主机厂汽车生产流程图
整车新项目零部件APQP过程质量策划研究
AUTO PARTS | 汽车零部件时代汽车 整车新项目零部件APQP过程质量策划研究蓝俊 罗颖洹 赖铭战 马嘉康上汽通用五菱汽车股份有限公司 广西柳州市 545000摘 要: 当前汽车市场竞争激烈,各主机厂不断加快新车型的推出速度,汽车零部件的研发是一项相对复杂的工程,不仅仅是供应商研发部门的职责,也需要采购、制造、质量管理和销售等部门相互合作。
为快速适应市场需求,主机厂不断压缩开发周期,快速推出新车型,这就要求供应商在短周期内开发出高质量的零部件。
因此将主机厂与供应商联动,供应商内部跨部门相互协同按计划完成节点交付物显得尤为重要。
文章通过对某主机厂52家供应商的零部件新项目阶段交付物的调查,分析目前供应商零部件开发过程的主要问题,并提出改进建议。
关键词:过程质量策划 APQP 阶段评审1 引言汽车行业作为我国国民经济的重要支柱产业,其地位是愈显重要。
但从近几年的数据分析来看,汽车行业正面临着3个变化点:1.1 汽车产品快速迭代为快速适应市场需求,各主机厂不断加快新车型的迭代速度。
目前,各大主机厂抢占市场的方式主要是提高新项目开发效率,压缩开发周期,快速推出迭代的车型。
按照传统的整车开发周期,新车型的研发周期大约需要3.5-5年时间,但目前大部分主机厂研发用时压缩至2-3年左右。
1.2 汽车产业供大于求从2018年开始,我国汽车产业首次销量下滑,全年销量仅为2808万辆,同比下降2.8%;同期汽车制造业的产能利用率不足70%。
从目前经济效益指标来看,市场整体增速趋缓,短期内市场很难恢复到原有增长水平,产能过剩问题将持续加剧。
1.3 汽车产品个性化需求当前,80、90后已成为主流购车群体,对于汽车产品,他们更注重追求个性。
这也给主机厂提出一个新的造车理念——汽车个性化定制,所谓汽车个性化定制,是为了满足消费者的特定需求,根据客户的个性化和偏好,为单个客户生产或提供的产品和服务。
基于以上的现状,当前我国汽车行业面临车型快速迭代、产能过剩及消费者对产品的个性化定制需求,这就要求主机厂在短周期内生产出高质量且多样性的车型。
奇瑞汽车有限公司的供应链业务流程再造

奇瑞汽车有限公司的供应链业务流程再造一、供应链上游企业流程再造奇瑞汽车有限公司对供应链上游企业流程进行在再造,主要表现在质量管理与零件规格包装、原材料运输与组织、零件外包三个方面。
在质量管理与零件规格包装上,原先的流程是从供应商到制造商再到转换产品包装和产品质量管理,最后才是生产线,改造后的流程中转换产品包装和产品质量管理被提到了最前面。
在原材料运输与组织方面,则是在供应商和制造企业之间增加了地区承运商。
在零件外包方面,将零部件外包加工厂进一步进行整合协调,使得完成标准化、通用化的零部件及模块的生产。
其各部分流程如下图所示:图1 奇瑞汽车有限公司供应链上游企业质量管理与零件规格包装现状图2 奇瑞汽车有限公司供应链上游企业质量管理与零件规格包装再造后图3 奇瑞汽车有限公司供应链上游企业原材料运输与组织现状图4 奇瑞汽车有限公司供应链上游企业原材料运输与组织改造后图5 奇瑞汽车有限公司供应链上游企业零件外包现状图6 奇瑞汽车有限公司供应链上游企业零件外包改造后二、供应链主机厂部分流程再造设计奇瑞汽车有限公司的企业内部物流原本是属于企业自己运营管理的,但是为了降低自身运营成本,加强对制造企业内部物流的管理,该企业在审慎的选择后,将该企业内部物流过程外包给第三方,但是保留管理第三方权限,以及出入库记录权限和厂家零件结算权限。
奇瑞公司认为,流程改造后同时应将管理重点转向整个供应商的协同管理上。
具体举措是:(1)对外要建立同供应商间的协同平台。
及时准确地了解供应商的相关信息,并控制计划的状态和计划的可执行性,同步掌控物流状态;(2)对内有必要对需求计划进行精细管理,要建立一套柔性的计划管理模式,对日常生产计划实施区间管理,建立生产计划的合理波动空间,同时让供应商接受该理念,以便及时捕捉市场机会;(3)积极推动基于需求的准时化供货系统建设,完善电子看板系统和信号灯要货系统,及时响应生产线生产。
奇瑞汽车有限公司供应链内部物流过程改造前后流程图如下所示:图1 奇瑞汽车有限公司供应链内部物流过程改造前图2奇瑞汽车有限公司供应链内部物流改造后三、供应链下游企业流程再造设计奇瑞汽车有限公司在对供应链下游企业流程再造设计中,在不同区域加设了一些仓库,方便了不同区域的供货,缩短了运输时间减少了运输的成本。
各大主机厂审核要求-PPT
证明制造过程能力
—分供方质量体系管理
—进料质量控制 —控制计划/作业指导书 —过程变异监控 —量具的校准和使用 —零件标识,不合格的零件,包装和发货 —测量、工程规范 —预防性维护/仓库 —制造过程流程,精益生产 —问题解决,纠正措施
各大主机厂审核要求
标致雪铁龙
