Y631K花键轴铣床-Y631K花键铣床
大连产普通车床说明书

大连产普通车床说明书大连产普通车床说明书篇一:大连机床说明书终版金属表面电解质-等离子抛光机床使用说明书大连樱菲琳格科技发展有限公司 201X年10月 - 1 -公司概述大连樱菲琳格科技发展有限公司位于大连经济技术开发区,是一家主要从事生产、研发以及引进国际高新技术和人员,并推介国内人员出国培训和留学的科技公司。
本公CN61806280A A. B. C C-15长沙二机车床CW61836283C A.B.C C-19长沙二机车床CW61936293C A.B.C C-20 床 C6020 A C-21德州车床CD6171 A.B.C C-22 车床 CF6140A.B.C C-23大连车床C620C620G -24 车 C512A A.B.C C-25青海重型轴颈车(磨)床CA8311AA C-26 纵切自动车床CM1113 A C-27 西安车床 CX6140A C-28 一车床J1MT360X1000mmA C-29 齐一立车 C5112AA C-30 一立车C5116A A C-31 济一精密车床-32 床 C616A-1 A.B.C C-33 沈一车床 C620-1 A C-34 州车床CW61180A.B.C C-35 济一数控车床 CJK6136 A C-36 角车床C1336 A C-37 南京六角车床C1325 A C-38 州车床 CDZ系列A、B、C、D 瓦房云南机床厂数大连二机车济南一江西四机(车济南一机车长沙二机车齐哈一机落地车沈一仿形瓦房店立宁江精密单轴济齐济一精密车德南京六德C-39 鲁南车床 CL6132A C-40 宝鸡普通、数显车床 40\50系列 A C-41 济一高速精密车床J1-MK460 A C-42 济一车床J1C6132 A C-43 济一车床J1C6136 AC-44 济一车床J1C6140 A C-45 济一高速精密车床J1-MK530A C-46 FANUCOi-MC使用及维修说明书 C-47 烟台液压多刀半自动车床CA7620 AC-48 齐一立车 C5120 C5116A C5112A A C-49 兰州车床CW6163D CW6263D AC-50 兰州车床 CW6180DCW6280DA C-51 沈一管螺纹出床 S1-127A A全套生产图纸C-52大连二机CW62100C 等十种型号车床A C-53 大连车床 CW61(2)63E A、B、CC-54 大连车床 CW61(2)80E A、B、C C-55 大连车床 CW61(2)100E A、B、C TX-1 北京一机立铣X52K ATX-2 北京一机卧铣 X62WA TX-3 北京一机卧铣XA6132A、B、CTX-4 齐哈二机卧铣X6130 A、B、C TX-5 上海四机立铣X53TA TX-6 南通机床厂仿形摇臂万能铣 XF6325 A TX-7 汉川机床厂卧式镗铣床 T611BT611C ATX-8中捷卧镗 T68 A .B.C TX-9 蚌埠晶菱万能升降台铣床X6142AT A.B.C TX-10蚌埠晶菱卧式升降台铣床X6042ATA.B.C TX-11北京一机立铣X53K A TX-12北京一机卧铣 X63W A TX-13汉川机床厂卧镗 T611AA TX-14上海四机立铣 X53TA TX-15芜湖重型立式精镗床T716A A、B TX-16北京一机立铣 X5032A A TX-17南通机床厂立铣X53K A TX-18北京一机圆工作台铣床X5216 A TX-19北京一机立铣 X53KA、B、C、精度标准TX-20北京一机卧铣 X62W A、B、C TX-21北京一机立铣 X52KA、B、C、精度标准 TX-22天津六机龙门铣床 X201XG A TX-23 德州卧镗 T68A TX-24 昆明卧镗TX68 A、B、CTX-25 昆明立式金钢镗 T716 A、CTX-26上海七机万能铣 X57-3AA TX-27立铣X5032ATX-28中捷卧式铣镗床TPX619、6111系列电气说明 TX-29 花键轴铣床 Y631K A、B TX-30上海四机立铣 X5025A A、B、C TX-31 昆明数显卧镗床TX6111DA、B、C TX-32 浙江泰源侧面铣TX700X1600mm A B-1 济南二机龙门刨铣床 BX201XX4m AB-2青岛生建牛头刨床 BC6063 A、B、C B-3 北京二机牛头刨床 B665 A、B、C B-4抚顺机床厂插床 B5032 A、B、C、DB-5 济南二机龙门刨床 B215 A B-6青岛生建牛头刨床B6066BC6063 A.B B-7 济南二机单臂刨床B1010A×3m AB-8济南二机单臂刨床B1012A×4m A B-9 济南二机单臂刨床B1016A×6m AB-10 济南二机龙门刨床B201XA×3m A B-11济南二机龙门刨床B201XA×4m A B-12 济南二机龙门刨床B201XA×4m6mA B-13北京一机龙门铣床 X201XA A. B. C B-14 长沙机床厂卧式拉床 L6120A B-15定陶机床厂插床 B5032 A. B B-16青岛生建牛头刨床 B665A B-17泉州机床厂牛头刨床 B6080-1 A、B、C B-18 抚顺新生插床B5020B5032 A、B、D W-1 长治锻压液压弯管机 CDW27Y-114X8mmAW-2长治锻压液压弯管机CDW27Y-159X14mm A W-3 长治锻压液压弯管机CDW27Y-219X18mmA W-4上海长江液压弯管机 WC27-114X8mm A W-5 南通恒发七辊平板机 W43J-20X7A W-6长治锻压三辊卷板机CDW11-20X201XA