材料的入口和流动路径。
4、在Mold Layout模块中,根据前期设置的模具部件和填充材料,进行浇口 位置的选择和调整。同时检查填充和流动情况,优化模具结构。
5、使用Mold Design模块,进行冷却系统的设计和优化。根据实际情况添加 冷却通道,并设置通道属性和位置。通过模拟分析检查冷却效果和成型周期。
6、在完成上述操作后,使用Postprocess模块进行后处理。生成加工代码并 导出,以备后续的模具制造和使用。
总结
Unigraphics软件作为一款专业的模具设计软件,在汽车内饰件塑料模具设 计中具有广泛的应用价值。通过合理使用该软件,设计师能够提高设计效率和模 具质量,同时降低生产成本和缩短研发周期。本次演示详细介绍了汽车内饰件塑 料模具设计的流程、技巧和UG软件操作实例,希望对相关设计师有所启示和帮助。
3、添加填充材料
在UG软件的Mold Layout模块中,可以根据内饰件的形状和结构,进行填充 材料的布置。同时,还可以根据需要调整材料属性和填充条件,以满足模具注塑 要求。
4、修改模具结构
根据前期设置的模具部件和填充材料,可以在UG软件中进行进一步的模具结 构调整。例如,修改浇口位置、调整冷却系统等,以确保模具的注塑效果和生产 效率。
Unigraphics软件操作实例
以下是一个使用Unigraphics软件进行汽车内饰件塑料模具设计的实例。
1、打开Unigraphics软件,创建一个新的模具设计项目。在项目初始化过程 中,选择适当的单位和模板文件。
2、在装配导航器中,创建一个新的装配文件。选择相应的型腔、型芯、滑 块等模具部件,并设置其参数和属性。
汽车覆盖件模具设计TR+PI+BL报告

汽车覆盖件模具设计TR+PI+BL报告汽车覆盖件模具设计TR+PI+BL报告一、概述汽车覆盖件是汽车外部装饰件的统称,如车身、车门、前后保险杠、轮毂罩等。
这些部件的设计与制造需要使用模具。
本报告介绍了汽车覆盖件模具的设计方法,并以TR覆盖件为例,详细介绍了PI和BL两种模具的设计。
二、TR覆盖件TR覆盖件是一种车身外部覆盖件,通常由塑料或复合材料制成。
它的设计需要考虑材料的性质、外观的美观、工艺的复杂度和成本等因素。
TR覆盖件的制造通常分为三个阶段:模具制造、注塑成型和后处理。
三、PI模具设计PI模具是一种用于制造TR覆盖件的模具,它由多个部件组成,包括模板、进口、出口、针嘴和膜片等。
PI模具的设计需要考虑以下因素:1.材料选择:PI模具需要承受高温和高压,因此需要选择耐热耐压的材料。
2.模块设计:PI模具通常由多个模块组成,每个模块的设计需要考虑到装配的方便性、精度和易于维护。
3.注塑系统设计:注塑系统包括进口、出口、针嘴和膜片等。
每个部件的位置和尺寸需要按照TR覆盖件的设计要求精确定位,以确保注塑的质量。
4.冷却系统设计:冷却系统可以帮助加快注塑周期和减少成本。
因此,冷却系统的设计需要考虑到冷却效果和均匀性。
四、BL模具设计BL模具是一种用于制造TR覆盖件的模具,它由钢和铜制成。
BL模具的设计需要考虑以下因素:1.材料选择:BL模具需要承受高温和高压,因此需要选择高强度、耐磨损、耐热的材料。
2.模块设计:BL模具也通常由多个模块组成。
模块的设计需要考虑到装配的方便性、精度和易于维护。
3.冷却系统设计:冷却系统对于BL模具的制造非常重要。
因为铜的热传导性能好,而钢的热传导性能较差,所以冷却系统需要确保模具的各个部分均匀受冷却。
4.工艺参数:制造BL模具需要控制一系列的工艺参数,如冷却时间、加热时间、加热温度、压力等。
这些参数需要根据不同的材料和模具的特性来确定,以确保制造出高质量的TR 覆盖件。
汽车副仪表板装饰盖注塑模设计

汽车副仪表板装饰盖注塑模设计*黎秋萍 赵明娟 李德英 张尚兵(华东交通大学载运工具与装备省部共建教育部重点实验室,南昌 330013) (辽阳金兴汽车内饰集团公司,辽阳 111000)摘要 对汽车内饰件副仪表板装饰盖注塑模进行了设计,运用Pro/E软件实现分型面的设计,使用M o l dfl ow对模具进行了CAE分析,优化了浇口位置,创新了模具设计方式。
根据产品结构,应用斜顶机构实现了产品四向侧抽芯,简化了模具结构,降低了制造成本。
关键词 汽车副仪表板装饰盖 CAD/CAE 斜顶 浇口位置汽车已逐渐成为人们日常生活的重要组成部分。
人们不仅要求汽车具有良好的使用性能,而且追求汽车具有时尚的外形轮廓和美观舒适的内饰[1-8]。
汽车内饰多由塑料件构成,注塑模具的质量是影响这些内饰件的重要因素,因此研究汽车内饰件模具具有积极的现实意义。