标致雪铁龙使用的审核标准是QIP(V2.0), PSA将QIP的定位很广泛,原话叫万能工具(Versatile tools), 可用于所有生产现场/生产过程的审核,覆盖质量、物流、效率等整个生产领域。
各大主机厂审核要求
• QSB+体系审核:
主要审核过程的总体可靠性即生产体系要求全部满足并且有效运行,以达 到促进持续改进的目的。并且要求审核时长不超过2天。
各大主机厂审核要求
• NSA:新供应商审核
主要审核新供应商的生产成熟度,在项目开始阶段,在供应商生产现场评 价其生产投放体系的有效性。
各大主机厂审核要求
—文档管理:图纸、流程图、FMEA、控制计划 —工艺:APQP、零件认可、加工能力、重新生产 —产品质量/产能:自检、综合测试、可匹配状态、日产能 —质量的执行:来料控制、生产批准、工艺控制和测试、出厂质量、供应商管理、控制记录、
检验工具、返工、不合格品管理
—物流:可追溯、FIFO、包装、工序周转
各大主机厂审核要求
03
生产过程
04
客户管理
05
各大主机厂审核要求
• 审核具体内容:
各大主机厂审核要求
• 审核具体内容:
各大主机厂审核要求
• 审核具体内容:
各大主机厂审核要求
• 审核具体内容:
各大主机厂审核要求
• 审核具体内容:
• 乌龟图包含了“人机料法环测” 的思路,是生产过程审核的关键。
汽车制造工程的核心技术及四大工艺流程开发体系-
6
同步工程(SE/CE)
• 同步工程:Simultaneous Engineering /Concurrent Engineering
– 同步工程是对产品开发及其相关性过程(包括制造过程和支持过程)进行并行, 一体化设计的一种系统化的工作模式,这种工作模式力图使设计人员从一开始 考虑到产品全生命周期(从概念形成到产品报废)中的所有因素。它把目前大 多按阶段进行的跨部门(包括供应商和协作单位)的工作尽可能进行同步作业. – 同步工程的核心是对在时序上串行的流程,借助某种手段使之并行开发! 虚拟 样车,虚拟制造是同步开发的必要手段! – – – – – – – –
焊装节拍分析报告
焊装线规划
产能分析 工时节拍分析 制造资源分析
焊装车间物流方案
焊装线规划方案:生产 纲领及生产工艺过程/生 产线型式及设备选用/焊 接夹具及检具开发/生产 场地及面积/质量控制策 略 技改方案及投资预算 项目实施的人员配置培 训规划 结构性能分析报告
标杆三维数模 白车身技术要求
工程开发与产品验证
涂装工艺 虚拟验证 工艺开 发输出
涂装工艺方案: 产能目标 涂装线规划/技 改方案及投资预算 涂装工艺流程图 涂装平面布置图
产品概念报告
工艺流程设计
制造成本分析
涂装质 量标准
工艺设计标准 标杆三维数模
0
产能分析
制造资源分析
涂装质量目标及 质量控制策略 涂装质量目标 涂装车间工装设 备清单
前处理、电泳工 艺要求
涂装打胶图 PVC喷涂区域图
涂装工具设 计
喷漆部位设计图
涂装车间材料消 耗清单 涂装新材料开发 报告
喷漆部位、厚度设计
17
涂装工艺开发的主要内容
代表性主机厂CSR举例2018

VDA(德系-大众,戴姆勒,宝马)发布: ‧ 现场失效分析审核标准 ‧ 现场失效分析
IATF(通用,福特等美系)发布: ‧ IATF 16949审核员指南
VDA(德系)发布: ‧ VDA6.3过程审核
AIAG发布:‧ VD‧ ACQ6I.-514产汽品车审担保核管理指南 ‧ CQI-20 有效问题解决方法
8
June.24-2010
关于5大工具-其他
德系,美系无明显要求差异
日系对流程图,QC工程表要求跟欧美系有显著差异
June.24-2010
LM150X06 TOP CASE QC工程图
Model:LM150X06
NO. 工程名
Flow chart
6 2次洗涤
PART NO.:3110T-0016A
3.产品摆放是否工整, 台车是否清洁
管理基准
TIME:45~55SEC 一组T:55~60℃ 二组T:55~60℃ 三组T:85~90℃ 四组T:85~90℃ (以上为显示数据)
TCE周期:4天 工程检查基准
REV.NO:2
REV.DATE: 2004.08.17
抽检
重点管理项目(品质部)
管理项目
管理基准
工程检查基准
记录方法
产品现品表
相关资料
作业指导书 操作说明书
特性Characteristic
方法Methods
零件过程编号 process code
过程名称/操作描述 机器、工装、夹具jig、
Process Name/ 装置Machine, Device,
Operation
五大工具最详细资料-汽车主机厂-PCPA审核准备资料+计划

PCPA
详细项目
供应商准备资料
SQE/关联部署
2 – TOOLING / EQUIPMENT 工装/设备
