整体壁板成形评述
民机机身整体壁板损伤容限分析及试验验证

民机机身整体壁板损伤容限分析及试验验证“民机机身整体壁板损伤容限分析及试验验证”,是在民用飞机研制、制造过程中最关键也是最重要的一步,因为它决定着飞机的结构强度、刚度和耐久性。
一般情况下,民机机身整体壁板损伤容限分析及试验验证,包括多种工艺方法,如机身壁板成形工艺、焊接工艺、热处理工艺、环境性能试验等。
1、机身壁板成形工艺:利用机身壁板成形工艺,根据机身壁板的设计要求,将机身材料以机身壁板的形式加工出来。
为了保证机身壁板的精密度和一致性,需要采用特殊的成形工艺,如挤压成形工艺、冷弯成形工艺、热弯成形工艺等。
2、焊接工艺:焊接工艺是用于连接机身壁板的主要工艺,其目的是将不同部件之间的衔接处焊接起来,以形成一个完整的机身壁板结构。
在焊接工艺中,需要使用合适的焊接方法和焊接材料,以保证机身壁板的连接强度。
3、热处理工艺:热处理工艺是用于改善机身壁板力学性能的主要工艺。
热处理工艺可以使机身壁板具有较高的强度和韧性,从而提高机身壁板的抗损伤能力。
4、环境性能试验:环境性能试验是用于证明机身壁板的耐久性和可靠性的主要试验手段。
可以通过对机身壁板进行温度、湿度、振动、冲击等环境性能试验,检测机身壁板的耐久性和可靠性。
最后,为了证明机身壁板的力学性能和耐久性,可以采用拉伸试验、弯曲试验、冲击试验等方式,来验证机身壁板的损伤容限。
总之,“民机机身整体壁板损伤容限分析及试验验证”是一个复杂的工作,需要综合运用多种工艺方法和试验手段,以保证机身壁板的质量及机身的整体力学性能和耐久性。
民机机身整体壁板损伤容限分析及试验验证,是飞机研制和制造过程中不可或缺的一步,其结果直接关系到飞机的安全性能。
所以,必须严格遵循国家规定的制造质量管理标准,以确保机身壁板的质量。
整体壁板的优缺点

(2)疲劳寿命长,如现代某民航飞机要求其结构设计寿命达9万小时,其必不可少的条件之一就是采用整体结构。
(3)外形准确、表面光ห้องสมุดไป่ตู้。
(4)可简化油箱密封,增加载油空间。
从工艺方面来看,整体壁板的优势有:
(1)简化了互换性问题,减轻装配工作量。
(2)大大减少板材、型材的种类以及型材成形的工作量。
(3)可减少工件夹具与型架数量,缩短生产周期。
但整体壁板也存在一些缺点:
(1)需要切除大量金属,材料浪费严重,需要配备大型专用高效数控机床。
(2)除采用热碾平板作毛坯的方案以外,其它形式的毛坯供应一般比较困难,加工毛坯用的工艺装备制造周期长、费用高。
采用整体壁板首先能大量减少零件数量、减轻飞机重量。美国通过整体机身结构计划( Integral Airframe Structures,IAS) 以一段B747 机身壁板为对象,对机身整体带筋壁板和铆接壁板进行了对比,结果发现采用整体带筋壁板后,零件数量从129个减少到7个,成本降低25 %。
其次,整体壁板在结构设计方面也具有优势:
(3)从破损安全的观点看,产生裂纹后扩展较快。
整体壁板成形评述
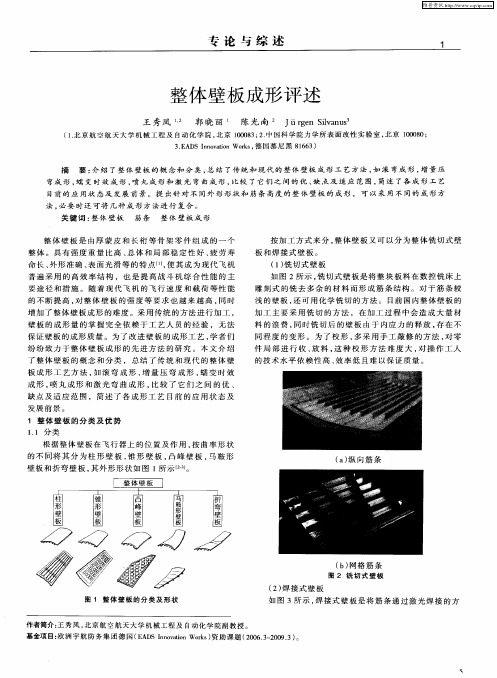
图 4 滚 弯 成 形 原 理 图
造 中。但是 在 焊接 过 程 中 , 由于局 部 受热 使 壁板 内 部产 生 非 均 匀 的 热 应力 ,导 致 加工 完 成 后 的 壁 板常 带 有 一定 的 初 始 变形 及 内 部残 余 应力 , 利 于后 期 整 体 壁 板 的成 形 。 不 12 整 体 壁 板 的优 点 . 与传统 装配式 壁板相 比, 整体 壁板 主要有 以下优 点_: 2 _ ( )可 以灵活 选 择几 何 构 型 ,实现 复 杂 的空 间 曲面 , 1 以 满足 飞行 器光 滑 过 渡 的 气 动外 表 面的 需 求或 空 间飞 行 防护 的要 求 ; ( 可 以减重 1 %~ 0 减 重效 果 明显 ; 2) 0 3 %, ( 扩 大 自动 化 设 备 的使 用 规 模 , 而 大 大 减 少 手 工 3) 从
维普资讯
2
现 制 技 装 代 造 术与 备
2 8 期总 8期 0 第3 第1 0 4
法 焊接 到 腹 板 上 形成 整 体 壁 板 的 一种 方 法 。 焊接 式 壁 板
多 点 柔性 组 合 ,则 可 以 大大 扩 大 增 量 压 弯成 形 的适 用 范
保 证壁 板 的成 形 质量 。为 了改 进 壁 板 的成 形工 艺 , 者们 学 纷 纷 致力 于整 体 壁 板成 形 的先 进 方 法 的 研 究 。本 文介 绍 了 整体 壁 板 的概 念 和分 类 ,总 结 了传 统 和 现 代 的 整体 壁 板 成 形工 艺方 法 , 滚 弯 成 形 , 量 压 弯 成 形 , 变 时效 如 增 蠕 成 形 , 丸 成 形 和 激 光 弯 曲成 形 , 喷 比较 了 它们 之 间 的 优 、 缺 点及 适 应 范 围 ,简述 了各 成 形 工 艺 目前 的应 用 状 态 及
整体壁板的制造
利用化学铣切无切削力旳特点,整体 壁板蒙皮可先成形后进行化学铣切。
1.整体壁板旳机械加工
加工整体壁板旳金属切削机床在 早期大多用大型龙门铣床、龙门刨床 以及摇臂铣床等改装而成,它们一般 均采用真空夹具,它旳特点是施压均 匀,装夹以便,没有夹紧伤痕。
目前伴随数控技术日益广泛旳应 用,整体壁板加工中大多采用数控机 床来加工。
其中校平与消除残余应力是影响整体壁 板加工效率和质量旳主要环节。
消除残余内应力最有效旳方法是在厚板 淬火后经过1.5~2.5%变形程度旳拉伸校正, 然后经过自然或人工时效处理再送去加工。
三、整体壁板旳加工
常见旳加工措施有两种: —— 机械加工(NC加工)
机械加工措施一般是先加工而后成形。 (因为先成形后加工较困难)。
机翼壁板喷丸成形工艺流程图
整体壁板旳其他成形措施
整体壁板旳成形,除上面简介旳 几种措施以外,还有用淬火成形,即 用模子成形旳同步淬火之,爆炸成形 措施以及蠕变成形措施。爆炸成形主 要问题是工艺装备费用太大。蠕变成 形问题,据有关资料简介对铝铜合金 不合用,因为会造成晶粒粗化。
无加强筋旳整体壁板又称整体厚 蒙皮。
优点
1. 设计方面
—— 等强度设计,强度/重量比高,刚性好 —— 疲劳寿命长 —— 外形精确,表面光滑 —— 简化油箱旳密封,空间利用率高
2. 工艺方面
• 简化了互换性 • 减轻了装配劳动量 • 提升了装配精度 • 缩短生产准备周期 • 提升劳动生产率
问题
• 加工设备增长 • 毛坯旳制造周期长,费用高
整体壁板工件曲率旳控制
工件被喷击后产生旳曲率大小与两 组因数有关,其一是喷击强度,这里涉 及弹丸旳大小、重量、硬度、弹丸喷击 旳速度以及喷击旳角度;其二是覆盖率, 即凹坑旳总面积与被喷面积之比。变化 这两组原因,就能够控制工件旳曲率。 在生产中,主要控制喷击过程旳空气压 力和工件送进速度。
缝合加筋壁板vari整体成型工艺研究

缝合加筋壁板vari整体成型工艺研究引言缝合加筋壁板vari整体成型工艺是一种现代建筑领域常用的工艺方法。