注塑模具CAD/ CAE技术的发展和应用使模具的设计、制造成本大大降低,模具质量大幅度提高。
Pro/E、M o l d flo w等软件为模具的设计提供了优良的平台。
笔者基于CAD/CAE技术设计了汽车内饰件副仪表板装饰盖注塑模具。
1 塑料件结构分析图1所示为汽车副仪表板装饰盖,材料为聚丙烯(PP),采用批量生产。
PP具有较高的力学性能,流动性能好,易于成型且成型收缩率小,比热容较低,在模具中凝固较快,模塑周期短;成型的塑料件尺寸稳定,表面光滑。
该塑料件轮廓宽为104mm,整体高为33mm,长为110mm,厚度为2.5mm。
塑料件外观为不均匀圆弧曲面,背面有6个内凹卡槽,起安装固定作用,两凸台上各有一孔起固定连接作用。
塑料件正面要求光滑,无顶出痕迹,背面为装配面,质量要求一般。
2 模具结构设计2.1 分型面设计分型面是用来分割工件或者已存在的模具体积块,它由一个或多个曲面特征组成。
在Pro/E的模具设计流程中,最关键的一步就是分型面的建立。
在设计分型面之前,必须考虑型腔的布局。
汽车内饰件的注塑成型工艺分析与模具设计
最后,用UG的Moldwizard模块进行模具三维设计,充分应用标准件,提高设计效率。
2
2.1
图2-1汽车内饰件
关键词:浇注系统;侧抽芯;冷却系统;Moldflow分析;优化
Injection process analysis and mold design of an automobile interior
Abstract
With the development of science and technology, plastic injection moldinghas already beenwidely used in the automobileindustry.Itplays an important part inthenational economy.Fortheinjection molding, the design of plastic mold is essential.Aftertheplastic materialandprocessing technology are identified,the design of plastic moldplays an irreplaceable role in realizing the requirement of part’s processing, using and appearance.In this paper,theautomobile interiorisdesignedasthe specific examplefor injection process analysis and mold design.In addition totheprocess analysis and calculation,there arealso the process of Moldflow Simulation and UGmolddesign.Through theprocess analysis and calculation, we canchoosethe suitableinjection molding machine,designthe mold base,thefeedsystem, forming parts, position-oriented institutions, Demoulding agencies, side coreslideand cooling ingtheMoldflow softwareto simulate the process offilling, material flowing, warpage and coolingfor the purpose ofoptimizing the molding process parameters, the feedsystem and cooling system. Then, we can improve the quality of the die. At the same time,withthe application of UG's Moldwizard, we canmake full use of standard parts andimprove the efficiencyin the process of mold design.
