某型飞机整体壁板设计
整体壁板数字化展开建模方法

整体壁板数字化展开建模方法张文俊;刘婷;张贤杰;李仁花【摘要】针对整体壁板零件数字化制造过程中对展开模型的需求,提出了一种整体壁板展开建模流程,针对曲面半径在2500mm以上的小曲率整体壁板零件,运用基于单元等变形的复杂曲面展开方法和基于单元变形能的复杂曲面展开方法对曲面展开,并以型号整体壁板零件为例,分别验证了运用两种曲面展开方法展开外形面及所创建板坯模型的效率和准确性.结果表明,基于单元等变形的复杂曲面展开方法适用于曲面半径在2500mm以上的小曲率整体壁板展开计算,展开的外形面及以此为基础建立的板坯模型形状尺寸准确,效率明显提高.【期刊名称】《航空制造技术》【年(卷),期】2016(000)013【总页数】6页(P56-61)【关键词】数字化展开建模;整体壁板;曲面展开;复杂曲面【作者】张文俊;刘婷;张贤杰;李仁花【作者单位】中航工业江西洪都航空工业集团有限责任公司工装工具制造厂,南昌330024;西北工业大学陕西省数字化制造工程技术研究中心,西安710072;西北工业大学陕西省数字化制造工程技术研究中心,西安710072;中航工业江西洪都航空工业集团有限责任公司工装工具制造厂,南昌330024【正文语种】中文张文俊工程师,中航工业江西洪都航空工业集团有限责任公司工装工具制造厂模线设计所副所长,从事工艺数模和模线样板设计技术研究。
整体壁板作为重要的飞机结构件,既是构成飞机气动外形的重要组成部分,也是机翼、机身等的主要承力构件,同时还用于地板和油箱等飞机结构的重要部位。
自20世纪60年代以来,世界各国的大、中型飞机广泛采用整体壁板作为机翼主要承力构件。
由于整体壁板零件具有结构效率高、易于实现等强度设计、密封性好等突出的结构优势,在三、四代飞机及大飞机研制过程中越来越被广泛利用。
飞机整体壁板的板坯模型是后期加工的前提。
整体壁板的结构要素主要包括基体、长桁、孔、口框、凸台等。
其中,基体是零件的结构主体,外形面和内形面多为曲面,决定了整体壁板的尺寸范围和基本形状;其他结构要素附着于基体上形成零件的局部形状。
水平安定面外伸段壁板结构设计

水平安定面外伸段壁板结构设计蔡婧【摘要】随着民用航空事业的发展和民用飞机巨大的市场需求,整体壁板结构开始应用在民用支线飞机上.首先介绍支线飞机水平安定面外伸段壁板结构设计的方法.然后根据某支线飞机水平安定面的总体、适航、重量、强度、刚度等要求,进行水平安定面外伸段壁板结构的初步设计,选定水平安定面上下壁板的结构布置方案,根据公式及工程经验,确定壁板的基本几何尺寸,经过强度校核和几轮迭代,得到满意的基本尺寸.进入详细设计阶段,考虑壁板的疲劳、损伤容限、工艺性、防腐性等细节问题,通过强度校核,最终设计出满足多方面要求并且重量较轻的水平安定面外伸段壁板.水平安定面外伸段壁板结构设计对相似机型的结构设计具有参考作用.【期刊名称】《航空工程进展》【年(卷),期】2014(005)002【总页数】6页(P227-232)【关键词】水平安定面;整体壁板;结构设计;稳定性【作者】蔡婧【作者单位】中国商用飞机有限责任公司上海飞机设计研究院,上海201210【正文语种】中文【中图分类】V225+.10 引言随着航空运输业的飞速发展,中国已成为世界民用支线飞机的一个重要市场。
如何设计一个具有高可靠性、高寿命、高维修性和轻重量的飞机已成为现代飞机设计的目标。
选择合理的结构形式对结构设计尤为重要。
20世纪50年代以前,飞机壁板基本采用铆接结构形式。
20世纪50年代之后,整体壁板开始应用在飞机上,最初用于机翼翼盒壁板,后扩展到机身和尾翼结构上[1]。
整体壁板相比铆接壁板,大量减少零件数量,减轻飞机重量,降低成本;能承受较高的屈曲载荷;并且由于减少了紧固件,壁板表面更加光滑。
MD-82、DC-8、DC-10等飞机水平尾翼壁板采用了Z型整体壁板。
目前我国军用飞机歼8、水轰5的机翼都应用了整体壁板结构[2],民用飞机也逐渐开始尝试使用整体壁板结构。
整体壁板虽然具有较多优势,但由于其结构特点,在止裂性能上比较差[3],而且与其他零部件装配时也会因为整体性的结构特点需要特殊连接形式,对零部件的安装公差要求会更加严格。
整体壁板的制造
利用化学铣切无切削力旳特点,整体 壁板蒙皮可先成形后进行化学铣切。
1.整体壁板旳机械加工
加工整体壁板旳金属切削机床在 早期大多用大型龙门铣床、龙门刨床 以及摇臂铣床等改装而成,它们一般 均采用真空夹具,它旳特点是施压均 匀,装夹以便,没有夹紧伤痕。
目前伴随数控技术日益广泛旳应 用,整体壁板加工中大多采用数控机 床来加工。
其中校平与消除残余应力是影响整体壁 板加工效率和质量旳主要环节。
消除残余内应力最有效旳方法是在厚板 淬火后经过1.5~2.5%变形程度旳拉伸校正, 然后经过自然或人工时效处理再送去加工。
三、整体壁板旳加工
常见旳加工措施有两种: —— 机械加工(NC加工)
机械加工措施一般是先加工而后成形。 (因为先成形后加工较困难)。
机翼壁板喷丸成形工艺流程图
整体壁板旳其他成形措施
整体壁板旳成形,除上面简介旳 几种措施以外,还有用淬火成形,即 用模子成形旳同步淬火之,爆炸成形 措施以及蠕变成形措施。爆炸成形主 要问题是工艺装备费用太大。蠕变成 形问题,据有关资料简介对铝铜合金 不合用,因为会造成晶粒粗化。
无加强筋旳整体壁板又称整体厚 蒙皮。
优点
1. 设计方面
—— 等强度设计,强度/重量比高,刚性好 —— 疲劳寿命长 —— 外形精确,表面光滑 —— 简化油箱旳密封,空间利用率高
2. 工艺方面
• 简化了互换性 • 减轻了装配劳动量 • 提升了装配精度 • 缩短生产准备周期 • 提升劳动生产率
问题
• 加工设备增长 • 毛坯旳制造周期长,费用高
整体壁板工件曲率旳控制
工件被喷击后产生旳曲率大小与两 组因数有关,其一是喷击强度,这里涉 及弹丸旳大小、重量、硬度、弹丸喷击 旳速度以及喷击旳角度;其二是覆盖率, 即凹坑旳总面积与被喷面积之比。变化 这两组原因,就能够控制工件旳曲率。 在生产中,主要控制喷击过程旳空气压 力和工件送进速度。