本文将对这一工艺进行全面、详细、完整且深入地探讨。
什么是缝合加筋壁板vari整体成型工艺缝合加筋壁板vari整体成型工艺是一种通过将多个壁板使用缝合技术和加筋材料进行连接,形成一个整体结构的工艺方法。
该工艺常用在建筑物的外墙和内墙等区域。
为什么选择缝合加筋壁板vari整体成型工艺•提高施工效率:缝合加筋壁板vari整体成型工艺可以通过一次性连接多个壁板,大大提高施工效率。
•提高结构强度:加筋材料的使用能够增加壁板的结构强度,提高建筑安全性。
•增加节能效果:壁板之间的缝合可以减少能量的传导和损失,从而增加建筑的节能效果。
缝合加筋壁板vari整体成型工艺的工艺流程缝合加筋壁板vari整体成型工艺包括以下几个步骤:1. 材料准备•预制厂将整体壁板vari和加筋材料进行制作和加工。
•确保材料的质量和尺寸符合设计要求。
2. 缝合连接•将预制好的整体壁板vari按照设计要求,使用专用的缝合设备进行连接。
•缝合过程需要确保壁板之间的对齐和紧密连接。
3. 加筋处理•在壁板的连接处,使用加筋材料对整体壁板vari进行加固。
•常用的加筋材料包括金属骨架、钢筋等。
4. 调整与矫正•完成缝合和加筋后,对整体壁板进行调整和矫正,确保其平整度和垂直度符合要求。
•同时,进行必要的修补和加固工作。
5. 检验与验收•对成型的缝合加筋壁板vari进行外观和质量检验,确保其满足设计和规范要求。
•完成检验后,进行最终的技术验收。
缝合加筋壁板vari整体成型工艺的优缺点缝合加筋壁板vari整体成型工艺具有以下优点: - 施工效率高:由于壁板的整体成型,减少了施工工序和时间。
- 结构强度高:加筋材料的使用使壁板的结构更加牢固。
- 节能效果好:缝合和加筋处理降低了能量传导和损失。
- 质量控制简单:整体成型的壁板易于管理和质量控制。
大型整体壁板成形技术

第29卷 第3期航 空 学 报Vol 129No 13 2008年 5月ACTA A ERONAU TICA ET ASTRONAU TICA SIN ICA May 2008收稿日期:2007208227;修订日期:2007211212通讯作者:曾元松E 2mail :yszengnantes @ 文章编号:100026893(2008)0320721207大型整体壁板成形技术曾元松,黄遐(北京航空制造工程研究所,北京 100024)Forming T echnologies of Large Integral PanelZeng Yuansong ,Huang Xia(Beijing Aeronautical Manufacturing Technology Research Institute ,Beijing 100024,China )摘 要:大型整体壁板是现代先进民用飞机的重要结构件,大型整体壁板成形技术是整机研制过程中所必须要解决的重大关键技术。
从大型整体壁板的结构特点出发,介绍了整体壁板的结构形式和分类,重点阐述了整体带筋壁板喷丸成形技术和时效成形技术的国外研究应用进展及发展趋势,分析了国内现有整体壁板成形技术的基础和存在问题,特别介绍了国内在ARJ 21新支线飞机研制中所取得的最新进展。
最后针对中国大飞机研制的紧迫需求,提出了尽快开展大飞机机翼和机身整体壁板成形技术研究的建议和对策。
关键词:整体壁板;喷丸成形;蠕变时效成形;大飞机;铝合金中图分类号:T G306 文献标识码:AAbstract :Large integral panels are the main structure parts of the modern advanced civil airplanes.The form 2ing technology of the large integral panels is an important key technology which must be solved during the de 2veloping process of an airplane.Starting from the structure characteristics of the large integral panels ,the structure forms and classification of the integral panels are introduced ,and the oversea research situation and the developing tendency of the shot peen forming and the creep age forming technologies for the panel with in 2tegral stringers are emphatically presented.The research basis and the existing problems of forming technolo 2gies of the integral panels in China are also analyzed.Especially ,the newest achievements obtained during the developing process of ARJ 21regional jet plane are introduced.Finally ,some suggestions and research empha 2ses are proposed for developing as quickly as possible the forming technologies of f uselage and wing panels of large aircraft.K ey w ords :integral panel ;shot peen forming ;creep age forming ;large aircraft ;aluminum 随着飞机性能的不断提高,对飞机结构的气动性和整体性的要求也越来越高,而且随着市场多元化的发展,进一步降低制造成本,使产品更加有竞争力,是许多飞机制造商面临的主要问题。
整体壁板成形评述

( 1) 变 形 力 大 , 适 用 范 围 广 , 可 成 形 各 种 壁 板 结 构 ; ( 2) 模 具 的 通 用 性 强 , 对 产 品 外 形 尺 寸 的 适 应 性 强 ; ( 3) 由 于 是 局 部 增 量 成 形 , 所 需 设 备 吨 位 小 。 2.1.2 采用压力成形也有一定的缺点 ( 1) 由 于 整 体 壁 板 主 要 由 纵 横 交 错 的 加 强 筋 条 和 腹 板 组 成 , 而 腹 板 的 厚 度 与 壁 板 总 的 厚 度 相 比 很 小( 一 般 为 1: 100 左 右) , 当 筋 条 过 高 时 , 筋 条 及 其 根 部 易 发 生 应 力 集 中 而产生屈曲甚至开裂如图 6 所示, 因而加工时需要采取 防止筋条失稳的措施; ( 2) 在 成 形 壁 板 时 , 需 要 进 行 4 到 5 次 的 热 处 理 , 因