汽车内饰件注塑工艺

3
制件壁厚设计原则:制品的壁厚均匀。
• (1)有足够的强度和刚度,能承受顶出时的冲击力,装 配时的紧固力; • (2)在满足上述条件和不会欠注的情况下,壁厚尽量小。
4
孔的设计原则
• 孔间距应为孔径的2倍以上; • 孔的周边应增加厚度,受力孔或装配时受紧固力的孔要增 加,凸台加强 • 孔与制品边缘的距离应大于孔径; • 孔形状要简单,圆孔最好,孔深方向与开模方向一致,易 于成型 • 孔位应不降低制件强度; • 与开模方向垂直的孔不宜过深; • 异形孔的设计考虑其成型性; • 孔径过小时,孔不宜过深; • 需要攻丝的孔应避免熔接痕造成攻丝开裂,可以在熔接痕 位置加筋。
脱模斜度 型腔 型芯 20’-45’ 30’-50’
PE、PP、S-PVC、PA、CPT R-PVC、PC、PSU
25’-45’ 35’-40’
PS、PMMA、ABS、POM
热固性塑料
35’-1°30’
25’-40’
30’-40’
20’-50’
脱模斜度的大小与下列因素有关: 1)制件精度要求越高,脱模斜度应越小; 2)尺寸大的制件,应采用较小的脱模斜度; 3)制件的形状复杂不易脱模的,应选用较大的斜度; 4)制件收缩率大,斜度也应加大; 5)增强塑料宜选大斜度,含有自润滑剂的塑料可用小斜度; 6)制件壁厚大,斜度也应加大; 7)斜度的开向尺寸大端。
5
加强筋设计原则
加强筋的作用:增加制品的强度,改善制品的变形。
设计原则:
1、防止物料局部集中,以免产生缩痕和气泡; 2、加强筋不宜过高过厚,两肋间距大于2-3t(t为壁厚),筋厚小于 0.5-0.7t; 3、筋的方向尽量与成型时熔体流动方向一致,利于充填,甚至可以起 到导流效果;4、筋的端面应低于制品支撑面0.6-1mm。 • 支承面 1、与制品的几何中心对称、均横,以保证稳定性; 2、利于熔体流动,便于成型; 3、受力点与受力中心对称,分布均横,以免破坏其稳定性。
汽车内衬件注塑模
汽车内衬件注塑模毕业设计(论文)题目车门内衬注塑工艺及模具设计学生姓名:系别:材料工程系专业:材料成型与操纵工程学号:班级:指导教师:摘要本文要紧是关于车门内衬注塑工艺的分析及模具三维设计。
第一,对注塑工件进行结构和工艺分析,方案可行性的分析并确定合理的工艺方案。
在此基础上进行工艺参数的运算,模具结构的设计,压力机的选择,模具材料的选择以及标准件的选用。
最后得到一套车门内衬的注塑模具。
关键词:注塑模车门内衬三维设计ABSTRACTThis paper was mainly about technics analysis of door lining and three-dimensional design of injection mold. First, the structure of product and the injection technique scheme were analyzed, and the reasonable technical project was gotten. And then, calculations of parameters, design of the structure of injection mould, choice of machine, the choices of materials and the standard components were carried through. Finally, a set of practical injection mold was gained.Keywords: injection mold, door lining of the car, three-dimensional design目录第1章概论 (1)1.1课题背景及意义 (1)1.2本课题及相关领域的国内外现状及进展 (2)1.2.1注塑技术及其进展 (2)1.2.2汽车内衬塑料的应用现状及进展趋势 (3)1.2.3塑料注射成型机的技术水平及塑料模具进展趋势 (5)第2章 MOLDFLOW分析 (7)2.1最佳浇口分析 (7)2.2充型时刻分析 (8)2.3液体前沿温度分析 (8)2.4注塑口压力曲线 (9)2.5气泡分析 (9)2.6锁模力分析 (10)第3章塑料模设计 (11)3.1设计内容 (11)3.2工艺分析 (11)3.2.1塑件分析 (11)3.2.2塑件材料分析 (13)3.2.3分析塑件的结构工艺性 (14)3.2.4尺寸精度分析 (14)3.3模具结构的设计 (1414)3.3.1注塑机的选择 (14)3.3.2浇注系统的选择 (17)3.3.3分型面的设计 (18)3.4模架的选择 (19)第4章模具零件的设计及运算 (20)4.1成型零件的设计 (20)4.1.1动定模结构设计 (20)4.1.2成型零件工作尺寸的运算 (23)4.2液压侧抽芯设计 (23)4.2.1液压侧抽芯结构设计 (23)4.2.2液压缸的选择 (23)4.3斜顶机构设计 (24)4.4型腔侧壁厚度与底板厚度的校核 (24)4.4.1型腔侧壁厚度的校核 (24)4.4.2底板厚度的校核: (25)4.5合模导向机构的设计 (25)4.5.1导柱 (25)4.5.2导套 (25)4.6推出机构的设计 (26)4.6.1脱模力的运算 (26)4.6.2推杆机构 (27)4.6.3推杆的强度校核 (27)4.7冷却系统设计 (27)4.8模具结构图 (30)致谢......................................... 错误!未定义书签。
汽车内饰产品模具概念-注塑模篇
斜导柱
锁紧块
滑块本体
滑块的基本参数 S1 :倒扣距离 S2 :滑块行程 S3 :限位滑块行程 D :斜导柱直径 D1 :斜导柱孔直径 a :斜斜导柱角度 A :锁紧块角度 L :斜导柱总长 L1 :斜导柱有效长度
S3>S2>S1
A>a+2度 S3=S2+(0.2~0.5mm)
成型 面
耐磨片 压条
由于滑块在操作过程中,各零件都由于长时间的运动 而磨损,因此需要做表面氮化处理
锁紧块角度比斜导柱角 度略大,可以确保滑块 回位时斜导柱先回位,锁紧块再回位,避免锁紧 块回位过快造成斜斜导柱撞击滑块导致损伤. A=a+2度
CAIP
Page: 29
汽车内饰模具设计规范
滑块设计注意事项
设计要领五:压块
设计要领六:滑块肩部尺寸
常用方形压块, 降低加工难度
CAIP
Page: 30
滑块的冷却: 相对较大的滑块, 会使该区域的热 传导变差,因此, 在尺寸允许下,滑 块内部尽量设计 冷卻系統.