2A – Die status (quality, capacity and timing) 模具状态(质量,产能 和日程)
2B – Equipment status 设备状态
Tooling(模型)开发计划
6C – Process Controls and Tests 过程控制及测试
6D – Outgoing Quality 产品质量
变更管理台帐 不良品处理规定 预防纠正措施管理 应急管理
初期流动管理规定(标准)
6E – SQE Audit SQE评 审
SQE/关联部署
备注
PCPA 事前准备资料
➢ 配件特别特性确认(设计确认) ➢ 事前确定工程流程图
☞ 不同供应 商/配件对策 结果
1E – IMDS (Mgt. of use limitation for dangerous or forbidden substances) 危险或违禁物品使用限 制的管理
PCPA 事前准备资料
审核员-A/B
5D – One Day Production一日生产
实验系统 组合性 生产能力分析报告 量产Control plan
SQE/关联部署 ➢ 可靠性实验项目及规格 ➢ 完成车实验评价问题点 ➢ 组合性test结果
备注
5E – Strengthened PreLaunch Control Plan投 放前的加强控制计划
日程
❖ 介绍公司现状及人员
❖ 确认审核时间 ❖ 说明审核目的 ❖ 文件审核(标准类及所需提交PPAP文件)
❖ 午餐 ❖ 现场审核
各大主机厂供应商审核要求一览行业必备宝典
在汽车行业的朋友,相信你一定听说过“审核”,今天莱茵公司刚审核好,明天大众的审核员又要过来了,福特的Q1审核近期又要开始准备了!这些“审核”搞晕你了吗?汽车上的零部件太多了,一辆汽车上有上万个零件,除了动力总成和少部分零件外,绝大部分的零件都是由供应商来制造甚至是设计的。
要知道,除了极少数的零件,主机厂是没有入库检验的,想想如果这么多零件都要检验的话,这会是一个多么壮观的场景。
很多人可能在想,那主机厂是如何保证这么多零件的质量的呢?主机厂的思路不再局限在零件质量上了,过程和体系质量也成为其关注的一部分。
如何去理解零件、过程和体系的关系?我们以快餐品牌KFC(肯德基)举个例子。
KFC这么多家门店,我们去吃的时候,味道、感受是一样的,因为:他们的人员接受的培训是一样的;所使用的设备(锅)品牌型号是一致的;原材料(鸡、土豆)是统一配送的;奶油挤多少,油几度,炸几分钟这些方法都是标准化的;整个店面、厨房环境也是统一装潢的;如果说味道、感受是零件(产品)质量。
上面提到的人、机、料、法、环就是过程质量。
过程质量是如何保证的呢?靠体系质量,经常我们会调换个顺序,就是质量体系。
质量体系有这么牛?竟然保证了过程,而过程又保证了产品。
作为爷爷辈的它到底有哪些呢?早期的时候比较混乱,美国有QS 9000、意大利有AVSQ、法国有EAQF、德国有VDA6.1。
后来将要求统一了,形成ISO/TS 16949(现为IATF 16949),当然,之前的认证大多都还保留着。
比如VDA6.1,现在的大众公司需要过ISO/TS 16949和VDA6.1两个体系的认证。
这些体系的认证多为第三方进行。
什么叫第三方?指两个相互联系的主体之外的某个客体,叫作第三方,比如你给大众供货,你自己叫自己第一方,你叫大众第二方,没有直接供货的机构(比如莱茵认证机构)叫第三方。
第三方的(体系)审核讲完了,下面我们就来看看第二方(各大主机厂)在审核方面的要求。
APQP各个阶段

APQP各个阶段第一篇:APQP各个阶段1.APQP有哪几个阶段?共分为五个阶段:第一阶段:计划和确定项目(立项)第二阶段:产品的设计和开发(样件试制)第三阶段:过程的设计和开发(试生产策划)第四阶段:产品和过程的确认(试生产)第五阶段:反馈评定和纠正措施(量产及持续改进)没有产品设计责任时:第一阶段:计划和确定项目第二阶段:样品试制第三阶段:试生产准备第四阶段:小批量试生产第五阶段:批量生产2.APQP与几大工具的关系以及导入时间.3.APQP与工具4.QPN 阶段顺序图5.QPN相关概念序号缩写英文原文解释OTSOFF TOOL SAMPLE用批量生产的工模器具制造出的样件 2PVSProduktions – Versuchs-Serie批量试生产 3TMATrial Manufacturing Agreement试制协议QSVQualitaes-Sicherungs-Vereinbarung质量保证协议 5BMGBau-Muster-Genehmigung产品工程样件性能检验认可 6 B-Freigabe采购认可D-Freigabe试制/0批量的认可 8P-Freigabe计划认可 9TL技术资料汇编LHLastenHeft要求汇总书记 