模块化设计的柔性装配工装关键技术分析

模块化设计的柔性装配工装关键技术分析发布时间:2021-02-25T15:13:31.283Z 来源:《工程管理前沿》2020年32期作者:斡仑王子军齐淑彦[导读] 模块化设计技术是运用于柔性装配工装设计的过程,通常在飞机装配上最为适用斡仑王子军齐淑彦沈阳飞机工业(集团)有限公司辽宁沈阳摘要:模块化设计技术是运用于柔性装配工装设计的过程,通常在飞机装配上最为适用,能够对飞机性能有着显著提升,并且加快了飞机进行柔性装配工装的效率。
本文针对模块化技术的理念进行深入探讨,结合模块化的核心技术——流程设计、特制模块设计、通用性设计以及相关模块的接口设计进行介绍,通过基于模块化设计的柔性装配工装技术在实际飞机生产中的应用,为后续相关设计提供技术分析以及思考。
关键词:模块化设计;柔性装配工装;飞机装配引言装配工装是用于飞机装配的一种特定装置,能够使得飞机构件的结合更加紧密,并且能够在一定程度上提高飞机的使用周期与整体质量,对特定的装配工装将直接决定飞机构件的研究效率。
面对日益变化的变化飞机制造市场,传统的装配工装已经不能满足时代需求,因此产生了柔性装配工装的设备研发,不仅能够最大程度减少飞机装配过程中的成本,并且能够较为迅速的提高飞机装配的速率,增加相关企业的经济效益,柔性装配工装在国内外许多飞机装配厂商中得到青睐。
在进行模块化设计的柔性装配工装技术运用中,首先将模块的契合性为设计根本,进行信息化飞机装配技术的改进,能够以较快的效率进行飞机柔性化的组装过程,根据市场寻求的多变性提供多方位服务,在全球经济化的大市场中脱颖而出。
一、模块化设计模块化技术简单来说就是将积木板块进行一定相同性质的划分,从而减少逐个搭建产生的多余劳动力,体现出效率性与质量性。
即在装配构件的区域内,对不同规格、性能或相同规格、性能的构件进行一定的组合性能分析,总而将混乱的构件区域规划成具有一定功能的模块,并且根据模块功能、结构的对比研究,能够形成全新的、独立的产品,最后能够应对市场的多样化需求设计出不同产品的方式。
大型飞机U形加筋长桁壁板的结构设计

大型飞机U形加筋长桁壁板的结构设计大型飞机U形加筋长桁壁板的结构设计摘要本论文旨在结合国内外相关的研究成果与复合材料铺层设计的共用原则,使用CATIA软件建模设计一种特殊的飞机长桁结构,并且根据强度计算以及工艺部门反馈的结果来论证该壁板设计的可行性和实用性。
关键词:U形截面长桁;方向舵壁板;加筋长桁;结构设计;复合材料Structural Design for Skin with U Shape StringersAbstractThis paper aims to use CATIA software to model and design a special aircraft truss structure based on the research results at home and abroad and the common principle of composite laminate design, and demonstrate the feasibility and practicability of the panel design according to the results of strength calculation and process department feedback. Keywords: Skin with U shape stringers; Rudder Panel;Composites Design目录1 绪论 (1)1.1 本设计的目的、意义及应达到的技术要求 (1)1.2课题的研究背景 (1)1.3论文研究的主要内容 (3)2 U形长桁壁板总体结构设计 (4)2.1设计结构原则 (4)2.2复合材料壁板构型的选择 (5)2.3计算机建模与作图过程 (10)2.4输出结果 (17)3 U形长桁壁板力学分析 (18)3.1计算机模型分析 (18)3.2输出结果 (18)4 U形长桁壁板材料与制造工艺 (19)4.1工艺性要求设计 (19)4.2模具选择 (19)4.3其他需要注意的设计 (19)5 U形长桁壁板材料与制造工艺 (21)5.1简述 (21)5.1技术原理 (21)5.2材料选择 (22)5.3制造工艺 (22)6 结论 (2)参考文献 (26)谢辞 (27)附录 (28)1 绪论1.1本设计的目的、意义及应达到的技术要求从人类历史上第一架飞机“飞行者一号”所采用全木制、桥梁衍架式双机翼,谈不上有机身的简陋结构,到第一次世界大战时期的悬臂式机翼和硬壳式机身,再到第二次世界大战前后多种结构井喷式呈现。
复合材料夹层结构在航空领域的运用

复合材料夹层结构在航空领域的运用◎孙锐(作者单位:航空工业哈尔滨飞机工业集团有限责任公司工程技术部)设计人员在实际开展飞机结构设计工作时,始终面对强结构以及高效率这一要求。
各类结构在设计过程中都需要满足不失稳这一需求,尤其是在受到拉力、压力以及剪切荷载作用力的情况下结构不会发生改变。
在航空领域当中应用复合材料夹层结构是其发展的主要趋势与方向,也是在社会经济不断发展过程中提出的客观要求。
现阶段夹层结构在飞机结构设计中使用的范围不断拓宽,这充分说明复合材料夹层结构在航空领域起到的作用与价值。
一、常用芯材的客观分析1.蜂窝芯材的特性。
蜂窝材料具有各向异性的特点。
蜂窝因为存在开孔结构,不适用湿法工艺或树脂注射工艺(如RTM 树脂传递模塑)。
铝蜂窝或芳纶纸蜂窝具有压缩模量高和重量轻的优点,它们是飞机结构上广泛使用的夹芯材料。
但在某些情况下如面板出现裂纹和孔隙时,水或水汽就很容易进入蜂窝。
温度下降后,进入蜂窝孔中的水被冰冻后体积会发生膨胀,将破坏邻近蜂窝孔格的粘接,降低了夹层结构的性能,这时必须对蜂窝材料进行维修。