4
现代制造技术与装备
2008 第 3 期 总第 184 期
( 1) 激 光 的 单 色 性 和 分 析 性 好 、能 量 密 度 高 、无 污 染 、 控 制 精 度 高 , 可 以 很 方 便 地 实 现 成 形 加 工 的 柔 性 化 、自 动 化以及数字化和智能化。尤其对于焊接式壁板的成形, 可 以将激光焊接与激光弯曲进行同工位的复合, 从而提高 生产效率;
( 2) 焊 接 式 壁 板 如图 3 所示, 焊接式壁板是将筋条通过激光焊接的方
作者简介: 王 秀 凤 , 北 京 航 空 航 天 大 学 机 械 工 程 及 自 动 化 学 院 副 教 授 。 基金项目: 欧 洲 宇 航 防 务 集 团 德 国( EADS Innovation Works) 资 助 课 题( 2006 .3 ̄2009 .3) 。
蠕变时效成形是利用合金材料在时效温度下蠕变而 产生应力松弛的特性, 对试件弹性加载获取初始变形, 并 通过施加恒定载荷保持试件变形的工艺方法。通过将壁 板在恒温中放置一段时间, 使其内部的弹性能逐渐转化 为塑性能, 从而达到成形的目的。其主要优点是回弹小、 成 形 精 度 高 、同 时 完 成 时 效 。 其 不 足 主 要 表 现 在 模 具 成 本 高 、准 备 周 期 长 、要 求 有 足 够 尺 寸 的 热 压 罐 , 空 客 A380 机 翼整体壁板成形时使用的世界上最大的热压罐如图 8 所 示。
机身整体壁板结构分析
南京航空航天大学硕壁板结构的设计、分析、制造与试验技术是 21 世纪干线及大 型飞机研制的关键技术之一。随着整体壁板的大量使用,为了对设计提供足够的 强度参考依据,必须对整体壁板进行相应的应力分析。本文从有限元分析、工程 算法以及试验三方面对整体壁板在轴压和剪切载荷下的强度进行了研究。 工程算法则重点研究了整体壁板在轴压、剪切状态下的静强度计算。轴压采 用与试验值相吻合的 Johnson 法,剪切采用半经验的“张力场分析方法” 。还参 照机身的结构形式、受载特点及其传力特性,分析比较了壁板结构的不同有限元 建模方法。使用 CATIA 建立了壁板全尺寸模型并导入 MSC.PATRAN 建立有限元模 型。 通过计算结果与试验数据的比较, 得出比较接近实际的有限元模型建模方法, 从而为更精确的计算和结构设计提供参考依据。 关键词:整体壁板,机身,有限元,应力分析,静强度
— II —
南京航空航天大学硕士学位论文
图、表清单
图 1.1 先进机身整体结构与常规组装结构对比.......................................................1 图 1.2 空客公司的 A380 和波音公司的 B787............................................................2 图 1.3 飞机整体设计结构关键部位分解图................................................................4 图 1.4 ARJ21 新支线飞机............................................................................................5 图 2.1 民机机身结构...................................................................................................7 图 2.2 普通框构造.......................................................................................................8 图 2.3 普通框载荷.......................................................................................................8 图 2.4 机身在垂直面内外载及内力图.......................................................................9 图 2.5 桁条式机身框平面内受 PY 力时传力分析 ...................................................10 图 3.1 组装壁板轴压试验件装配图.........................................................................12 图 3.2 组装壁板轴压试验件爆炸图.........................................................................13 图 3.3 组装壁板剪切试验件装配图.........................................................................13 图 3.4 组装壁板剪切试验件爆炸图.........................................................................13 图 3.5 整体壁板轴压试验件装配图.........................................................................14 图 3.6 整体壁板轴压试验件爆炸图.........................................................................14 图 3.7 整体壁板剪切试验件装配图.........................................................................15 图 3.8 整体壁板剪切试验件爆炸图.........................................................................15 图 4.1 歪斜因子.........................................................................................................18 图 4.2 