11Pflichtenheft责任汇总书记MEMarkt-Einfuehrung市场导入MISManagement Informations-System管理信息系统 14Nullserie零批量QPNQualifizierungs-Programm Neuteile新零件质量提高计划 16SOPStart-Of-Production批量生产启动Standard Operating Procedure标准操作程序 17QSR质量体系要求APQPAdavanced part quality plan高级产品质量计划 19PPAPproduct part approval procedure生产件批准程序 20QSA质量体系评审MSAmeasurement system analysis测量系统分析 22FMEA失效模式及结果分析 23SPC统计过程控制第二篇:APQP各阶段清单APQP各阶段清单第一阶段:计划和确定项目序号表单责任部门市场调查分析表业务计划/营销策略产品/过程基准数据顾客要求可行性报告、风险评估报价单合同评审新产品开发申请表多方论证小组成员和职责表新产品开发进度计划表设计任务书产品质量保证计划设计目标确定产品可靠性和质量目标初始材料清单(产品明细表)初始过程流程图设备、工装、量具、试验装置初始清单产品和过程特殊特性初始清单产品保证计划阶段总结第二阶段:产品设计和开发序号表单责任部门DFMEA设计FMEA检查表产品可制造性和装配设计设计验证设计评审样件控制计划样件控制计划检查表工程图样工程规范材料规范图样和规范的更改新设备、工装和设施要求新设备、工装和设施采购产品和过程特殊特性清单量具和试验设备要求量具和试验设备采购生产率过程能力、成本指标新设备、工装和试验设备检查表小组可行性承诺和管理者支持第三阶段:过程设计和开发序号表单责任部门包装标准产品/过程质量体系检查表过程流程图过程流程图检查表车间平面布置图车间平面布置检查表特性矩阵图过程FMEA过程FMEA检查表试生产控制计划控制计划检查表作业指导书接收准则可追溯性预期设计质量、可靠性、可测量性数据测量系统分析计划(MSA)初始过程能力研究计划样件制造与测试包装规范阶段总结和管理者支持第四阶段:产品和过程确认序号表单责任部门试生产测量系统分析评价初始过程能力研究生产件批准生产确认试验试验报告包装评价生产控制计划生产控制计划检查表过程审核质量策划认定和管理者支持第五阶段:反馈、评定和纠正措施序号表单责任部门生产计划减少变差(X-R控制图)质量成本分析报告顾客满意度调查表顾客信息反馈更改或更新P、DFMEA和控制计划编制产品审核计划和性能检测计划项目经验教训总结第三篇:APQP的五个阶段APQP的五个阶段第一阶段:计划和确定项目第二阶段:产品设计和开发第三阶段:样件试制及过程设计开发第四阶段:产品和过程确认第五阶段:反馈评定和纠正措施(量产)没有产品设计责任时:第一阶段:计划和确定项目第二阶段:样品试制第三阶段:试生产准备第四阶段:小批量试生产第五阶段:批量生产APQP是五大手册之一,共分为五个阶段:第一阶段:计划和确定项目(立项)第二阶段:产品的设计和开发(样件试制)第三阶段:过程的设计和开发(试生产策划)第四阶段:产品和过程的确认(试生产)第五阶段:反馈评定和纠正措施(量产及持续改进)五大工具中APQP为产品质量先期策划,在策划的不同阶段,先后会用到其他几种参考手册介绍的方法.换句话说:“APQP是个筐,其他工具筐里装”.第四篇:APQP五大阶段APQP五大阶段,SQE需要做什么?问题背景:我司是发动机主机厂,在开发一款新发动机,我司实施APQP,某供方在为我司供活塞,也在实施活塞新项目APQP 问题:一、我司APQP五大阶段,各阶段主机厂SQE需要做什么?二、供方APQP五大阶段,各阶段主机厂SQE又需要做什么?该问题时国内某知名主机厂和外资某前三甲一级供方的面试题目,比较典型,请各位按照APQP五大阶段分阶段回答,感激不尽,共勉!附:APQP五阶段如下:第一阶段:计划和项目确定第二阶段:产品设计和开发第三阶段:过程设计和开发第四阶段:产品和过程确认第五阶段:反馈,评定和纠正措施回答在前面补充一下,很多朋友提到SQE除了PPAP,其他就是简单参与参与,但是我多年的经验告诉我,光是打酱油是不行滴,参与时SQE更要擦亮自己的双眼,紧盯团队是否能有质量的输出一些东西给供应商。
某主机厂新车型开发流程图
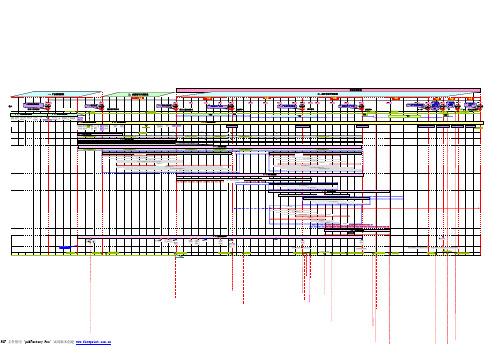
标定数据发布
电喷系统原理图、B阶段零件图纸发 具备设备安装条件 公用及动力安装完毕 件
台架标定数据发放 全序取样 模、夹、检具到货安装完毕
整车标定数据、相关诊断文件发放
性能验收报告、可靠性路上报告、最终标定数据、 SF及上市签发
过程规划启动
过程目标确定
过程开发项目启
选定工装供应商
厂房/公用设计认可
手工取样
试生产开
2个月 29月