强度以及比刚度较高,是铝蜂窝这一结构材料的明显特征。
剪切载荷较大的部位是铝蜂窝层结构应用的主要位置,一般会利用金属板材作为面板使用。
在一定重量条件下,铝蜂窝夹芯材料可以最大限度降低自身厚度。
同时这也是其缺陷,在壁厚太薄的影响下,蜂窝表面可能会有严重的局部失稳出现。
在同一阶段内使用铝蜂窝以及碳纤维面板时,无法顺利结合两种材料。
在膨胀系数方面,上述两种材料具备相当大的差异,所以会导致明显的固化变形问题出现。
两种材料之间极易发生电化学腐蚀问题。
没有恰当处理电绝缘是导致其出现的主要原因。
2.泡沫芯材的特征。
在隔热以及隔音能力方面,硬质聚氨酯泡沫远远高于其他泡沫,工艺简单、价格便宜是硬质聚氨酯泡沫的明显优势与特征,但是其存在力学性能较差这一缺陷,在机械加工中极其容易出现易碎或者掉渣的问题。
已成型的复合材料层压板蒙皮腔体内是注射硬质聚氨酯泡沫的最终位置。
机身整体壁板结构分析
南京航空航天大学硕壁板结构的设计、分析、制造与试验技术是 21 世纪干线及大 型飞机研制的关键技术之一。随着整体壁板的大量使用,为了对设计提供足够的 强度参考依据,必须对整体壁板进行相应的应力分析。本文从有限元分析、工程 算法以及试验三方面对整体壁板在轴压和剪切载荷下的强度进行了研究。 工程算法则重点研究了整体壁板在轴压、剪切状态下的静强度计算。轴压采 用与试验值相吻合的 Johnson 法,剪切采用半经验的“张力场分析方法” 。还参 照机身的结构形式、受载特点及其传力特性,分析比较了壁板结构的不同有限元 建模方法。使用 CATIA 建立了壁板全尺寸模型并导入 MSC.PATRAN 建立有限元模 型。 通过计算结果与试验数据的比较, 得出比较接近实际的有限元模型建模方法, 从而为更精确的计算和结构设计提供参考依据。 关键词:整体壁板,机身,有限元,应力分析,静强度
— II —
南京航空航天大学硕士学位论文
图、表清单
图 1.1 先进机身整体结构与常规组装结构对比.......................................................1 图 1.2 空客公司的 A380 和波音公司的 B787............................................................2 图 1.3 飞机整体设计结构关键部位分解图................................................................4 图 1.4 ARJ21 新支线飞机............................................................................................5 图 2.1 民机机身结构...................................................................................................7 图 2.2 普通框构造.......................................................................................................8 图 2.3 普通框载荷.......................................................................................................8 图 2.4 机身在垂直面内外载及内力图.......................................................................9 图 2.5 桁条式机身框平面内受 PY 力时传力分析 ...................................................10 图 3.1 组装壁板轴压试验件装配图.........................................................................12 图 3.2 组装壁板轴压试验件爆炸图.........................................................................13 图 3.3 组装壁板剪切试验件装配图.........................................................................13 图 3.4 组装壁板剪切试验件爆炸图.........................................................................13 图 3.5 整体壁板轴压试验件装配图.........................................................................14 图 3.6 整体壁板轴压试验件爆炸图.........................................................................14 图 3.7 整体壁板剪切试验件装配图.........................................................................15 图 3.8 整体壁板剪切试验件爆炸图.........................................................................15 图 4.1 歪斜因子.........................................................................................................18 