歪斜角度.........................................................................................................18 图 4.3 锥度.................................................................................................................18 图 4.4 实际单元与母单元坐标.................................................................................19 图 4.5 长桁与蒙皮的中性面示意图.........................................................................21 图 4.6 凸台强制偏心示意图.....................................................................................21 图 4.7 局部刚度重叠示意图.....................................................................................21 图 4.8 整体壁板的板-梁模型简化图.....................................................................21 图 4.9 梁元折算为等效杆元和剪切板元的组合.....................................................22 图 4.10 钉元受力情况...............................................................................................23 图 4.11 铆钉板及其简化模型...................................................................................23 图 4.12 铆钉节点简化方案.......................................................................................24 图 4.13 局部刚度增加示意图...................................................................................24 图 4.14 使用 1 杆元+2 弹簧元模拟铆钉................................................................24 图 4.15 PATRAN 中提供的 FASTENER 单元 ........................................................25
飞机高筋条壁板整体成形工艺改进研究

飞机高筋条壁板整体成形工艺改进研究摘要:整体壁板具有重量轻、刚性好、气密性好等优点。
作为飞机的关键构件,整体壁板因其尺寸大、外形和结构特征复杂、制造难度大、周期长、成本高而成为型号研制的主要攻关任务之一。
深入研究整体壁板的成形工艺方法成为目前航空制造领域的重要方向,本文通过将易产生裂纹的口框处增加连接筋条,断开的筋条连接成整体,同时将终止端过渡区加大,成形后铣切去除等一系列简单而行之有效的措施,解决了高筋条壁板成形中易出现裂纹这一重大问题,提高了产品质量。
关键词:高筋条壁板;整体成形;连接筋条1、研究背景整体壁板结构具有表面光滑、强度重量比高、气密性好等许多优点。
整体结构的制造技术水平,已成为衡量航空技术水平的重要标志之一。
现代大型飞机双曲率高筋整体壁板普遍具有如下特点:(1)整体尺寸大:作为现代大型飞机的典型结构件,整体壁板的尺寸越来越大;(2)外形曲面复杂:因涉及气动性能,整体壁板外形曲面一般设计为几何上不可精确展开的双曲率空间曲面,曲率变化复杂;(3)内壁结构特征复杂:为提高结构效率,整体壁板内壁构造比较复杂,除了加强筋条外,通常还包括凸台、口盖孔、减轻槽等局部特征[1-4]。
通过对壁板成形的工艺研究,基本掌握了网格式壁板的成形技术,对提高飞机的生产能力具有十分重要的意义。
2、零件结构与问题分析飞机下壁板均为主承力壁板重要件,零件材料7B04 T7451δ45,外廓尺寸较大,为典型高筋条、大曲率整体壁板,结构如图1所示。
加工方案为展开状态铣切后采用闸压方式成形,即按三维展开数据集加工零件展开状态下的所有外形以及内孔,再采用压弯成形并辅助以手工修整的方式成形零件,所需设备为蒙皮三轴滚弯机,制造和检验依据为模胎。
图1 零件结构图零件成形过程以及后续处理中出现如下问题:(1)筋条与蒙皮连接终止处出现裂纹;(2)筋条弯曲严重,修整后不平直,装配后部分铆钉杆漏出;(3)零件整体型面与检验模不符合,口框内长桁成形不到位,装配时与型架无法贴合,影响产品质量;造成零件出现裂纹、筋条弯曲、型面超差的原因如下:(1)零件外廓尺寸较大,弯曲变形大成形困难;(2)闸压成形时,容易产生筋条失稳、筋条压裂;腹板失稳、腹板压裂;贴胎间隙小于1mm不容易保证;(3)筋条高度27mm-32 mm,厚度2 mm,高厚比过大,端头容易出现裂纹,筋条厚度较小受力容易失稳;(4)压弯时,模具与壁板为线接触甚至点接触,接触面小,应力大,容易失稳。
整体壁板成形评述

整体壁板成形评述
王秀凤;郭晓丽;陈光南;Jürgen Silvanus
【期刊名称】《现代制造技术与装备》
【年(卷),期】2008(000)003
【摘要】介绍了整体壁板的概念和分类,总结了传统和现代的整体壁板成形工艺方法,如滚弯成形,增量压弯成形,蠕变时效成形,喷丸成形和激光弯曲成形,比较了它们之间的优、缺点及适应范围,简述了各成形工艺目前的应用状态及发展前景.提出针对不同外形形状和筋条高度的整体壁板的成形,可以采用不同的成形方法,必要时还可将几种成形方法进行复合.
【总页数】5页(P1-4,7)
【作者】王秀凤;郭晓丽;陈光南;Jürgen Silvanus
【作者单位】北京航空航天大学机械工程及自动化学院,北京100083;中国科学院力学所表面改性实验室,北京100080;北京航空航天大学机械工程及自动化学院,北京100083;中国科学院力学所表面改性实验室,北京100080;EADS Innovation Works,德国慕尼黑,81663
【正文语种】中文
【中图分类】TG3
【相关文献】
1.大型飞机整体壁板喷丸成形延展变形分析 [J], 彭艳敏;陈金平;杨亮;王永军
2.U形高筋整体壁板激光诱导精密成形实验研究 [J], 李彩玲;赖小明;王博;张玉良;