A W-7 长治锻压三辊卷板机 CDW11系列A W-8泰安锻压三辊卷板机W11系列A W-9 泰锻一分厂三辊卷板机 W11-8X2m A W-10沈阳重型四辊卷板机W12-20X1.9MA W-11江都机床厂液压折弯机WB67Y-100TX3.2m AW-12 液压折弯机 WB67Y-63TX5m A W-13开卷校平剪切收卷线3X2m A W-14无锡冶金液压折弯机 WB67Y-100T A W-15金星折剪液压折弯机WB67Y-40TX 2mAC W-16济二开卷校平剪切线 ZS-3X1.6m全套 W-17液压折弯机 WB67Y-63TX1.6m A W-18 液压折弯机 WC67Y-25TX1.6m A W-19陕西方圆手动折方机 WS-15 A W-20 泰安华鲁WC67Y-63TX2500A、C W-21济工设备安装公司液压弯管机DYW-1 A W-22 陕西方圆校平压筋机JP2X1300A W-23陕西方圆液压铆接机YM-20 A W-24 陕西方圆共板法兰成型机BFX-12 A W-25陕西方圆单平口咬口机YZD-12-380A B W-26 陕西方圆压筋机YJ-1.2X2300 A B W-27陕西安装咬口机 A W-28 江阴机械机械弯管机 W27-60 A W-29泰安泰尊液压折弯机WD67X-160TX4m ABC Y-1 济南二机单面校直机 WA34-200T A Y-2 济南二机闭式单点压力机J31-400TA Y-3 齐哈二机切边压力机 J81-1250TAY-4 嘉祥轻工机械厂开式可倾压力机J23-16T A Y-5 济南机械制修厂开式可倾压力机J23-35TAY-6 徐州锻压开式可倾压力机 JC23-63T A Y-7 平度木工机械厂开式可倾压力机J23-80TA Y-8 开式固定台压机 JB21-100T A Y-9 青岛锻压双盘摩擦压力机J53-1000TA Y-10山东机器厂上顶式油压机 300TA Y-11长治锻压空气锤C41-400kgA Y12徐州锻压开式固定台压机 JA21-160T A.B.C Y-13济南二机双点压力机J36-160T A.B.C Y-14淄川机械厂空气锤 C41-150AA Y-15济南二机单点压力机J31-250T A.B.DY-16天津二锻单柱校正压装液压机Y41-25B A Y-17开式可倾压力机 J23-12TA、 C Y-18 开式可倾压力机 J23-16TA Y-19开式可倾压力机 J23-25TA、 C Y-20 开式可倾压力机 J23-40TA、C Y-21开式固定台压机 J21S-63T A、CY-22荣城锻压开式固定台压机 JB21-100T A Y-23青岛锻压双盘摩擦压力机J53-160BA、B、C Y-24 四柱油压机 YB32-100T A Y-25上海锻压单点压力机JA31-400TA、B、C Y-26 青锻双盘摩擦压力机J53-1000T A、B、C Y-27济二高密双点压力机 J36-250B A. D Y-28 济二数控液压转塔冲床J92Y-30T A Y-29黑锻回转头步冲压力机JH92K-252 A Y-30 胶锻双盘摩擦压力机 J53-300TA、B、C附送:大连市经委老干部离退休党支部工作职能大连市经委老干部离退休党支部工作职能1、宣传贯彻执行党的路线、方针、政策和各级党组织的决议,组织离退休干部党员在维护、关心、支持改革开放和现代化建设的大局中发挥先锋模范作用。
机床技术资料大全机床说明书
机床技术资料大全机床说明书A:说明书B:合格证C:装箱单D:配件目录编号生产厂家机床名称型号规格资料明细编号厂家名称型号规格资料明细C-1济南一机车床C616A、B、CC-2德州车床C620AC-3德州车床C620BA、B、CC-4德州车床(马鞍)CD6163/6263A、B、CC-5沂水车床C630-1AC-6瓦房店立车C5112AA、B、CC-7沈阳三机转塔车床CB3463AC-8云南机床厂数控车床CYNCP-400AC-9沈阳一机车床(马鞍)40、50系列大连二机车床CW6163A、B、CC-11天津二机车床CQ61100AC-12济南一机精密车床CM6125A、B、CC-13齐哈一机落地车床C6016AC-14江西四机(车床)CN6180/6280AA.B.CC-15长沙二机车床(马鞍)CW6163/济南一机车床J1C616G沈阳一机CA系列精度检验单C-18长沙二机车床(马鞍)CW6183/6283C长沙二机车床(马鞍)CW6193/6293C齐哈一机落地车床C6020AC-21德州车床CD6171沈一仿形车床CF6140大连车床C620/C620G瓦房店立车C512A青海重型轴颈车(磨)床CA8311AAC-26宁江精密单轴纵切自动车床CM1113AC-27西安车床CX6140AC-28济一车床J1MT360X1000mmAC-29齐一立车C5112AAC-30齐一立车C5116AAC-31济一精密车床CM6125济一精密车床C616A-1沈一车床C620-1AC-34德州车床CW61180济一数控车床CJK6136AC-36南京六角车床C1336A C-37南京六角车床C1325AC-38德州车床CDZ系列A、B、C、DC-39鲁南车床CL6132AC-40宝鸡普通、数显车床40\50系列AC-41济一高速精密车床J1-MK460AC-42济一车床J1C6132AC-43济一车床J1C6136AC-44济一车床J1C6140AC-45济一高速精密车床J1-MK530AC-46FANUCOi-MC使用及维修说明书C-47烟台液压多刀半自动车床CA7620AC-48齐一立车C5120C5116AC5112AA