图 4.2 歪斜角度.........................................................................................................18 图 4.3 锥度.................................................................................................................18 图 4.4 实际单元与母单元坐标.................................................................................19 图 4.5 长桁与蒙皮的中性面示意图.........................................................................21 图 4.6 凸台强制偏心示意图.....................................................................................21 图 4.7 局部刚度重叠示意图.....................................................................................21 图 4.8 整体壁板的板-梁模型简化图.....................................................................21 图 4.9 梁元折算为等效杆元和剪切板元的组合.....................................................22 图 4.10 钉元受力情况...............................................................................................23 图 4.11 铆钉板及其简化模型...................................................................................23 图 4.12 铆钉节点简化方案.......................................................................................24 图 4.13 局部刚度增加示意图...................................................................................24 图 4.14 使用 1 杆元+2 弹簧元模拟铆钉................................................................24 图 4.15 PATRAN 中提供的 FASTENER 单元 ........................................................25
某型飞机复材翼盒结构设计

某型飞机复材翼盒结构设计刘杰;孔令军;黎小宝【摘要】针对某型机机翼开展复合材料结构设计,在此基础上对结构形式、材料体系、密封形式、工艺方案等方面进行综合论述,验证主承力结构复材整体化设计及制造的可行性,可为主承力复材结构的工程化应用提供参考.【期刊名称】《教练机》【年(卷),期】2016(000)003【总页数】7页(P62-68)【关键词】复合材料;机翼翼盒;整体化;结构设计【作者】刘杰;孔令军;黎小宝【作者单位】中航工业洪都,江西南昌330024;中航工业洪都,江西南昌330024;中航工业洪都,江西南昌330024【正文语种】中文以某型机机翼为对象,对金属结构改复材结构进行研究。
为综合利用现有型号工装、型架、试验设备,降低研究成本,复材翼盒整体化结构方案应保证原金属结构机翼机身对接交点、三个挂梁交点、内外前襟、后襟翼、副翼的支臂交点位置及连接形式不变,以及前襟作动器、后襟翼旋转作动器、副翼舵机的安装位置及连接形式不变,为此,开展了复材翼盒整体化结构方案设计工作。
1.1 技术要求1)相比较现有金属结构重量降低10%—15%;2)满足某型教练机最严重载荷情况下的静强度要求。
1.2 翼盒结构方案机翼翼盒的结构形式主要有梁式、单块式和多墙式。
梁式结构蒙皮很薄,一般在翼面高度较大处布置梁作为传递总体弯矩的构件,多用于翼面结构高度较大的低速飞机。
单块式结构蒙皮较厚,与长桁、梁缘条组成可受轴力的壁板承受总体弯矩;纵向长桁布置较密,长桁截面积接近或略小于梁缘条;梁与壁板形成封闭的盒段增强翼面结构的抗扭刚度;为充分发挥单块式结构受力特性,左右机翼最好连成整体贯穿机身。
多墙式结构布置较多的纵墙,蒙皮较厚,肋相对较少,根据受集中力的需要布置加强肋。
1)金属翼盒结构方案金属翼盒纵向布置5根梁,横向布置11根翼肋、4块上下整体壁板及口盖。
机翼盒段悬挂有3个外挂,分别布置在内段5肋、外段9肋及翼尖(翼尖导发架)处。
千斤顶支座布置在7肋~8肋之间靠近5梁的位置。
某型飞机上半壳壁板装配型架设计

该机型上半壳壁板(见图1)是飞机机身中相对于简单的组合部分,是飞机框与蒙皮的结合件。
整个上半壳壁板由框、蒙皮、长桁和连接角材组成。
图1上半壳壁板数模1工艺性分析该机型上半壳壁板内外侧都为不规则曲面,在型架的设计时,将蒙皮的内侧与卡板直接支撑。
上半壳壁板的蒙皮与长桁采用铆接方式连接。
该机的外蒙皮在进行产品装配时,是通过外蒙皮耳片上的定位孔进行定位的,用内型卡板定位蒙皮内部的形状,外部用束紧带束紧,保持蒙皮在产品装配是的固定状态。