崔超;沈晓宇;王少华;付守冲;王伟
3.马鞍型带筋整体壁板喷丸成形数值模拟及优化 [J], 田硕;高国强;钟李欣;陈福龙;曾元松;杨辉;尚建勤
4.带筋整体壁板激光喷丸成形工艺参数优化设计 [J], 高国强;肖静怡;王永军;王强;乔明杰;尹佳
5.整体壁板压弯成形筋条失稳预测与分析 [J], 温海滨;李卫东;万敏
因版权原因,仅展示原文概要,查看原文内容请购买。
高筋条整体壁板
整体壁板优点
• 与传统装配式壁板相比, 整体壁板主要有 以下优点:
• (1) 可以灵活选择几何构形, 实现复杂的 空间曲面,以满足飞机光滑过渡的气动外 表面的需求或空间飞行防护的要求;
• (2) 可以减重10%~30%, 减重效果明显; • (3) 扩大自动化设备的使用规模, 从而大
大减少手工装配劳动量, 将装配序 的 周期和工作量缩减80%~90%;
整体壁板优点
• (4) 加强筋较高,可以做成多种截面形 状, 筋条在蒙皮上的分布可以呈平行、三 角形、 梯形、网格形和点辐射形等;
• (5) 蒙皮和筋条之间采用圆角过渡, 可显 著降低应力集中程度, 将部件和组合 件 的疲劳性能提高20%~30%;
• (6) 高筋条整体壁板既提高壁板内部分 强度和刚度, 又提高其气动表面与外形的 装配质量。
成形方法
• 目前,高筋条整体壁板一般是 通过闸压、滚压、喷丸、蠕变 成形、超塑性成形等方法获得 最终成品壁板。
高筋条整体壁板
高筋条整体壁板
高筋条整体壁板是由整块板坯制成的飞 机整体结构件,筋条高度一般大于 30mm,整体壁板结构要素 (如长桁、 蒙皮加强垫板等)之间无任何连接,筋条 一侧起到承载飞机重量、加强结构强度的 作用,无筋条一侧构成飞机的气动外形。
整体壁板分类
• 按整体壁板在飞机上的位置及作用 分为:机翼壁板 、机身壁板、尾 翼壁板。
整体壁板时效成形的回弹预测及模面补偿技术
整体壁板时效成形的回弹预测及模面补偿技术随着高科技和工业自动化的发展,整体壁板建筑材料也得到了广泛的应用。
但是,制造整体壁板的过程中,经常会发生壁板回弹现象,导致壁板变形,影响使用效果和建筑性能。
为了解决这一问题,制造商需要借助先进的技术和手段预测回弹,进行模面补偿。
整体壁板时效成形是一种较新的生产工艺,与传统的薄壁塑料成型工艺不同。
在整体壁板时效成形过程中,操作人员先将预制的外形与内部结构完整的壁板放入时效炉中。
在设定好的实验条件下,将壁板加热至高温状态,并对其进行时效处理,以确定壁板的形态和性能。
然而,在这一过程中,会产生大量的热变形和应力分布,导致壁板内部和表面存在回弹现象。
壁板回弹的原因是多方面的,首先是由于高温下原料材料的物理和化学变化引起的形变。
其次是由于整体壁板的复杂结构和制造材料的孔隙度。
进一步,制造人员需要考虑工艺条件和壁板材料的特性,以获得最佳的成型结果。
为了预测回弹,制造商可以使用计算机辅助设计(CAD)软件,对壁板的几何形状和物理特性进行建模和仿真。
结合材料力学和热力学知识,可以确定壁板热变形和材料压缩的程度,从而预测回弹的大小和方向。
这些计算结果可以用来优化壁板的制造工艺和设计,并确定需要进行的模面补偿。
模面补偿通常用于铸造和成型工艺中,并已经被成功应用于整体壁板的制造。
它的原理是通过改变壁板的几何形状或内部结构中的参数来实现。
这些参数可能包括壁板的厚度、几何形状、孔隙度和分布等因素。
通过这些方法,可以将回弹减少到最小程度,并保持壁板的稳定性和性能。
总之,整体壁板时效成形是一种新的生产工艺,有助于产生高质量、高性能的建筑材料。
然而,回弹现象是其中一个主要的技术挑战。
制造商可以通过预测回弹和模面补偿来优化制造工艺和材料设计,从而获得最佳的成型效果。
随着技术的不断发展和创新,我们期待看到更多解决这一问题的方法和工具的发展。
大型飞机整体壁板板坯数控加工延展变形分析及控制

大型飞机整体壁板板坯数控加工延展变形分析及控制作者:暂无来源:《智能制造》 2017年第12期数控加工后的零件变形问题直接影响到飞机整体壁板的加工精度,本文从影响大型整体壁板板坯数控加工延展变形的因素出发,阐述了整体壁板板坯数控切削加工引起壁板板坯延展变形的原因,通过对整体壁板板坯数控切削加工延展应变的数值计算和试验数据对比,得出整体壁板数控切屑加工环节的延展变形规律及相应的加工变形控制策略。
飞机机翼整体壁板是现代军用、民用飞机的关键结构件,而大型飞机整体壁板成形技术则是飞机制造的关键技术之一。
整体壁板是由厚蒙皮和长桁等骨架零件组成的一个整体具有强度重量比高、总体和局部稳定性好、疲劳寿命长、,外形准确以及表面光滑等的特点,使其成为现代飞机普遍采用的高效率结构,也是影响战斗机综合性能的主要关键部件。
壁板类零件属于薄壁零件,在数控加工时,容易因强度刚性不够产生导致变形,且零件长度较大,更容易将零件变形扩大。
一、整体壁板制造流程整体壁板目前最常用的加工流程是先将整体壁板产品数模在三维工程CAD软件中进行展开计算,建立整体壁板板坯工艺数模,然后采用NC数控机床加工出壁板板坯,最后采用喷丸工艺将其成形到飞机气动所要求的形状。
图1为大型飞机机翼整体壁板的制造流程示意图,与传统的直接采用五坐标数控机床进行加工的方法相比,这种方法具有明显的优点:使用的预拉伸板料毛坯较薄,切削量相对较小,铣削加工设备只需要三坐标数控机床即可;喷丸成形后附带的强化工艺,可以大幅度的增强机械加工剥离金属后微观上的组织缺陷并预留残余压应力,从而能够极大的提高零件的抗疲劳特性。
在实际生产中普遍采用这种方法从而节省数控机床资源和避免材料浪费,因而具有成本低、零件表面质量优异等优点。
二、整体壁板板坯数控加工延展变形产生原因与大型整体壁板制造相关的应力包括:毛坯残余应力、加工应力、装夹应力等。
如图2所示,在机械加工过程中,在数控加工过程中,由于切削力及切削热等因素共同作用于零件,使得零件内部的应力平衡被打破,导致零件在加工过后必然要回复应力平衡状态而释放残余应力,从而导致零件变形。
整体壁板结构弯曲成形分析的等效塑性模型
整体 壁板结 构 由于 重量 轻 、 刚度 大 、 率 高 、 效 密 封性 能好 以及 可靠性 高等优 点 , 在飞机 机身 机翼 、 火 箭贮 箱 、 间站 密封 舱 中作 为 主结 构 得 到 了广 泛 应 空
收稿 日期 :0 1 47 修回 日期 :02 9—9 2 1  ̄9 ; 9 2 1 432 基金项 目: 国家科技重大专项载人航天三期工程
i n n r ig n Be di g Fo m n
L o g ba ,YU n — u , CHEN o g x a g AI S n — i De g y n T n — in
( .C iaA ae yo S aeT cnlg , eig109 C ia .C iaA rsaeSinea dT cnlg op , eig10 4 C ia 1 hn cdm f pc eh ooy B in 0 04, hn ;2 hn eop c cec n eh o yCr. B in 00 8, hn ) j o j