P7:零件和 材料订货 认可(D认 可)
1个月 31月
P8:批量生 产启动 (SOP)
3个月 32月
P9:市场导入 (ME)
SOP车
P0:新项目研究启动
-X月
2月
4月
35月
输入 新项目研究指令
新项目建议书
P3:规划认可(P认可)
P4:产品设计验证完成
新项目开发指令
评审 油泥模型冻结
工装设计认可
自制件OTS认可
试生产开
O批量开始
EPF生产计划下发完
PDF 文件使用 "pdfFactory Pro" 试用版本创建
(6)、型式认证流程 型式认证 (7)、数据发放流程
第一版VTS、 初始Part List D阶段图纸 第二版VTS 技术性能描述 书、基本尺寸 M0发放 概念数 据发放 典型断 面发放 内外饰 铣削模 型冻结 M1发放 工艺数 模焊点 图发放 M2发放 结构数据发 放(工程图 纸等) M3发放 验证数 据发放 确认数 据发放
参数设定、参数验证、参数确认和容差确认
M3 第六次总布置 M3
(2)、概念设计流程
造型
(3)、工程设计流程
第一次系统设计 第二次系统设计 第一轮结构设计 第一轮总成设计 底盘总成设计 电子、电器总成设计 白车身总成设计 内饰/外饰/电器设计 内、外饰相关总成设计 零部件设计 底盘零部件设计 车身/外饰/电器零部件设计 内饰/电器零部件设计 底盘零部件设计 车身/外饰/电器零部件设计 内饰/电器零部件设计 总成设计 底盘设计 车身/外饰/电器设计 内饰/电器设计 零部件设计 第三次系统设计 第四次系统设计 第五次系统设计 第六次系统设计 第二轮结构设计
ISO9001-2019质量手册(过程流程图)

质量管理体系(依据ISO9001:2015)文件编号:QM-01版本:A/0编制审核:批准:分发号:持有部门:控制状态:发布日期:2016年5月10日实施日期:2016年5月15日0 目录1 范围2 规范性引用文件3 术语和定义4 组织的背景4.1 理解组织及其背景4.2 理解相关方的需求和期望4.3 质量管理体系范围的确定4.4 质量管理体系5 领导作用5.1 领导作用和承诺5.2 质量方针5.3 组织的作用、职责和权限6 策划6.1 风险和机遇的应对措施6.2 质量目标及其实施的策划6.3 变更的策划7 支持7.1 资源7.2 能力7.3 意识7.4 沟通7.5 形成文件的信息8 运行8.1 运行的策划和控制8.2 市场需求的确定和顾客沟通8.3 运行策划过程8.4 外部供应产品和服务的控制8.5 产品和服务开发8.6 产品生产和服务提供8.7 产品和服务放行8.8 不合格产品和服务9 绩效评价9.1 监视、测量、分析和评价9.2 内部审核9.3 管理评审10 持续改进10.1 不符合和纠正措施10.2 改进1范围企业依据ISO9001:2015标准要求建立并保持质量管理体系,制定质量方针和目标,运用过程方法及各过程的输入、输出、管理职责、工作要求、绩效考核,并使其文件化。
通过对质量管理体系全过程的管理,遵守法律法规和其他相关要求,以证实本公司具有不断提高顾客满意度和持续改进质量管理体系及产品质量水平的能力。
2 规范性引用文件ISO9000:2015 质量管理体系基础和术语3 术语和定义本标准采用ISO9000:2015 中所确立的术语和定义。
4 组织的背景环境4.1 理解组织及其背景环境理解组织及其背景环境—过程分析乌龟图企业外部宗旨:为汽车相关顾客提供优质低廉的塑件、高精耐用的模具;企业内部宗旨:为员工提供家庭一样的安稳舒适的工作条件;企业战略方向:丰富自我,发展企业,贡献社会。
公司简介公司位于广东省XX市,公司所在地本公司始建于2006年,现已发展为集研发、制造、销售于一体的民营股份制企业。
PPAP培训资料-完整版

ppap审核技巧和经验分享
总结词
掌握审核技巧有助于发现PPAP文件中存在的问题并改进,提 高工作效率和产品质量。
详细描述
审核技巧包括明确审核目的、制定审核计划、合理分配时间 和资源、遵循审核标准、关注细节等方面。审核人员需要具 备专业知识和实践经验,能够识别和判断PPAP文件中存在的 问题,提出改进意见和建议。
ppap流程和审核要点
PPAP流程
PPAP流程包括准备PPAP文件、提交PPAP文件、审核PPAP文件、批准PPAP 文件、发布PPAP文件等步骤。
P点关注文件的完整性、规范性、准确性、可追溯性等 方面,确保文件符合客户和供应商的要求。
03
ppap关键要素
产品质量先期策划
05
ppap应用案例
ppap应用流程及实例分析
了解PPAP应用的具体流程和实例分析
PPAP应用流程包括8个步骤:明确项目目标、制定实施计划、资源准备、现场实 施、监控与评估、持续改进、定期汇报和总结经验教训。针对每个步骤,提供具 体实例分析,例如明确项目目标时需要考虑关键绩效指标等。