C-49兰州车床CW6163DCW6263DAC-50兰州车床CW6180DCW6280DAC-51沈一管螺纹出床S1-127AA全套生产图纸C-52大连二机CW62100C等十种型号车床AC-53大连车床CW61(2)63EA、B、CC-54大连车床CW61(2)80EA、B、C C-55大连车床CW61(2)100EA、B、CTX-1北京一机立铣X52KATX-2北京一机卧铣X62WATX-3北京一机卧铣XA6132A、B、CTX-4齐哈二机卧铣X6130A、B、CTX-5上海四机立铣X53TATX-6南通机床厂仿形摇臂万能铣XF6325ATX-7汉川机床厂卧式镗铣床T611BT611CATX-8中捷卧镗T68A.TX-9蚌埠晶菱万能升降台铣床X6142AT蚌埠晶菱卧式升降台铣床北京一机立铣X53KATX-12北京一机卧铣X63WATX-13汉川机床厂卧镗T611AATX-14上海四机立铣X53TATX-15芜湖重型立式精镗床T716AA、BTX-16北京一机立铣X5032AATX-17南通机床厂立铣X53KATX-18北京一机圆工作台铣床X5216ATX-19北京一机立铣X53KA、B、C、精度标准TX-20北京一机卧铣X62WA、B、CTX-21北京一机立铣X52KA、B、C、精度标准TX-22天津六机龙门铣床X2010GA TX-23德州卧镗T68ATX-24昆明卧镗TX68A、B、CTX-25昆明立式金钢镗T716A、CTX-26上海七机万能铣X57-3AATX-27立铣X5032ATX-28中捷卧式铣镗床TPX619、6111系列电气说明TX-29花键轴铣床Y631KA、BTX-30上海四机立铣X5025AA、B、CTX-31昆明数显卧镗床TX6111DA、B、CTX-32浙江泰源侧面铣TX700X1600mmAB-1济南二机龙门刨铣床BX2012X4mAB-2青岛生建牛头刨床BC6063A、B、C B-3北京二机牛头刨床B665A、B、CB-4抚顺机床厂插床B5032A、B、C、DB-5济南二机龙门刨床B215AB-6青岛生建牛头刨床B6066/BC6063B-7济南二机单臂刨床B1010A×3mAB-8济南二机单臂刨床B1012A×4mA B-9济南二机单臂刨床B1016A×6mAB-10济南二机龙门刨床B2010A×3mA B-11济南二机龙门刨床B2012A×4mAB-12济南二机龙门刨床B2016A×4m/6mAB-13北京一机龙门铣床X2012AA.B.CB-14长沙机床厂卧式拉床L6120AB-15定陶机床厂插床B5032A.BB-16青岛生建牛头刨床B665AB-17泉州机床厂牛头刨床B6080-1A、B、CB-18抚顺新生插床B5020/B5032A、B、DW-1长治锻压液压弯管机CDW27Y-114X8mmAW-2长治锻压液压弯管机CDW27Y-159X14mmAW-3长治锻压液压弯管机CDW27Y-219X18mmAW-4上海长江液压弯管机WC27-114X8mmAW-5南通恒发七辊平板机AW-6长治锻压三辊卷板机CDW11-20X2000AAW-7长治锻压三辊卷板机CDW11系列AW-8泰安锻压三辊卷板机W11系列AW-9泰锻一分厂三辊卷板机W11-8X2mAW-10沈阳重型四辊卷板机AW-11江都机床厂液压折弯机AW-12液压折弯机AW-13开卷校平剪切收卷线3X2mAW-14无锡冶金液压折弯机WB67Y-100TA W-15金星折剪液压折弯机W-16济二开卷校平剪切线全套W-17液压折弯机AW-18液压折弯机AW-19陕西方圆手动折方机WS-15AW-20泰安华鲁WC67Y-63TX2500A、CW-21济工设备安装公司液压弯管机DYW-1AW-22陕西方圆校平压筋机JP2X1300AW-23陕西方圆液压铆接机YM-20AW-24陕西方圆共板法兰成型机BFX-12A W-25陕西方圆单平口咬口机YZD-12-380ABW-26陕西方圆压筋机ABW-27陕西安装咬口机AW-28江阴机械机械弯管机W27-60AW-29泰安泰尊液压折弯机WD67X-160TX4mABCY-1济南二机单面校直机WA34-200TAY-2济南二机闭式单点压力机J31-400TA Y-3齐哈二机切边压力机J81-1250TAY-4嘉祥轻工机械厂开式可倾压力机J23-16TAY-5济南机械制修厂开式可倾压力机J23-35TAY-6徐州锻压开式可倾压力机JC23-63TAY-7平度木工机械厂开式可倾压力机J23-80TAY-8开式固定台压机JB21-100TA Y-9青岛锻压双盘摩擦压力机J53-1000TAY-10山东机器厂上顶式油压机300TA Y-11长治锻压空气锤C41-400kgAY12徐州锻压开式固定台压机JA21-160T济南二机双点压力机J36-160T淄川机械厂空气锤C41-150AAY-15济南二机单点压力机J31-250T天津二锻单柱校正压装液压机Y41-25BA Y-17开式可倾压力机J23-12TA、CY-18开式可倾压力机J23-16TAY-19开式可倾压力机J23-25TA、CY-20开式可倾压力机J23-40TA、CY-21开式固定台压机J21S-63TA、CY-22荣城锻压开式固定台压机JB21-100TA Y-23青岛锻压双盘摩擦压力机J53-160BA、B、CY-24四柱油压机YB32-100TA Y-25上海锻压单点压力机JA31-400TA、B、CY-26青锻双盘摩擦压力机J53-1000TA、B、CY-27济二/高密双点压力机J36-250BA.DY-28济二数控液压转塔冲床J92Y-30TA Y-29黑锻回转头步冲压力机JH92K-252AY-30胶锻双盘摩擦压力机J53-300TA、B、C。
花键轴设计(含全套图纸)

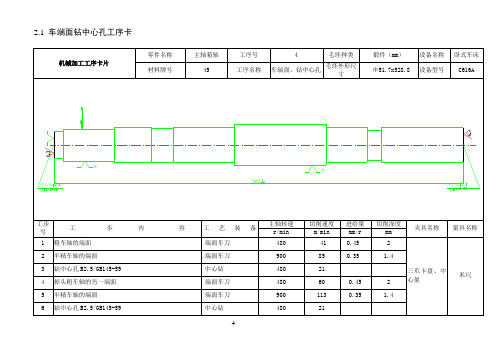