Ab t a t P e t fn n i e rsmu ain o e d n r n sn e e o p i z t n o r ei tg al t fn d p n l sr c : l ny o o l a i l t f n i gf mi gi e d d fro t n o b o miai fl g ne r l si e e a e o a y f a d f r n r c s . T e a u to i lt n t n e o re f r d ti mo e s n ta c p a l , a d i h s mu h n omi g p o e s h mo n f s mu ai i o me a d r s u c o e al d li o c e tb e n t a c t u l o e o v r e c .Ba e n e u v ln e sr s n eo ma in a tr s rn b c r be vrcn eg n e o s d o q iae c te s a d d fr t f p i g a k,a n e rl t fn d p n l i o e n i tg al si e e a e s y f smpi e y a q i ae tpa e o i u lmae ili e d n omi g n h n c n i e i g te sr i — a d n n f c f i l d b n e u v ln lt fvr a tr n b n ig f r n ,a d t e o sd r h t n h r e i g ef to i f t a n a e
大厚度机翼整体壁板成形工艺技术创新

54航空制造技术·2011 年第13 期FORUM众所周知,大型固定翼硬壳式飞机机翼翼盒原来都是由蒙皮、长桁、肋、对接接头组成,再加上前、后梁等许多处于分离状态的零、组件装配而成的。
随着用户对飞机的飞行品质及其使用的安全性、耐久性和低成本等方面的要求越来越严格,作为飞机最大承载部件的机翼翼盒需要首先满足这些要求,必须进行综合改进以提高其在强度、疲劳、重量、密封等各方面的结构设计水平,故现代大型飞机机翼翼盒的结构设计已越来越多地采取了整体结构形式,而整体壁板就是其中的典型代表之一。
所谓整体壁板其实是蒙皮本身的改进或蒙皮与上述各分离状的零、组件的一种有机集合体。
由于存在有多种不同的组成方式,故整体壁板也呈现为多种结构形式。
目前在世界上流行的方式有变厚度(或变截面)整体蒙皮式壁板、带长桁壁板、带长桁与对接接头的壁板以及既带长桁和肋又带对接接头的壁板等。
本文所指的大厚度网格状壁板则属于上述的最后一种形式。
大厚度网格状机翼整体壁板的结构特点及成形工艺简介1 结构特点此类壁板是把机翼蒙皮与长桁、肋、对接接头(俗称梳状接头或梳状件)以及其他可附带上的结构件(如工艺或维修口框、注油口框等)集合为一体。
由于飞机越大,机翼对接接头的厚度尺寸越大,因此必然会使壁板厚度增加而成为大厚度,同时既带长桁又带肋必然使壁板成为网格状。
这种壁板应该是目前世界上所有大飞机中集成度最高的整体壁板。
机翼翼盒的组成方法一般是将若干块这种壁板搭接(涂密封胶)后用过盈螺栓密封连接组成机翼上、下两壁,再通过与机翼前、后梁(均为组合件)及端肋的密封连接而形成盒体,其翼肋的装配一般是在此过程后用壁板上已有的肋墙为根基进行装配连接。
机翼翼盒同时也是整体油箱。
由于此类整体壁板的整体化水平很高,故可大大减少结构零件的项目和数量,且结构紧凑、协调环节少、工艺路线短、密封性好、装配简单。
目前此类壁板多用于乌克兰安东诺夫设计局的“安”系列大型运输机,如安-70,国产运8飞机也已开始采大厚度机翼整体壁板成形工艺技术创新中航工业陕西飞机工业(集团)有限公司工程技术部 林震宇 林瑜华事实证明,“以铣代压”创新之路是非常正确的,它既是替代压弯成形工艺的有效途径,也完全符合现代航空制造技术的发展方向。
整体带筋壁板弯曲成形力学条件分析

整体带筋壁板弯曲成形力学条件分析I. 研究背景及意义A. 整体带筋壁板简介B. 弯曲成形技术概述C. 研究目的和意义II. 基本理论A. 壁板的基本力学性质B. 弯曲成形的基本原理C. 弯曲成形的影响因素III. 实验设计A. 材料和试样准备B. 实验方法和步骤C. 实验条件和参数控制IV. 实验结果和分析A. 壁板变形情况分析B. 弯曲成形过程的应力分析C. 成形后壁板性能测试V. 结论与展望A. 研究结论B. 研究中的不足及未来研究方向C. 研究成果的应用前景注:本提纲仅供参考,实际论文应具体问题具体分析。
第一章:研究背景及意义随着现代工业的发展和市场经济的不断壮大,对于各种新材料和新工艺的需求日益增长。
其中,带筋钢板作为一种新型建筑材料,具有强度高、耐腐蚀、施工简便等优点,在建筑工程、船舶制造等领域得到了广泛应用。
同时,弯曲成形技术已经成为一种广泛应用的加工技术,它可以通过调整弯曲角度和曲率,将平板变成不同形状的曲面,进而满足各种需求。
因此,整体带筋壁板在工程中的应用也日益增多。
然而,整体带筋壁板的弯曲成形过程中,存在许多问题,如壁板变形量大、成形后应力分布不均等,严重影响了带筋钢板的使用效果和性能。
因此,对于整体带筋壁板的弯曲成形力学条件进行深入研究和分析,对于提高其弯曲成形技术和生产效率,以及提高其应用性能和质量等方面具有重要的现实意义。
第二章:基本理论2.1 壁板的基本力学性质整体带筋壁板是由钢板和钢筋组成的结构,具有很好的承载能力和刚度,其受力性能主要包括强度、刚度、稳定性和疲劳性等方面。
在弯曲成形过程中,对于壁板的受力情况进行分析,因此需要先了解壁板的力学性质,包括材料的本构关系、应力分布、应变分布等方面。
2.2 弯曲成形的基本原理弯曲成形是指将一定尺寸和形状的平板通过施加一定的力和曲度,使其弯曲成所需要的形状。
弯曲成形技术的成功关键在于通过合理的策略,使壁板受到的力和应变分布合理,以便获得所需的形状和尺寸。
大型飞机整体壁板喷丸成形延展变形分析

研究论文RESEARCH大型整体壁板结构件的制造水平已经成为现代先进民用飞机设计制造领域的一个重要标志,针对这种具有复杂外形和结构的整体壁板零件的成形技术就成为现代先进飞机的关键制造技术之一[1]。
目前,国内飞豹、枭龙、歼10、ARJ21、C919 等飞机机翼整体壁板均采用喷丸成形加工工艺[2]。
喷丸成形是利用高速金属弹丸撞击金属板材的表面,使受撞击的表面及其下一层金属产生塑性变形而延伸,从而引起受喷表面的面积加大带动内层材料拉伸,逐步使板材达到要求外形的一种成形方法[2-5],图1为喷丸成形原理示意图。
1 整体壁板喷丸成形工艺的特点喷丸成形技术是20世纪50年代初伴随着飞机整体壁板的应用,在喷丸工艺的基础上发展起来的一项有发展前景的工艺方法,它是飞机制造中成形整体壁板和整体厚蒙皮零件的主要方法之一。