2方案确定2.1骨架形式确定采用底座式框架。
此类框架可以用螺栓初步固定在地面上,再用混凝土固定,也可以直接安放在平度较高的地坪上,用螺栓固定。
2.2型架设计基准确定以飞机机身轴线作为成套的装配夹具和成套的标准工艺装备的设计基准,这样可以避免基准转换时繁杂的计算,也可以消除制造时由于基准转换引起的误差积累。
2.3定位基准的选择为了便于对图纸和工艺规程的综合研究,采用飞机对称轴线和飞机水平基准线作为定位基准。
3装配型架设计3.1装配型架总体结构分析飞机上半壳壁板为机身的主要部分,以保证机身的加工和装配精度和准确度,进而保证飞机筒段部分的加工精度,确保飞机的结构强度,达到飞行过程中的优良性能。
上半壳装配型架的主要结构如图2所示,上半壳壁板配型架与其他型架有很多相似的地方,也基本是由框架、卡板、定位器、定位件组成,只是因产品的特殊结构,在定位上会针对不同的结构给予不同的定位,特殊之处是有一部分架外安装。
设计恰当的定位,确保加工和安装的准确。
3.2框架的设计拟订该型架的骨架形式为底座式,这种骨架形式是有槽钢焊接成的底座,由几段组合而成,可多次使用。
这种组合式型架用于大、中型型架,特别是机身、机翼部段或部件的总装型架。
图2上半壳装配型架图3.3定位形式设计采用了孔定位。
左右两侧都是成对出现的定位器用来定位框在横向的固定。
上方的定位器和下面两个定位器将这个框稳定而准确的定位在型架中。
框定位器多采用了过定位,其目的是为了加强对框体的支撑,确保了产品的加工精度。
整体壁板的制造

四、整体壁板的成形
整体壁板由于尺寸大,材料厚,带 有各种加强筋和凸台,外形准确度要求 高,在成形问题上存在很多困难。 由于壁板的规格、品种很多、尺寸 大小不一,外形曲度有很大变化,所以 需要针对具体零件的特点,工厂的生产 条件,工人的技术水平,试制周期,生 产批量等进行具体分析,订出切实可行 的工艺方案。
—— 整体壁板的滚弯成形
—— 整体壁板的滚弯成形
单曲度整体壁板不仅可用闸压成形 也可用滚弯成形。成形时在内表面垫 以硬塑料板,此塑料板预先加工出窝 存筋条的凹糟,塑料板与工件一起滚 弯,避免由于筋条而阻碍滚弯。
—— 整体壁板的拉形
沿用成形飞机蒙皮的拉形方法,用 普通机床亦可拉形简单型式的整体壁 板,但通常需要专用的复杂工夹具。 复杂整体壁板由于有筋条部位和无 筋条部位之间刚度差异很大,通常在 拉形后表面出现严重凸凹不平,因此 一般需采用专用拉形机拉形。
2.整体壁板的喷丸成形
喷丸技术早期主要用于强化工件 表面层,使表面产生压缩应力,达到 提高疲劳强度和抗腐蚀能力的目的。 后来随着整体壁板的出现,喷丸技术 又为成形整体蒙皮的工艺方法之一。
(1)喷丸成形原理
弹丸由压缩空气吸入喷嘴,又由喷嘴 向工件表面喷射。 所谓喷丸成形即喷射弹丸的喷嘴对准 工件要求部位喷射弹丸,打击工件表面层, 使之产生塑性变形达到成形目的。 弹丸打击到工件表面,表面层会出现 许许多多凹坑,凹坑周围金属向径向排挤。 其结果是上表面的面积增加,其自然趋势 是拱起。
整体壁板
柱形壁板
锥形壁板
凸峰壁板
马鞍形 壁板
工程经济第五章 风险和不确定性分析
21.31 11.25 8.45 7.09 10.95 7.60
9.53 8.45 7.68 7.13 8.02 8.45 8.88 9.30
28
相同原理下,也可以采用分析图的方式。
回收期(年)
16
产量 10.95 12 8.88
8
7.6投资 4 -20% -10%
7.68
6.48 售价
10%
+20%
16
例:某公司生产某型飞机整体壁板的方案设计生产能力为
100件/年,每件售价P为6万元,方案年固定成本F为80万元,
单位可变成本V为每件4万元,销售税金Z为每件200元。若 公司要求经营安全率在55%以上,试评价该技术方案。 解 盈亏平衡方程
Px F Vx Zx
F 80 xb 40.4件 P V Z 6 4 0.02
例如,原材料价格的变动对投资回收期的影响。
23
敏感性分析的基本思路:
预测项目的主要不确定因素可能发生的变化,分析不确
定因素的变化对经济评价指标的影响,从中找出敏感因素, 并确定其影响程度,提出相应的控制对策,为科学决策提供 依据。 对项目评价指标有影响的不确定因素很多,例如产品产
(销)量,售价,原料、动力价格,投资,经营成本,工期
解之有 xb2=BEP2=4000件 即
x 2286
用方案A 用方案C 用方案D
22
2286 x 4000
4000 x
第二节
敏感性分析(Sensitivity Analysis)
又称灵敏度分析
敏感性分析是常用的一种评价经济效益的不确定
性方法。用于研究不确定因素的变动对技术方案经济
效益的影响及其程度。 即当构成技术经济评价的基础数据发生变化时, 其评价指标会有多大变动。
复合材料自动化制造过程的质量控制

复合材料自动化制造过程的质量控制【摘要】本文以某型机尾翼壁板为例,探讨了自动化制造过程的质量管控重点以及风险点,从原材料、铺贴、装配组合以及数字化检测四方面对自动化实现过程提出质量管控措施。
【关键词】自动化制造质量控制1.前言复合材料技术是当前航空制造领域的关键技术之一,尤其是纤维增强树脂基复合材料,以其比强度大、比刚度高、抗疲劳性能好、各向异性以及材料性能可设计等特点,在航空领域的应用日益广泛。
传统的复合材料零件制造工艺以手工铺叠为主,零件的铺叠、周转、组合都依靠人工操作完成,零件生产周期长且质量稳定性难以保证,因此在复材制造行业,越来越强调自动铺丝、自动铺带、热隔膜成型等自动化制造技术的应用[1]。
某型机尾翼壁板属于加筋结构,由蒙皮和T型长桁组成,采用自动化制造,即自动铺带+热隔膜成型+共固化热压罐成型技术,蒙皮采取手工铺贴+自动铺带组合的方式进行,预浸料织物和防雷击膜在成型模上采用手工铺贴,碳带采用自动铺带机铺贴后平移至成型工装与织物和防雷击膜进行抽真空压实,长桁采用自动铺带+超声波自动铣切模式,通过热隔膜进行预成型后通过新设计的翻转设备与蒙皮“杯锥”组合精确装配组合定位。