花键轴设计(含全套图纸)全套CAD图纸或资料,联系 695132052 毕业设计说明书专业: 机械制造及自动化班级:姓名:学号:指导老师:目录第一部分工艺设计说明书 (1)…………第二部分第XX号工序夹具设计说明书………………………………………………………………………第三部分第XX号工序刀具设计说明书………………………………………………………………………第四部分第XX号工序量具设计说明书………………………………………………………………………第五部分毕业设计体会…………………………………………………………………………………………第六部分参考资料……………………………………………………………………………………二OO届毕业设计(论文)任务书专业:机械制造班级:姓名: 学号:一、设计题目附图:花键轴零件机械加工工艺规程制订及第工序工艺装备设计。
二、设计条件:l、零件图; 2、生产批量:中批量生产。
三、设计内容:1、零件图分析:l)、零件图工艺性分析(结构工艺性及技术条件分析);2)、绘制零件图;2、毛坯选择: 1)、毛坯类型; 2)、余量确定; 3)、毛坯图。
3、机械加工工艺路线确定: 1)、加工方案分析及确定; 2)、基准的选择;3)、绘制加工工艺流程图(确定定位夹紧方案)。
4、工艺尺寸及其公差确定:1)、基准重合时(工序尺寸关系图绘制);2)、利用尺寸关系图计算工序尺寸;3)、基准不重合时(绘制尺寸链图)并计算工序尺寸。
5、设备及其工艺装备确定:6、切削用量及工时定额确定: 确定每道工序切削用量及工时定额。
7、工艺文件制订: 1)、编写工艺设计说明书; 2)、填写工艺规程;(工艺过程卡片和工序卡片)8、指定工序机床夹具设计: 1)、工序图分析; 2)、定位方案确定; 3)、定位误差计算; 4)、夹具总装图绘制。
9、刀具、量具没计。
(绘制刀具量具工作图)四、上交资料(全部为电子文稿):1、零件机械加工工艺规程制订设计说明书一份;(按统一格式撰写)2、工艺文件一套(含工艺流程卡片、每一道工序的工序卡片含工序附图);3、机床夹具设计说明书一份;(按统一格式撰写)4、夹具总装图一张(A4图纸);零件图两张(A4图纸);5、刀量具设计说明书一份;(按统一格式撰写)6、刀具工作图一张(A4图纸);量具工作图一张(A4图纸)。
2020年9月大学生洛阳一拖实习报告

2020年9月大学生洛阳一拖实习报告本文是关于2020年9月大学生洛阳一拖实习报告,仅供参考,希望对您有所帮助,感谢阅读。
洛阳一拖实习报告范文精选一第一章:绪论生产实习是大学实习的重要组成部分,学校很是重视,每年都有大批资金安排各专业学生到各个工厂参观实习,增长学生的见识,巩固课本知识,让我们了解工厂的一些基本运作过程,为我们以后的学习和工作打下坚实的基础。
当然我们专业也不例外,开学前10~~12周学校就安排我们专业的同学参加生产实习,于是我们200多人怀着激动的心情在马小玲老师、何春霞等各位老师的带领下,到了洛阳一拖分别参观实习,让我们学到了很多知识。
通过我们自己的参观,查找各种图书资料以及到网上搜寻相关资料,使我们的的知识得以巩固和完善,并能顺利完成本篇实习报告,本篇报告的内容主要包括四个章。
第一部分:实习目的通过参观生产实习,获取必须的感性认知和理性认识,较全面地了解机械制造的生产工艺和流程,掌握机械生产的基础知识,巩固和加深已学过的理论知识,并为后续课程的学习和设计打下基础。
实习期间,通过对典型零件加工过程中所用的机床、量具和夹具等工艺装备的观察和分析,把理论和实际相结合起来,提高分析和解决问题的能力。
第二部分:实习内容1.了解工厂的生产过程、生产线布局、技术装备;2.记录零件设计和制造工艺及设备;3.掌握机械加工工艺方面的知识及方法4.了解切削刀具方面的知识,熟悉常用刀具的结构、选择、用途等5.了解机床和数控系统的知识,特别是加工中心等典型的数控设备6.了解企业生产管理模式,学习先进的管理方式方法第三部分:实习单位介绍总部座落于中国历史文化名城、九朝古都洛阳的中国一拖集团有限公司,一拖公司是中国内地在香港上市的唯一农机制造与销售企业。
其前身第一拖拉机制造厂,是一家在国内外众多区域设有工厂、子公司和代表处,以机械制造为主的综合性公司。
1955年,作为新中国“一五”期间156项前苏联援建重点建设项目之一,经毛泽东主席批示,中国最大的拖拉机制造厂——一拖在洛阳涧西原隋炀帝的皇家御苑破土动工。
齿轮机床参数(表)
MKSJ1632(×10) 1
ME1332A 外圆磨床 MW1320B MW1332B M1332B×500 M2120A 内圆磨床 M2110C MK2110/J MK2110 MK215 EBW-4GE WG-DZW-6C EBM-06L/201-V2 (同时焊4工件) UFD-GC J4-001 …?… SRS410 Y7125A NHS200-CNC-4 ZX7550CW Y3150H Y3180J YWA4232 YP5150A Y5132A M2110C M2120A MW1332B MW1420B YB6012/PC
主轴转速(r/min) 40/50/63/80/100/125/160/200/250
进给量