一方面,整体壁板加工目前最常用的流程是先通过三维CAD工程软件将壁板三维数模进行展开计算,建立整体壁板板坯工艺模型,然后通过NC数控机床加工出整体壁板实物板坯,最后采用喷丸成形工艺将其成形至飞机气动要求所规定的外形形状[6]。
图2为大型飞机机翼整体壁板的制造流程示意图,与传统的直接采用五坐标数控机床进行加工的方法相比,此方法板坯数控加工三坐标数控机床即可满足要求,并且切削量相对较小,节约成本;另外喷丸成形过程中的强化工艺,可使整体壁板类零件的抗疲劳特性得到提高[6]。
大型飞机整体壁板喷丸成形延展变形分析彭艳敏1 ,陈金平1 ,杨 亮1 ,王永军2(1. 中航飞机股份有限公司西安飞机分公司,西安 710089;2. 西北工业大学机电学院,西安 710072)[摘要] 针对基于喷丸成形的大型飞机机翼整体壁板延展变形问题,从影响整体壁板喷丸延展变形的因素出发,通过对整体壁板喷丸成形展向应变的理论计算和实测延展数据对比,得出整体壁板喷丸成形加工环节的延展变形规律。
关键词:整体壁板;喷丸成形;延展变形;残余应力Study on Elongation After Shot Peen Forming for Integral Panel of Large AircraftPENG Yanmin1 , CHEN Jinping1 , YANG Liang1 , WANG Yongjun2(1. A VIC Xi’an Aircraft Branch,Xi’an 710089, China;2. School of Mechanical Engineering,Northwestern Polytechnical University,Xi’an 710072, China)[ABSTRACT] Aiming at the elongation problem of the integral panel of large aircraft based on shot peen forming, this article from the factors influencing the integral panel elongation deformation in shot peen forming, through the comparison of theoretical calculation of wingspan shot peen forming strain and experimental data of elongation deformation, elongation law of integral panel in shot peen forming is concluded.Keywords: Integral panel; Shot peen forming; Extension deformation; Residual stressDOI:10.16080/j.issn1671-833x.2017.09.097(a) 喷丸前(b) 喷丸后图1 喷丸成形原理Fig.1 Principle of shot peen forming研究论文RESEARCH另一方面,整体壁板喷丸成形,是将整体壁板板坯工艺2D 模型转化为真实3D 零件的过程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
既产生弹性变形, 又产生塑性变形, 因而在成形结束时会 产生较大的回弹。当成形较大曲率的壁板时, 通常难以通 过压下量的控制来达到预期效果, 有时需要多次压弯并
专论与综述
3
保载校形如图 7 所示。尤其对于壁厚较厚的壁板零件, 因 局部难以成形, 从而会增大零件的加工误差, 难以满足装 配的要求。 2 . 2 蠕 变 时 效 成 形 [7 ̄8]
( 2) 激 光 弯 曲 是 通 过 累 积 局 部 变 形 的 方 式 逐 渐 实 现 工 件的整体成形, 因此成形时无须模具, 不存在随之而来的 模 具 制 作 费 、制 作 周 期 、磨 损 、润 滑 等 问 题 , 特 别 适 于 变 形 量不大但用常规方法难以成形和需要局部成形且应变状 态复杂的工件以及一些形状复杂、贴模性差的大型工件 的精确校形;
( 1) 外 表 层 产 生 残 余 压 应 力 , 如 图 10 所 示 ; ( 2) 受 喷 表 层 的 材 料 组 织 结 构 发 生 变 化 , 位 错 密 度 增 加, 产生晶格畸变, 但是受喷表面变得粗糙; ( 3) 工 艺 参 数 可 实 现 计 算 机 控 制 , 一 定 程 度 上 提 高 了 生 产 效 率 。但 是 工 艺 参 数 的 选 择 及 变 形 的 控 制 难 于 掌 握 , 过于依赖经验;
( 4) 变 形 力 小 , 因 而 只 适 用 于 筋 条 不 高 的 壁 板 成 形 。 对于喷丸成形技术, 其成形机理的复杂性导致了工艺 分析的复杂, 加之成形过程中诸多影响因素, 使喷丸成形 参数的选择主要依靠实验数据和操作经验, 采用渐进的 方法, 耗时费资。要实现精密喷丸成形, 必须准确地确定 喷 丸 成 形 的 各 工 艺 参 数 , 如 弹 丸 型 号 、弹 流 速 度 、弹 丸 流 量、喷射角及运动速度等。而随着计算机技术的快速发 展, 大大促进了喷丸成形技术的研究和开发, 出现了预应 力 喷 丸 成 形 技 术 、数 字 化 喷 丸 成 形 技 术 、新 型 喷 丸 成 形 / 强化技术等, 大大扩展了喷丸成形技术的加工能力和应 用 范 围 , 而 双 面 喷 丸 成 形 技 术 、激 光 喷 丸 成 形 技 术 、超 声 喷丸成形技术和高压水喷丸成形技术的发展和应用更得 到了广泛的重视和关注。国内已将该技术成功地用于支 线民机及军机机翼整体壁板的成形中, 表明该技术已开 始实用化。 2 . 4 激 光 弯 曲 成 形 [13 ̄16] 板料激光弯曲成形是一种利用激光扫描金属薄板, 在 热作用区域内产生明显的温度梯度, 导致非均匀分布的 热 应 力 , 使 板 料 塑 性 变 形 的 工 艺 方 法 , 如 图 11 所 示 。 相 对 于上述壁板的成形方法, 激光弯曲技术具有如下优势:
造中。但是在焊接过程中, 由于局部受热使壁板内部产生 非均匀的热应力, 导致加工完成后的壁板常带有一定的 初始变形及内部残余应力, 不利于后期整体壁板的成形。 1.2 整体壁板的优点