ppap在生产中的应用和效果
优点总结
缺点总结
PPAP(Production Part Approval Process)是一种有效的生产件批准 流程,它确保了生产过程中的产品质 量和可追溯性。通过PPAP流程,供 应商可以在生产过程中对产品进行持 续改进和质量保证,同时客户可以确 保供应商提供的产品符合其要求和规 格。
PPAP流程也存在一些缺点。首先, 流程的执行需要大量的时间和资源, 这可能导致供应商和客户之间的成本 增加。其次,PPAP流程的某些要求 可能过于繁琐,给供应商带来不必要 的麻烦。此外,PPAP流程仅关注生 产过程,而忽略了产品设计、开发和 供应商管理等环节,这可能导致流程 的局限性。
APQP完整例范本

AAAAA-02-213新产品项目 APQP 开发计划文案大全文案大全新产品项目 APQP 开发计划(续上页)文案大全新产品项目 APQP 开发计划(续上页)新产品项目 APQP 开发计划(续上页)文案大全新产品项目 APQP 开发计划(续上页)文案大全文案大全标准文档AAAAA-02-230新产品开发可行性报告产品名称:球头拉杆/接头总成规格/型号:C90-XXXXX-1 C91-XXXXX-01日期:2000.12.2标准文档附录AQ/SS07-01-201顾客产品控制表顾客名称:DEF公司转向装置有限公司 NO:制表/日期:审核/日期:文案大全附录A AAAAA3-01-201/SS02-02-203新产品项目开发申请单注:此表作为联络单用时,不需经管理者签名。
AAAAA-02-216APQP小组成员及职责表制定部门:产品发展科制定日期:2000 年 12月 14日附录3 AAAAA3-01-203审核:制表:AAAAA-02-222新产品开发设计目标AAAAA-02-223产品初始材料四单AAAAA-02-223产品初始材料四单制定部门:产品发展科制定日期: 2000 年12月 25 日AAAAA-02-223产品初始材料四单AAAAA-06-202 产品过程流程图制定部门:制造技术科AAAAA-02-224产品和过程特殊特性制定部门:产品发展科、制造技术科制定日期: 2000年12月28日AAAAA-02-224产品和过程特殊特性制定部门:产品发展科、制造技术科制定日期: 2000年12月28日AAAAA-02-224产品和过程特殊特性制定部门:产品发展科、制造技术科制定日期:2000年12月28日附件14 AAAAA3-01-209附件14 AAAAA3-01-209AAAAA3-02-201绍兴AAAAAA汽车配件有限公司产品成本报价表制表日期:年月日AAAAA-02-225 产品保证计划第1页,共2页AAAAA-02-225产品保证计划(续上页)制定部门产品发展科、生产技术科、品质保证科制定日期: 01年1 月AAAAA-02-226管理者支持AAAAA-04-203失效模式及后果分析(FMEA)框图/极限条件产品名称:球头拉杆总成产品图号:AAXXX-3003015系统名称:转向系统车型年: AAXXX-3003015FMEA识别号:AAXXX-3003015-A-001工作环境极限条件温度:-40℃~80℃耐腐蚀性:144小时震动:适用冲击:250J外部材料:灰尘湿度:0~100%RH可燃性:(靠近热源的部件是么?)发动机其它:字母=零件 =附着的/相连的 =界面,不相连□=不属于此FMEA 数字=连接方法AAXXX球头拉杆总成关系图:核准审查制表失效模式及后果分析(FMEA)框图/极限条件产品名称:接头总成产品图号:AAXXX-3003010 系统名称:转向系统车型年: AAXXX-3003010FMEA识别号:AAXXX-3003010-A-001工作环境极限条件温度:-40℃~80℃耐腐蚀性:144小时震动:适用冲击:250J外部材料:灰尘湿度:0~100%RH可燃性:(靠近热源的部件是么?)发动机其它:字母=零件 =附着的/相连的 =界面,不相连□=不属于此FMEA 数字=连接方法AAXXX接头总成关系图:核准审查制表附录A AAAAA-04-201 潜在失效模式及后果分析(设计FMEA)底盘系统 FMEA编号 AAXXX-3003014-A-001 转向子系统页码:第 6 页共 8 页转向总成零部件:球头拉杆设计责任:产品发展科编制人:车型年/车辆类型轿车关键日期:2001.7.7 FMEA日期(编制)2001.1.16 (修订)主要参加人:朱一沈二祁三最新有效版期:2000.10.26文案大全附录A AAAAA-04-201 潜在失效模式及后果分析(设计FMEA)底盘系统 FMEA编号AAXXX-3003014-A-001 转向子系统页码:第 7 页共 8 页转向总成零部件:球头拉杆设计责任:产品发展科编制人:车型年/车辆类型轿车关键日期:2001.7.7 