0.4/0.56/0.63/0.87/1/1.16/1.41/1.6/1.8/2.5/2.9/4(轴向进给量mm/r) 40/50/63/80/100/125/160/200 77/100/126/157/193/248/319/393/488 120~540r/min(无级) 55/70/90/110/140/175/225/270 50~400r/min(无级) 插齿刀主轴每分钟的往复行程数:200/315/425/600次/分 255/340/450/600/795/1050(str/min) 低速:300/340/385/470/575/650/735 高速:460/521/589/720/880/994/1126(双行程数/分钟) 插齿刀的平均线速度,推荐选用24~30m/min;本机床允许的冲程数为150~1250str/min 80/100/125/160/200/250r/min 60~600r/min(无级) 60/80/110/150/200/280/350/470/660/900/1200/1700r/min 30/37.5/47.5/60/75/95/118/150/190/235/300/375/475/600/750/950/1180/1500r/min 径向进给量不要低于4mm/min;轴向进给量1~5mm/r,可适当加大进给量 0.1~5mm/r(无级)(轴向进给量) 0.20/0.26/0.30/0.38/0.48/0.56/0.67/0.80/1.00/1.27/1.48/1.85(径向进给速度mm/min) 0.2~500mm/min(无级)(Z轴滑板移动速度)
机械加工工序卡(1~10).

武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第1 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料用两V形块定位,端部用卡盘夹紧产品型号零件名称零件号工序名称铣端面,打中心孔工序号 5 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号卧式铣钻床16B029 5028-080 卡盘同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 同时铣两端面端面铣刀2 打中心孔钻头武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第2 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料两顶尖定位,左边端部用卡盘夹紧产品型号零件名称零件号工序名称车外圆、端面工序号10 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号仿形车床车1720 卡盘同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 粗车外圆面、端面车刀2 精车外圆面、端面车刀武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第3 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料两顶尖定位,左边端部用卡盘夹紧产品型号零件名称零件号工序名称车锥面工序号15 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号仿形车床车1720 卡盘同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 粗车圆锥面 1 车刀2 精车圆锥面 1 车刀武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第4 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料用三角卡盘定位夹紧产品型号零件名称零件号工序名称打油孔工序号20 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号摇臂钻床立式三爪卡盘1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 钻油孔通孔钻头武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第5 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料顶尖定位,右半部分用夹具夹紧产品型号零件名称零件号工序名称铣圆柱面上的花键工序号25 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号花键铣床Y631K 卡箍同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 铣圆柱面上的花键滚齿铣刀091-0056武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第6 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料齿轮轴用卡盘定位夹紧产品型号零件名称零件号工序名称粗铣圆弧锥齿工序号30 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号螺旋伞齿轮铣齿机格里森116卡箍同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 粗铣圆弧锥齿铣齿刀5138661/小粗武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第7 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料齿轮轴用卡盘定位夹紧产品型号零件名称零件号工序名称精切凹面齿工序号35 