与 传 统 装 配 式 壁 板 相 比 , 整 体 壁 板 主 要 有 以 下 优 点 [2]: ( 1) 可 以 灵 活 选 择 几 何 构 型 , 实 现 复 杂 的 空 间 曲 面 , 以满足飞行器光滑过渡的气动外表面的需求或空间飞行 防护的要求; ( 2) 可 以 减 重 10% ̄30% , 减 重 效 果 明 显 ; ( 3) 扩 大 自 动 化 设 备 的 使 用 规 模 , 从 而 大 大 减 少 手 工 装 配 劳 动 量 , 将 装 配 工 序 的 周 期 和 工 作 量 缩 减 80%  ̄90% ; ( 4) 加 强 筋 可 以 做 成 多 种 截 面 形 状 , 筋 条 在 蒙 皮 上 的 分 布 可 以 呈 平 行 、三 角 形 、梯 形 、网 格 形 和 点 辐 射 形 等 ; ( 5) 蒙 皮 和 筋 条 之 间 采 用 圆 角 过 渡 , 可 显 著 降 低 应 力 集 中 程 度 , 将 部 件 和 组 合 件 的 疲 劳 性 能 提 高 20% ̄30% ; ( 6) 既 提 高 壁 板 内 部 分 强 度 和 刚 度 , 又 提 高 其 气 动 表 面与外形的装配质量。 2 整体壁板的成形方法 由于整体壁板的结构复杂, 其成形比较困难, 不仅需 要较大的成形力, 而且在加工过程中筋条容易失稳, 壁板 本 身 也 容 易 发 生 较 大 回 弹 。 目 前 国 内 、外 用 于 整 体 壁 板 成 形的工艺主要有: 压力成形, 蠕变时效成形, 喷丸成形, 以 及激光弯曲成形, 也可以将其中的多项工艺组合起来成 为复合成形方式。 2 . 1 压 力 成 形 [4 ̄6] 常见的用于整体壁板成形的压力方法主要包括滚弯 成 形 和 增 量 压 弯 成 形 。对 于 壁 厚 小 、易 于 成 形 的 圆 柱 面 和 圆 锥 面 壁 板 可 采 用 滚 弯 成 形 方 法 。滚 弯 成 形 的 原 理 如 图 4 所示。对于厚壁板、部分变截面壁板及外形复杂的壁板 等, 则可以采用增量压弯成形的方法。增量压弯成形是采 用专用压力机构驱动压头在整体壁板表面上按一定的轨 迹分段逐点进行局部三点弯曲变形, 通过逐次的变形累 积使整个壁板表面成形为所需的曲率。若压头部分采用
专论与综述
1
整体壁板成形评述
王 秀 凤 1,2 郭 晓 丽 1 陈 光 南 2 Jürgen Silvanus3
( 1 . 北 京 航 空 航 天 大 学 机 械 工 程 及 自 动 化 学 院 , 北 京 100083 ; 2 . 中 国 科 学 院 力 学 所 表 面 改 性 实 验 室 , 北 京 100080 ; 3.EADS Innovation Works , 德 国 慕 尼 黑 81663)
摘 要: 介绍了整体壁板的概念和分类, 总结了传统和现代的整体壁板成形工艺方法, 如滚弯成形, 增量压 弯 成 形 , 蠕 变 时 效 成 形 , 喷 丸 成 形 和 激 光 弯 曲 成 形 , 比 较 了 它 们 之 间 的 优 、缺 点 及 适 应 范 围 , 简 述 了 各 成 形 工 艺 目前的应用状态及发展前景。提出针对不同外形形状和筋条高度的整体壁板的成形, 可以采用不同的成形方 法, 必要时还可将几种成形方法进行复合。
( 2) 焊 接 式 壁 板 如图 3 所示, 焊接式壁板是将筋条通过激光焊接的方
作者简介: 王 秀 凤 , 北 京 航 空 航 天 大 学 机 械 工 程 及 自 动 化 学 院 副 教 授 。 基金项目: 欧 洲 宇 航 防 务 集 团 德 国( EADS Innovation Works) 资 助 课 题( 2006 .3 ̄2009 .3) 。
蠕 变 时 效 成 形 工 艺 是 解 决 整 体 壁 板 成 形 、提 高 零 件 的 制造精度及使用寿命的有效工艺途径之一, 该工艺已用 在 A380 飞 机 整 体 壁 板 的 成 形 中 , 但 是 国 内 的 研 究 则 刚 刚 起步。 2 . 3 喷 丸 成 形 [9 ̄12]
喷丸成形是利用高速金属弹丸流撞击壁板的表面, 使 受喷表面的表层及其下层材料产生塑性变形而延伸, 从 而逐步使壁板达到外形曲率要求。它是一种无模成形方 法, 原理如图 9 所示。喷丸成形后壁板有以下特点:
蠕变时效成形是利用合金材料在时效温度下蠕变而 产生应力松弛的特性, 对试件弹性加载获取初始变形, 并 通过施加恒定载荷保持试件变形的工艺方法。通过将壁 板在恒温中放置一段时间, 使其内部的弹性能逐渐转化 为塑性能, 从而达到成形的目的。其主要优点是回弹小、 成 形 精 度 高 、同 时 完 成 时 效 。 其 不 足 主 要 表 现 在 模 具 成 本 高 、准 备 周 期 长 、要 求 有 足 够 尺 寸 的 热 压 罐 , 空 客 A380 机 翼整体壁板成形时使用的世界上最大的热压罐如图 8 所 示。
2
现代制造技术与装备
2008 第 3 期 总第 184 期
法焊接到腹板上形成整体壁板的一种方法。焊接式壁板 实现了材料的合理有效利用, 并且提高了成形的效率, 空 客 公 司 已 经 将 这 种 壁 板 加 工 技 术 应 用 到 A380 飞 机 的 制
多点柔性组合, 则可以大大扩大增量压弯成形的适用范 围。增量压弯的原理如图 5 所示。 2.1.1 采用压力成形具有如下优点
关键词: 整体壁板 筋条 整体壁板成形
整体壁板是由厚蒙皮和长桁等骨架零件组成的一个 整 体 。 具 有 强 度 重 量 比 高 、总 体 和 局 部 稳 定 性 好 、疲 劳 寿 命 长 、外 形 准 确 、表 面 光 滑 等 的 特 点 [1], 使 其 成 为 现 代 飞 机 普遍采用的高效率结构, 也是提高战斗机综合性能的主 要途径和措施。随着现代飞机的飞行速度和载荷等性能 的不断提高, 对整体壁板的强度等要求也越来越高, 同时 增 加 了 整 体 壁 板 成 形 的 难 度 。采 用 传 统 的 方 法 进 行 加 工 , 壁板的成形量的掌握完全依赖于工艺人员的经验, 无法 保证壁板的成形质量。为了改进壁板的成形工艺, 学者们 纷纷致力于整体壁板成形的先进方法的研究。本文介绍 了整体壁板的概念和分类, 总结了传统和现代的整体壁 板成形工艺方法, 如滚弯成形, 增量压弯成形, 蠕变时效 成形, 喷丸成形和激光弯曲成形, 比较了它们之间的优、 缺点及适应范围, 简述了各成形工艺目前的应用状态及 发展前景。 1 整体壁板的分类及优势 1.1 分类
( 1) 变 形 力 大 , 适 用 范 围 广 , 可 成 形 各 种 壁 板 结 构 ; ( 2) 模 具 的 通 用 性 强 , 对 产 品 外 形 尺 寸 的 适 应 性 强 ; ( 3) 由 于 是 局 部 增 量 成 形 , 所 需 设 备 吨 位 小 。 2.1.2 采用压力成形也有一定的缺点 ( 1) 由 于 整 体 壁 板 主 要 由 纵 横 交 错 的 加 强 筋 条 和 腹 板 组 成 , 而 腹 板 的 厚 度 与 壁 板 总 的 厚 度 相 比 很 小( 一 般 为 1: 100 左 右) , 当 筋 条 过 高 时 , 筋 条 及 其 根 部 易 发 生 应 力 集 中 而产生屈曲甚至开裂如图 6 所示, 因而加工时需要采取 防止筋条失稳的措施; ( 2) 在 成 形 壁 板 时 , 需 要 进 行 4 到 5 次 的 热 处 理 , 因