FMEA日期(编制)2001.1.16 (修订)文案大全附录A AAAAA-04-201 潜在失效模式及后果分析(设计FMEA)底盘系统 FMEA编号 AAXXX-3003014-A-001 转向子系统页码:第 8 页共 8 页转向总成零部件:球头拉杆设计责任:产品发展科编制人:朱涛车型年/车辆类型轿车关键日期:2001.7.7 FMEA日期(编制)2001.1.16 (修订)主要参加人:朱一沈二祁三最新有效版期:2000.10.26文案大全文案大全附录B AAAAA-04-202设计FMEA流程/风险评定表产品名称:球头拉杆总成型号图号:AAXXX-3003015 共 8 页第 1 页AAAAA-02-207设计 FMEA 检查表编制部门:产品发展科编制日期:2001.10.10AAAAA-02-227AAAAA-02-227AAAAA-02-227附件35 AAAAA-02-229AAXXX球头拉杆/接头总成性能标准制定日期 2001年2月2标准文档AAAAA-02-215AAXXX球头拉杆/接头总成试验进度计划表。
APQP培训资料完整版

01
理
APQP定义及发展历程
APQP定义
APQP(Advanced Product Quality Planning)即先期产品质量策划,是一种结构化的方法,用来确定和制定 确保某产品使顾客满意所需的步骤。
发展历程
APQP起源于20世纪80年代,由美国三大汽车公司(通用、福特、克莱斯勒)共同开发,旨在确保零部件供应商 在产品开发过程中能够满足主机厂的质量要求。随着汽车工业的发展,APQP逐渐被其他行业采纳并应用。
时完成。
制定项目资源计划
根据项目需求,制定项目所需资源 计划,包括人力、物力、财力等方 面的安排,确保项目的顺利进行。
制定风险管理计划
识别项目潜在的风险和障碍,制定 相应的应对措施和风险管理计划, 降低项目的风险。
产品设计与开发阶
03
段
设计输入评审与确认
01
02
03
设计输入内容
明确产品设计要求,包括 功能、性能、可靠性、安 全性等方面的指标。
问题反馈、改进及跟踪
问题反馈
01
在试制和试验过程中发现的问题,应及时反馈给相关部门和人
员,以便及时采取措施进行改进。
问题改进
02
针对反馈的问题,制定改进措施并进行实施,包括修改设计方
案、改进生产工艺、提高产品质量等。
问题跟踪
03
对改进措施的实施效果进行跟踪和评估,确保问题得到有效解
决,并防止类似问题的再次发生。
设计输入评审
组织专家团队对设计输入 进行评审,确保设计要求 的合理性、完整性和准确 性。
设计确认
通过与客户、供应商等相 关方的沟通和确认,确保 设计输入符合各方需求和 期望。
设计输出验证与评审
TS16949-PPAP-培训资料

范性。
03
对PPAP文件进行审核和批准
在提交之前,需要对PPAP文件进行审核和批准,以确保文件符合客
户要求和国家法律法规。
TS16949-PPAP 集成文件化要求
建立TS16949和PPAP的集成文件体系
将TS16949和PPAP的文件化要求进行整合,建立一个集成文件体系,以确保文件之间的 协调性和一致性。
TS16949-PPAP 要求对制造过程中使用的测量系统进行分析 ,包括测量设备的选择、校准和维护等,以确保产品的一致 性和可追溯性。
初始过程能力研究
对制造过程的初始能力进行研究和评估,以确保其满足生 产要求。
在 TS16949-PPAP 中,需要对制造过程的初始能力进行 研究和评估,包括生产能力、效率、质量等方面的评估, 以确保产品制造的稳定性和可靠性。
01
TS16949 概述
TS16949 定义
TS16949(Technical Specification 16949)是国际汽车行业的技术规范,旨在 协调全球汽车供应链中的不同组织、不同国家和地区的所有过程和程序,以实现 产品质量和持续改进的标准化。
TS16949最初由国际汽车制造商协会(IAM)在1999年发布,现在由国际标准化 组织(ISO)维护和发布,因此也称为ISO/TS 16949。
TS16949-PPAP适用于 汽车整车及零部件制造 行业,包括供应商、生 产厂商和物流企业等。
PPAP文件包括产品图纸 、设计文件、过程流程 图、控制计划、尺寸报 告、材料证明、检测报 告等。
PPAP审核流程包括文件 审核、现场审核和反馈 审核等环节,审核周期 一般需要2~3天。
PPAP审核中常见的问题 包括文件不完整、文件 不规范、流程不合理、 设备不达标、人员素质 不高等问题。
质量管理体汽车过程流程图
6.资源管理8。
测量、分析和改进
内部
顾客满意度审核
纠预
正防
能力意过程监视和数据措措
识和测量分析施施
不合
基础设施工作环境产品监视和格品
控制
7.产品实现
顾客有关的过程
输设计和开发
入
产品和服务和提供
标识和可顾客财产防护确认顾客特殊