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号螺旋伞齿轮铣齿机格里森116卡箍同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 精切凹面齿铣齿刀武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料齿轮轴用卡盘定位夹紧产品型号零件名称零件号工序名称精切凸面齿工序号40 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号螺旋伞齿轮铣齿机格里森116卡箍同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 精切凸面齿铣齿刀武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第9 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料产品型号零件名称零件号工序名称热处理工序号45材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号同时加工件数工人等级准备/终结时间单件时间工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 加热2 渗碳3 淬火4 回火武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第10 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料顶尖定位,齿轮锥面用卡盘夹紧产品型号零件名称零件号工序名称磨外圆、端面工序号50 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号端面外圆磨床MBA1632卡盘同时加工件数工人等级准备/终结时间单件时间1 工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 粗磨外圆、端面砂轮2 精磨外圆、端面砂轮卡规。
齿轮机床安全操作规程
齿轮机床安全操作章程适用机型:1、锥齿轮刨齿机:Y236(526),Y2363(5A26)。
2、弧齿锥齿轮铣齿机:Y2250,Y2280(528C),528。
3、滚齿机:Y31(5A301),YZ3120,YZ3120/11,Y3150(Y35)。
Y3150E,YM3150E,Y37(532),Y38(5д32),J38,Y38A,Y381,Y3180,Y3180E,Y3180H,J310,Y31125,Y31125,YM31125E,J315,Y320(5342),9157,OF16,OF10,RA200。
4、剃齿机:Y4232c(5714),Y4232,Y4236,Y4245(5715),Y42125A,SYKES,ZSA550。
5、珩齿机:Y4650。
6、插齿机:Y52(5A12),Y5135,Y54(514),J54,Y54A,Y58(5A150),X218,Y5150,5M14,OH6,VR2B,OH4。
7、花键轴铣床:J63K,Y631K,YB6012A,YZ6012,YB6016,5618,5618A,5350,YB6012。
8、齿轮倒角机:YJ9332,YB9332,9155,Y9250,Y9380,5582。
9、齿轮检查机:Y94(5725M),Y9550,Y9932。
10、其他齿轮机床:CHZ6804,DCZ7509,QD014。
一、认真严格执行《金属切削机床通用操作章程》有关规定。
二、认真严格执行下述有关齿轮机床通用规定:1、工作之前检查分度、滚切挂轮,要保持有适当的啮合间隙,齿面清洁,润滑良好,坚固牢靠。
2、不准机动对刀或上刀,对刀或上刀须手动进行。
3、认真严格执行下述有关齿轮机床的特殊规定:(一)锥齿轮刨齿机:1、刨刀装夹时须用对刀板检查刨刀的安装高度和长度是否合适。
防止两刨刀擦过相碰。
2、调正进给鼓轮和摇台时,须注意使两者的标线对准"0"位。
3、床鞍每次移动位置后,必须紧固好。
济宁晒图厂机械图纸目录
济宁晒图厂
我厂是济宁市复制发行图纸最早的唯一国营单位。
设备齐全,技术先进,力量雄厚,图纸质量好,品种齐全,建厂30余年,职工150余人,一体化流水作业。
图纸按照GB国家新标准及国际标准整理绘制,欢迎选购。
产品图纸如下:车床类;铣床类;刨、钻床类;齿轮加工、镗床、拉床类;起重机、建工类;减速机类;粉碎设备;立窑、成球、烘干设备;别离设备;选粉振动筛设备;冷却设备;通风设备;螺旋分级机;搅拌机、搅拌槽、排液装置;矿山机械;除尘、泵类;过滤、浓缩、脱水设备;矿车机械;空气锤、剪板机、压力机;锅炉、铸造设备;塑料、化工、空压机设备;轧钢、炼钢、炼焦设备;木工机械;棉、麻机械类。
备件图册;说明书和各种资料等订购方法:
1 、来人、来电、来函告知所需图纸名称、型号、数量、通信地址、、,通过邮局或银行汇款。
2、也可将汇款凭证,我厂按即可发货。
我公司专业致力于为各厂矿企业单位及个人提供各种机械产品生产施工图纸以及技术资料。
我们本着诚信互惠互利的原那么,竭诚为广阔新老客户效劳。
并郑重承诺:所有产品质量均有保证,不会出现缺页等现象,所有产品在发货前均经过多位专业人士的检查,以保证客户收到的图纸完整无缺。
产品目录预览如下:
网店地址: /
车床类
磨床类
铣床类
刨床类
钻床类
齿轮加工、镗床类、拉床类。
实习实训设备情况及运行记录湖南生物机电职业技术学院

9
通信终端修理实训室
80