点浇口
直接浇口
缓冲浇口
扇形浇口
侧浇口
盘形浇口
轮辐浇口
CAIP
环形浇口
膜片浇口
Page: 24
牛角浇口
汽车内饰模具设计规范 基本的水路形式
CAIP
Page: 25
汽车内饰模具设计规范
CAIP
Page: 26
汽车内饰模具设计规范
滑块设计注意事项
滑块机构 滑块是为了解决产品倒扣(undercut)而产生的 模具结构,基本原理是将模具Z向垂直运动转换成 其他方向运动,.而因为倒扣方向的位置以及方向 不一致,演化出各种滑块结构,这里只做简单介 绍,下图是滑块基本结构:
基于CADCAE的汽车车门内饰板注塑模设计
【6jIB自女#*月&^手册[Ul n京.机械In&《社2C10,5 【7]林*女ProtENGINGEER2001#AⅢ*[M】n束。清毕大学
口Kn
2003
【8]4j#Pro/ENGINGEER2001÷女%lm教S[Mj#i^
R∞自m《#2002
【9】驶毂科技Pto/ENGINGEER女料#^*计[M]]匕束=^B邮≈
3.3嵌具温度陶竹系统
模具温度是指模具型腔和型芯的表面盈度,注 人模具中的热塑性熔融树脂.必须在模具内冷却固 化才能成为塑件,所以模具温度必须低于注射八模 具型腔内的熔融树脂的温度。模具的冷却就是将 注塑成型过程中产生的、并传导给模具的热量.应 尽可能迅速、并最大程度地导出,以使塑件以较快 的速度冷却固化。因此,模具的冷却效果直接决定 着产品的表面质量、残余应力、注射效率和成本的
&m#2。。6
【1q IⅢMoldfl。W*A*折&用实倒【M】|匕京清华^学&Ⅲ
#a。05
科莱思近期推出MEVOPUR色母粒新产品
总部醴在瑞士的科莱恩公司日前推出MEVOPUR色母粒新产品。此奘色母粒与预着色塑料混配料属干科莱 科莱思近期推出了一系列用于聚丙烯,聚乙烯以厦其他材料的国际标准色彩。新型MEVOPUR色母粒与预 着色塑料混配料是科莱思全球通用的IS010993/USPVI标准色彩系列的新成员,是为聚醚嵌段酰胺以及聚乙烯与 聚丙烯材料量身定制的产品。
基于CAD/CAE的汽车车门内饰板注塑模设计
Design of
Injection
Mold for Door Board ofAutomobile Interiors
Based
on
CAD/CAE
#;
运用Moldflow辕件对●隹港建赢进行了分斩.果用Pro/E辕件一立了置件蜜体■量.翻t攥^伴瓤块,对曩 ^舒■和量度调节幕照进行了■担.一挥了曩^还行可●。■后基于羹鼻伴飘壤靳用EMX鞍件进行了曩纂
宾利轿车某内饰件双色注塑模具设计
宾利轿车某内饰件双色注塑模具设计刘庆东【摘要】以宾利车某内饰件为研究对象,分析了内饰件的成型工艺性;针对双色模具不能利用开模动力抽芯设计了顶针板抽芯机构;针对产品后模外侧滑块多,环绕式直通冷却水道不能靠近产品,采用在滑块间设计竖直水道;针对产品为扁平的长方形框状结构进胶困难,设计了多点进胶的点浇口浇注系统,取得了较好的实际应用效果.经检验,所设计的双色模具结构合理,动作可靠,可满足生产要求.%Taking an interior trim part in Bentley automobile as an example,the injection molding principle for bicolor plastic parts was analyzed.Because the powder of opening mould cannot be used for core-pulling,a slide driven by an ejector plate was designed.A cooling water channel between slides was designed to make it apart from the interior.Moreover,the multiple pin-point gates were designed to overcome the difficulty of ejection.The results indicated that the structure of designed mould in this work was reasonable and reliable,and it could meet the requirements of production of bicolor injection-molding parts.【期刊名称】《中国塑料》【年(卷),期】2017(031)008【总页数】5页(P122-126)【关键词】双色注塑模具;轿车内饰件;结构设计;顶针板抽芯机构【作者】刘庆东【作者单位】广州工程技术职业学院机电工程系,广东广州510075【正文语种】中文【中图分类】TQ320.5+2近年来,随着对塑料产品外观和功能的要求越来越高,双色注射成型的应用也越来越广泛。