追溯性要求
制造过程设采购监视和测量
计和开发装置
图例:质量活动能力资源包括文件和信息
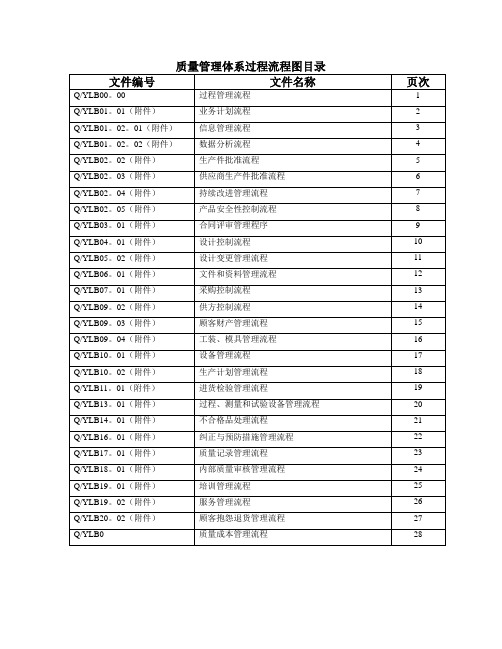
生产件批准程序
设计控制流程
采购控制流程
设备管理流程
生产计划管理流程
进货检验管理流程
不合格品处理程序
质量记录管理流程
内部质量审核管理流程
培训管理流程
服务管理流程
顾客报怨退货管理程序。
大众汽车项目国产化主要流程

- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
汽车整车生产流程
一辆车是如何被造出来的,相信很多朋友都不太了解。
通过本文希望让大家对车辆的制造过程有所了解,借以普及汽车知识。
(特别是公司的同志们~~~~电动车也是车呀。
这是必须的常识)
第一道:冲压工艺
目标:生产出各种车身冲压零部件
下面是整齐码放的一卷卷的汽车专用钢板,厚度在 1.0mm 至 1.2mm 不等。
这一卷卷的钢板,接下来就将会发生神奇的变化。
首先要把整卷钢板裁剪成大小不等的几块后,分类整理,以便有各自不同的用处。
大小不等的钢材,要经过一道切边工序。
然后分配到各个冲压机上,进行下一步工序。
平整的钢材经过冲压机重新塑造,被压制成车身上的各种冲压部件。
压制好的前翼子板,整齐放在成品区待用。
压制成型的车辆侧车身
至此,一批批的汽车钢板就变成了形状结构复杂的车身零部件。
接下来他们就被送到了焊接车间,进入了下一道工序。
第二道:焊接工艺
目标:将各种车身冲压部件焊接成完成的车身
在焊接车间,各种各样的车身零部件在这里结合到了一起,完成这项工作的是另一项关键工艺——焊接。
每一道焊接完成后,工人师傅都要仔细检查焊接情况。
哈弗的车身焊接还大量运用了工业机器人,这大大提高了效率并降低了失误的风险。
车身焊接完成后,还要再进一步检查焊接情况。
在确认了焊接没有问题之后,白车身就将被送入涂装车间进行下一道工序。
第三道:涂装工艺
目标:防止车身锈蚀,使车身具有靓丽外表
组装完成的车身,被吊装到喷漆车间,先进行电泳防锈处理。
电泳防锈处理完毕后,工人们还要清理车身表面,发现是否有缺陷,为下一步即将到来的喷漆做准备。
由于油漆含有大量有毒物质,而且人工喷漆效率低、浪费油漆,因此哈弗喷漆工艺已经由机器人来完成了。
至此车身涂装工艺就结束了,喷涂完毕的车身将被送到总装车间进行最后一道工序。
第四道:总装工艺
目的:将车身、底盘和内饰等各个部分组装到一起,形成一台完整的车
本来运到总装车间的应该是包含发动机变速箱在内的底盘总成。
但是我们有必要了解一下底盘总成是怎么组装的,因此先从哈弗的大梁开始。
在哈弗的大梁上需要安装转向系统和其他不易安装的部件。
这个工序是给车辆安装悬架连杆等部件。
安装后备胎支架
安装后驱动桥壳体
后桥安装好后,再在其上安装螺旋弹簧。
注意,不少同类越野车用的是钢板弹簧。
接下来是安装前双叉臂悬挂
接下来就是安装油箱,哈弗的油箱容积高达80多升
注意,此时的底盘是反置的,必须将其翻转180°后才能进行下一步工作。
因此这道工序是给底盘上安装临时起吊钩。
用吊索固定住底盘
起吊然后翻转
正面放置好后再进行下一步工序安装从底盘上通过的各种气液管路然后再安装前减震器和刹车盘
安装后减震和刹车盘
再下来,发动机和变速箱是作为一个动力总成来整体安装的。
安装传动前后传动轴和排气管
安装好轮胎的底盘,就可以降到地面上了,接下来就是等待车壳的吊装。
底盘段暂时告一段落,国内生产的越野车,基本上都是非承载式车身。
也就是说,车身不承载全车的受力,因此这些越野车都带有底盘。
有了坚固的底盘,才可以更好的进行越野活动。
而在底盘段组装的同时,车身和内饰件也在紧锣密鼓地组装当中……
从喷漆车间中,利用传送链条,将喷好漆的车壳吊装到总装车间的内饰工段,进行内饰的安装。
安装门内密封条等内饰件
安装后门锁扣等以及B、C柱的内装饰。
安装发动机舱隔音防火墙
安装整车控制电路,在底板上预埋线束,安装仪表台总成等
安装全车底板隔音、门板和安全带等
将内饰流水线上安装好的车身,吊装到底盘工段,然后进行组合,进行下一道的工序。
在地沟中把车辆的底盘和车身结合牢固
接下来安装仪表台上的一些电控设备、手刹和6碟CD等
安装后排座椅
安装方向盘和其他内饰件
安装前门内芯板等
安装前排扶手箱
安装前排座椅,这个步骤要放到后面,这样才有利于前排工作时空间的利用
这样一来,内饰部分基本上就完工了。
现在的哈弗已经是一台完整的车了,但它并不能现在就走上运输的板车,还有一些工序等着它。
第五道:检测
目标:发现生产装配过程中潜在的质量问题,尽最大可能拒绝不合格产品出厂
哈弗已经基本上是一台完整的车了,但是工人师傅们还要保证它不能带病出厂。
因此要打开发动机仓,把里面的部件检查一遍
然后加注防冻液、助力油、玻璃水和润滑油等必需液体。