AT850D热风拆焊台50台、AT936电焊台50台、AT1501DA直流稳压电源50台、天日48手机编程器2台、AT808手机射频信号源2台、黑金钢9050超声波清洗器2台、天日一机通手机升级仪2台、频谱分析仪AT5010 型2台AT5000F1型2台、频率扩展器AT5000F2型2台AT5000F3型1台
同上
20
外表安全实训馆
40
J-TB调压变压器1台、BCH-2差动继电器8台、TC25-3兆欧表9台、2*36旋转式电阻箱1台、D28-W型R5031功率表9台、595型低电阻测量仪8台、各类电工电子外表假设干、电工安全用具假设干、模拟人1个、安全用具展现柜2个
同上
21
外线安装、内线安装水电修理实训室
实验桌25台、实验板假设干、展现柜2块、常用电子实训工具假设干
同上
15
空调制冷实训馆
60
牡丹牌13KVA高强度交流电焊机2台、B*6300交流弧焊机1台、TIG-200A焊割设施2台
同上
16
传感器实训室
60
HT-SX-2.5 kW高温炉4台、运算机1台、CSY-10A传感系统实验仪10台、XMTD数字调剂仪4台、CA9020型示波器10台
同上
6
电机拖动实训室
50
三相调压器10台、功率表2.5-5AD51型19台、0.5-1AD51型11台、D39型9台、电压表8.5-60VT51型10台、电机实验台10套、75-600VT51型7台、0.6千瓦直流电机1台、机械转速表8台、电子转速表2台、45-160型变压器20台、常用工具假设干
同上
同上
26
液压、气动实训室
齿轮机床参数(表)

济南四机数控机床有限公司
端面外圆磨床 数控高速端面外圆磨床
MB1632×1000 1
MB1632
1
MKS1620×750 9
MKSJ1632(×10) 1
最大磨削直径320mm,最大磨削长度1000mm 最大磨削直径320mm,最大磨削长度500mm 最大磨削直径200mm,最大磨削长度750mm
最大磨削直径320mm,最大磨削长度1000mm
径向进给量不要低于4mm/min;轴向进给量1~5mm/r,可适当加大进给量 0.1~5mm/r(无级)(轴向进给量)
制造厂家 陕西第二机床厂 重庆机床厂 浙江嘉力宝机械有限公司 浙江嘉力宝机械有限公司 重庆机床厂 重庆机床(集团)有限责任公司 重庆机床(集团)有限责任公司 重庆机床厂
万能剃齿机 数控剃齿机
沈阳机床股份有限公司 沈阳第一机床厂 沈阳第一机床厂 德州普利森机械制造有限公司 安阳机床集团有限责任公司
液压半自动车床
C7620
2 1
最大工件直径200mm,最大工件长度100mm
主轴转速:180/280/450/710 r/min
烟台富仕通机床制造有限公司 烟台优莱特机床设备有限公司
250毫米齿轮倒角机 数控齿轮倒角机 半自动齿轮倒角机
砂轮转速:11000/8000/6000/5000/4000r/min;工件转速(无级调速):100~500r/min
工作台运动速度:磨削速度:1.5~6m/min;修整速度:0.1~2m/min;最高速度:6m/min
砂轮转速:10000/18000/24000r/min;工件转速:50HZ电源时:180/250/355/500r/min,60HZ电源时:215/300/430/600r/min 工作台运动速度:修整速度:0.1~1m/min;磨削速度:1.5~6m/min;最高速度:8m/min
花键轴铣床操作规程及保养

花键轴铣床操作规程及保养一、花键轴铣床操作规程1. 仔细检查花键轴铣床的工作台、夹具、夹紧装置和加工刀具是否固定,是否有松动和损坏现象。
2. 在开机前,需检查电源、机床接地和线路开关是否良好,确认无误后方可按下启动按钮。
3. 打开主轴电源开关,并调节速度、进给等参数,选择合适的切削刀具进行加工。
4. 加工时,应根据加工对象的材质、形状和尺寸等要素,进行适当的机床调整和加工参数调整。
对于复杂形状的加工件,操作过程中需根据实际情况进行适时的调整。
5. 加工完成后,应及时将设备关机,并进行清理和检查,确保设备处于安全状态。
6. 操作过程中,需要注意安全保障措施的落实,避免操作人员误触危险区域,造成人身伤害。
7. 加工过程中发现设备异常情况,应及时停机,仔细检查,排除故障。
若发现设备故障无法自行解决,应及时联系专业技术人员进行维修。
二、花键轴铣床保养1. 定期对设备进行清洁。
每天结束加工后应及时清理废料、切屑和润滑剂等杂物,保持设备的清洁和整洁。
2. 对机床表面进行润滑、防锈处理。
在设备长期停用时,应对机床表面进行涂油、防锈处理,以防止机床表面的生锈腐蚀。
3. 定期对设备进行巡检和维护。
定期检查和维护设备的各项重要部件,保证设备运行的可靠性和状况良好。
4. 对设备进行润滑和加注。
对于设备中的各个润滑点和润滑装置,需要按照一定的加注周期,进行润滑油和润滑脂的加注,以保证设备运行的顺畅和稳定。
5. 对设备进行保养和维护。
设备在运行过程中,会出现一些小故障或问题,需要及时维护、更换部件或进行保养。
以上就是花键轴铣床操作规程及保养方法的详细介绍。
在操作设备时,需要严格遵守规程要求,确保操作过程的安全和有效。
同时,对设备进行定期的保养和维护,也是保障设备长期运行及性能稳定的关键。
图纸名称——精选推荐

图纸名称
每套元 序号
图纸名称
四十二、机床设备及技术资料
20 C630 普通车床
1 C615 型普通车床
500 21 C630- 1 型普通车床
2 C616 型普通车床
700 22 C650 普通车床
3 C616-1 型普通车床
1500 23 C6125 普通车床
4 C616A 型普通车床
800 24 C6140 普通车床
14 建材机械用高锰铜铸件技术条件
15 建材机械用碳钢和低合金钢铸件技术条件