基于Unigraphics软件的汽车内饰件塑料模具设计.PDF
日 期 , 加 峪 年 各月 扣日
哈尔殡理下大学T学硕十学位论文
第1 章 绪论
L l 汽车用塑料在国内外 的发展现状
随着现代科学技术的进 步和生产 的快速 发展,机 械工 业对材料性能的要求 越来越高,单一的金属材料已不能满足生产发展的需要,因而各种非金属材料 应运而生,特别是工程塑料,其发展特 别迅猛 ‘ ”。 工程塑料的体积质量约为 L O  ̄1 4 . ,比水 略重,比铝轻 1 瓜,比钢轻 3 4, /
P o r d u ti C nS a i Mac r o a f H a bi r nH a e f i Mo t o r 臼. , L T D . hi T s w o r ki sf i n i s h e d
om c b i n e d w i t h P a r t C i c a l d e s i ne g x a m P l c s o f i j n e t c i o n m o l d ,
hi T sa t r i c l ef oc s o u n3 Ds ol i dmo d e l i n go f en c t e r a d o mi n gc v e o ’C r A E a n a l y s i s nd a om c P l c t c d c s i 助o f i jc n t c i o n m o l d . F i s r t , 3 Ds ol i dm de o l i n go fi j n c t c i o nP r 0 d u ts C h o u l db e omP c l e t e db yU G of s l w a r e . D i eC r t i n gt o w a r d st h cP a t r i ul c rs a h a P cs 泣 co ft h ca d o nm r e t n ,t h e
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 模具结构分析
塑件的总体尺寸为小型 , 尺寸精度不高 , 比较适 合于模具生产 。为了提高生产效率 , 简化模具结构 , 降低模具生产成本 , 采用一模两腔设计 。此模具的设 计的关键在于斜顶机构的设计 。
a - 尺寸示意图
b - 实体 图 1 仪表板按钮装饰盖示意图 Fig 1 Schematic drawing of decoration lid of instrument panel
·32 ·
塑料工业 CHINA PLASTICS INDUSTRY
第 35 卷第 10 期 2007 年 10 月
汽车内饰件下装饰盖注塑模具设计 Ξ
赵龙志1 , 赵明娟1 , 宋金良2 , 张尚兵2
(1. 华东交通大学机电学院 , 江西 南昌 330013 ; 21 辽阳金兴汽车内饰集团公司 , 辽宁 辽阳 111000)
(1. School of Mechanical and Electrical Eng1 , East China Jiaotong University , Nanchang 330013 , China ; 2. Liaoyang Jinxing Automobile Inner Decoration Group Co1 , Ltd1 , Liaoyang 111000 , China)
211 浇道的设计 主流道 (见图 2) 是由注射机喷嘴与模具主流道
Ξ 作者简介 : 赵龙志 , 男 , 1977 年生 , 副教授 , 主要从事材料成型的研究 。5 卷第 9 期
赵龙志等 : 汽车内饰件下装饰盖注塑模具设计
·33 ·