“杯锥”组合在很大程度上可减少共固化过程长桁发生偏移进而导致固化后轴线度超差的质量问题,制造过程见图1。
图1 尾翼壁板自动化制造过程示意图2.自动化制造过程质量控制2.1质量控制要素及风险点自动化制造过程涉及流程多且各个环节控制要素多,其中材料、铺贴、装配组合、数字化检测四大类为质量控制关键控制项目。
表1 复材制件质量控制要素及风险点3.2原材料控制复合材料的原材料大都是温度和时间敏感材料,对于低温材料,在运输、储存、使用的全过程中控制并记录材料所处环境的温湿度。
原材料质量是复材制件质量保证的前提处于复材制造的源头,因此必须列为关键控制项目进行重点管控。
3.3铺贴过程在铺带过程中,需检查预浸料卷的直径,不宜偏差过大,同时要注意进行废料检查。
某型机机翼壁板裂纹修理方案的研究

Vol. 60 No. 2工程与试验 ENGINEERING & TEST Jun. 2020某型机机翼壁板裂纹修理方案的研究赵玺,彭晓兵,张妮娜,陈鹏,云双(中航西飞民用飞机有限责任公司,陕西 西安710089)摘要:机翼壁板裂纹是飞机服役中普遍遇到的损伤,贴补加强是典型的修理方案。
本文通过试验和计算机仿真分析,研究修理部位的受力情况,给出了修理后的危险部位,并对模拟结果与试验结果进行了对比,结果吻合较好。
同时,得到了机翼壁板试验件的典型开裂模式,对工程断裂问题研究有较好的参考价值。
关键词:机翼壁板;有限元;裂纹扩展;损伤容限中图分类号:V216.1 文献标识码:A doi :10. 3969/j. issn. 1674 -3407.2020.02.013Study on Maintenance Program of Aircraft Wing Panel CrackZhao Xi , Peng Xiaobing , Zhang Nina, Chen Peng, Yun Shuang(AVIC XAC Commercial Aircraft Co., Ltd., Xi'an 710089 , Shaanxi , China )Abstract : Wing panel crack is universal phenomena in the daily use of aircraft , which is typically repaired by strengtheningthe board. The stress distribution in the repaired position is studied by experiment and computer simulation. Dangerousareas after repair are given. It is found that the simulated results agreed well with the experimental results , and the typicalcrack growth mode is obtained , which provides a reference for engineering fracture problems.Keywords : wing panel ; FEM ; crack growth ; damage tolerance1引言老龄化飞机在检查时,经常会发现机翼壁板裂纹,贴补 加强是常用的修理方法。
歼6机翼结构分析
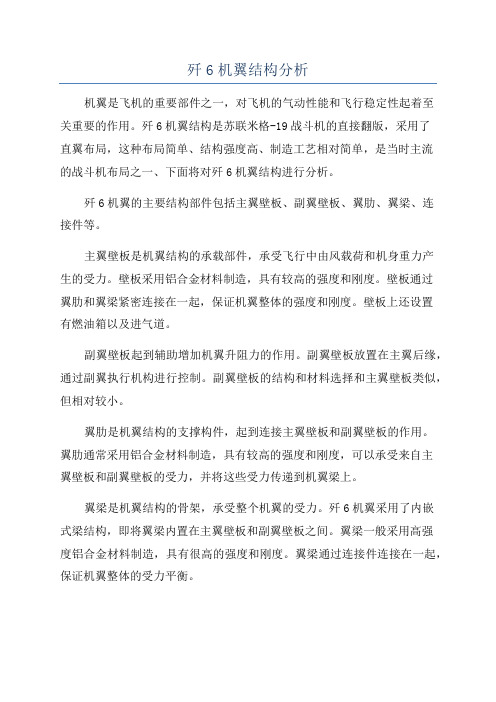
歼6机翼结构分析机翼是飞机的重要部件之一,对飞机的气动性能和飞行稳定性起着至关重要的作用。
歼6机翼结构是苏联米格-19战斗机的直接翻版,采用了直翼布局,这种布局简单、结构强度高、制造工艺相对简单,是当时主流的战斗机布局之一、下面将对歼6机翼结构进行分析。
歼6机翼的主要结构部件包括主翼壁板、副翼壁板、翼肋、翼梁、连接件等。
主翼壁板是机翼结构的承载部件,承受飞行中由风载荷和机身重力产生的受力。
壁板采用铝合金材料制造,具有较高的强度和刚度。
壁板通过翼肋和翼梁紧密连接在一起,保证机翼整体的强度和刚度。
壁板上还设置有燃油箱以及进气道。
副翼壁板起到辅助增加机翼升阻力的作用。
副翼壁板放置在主翼后缘,通过副翼执行机构进行控制。
副翼壁板的结构和材料选择和主翼壁板类似,但相对较小。
翼肋是机翼结构的支撑构件,起到连接主翼壁板和副翼壁板的作用。
翼肋通常采用铝合金材料制造,具有较高的强度和刚度,可以承受来自主翼壁板和副翼壁板的受力,并将这些受力传递到机翼梁上。
翼梁是机翼结构的骨架,承受整个机翼的受力。
歼6机翼采用了内嵌式梁结构,即将翼梁内置在主翼壁板和副翼壁板之间。
翼梁一般采用高强度铝合金材料制造,具有很高的强度和刚度。
翼梁通过连接件连接在一起,保证机翼整体的受力平衡。
连接件是机翼结构的组装部件,它将主翼壁板、副翼壁板、翼肋和翼梁等部件连接在一起,保证机翼结构的整体稳定性。
连接件一般采用铝合金材料制造,具有较高的强度和刚度。
总的来说,歼6机翼结构在设计上充分考虑了强度和刚度的要求,采用了合理的材料和结构布局,保证了机翼在飞行过程中的稳定性和可靠性。
但由于歼6机翼结构相对较为简单,制造工艺相对简单,因此在一些复杂的飞行条件下,如高空高速飞行或超载飞行时,机翼结构可能会存在一定的强度和刚度不足的问题。
因此,在设计和制造过程中需要严格按照相关标准和规范进行,并进行充分的工程实践验证。
总结起来,歼6机翼结构是一种经典的战斗机翼结构,具有较高的强度和刚度,能够满足大部分飞行条件下的要求。
某型飞机外侧前襟整体化复合材料结构研究