衬套接触的部位起到分流为止的一段总流道 , 它是熔 融塑料进入模具时最先经过的部位 。在卧式机上 , 主 流道垂直于分型面 , 由于它与高温塑料及喷嘴反复接 触 , 故设计成可拆卸的主流道衬套 , 主流道衬套应带 凸缘 , 使之固定在定模上 。为便于流道凝料的脱出 , 主流道设计成圆锥形 , 其锥角为 5°, 内壁表面粗糙度 018μm。主流道上部小端的直径比注射机喷嘴直径大 1 mm , 球面半径比注射机喷嘴的球面半径大 2 mm , 其作用是补偿喷嘴与主流道的对中误差 , 避免注射机 注射时在喷嘴与主流道之间造成漏料或积存冷料使主 流道无法脱模 。
a - 整体 b - 局部 图 3 斜顶机构示意图
Fig 3 Schematic drawing of tilt mandril mechanism
a - 斜顶 1 b - 斜顶 2 图 4 斜顶杆尺寸示意图
Fig 4 Schematic drawing of size of tilt mandril mechanism
Abstract : The injection mould for the nether decoration lid of the automobile inner decoration was designed
rationally according to the structure of the product by the use of Pro/ E , and a novel asymmetric tilt mandril of the core side2pulling mechanism was designed , which ensured the demoulding of plastics part successfully. The results showed the core pulling mechanism was flexible and reliable. Keywords : Nether Decoration Lid ; Injection Moulding ; Mould ; Core Pulling Mechanism
以 , 为了使模具的各个构件采用平衡分布 , 减少模具 体积 , 降低模具制造成本 , 本设计采用斜顶侧向抽芯 机构 。斜顶设计的难点在于灵活运用曲面命令 , 大多 数的斜顶的成型部位都不是规则的几何面 , 因此要通 过复制 、裁减 、延拓 、合并等一系列命令来将斜顶杆 制出 , 这也正是本设计中的一个难点 。斜顶机构主要 由斜顶杆和滑块座构成 , 斜顶杆可以在滑块座内产生 横向运动 。滑块座固定在顶杆固定板上 ( 如图 4) , 因此当推板向上运动时 , 斜顶杆会随着推板一起向上 运动 , 同时产生横向移动 , 最终斜顶杆作斜向上运 动 , 实现了卡扣的脱模功能 。斜顶杆可以分三个部位 即头部的成型部位 、中间的导向部位和下部的安装固 定部位 。虽然斜顶杆机构简化了模具结构 , 但是使斜 顶杆本身的形状变得复杂 , 斜顶杆头部必须与倒扣相 配合 , 即斜顶杆头部具有与倒扣相同的形状 , 具有较 高的表面精度 。目前 , 解决该问题的方法是采用线切 割工艺加工 , 再配上必要的研磨处理 , 便可得到高质 量的斜顶杆 。
图 2 主流道结构示意图 Fig 2 Schematic drawing of structure of main runner
212 斜顶机构的设计 当塑件上具有与开模方向不一致的孔或侧壁有凹 凸形状时 , 必须首先将成型这部分的型芯或型腔脱离 塑件 , 才能将整个塑件从模具中脱出 。斜顶也是为了 解决倒勾而发展的模具机构 , 其基本原理同样是将模 具开闭的垂直运动 , 转向成水平运动 。斜顶与滑块最 大的不同 , 在于其动作的驱动力来自于推板的动作 。 由于斜顶动作必须由推板的驱动完成 , 因此斜顶的设 计与推板行程有关系 , 这也是斜顶设计与斜导柱滑块 设计的最大不同点 。采用斜顶可以减少加工步骤 , 降 低模具成本 , 尤其可以解决斜滑块处理不了的内侧抽 芯问题 。但是斜顶机构在顶出及退回时会在斜顶杆的 侧面上施加很大的应力 , 从而使斜滑块表面比较容易 损坏 , 降低塑件的精度 。因此 , 在塑件倒扣精度要求 不高时一般都采用斜顶机构 。 本设计中型腔的分布为一模两腔 , 且在产品的两 侧都存在卡扣 , 因此在模具的中间存在内抽芯 , 采用 一般的斜导柱滑块机构实现不了该运动 , 所以只能运 用斜顶机构对模具中间部位的塑件卡扣实现侧抽芯 , 但是靠近模具外侧的产品安装圆柱卡扣则既可以采用 斜导柱滑块机构又可以采用斜顶杆机构 。由于下装饰 盖在安装时下部的安装圆柱卡扣被上部外表面都被覆 盖 , 因此卡扣部分的表面精度不影响美观效果 , 卡扣 外表面精度要求比较低 , 适合于采用斜顶机构 。所