某型飞机外侧前襟整体化复合材料结构研究马丽莎;赵海超;赵明;郭丹丹;刘贵芳【摘要】对某型飞机外侧前襟复合材料结构进行了整体化研究,通过使用复合材料结构替代现有金属结构的等强度替代设计,以达到在强度满足设计要求的同时,获得显著的减重效果,并提高外侧前襟制造工艺的整体化及部件的表面质量.【期刊名称】《教练机》【年(卷),期】2016(000)001【总页数】4页(P45-48)【关键词】前襟;复合材料;整体化;减重【作者】马丽莎;赵海超;赵明;郭丹丹;刘贵芳【作者单位】中航工业洪都,江西南昌330024;中航工业洪都,江西南昌330024;中航工业洪都,江西南昌330024;中航工业洪都,江西南昌330024;中航工业洪都,江西南昌330024【正文语种】中文某型飞机外侧前襟采用传统的金属结构,存在重量较重的问题,而复合材料相比金属材料,比强度高,比刚度大,复合材料结构往往具有重量较轻的优势。
此外,采用复合材料结构替代原金属结构可以提高部件的表面质量。
因此,本文开展了外侧前襟的复合材料方案研究,由复合材料结构替代原金属结构,以减轻机体结构的重量,同时提高外侧前襟制造工艺的整体化及部件的表面质量。
某型飞机外侧前缘襟翼见图1,由14根翼肋、上下蒙皮、前缘条、外侧尾缘条、斜梁组成。
蒙皮上、下翼面各布置两根长桁,沿展向布置。
内、外段梁由预拉伸板机加而成,并分别带两组与机翼前缘连接的铰链式接头,接头孔内压有金属氟塑料衬套。
外侧前襟通过3个吊挂点转轴接头和2个操纵作动器连接到机翼上。
外侧尾缘条的结构为T字型整体机加件。
外侧前襟蒙皮分为上、下两块蒙皮,上、下翼面各布置了两根长桁,长桁均采用铝合金挤压型材加工而成,在与翼肋相交处开有缺口。
前襟翼肋与斜梁、蒙皮、长桁和尾缘条相连。
16肋为顺气流航向布局,其余肋采取垂直于斜梁的正交布局,这样既可以保证机翼有比较好的平滑外形,同时还可以有效的减少翼肋的长度,提高壁板稳定性。
5 项目的不确定性分析

收 入、 成 本
S=(P-t)Q
盈利区
E BEP
C= CF+CV × Q
亏损区
CV × Q C CF
F
利润 E=S-C =(P-t)Q-(CF+CVQ)
=(P-t-CV )Q-CF
0
QBE
产量Q
E CF Q P t CV
当目标要求达到某一利润E时,求其产量Q,
两种
情况
即Q=
E+CF
解得 QBE1=2837(件); QBE2=9162(件)
(2) 最大利润时的产量QOPi
利润函数
E(Q)=S(Q) -C(Q)
=55(Q) -0.0035Q2- 65000-25Q+0.001Q2
=0.0025Q2+30Q-65000
对上式求导,令dE(Q)/dQ=0,得
-0.005Q+30=0 QOPi=300.005=6000(件)
P-t-CV E+C
F P- t-CV
当目标要求产量Q在多少的情况下企业保本(E=0),
即QBE =
=
CF P-t-CV
此外,可求最低生产能力利用率
CF QBE 1 f 0= 100% = Q 100% Q0 0 P-t-CV
Q0——已知的设计生产能力
4.非线性盈亏平衡分析 在不完全竞争的条件下,销售收入S和成本C与产 (销)量Q间可能是非线性的关系。 当产量达到一定数额时,市场趋于饱和,产品可能 会滞销或降价,这时销售收入S呈非线性变化; 而当产量增加到超出已有的正常生产能力时,可能 会增加设备,要加班时还需要加班费和照明费,此 时可变费用CV呈上弯趋势,产生两个平衡点 BEP1 和BEP2 。
大型飞机机身壁板装配位姿调整系统的运动规划

Ke wo d :a smby;tae tr ln ig;p su eai n n y r s s e l rjco y pa nn o t r l me t g
大型飞机 装配 是一 个 复杂 的生产 过 程 , 于传 由 统 刚性 型架存 在着设计 制造周期 长 、 精度 稳定性差 、
c s fu c ra n p t n e u e h u t a i o to i iu t f e e y l c t r b e o p - a e o n e t i a h a d r d c s t e m li x s c n r l f c ly o v r o a o y d c m o — d f sn h o a i n p t l n i g i t wo p r s o e f r p sto c e e n h t e o r n a i g t e l c t a h p a n n n o t a t , n o o ii n s h m sa d t e o h rf r i t — o o e to n s Th i u a i n a d e p rme ts o t e a c r c in o e. e sm l t n x e i n h w h c u a y,e fce c n t b l y o o a in o fii n y a d s a i t f l c t i o
[ —] 46 以关 节加 速 度 变化 或 关节 驱 动力 变化 对 时 间 的积分最 小为 目标进 行 轨迹 规 划 , 而降低 了轨迹 从
其运 动规 划方 法可满足机 身壁板 装配调姿 的精度 、 效率和稳 定性要 求 , 为装配件调 姿运动 的 高效精
A320型客机曲面壁板墙纸铺设成型工艺探讨

A320型客机曲面壁板墙纸铺设成型工艺探讨宗法忠;张秉科;吴剑兵【摘要】通过对A320型飞机客舱曲面壁板墙纸成型后出现的故障现象分析,讨论壁板的维修工艺流程展开论述,进而对墙纸的真空成型工艺进行探讨,总结出提高墙纸成型质量的工艺参数和工艺流程.【期刊名称】《长沙航空职业技术学院学报》【年(卷),期】2018(018)004【总页数】4页(P56-59)【关键词】A320型客机;曲面壁板墙纸成型;维修工艺;工艺流程【作者】宗法忠;张秉科;吴剑兵【作者单位】广州飞机维修工程有限公司,广东广州510470;广州飞机维修工程有限公司,广东广州510470;广州飞机维修工程有限公司,广东广州510470【正文语种】中文【中图分类】V267A320型客机客舱曲面壁板墙纸铺设成型后,墙纸表面会出现不同程度的缺陷,本文通过对缺陷的造成原因进行总结,并对造成缺陷的各种可能原因进行深入的分析和探讨,力求在施工工艺方面获得能提高铺设此类墙纸质量的方法。
1 A320曲面壁板墙纸成型常见故障及成因客舱曲面壁板上的墙纸表面材料为一层Tedlar层(聚氟乙烯PVF),有稳定的物理化学性质表现出优良的耐老化性,此外墙纸特有的拉伸变形的特性能够让墙纸成型于三维曲面壁板的表面。
然而在墙纸成型于曲面壁板后,墙纸表面会出现诸如类似褶皱、破损、鼓泡等现象,极大的影响墙纸的成型质量。
下面试着对墙纸成型后表现的不同种类的缺陷及各自成因展开探讨。
类褶皱现象及成因分析:类似褶皱现象,即在真空成型的过程中因墙纸的拉伸变形导致的墙纸变形黏连的现象。
出现这种现象是因为墙纸拉伸变形的不均匀,温度效果不够时易造成墙纸的褶皱现象;另外作用在墙纸两端的压力不同,一边高一边低同样会造成墙纸表面褶皱的现象。
破损现象及成因:墙纸在热真空成型过程里墙纸会出现破损现象,这种现象主要因应力集中所致。
常出现的位置是椭圆形的窗框位,主要是在制作减压孔时损伤墙纸致使拉伸形变时产生破损。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
某型飞机整体壁板设计
【摘要】整体壁板是现代先进飞机的重要结构件,从整体壁板的结构特点出发,介绍了整体壁板的结构形式和分类,重点阐述了某型飞机整体壁板蒙皮厚度的计算方法、筋条布置的原则和间距的计算方法,另外还介绍了整体壁板加工方法。
【关键词】整体壁板结构特征;整体壁板设计;整体壁板加工方法
1、引言
随着飞机性能的不断提高,对飞机结构的气动外形和整体性的要求也越来越高,而且随着市场多元化的发展,进一步降低制造成本,使产品更加具有竞争力,是许多飞机制造厂商面临的主要问题。
2、整体壁板结构特性
飞机的壁板通常是用蒙皮和纵向、横向加强零件靠铆接、胶接、焊接、螺接等装配而成。
这种装配式壁板的刚度、强度、密封性都较差。
后来,为了减轻结构重量,逐渐改用整体壁板代替装配壁板,即壁板的蒙皮、加强凸台、下陷、筋条等架构要素之间没有任何机械连接。
作为飞机上最主要的一类零件——整体壁板,它既是构成飞机气动外形的重要组成部分,同时也是机身、机翼等的主要承力构件。
因此先进飞机的整体壁板不仅具有复杂的双曲率外形,同时还具有复杂的内部结构,如整体加强凸台、口框、肋、筋条等。
这样的零件结构既可以达到满足外形的要求,同时又可以达到减少零件数量、减轻重量和提高使用寿命的目的。
整体壁板主要用于飞机机身、机翼、地板和油箱等重要部位,与传统的铆接式壁板相比,整体壁板结构件有以下优点:
(1)可以减轻结构重量。
同一个部件,在保证同样刚度和强度的情况下,由于减少所含零件及紧固件的数量,整体壁板比铆接壁板结构重量轻15%~20%。
(2)可以提高整体油箱密封性。
由于没有蒙皮与长桁连接的钉孔(或螺栓孔),大大减少油箱的渗漏几率,而且可以减少密封材料的用量,一般比铆接结构减少密封用胶量80%。
(3)可以提高结构的疲劳寿命。
由于紧固件用量少,净截面面积大于铆接壁板,从而提高结构的疲劳寿命,同时还可以承受较高的压缩屈服载荷。
(4)可以缩短装配周期。
由于减少了零件和紧固件的数量,从而减少67%
左右的装配工作量,简化协调关系,缩短装配周期。
(5)可以提高飞机性能。
由于没有机械连接,外形尺寸准确,从而使机身表面更光滑,减少了飞行阻力,提高飞机性能。
3、某型飞机整体壁板设计
3.1整体壁板设计的一般要求
对于整体壁板结构件,在保证飞机总体设计,满足结构强度和刚度的情况下,应综合考虑减重效果、制造成本、制造周期及目前的工艺方法。
因此,在设计整体壁板结构件时,对于同一设计要求和具体情况,可选取不同的形状,通过定性分析和定量计算,选出结构效率高、满足总体设计要求、相对合理并可实现的形状。
3.2整体壁板的剖面形状
以某型飞机的机身整体油箱为例,因其位于飞机的机身融合段,既是机身蒙皮,参与机身整体受力(且所受载荷较大),又作为油箱装载燃油,有密封要求,故被设计成整体壁板结构件。
机身油箱壁板剖面形状包含了3种典型剖面形状(⊥形、工形、Z形),在满足总体设计要求、强度要求及密封要求的同时,又综合考虑了提高结构效率及减轻重量的要求,是整体壁板结构件在某型飞机上成功应用的典范。
整体壁板的3种剖面形状的特点如下:
(1)⊥形:容易机械加工和成形;筋条与其他零件的连接较为困难;在同样剖面面积的情况下,比其它形状剖面的惯性半径小;材料利用率低。
(2)工形:筋条的腹板不易加工,其厚度不应小于3mm;剖面的惯性半径大,临界应力高;壁板成形较困难。
(3)Z形:筋条的腹板容易加工;在同样剖面面积的情况下,其惯性半径最大;壁板成形较困难。
3.3整体壁板蒙皮厚度设计
整体壁板蒙皮取决于扭转刚度、抗剪切强度、稳定性和疲劳、损伤容限要求,以及与其它零件的连接情况和工艺性要求。
因为蒙皮厚薄对结构重量的影响极大,而某型飞机重量控制又极其严格,所以设计整体壁板时,要根据强度、刚度和寿命的要求综合考虑蒙皮厚度,使整体壁板的重量尽量小。
在设计初始阶段,根据不同的载荷情况,按扭转刚度、稳定性或统计数据确定整体壁板的蒙皮厚度。
3.4整体壁板筋条布置
4、整体壁板加工方法
由于加工方法的选择对零件的成本高低有直接影响,所以某型飞机整体壁板结构件在设计之初就征求了工艺部门的意见,在满足设计要求的情况下,尽量选择经济性好的加工方法,并把加工方法的特点与零件的结构特点有机的联系起来,这样既可以满足设计要求,又不会对加工方法提出过高的要求,从而降低零件的制造成本。
某型飞机整体壁板最终选择的加工方法为数控机械加工。
数控机械加工的特点是:精确、快速,适合批量生产,生产效率高,可以加工形状复杂、精度要求高的零件,还可以加工一些普通机床不能或不便加工的零件,装夹定位后能加工多道工序,加工质量稳定,减轻操作者的劳动强度。
5、结论
飞机整体壁板的设计与制造是现代先进飞机研制中重点研究的技术之一。
本文通过对某型飞机整体壁板结构件的设计、加工方法等的分析,为今后飞机设计及改进设计提供了参考和借鉴。