随着社会的发展 , 人们生活水平日益提高 , 汽车 逐渐成为了人们生活的一部分 。人们对汽车的要求也 越来越高 , 不仅要求汽车具有良好的使用性能 , 而且 追求 汽 车 具 有 良 好 的 外 形 轮 廓 和 舒 适 美 观 的 内 饰[1~6] 。汽车的内饰主要由塑料件构成 , 因此注塑模 具的质量是影响汽车内饰的重要因素 , 研究汽车内饰 件的模具设计具有重大的意义 。本文根据汽车内饰件 下装饰盖的特点 , 设计了其注射模具 。
动模和定模之间的距离越来越大 , 在拉料杆的作用 下 , 产品留在动模一侧 , 主浇道中余料慢慢拔出 。待 主浇道中余料完全拔出后 , 动模和定模继续分离 , 一 直到两板之间具有足够的空间以保证工件可以被完全 取出 。这时 , 注塑机和动模停止向下运动 , 注塑机中 的推杆推动推板 2 往上运动 , 斜顶杆在随推板往上运 动的同时还顺着动模板中斜孔往两边运动 , 实现了斜 顶杆和塑件斜卡扣的分离 , 同时使产品从动模中顶 出 。产品取出后 , 推动推板的推杆复位 , 在复位杆和 复位弹簧的作用下推板回到原位 , 斜顶也随着回复到 原来的位置 。模具开始闭合 , 动模板 6 和定模板 7 之 间的距离越来越小 , 直到完全闭合 , 完成一个循环 。
摘要 : 根据产品的结构 , 合理地设计了汽车内饰件下装饰盖注塑模具 , 并设计了独特的横向错位非对称斜顶侧向 抽芯机构 , 保证了塑件的顺利脱模 ; 工作情况显示该模具脱模机构运行灵活可靠 。 关键词 : 下装饰盖 ; 注塑 ; 模具 ; 抽芯机构 中图分类号 : TQ320166 + 2 文献标识码 : B 文章编号 : 1005 - 5770 (2007) 10 - 0032 - 03
Design of Injection Mould for Nether Decoration Lid of Automobile Inner Decoration ZHAO Long2zhi1 , ZHAO Ming2juan1 , SONGJin2liang2 , ZHANG Shang2bing2
·34 ·
塑 料 工 业
2007 年
杆合模方向的垂直方向错开了一段距离 , 斜顶 1 在两 个截面投影呈 “7”字形 (如图 4a) , 斜顶 2 的头部成 型部位和中部导向部位在沿与斜顶闭合的垂直方向没 有错开 , 斜顶只在一个方向存在 “7”字投影 , 这样 就保证了两斜顶彼此之间不产生干涉 , 确保了斜顶侧 向抽芯的顺利进行 。斜顶 1 两部位错开的距离为保证 两斜顶不干涉 (运行不干涉和安装不干涉) 时的最小 距离 。 213 冷却系统 合理地设置冷却系统可以防止塑件脱模时变形 ; 降低模具的温度 ; 缩短成型周期 , 提高生产效率 ; 增 大结晶性塑料的过冷度 , 以得到整体性能好表面光滑 的塑件 。冷却系统的设计应做到冷却系统内流动介质 能充分吸收成型塑件所传导的热量 , 使模具成型表面 的温度稳定地保持在所需的温度范围内 。因此 , 在不 与顶出系统和其他连接件发生干涉的情况下 , 冷却系 统尽量在型腔附近设置 。根据塑件的结构复杂程度 , 冷却水道可以采用直通式和回转式 。直通式水道结构 简单 , 加工方便 , 但冷却效果一般 。回转式水道的路 径更加贴近与型腔轮廓 , 冷却效果较好 , 但加工成本 高 , 有时还必须采用分体式结构 。由于按钮装饰盖体 积小 , 形状复杂程度不高 , 因此为降低加工成本 , 本 设计采用直通式冷却水道 。模具的热量是由辐射传 热 、对流散热 、向模板的传热和与注射喷嘴接触的传 热等很多因素综合作用的结果 。当考虑冷却介质在管 内强制对流的散热时 , 根据计算校核后 , 冷却水道直 径为 10 mm , 水道中心偏离型腔 15 mm。通过调节冷 却水的流量可以控制冷却系统散发的热量 , 从而调节 模具型腔的温度 。所以 , 本模具的冷却系统采用直通 单循环式结构 (如图 5 所示) 。