16 除尘器设计手册 17 最新风机产品样本
18 工业泵设计手册
19 最新减速机设计手册
20 减速机产品样本
21 起重机设计手册
22 起重机械检修手册
23 球磨机设计手册
24 最新输送设备选用设计手册(上)
25 最新输送设备选用设计手册(下)
10 C618-2 型普通车床
700 30 CW61100 普通车床
11 C618K 型普通车床
500 31 CW61100A 普通车床
12 C618K-1 型普通车床
700 32 CW6132 型三轴滑移车床
13 C618K-2 型普通车床
700 33 CW6143 型三轴滑移车床
14 C620 型普通车床
84
每套元 800 700 1000 1000 1200 1600 1200 1200 1500 1600 700 800 700 700 800 800 1600 500 350 700
序号
图纸名称
30 M6027 工具磨床
31 M2110 型内圆磨床 33 M2110A 型内圆磨床
33 M250A 型内圆磨床
工序卡
工 粗车轴的端面 半精车轴的端面
步
内
容
工
艺
装
备
主轴转速 r/min 480 900 480 480 900 480
切削速度 m/min 41 85 21 60 113 21
进给量 mm/r 0.45 0.35
切削深度 mm 2 1.4
夹具名称
量具名称
端面车刀 端面车刀 中心钻 端面车刀 端面车刀 中心钻 4
进给量 mm/r 0.15 0.08 0.15 0.08
切削深度 mm 12.5 12.5 5 8.5
夹具名称
量具名称
按图示要求在 C 轴段粗铣第一、二个平键 按图示要求在 C 轴段半精铣第一、二个平键 按照图示要求在 M 轴段粗铣 b=12、b=10 的平键 按照图示要求在 M 轴段半精铣 b=12、b=10 的平键
工
步
内
容
工
艺
装
备
主轴转速 r/min 1200
切削速度 m/min 151
进给量 mm/r 0.2
切削深度 mm 0.1
夹具名称
量具名称
精车 C、E、G、I、K、M 轴端外圆达到如图所示精度
外圆车刀
顶针、锥堵、 中心架
千分尺
10
2.8 研磨中心孔工序卡
零件名称 机械加工工序卡片 材料牌号
主轴箱轴 45
锻件(mm) Φ51.7x528.8
设备名称 设备型号
卧式车床 C616A
工步 号 1 2 3 4
工
步
内
容
工
艺
装
备
主轴转速 r/min 480 480 480 480
切削速度 m/min 60 72.3 60 72.3
铣床加工花键之方法改进
铣床加工花键之方法改进
陈鹏程;郑姜彬
【期刊名称】《有色矿冶》
【年(卷),期】2012(028)003
【摘要】花键轴是电解天车上扭拔机构中的重要零件之一,起到提供扭矩和导向的作用.为使花键轴加工时保证精度的前提下提高效率,并能成批量的进行加工.通过对该机床的构造特点及工件外形的分析比对,对其在加工花键时的加工及装卡方法提出了改进,并制作了一套可以有效提高工作效率和保证产品质量的制具.
【总页数】2页(P48-49)
【作者】陈鹏程;郑姜彬
【作者单位】中国有色(沈阳)冶金机械有限公司,辽宁沈阳110141;中国有色(沈阳)冶金机械有限公司,辽宁沈阳110141
【正文语种】中文
【中图分类】TH161
【相关文献】
1.数控铣床加工深孔圆弧花键槽的一种新方法 [J], 敖竹青;熊兴荣
2.渐开线花键加工工艺的改进方法分析 [J], 封燕芳
3.数控铣床切削加工工艺的改进方法及技巧研究 [J], 张瑞湖
4.数控铣床切削加工工艺的改进方法及技巧研究 [J], 张瑞湖;
5.Y631K花键轴铣床加工范围的改进 [J], 杨宏梅;刘铁汉
因版权原因,仅展示原文概要,查看原文内容请购买。
工程车辆齿轮箱内矩形花键工艺设计
工程车辆齿轮箱内矩形花键工艺设计矩形花键的定位配合方式主要有大径定心﹑小径定心两种方式,采用大径定心配合方式,内花键大径通常在淬火处理前加工完成,在淬火后无法对内花键大径进行修正,由于热处理变形,造成内花键孔精度难以保证,容易导致在装配过程中内﹑外花键出现较大的配合间隙。
而小径定心方式,具有加工工艺性好﹑稳定性高﹑加工精度易于保证的特点,并能采用热处理后进行磨削的工艺方案,使得花键获得较高的加工精度,不但可以克服大径定心热处理造成的矩形内花键大径严重变形影响而无法修整的缺陷,且可以使设计精度等级进一步,有利于提高以花键内径作为基准孔的渐开线圆柱齿轮配合的精度,确保齿轮箱的稳定运行。
为提高花键与齿轮的配合精度,我单位决定对齿轮箱中花键轴和花键齿轮采用小径定心配合,配合精度为H8/f7。
为达到小径定心配合的设计精度和要求,我们在花键轴和花键齿轮的制造中吸取同行小径定心加工工艺的经验和技术,设计了合理的工艺流程﹑工艺方案﹑切削参数﹑夹具及刀具,尝试应用新的热处理工艺,确保花键轴和花键齿轮的加工精度,本文详细介绍采用小径定心方式花键轴及花键齿轮的加工工艺流程﹑设备﹑工艺参数和注意事项。
1 花键加工工艺流程的确定1.1外花键加工工艺流程的确定如图1所示,外花键材料为40Cr,心部硬度要求要求为HRC28-32,花键齿表面硬度要求为HRC48-55,结合零件的尺寸精度和形状位置精度要求,确定该零件的加工工艺流程为:粗车—调质—精车—修磨中心孔—铣花键—花键齿部高频感应淬火+低温回火—磨削花键小径—磨轴承档。
1.2内花键加工工艺流程的确定如图2所示,内花键材料为20CrMnTi,心部要求为HB170-210。
内外齿面硬度要求为HRC60-63.由于零件上内花键和外齿均需要淬火,而受零件结构的限制,制作感应器比较困难,因此,零件采用渗碳后直接淬火的方式。
结合零件的尺寸精度和形状位置精度要求,确定花键齿轮的加工工艺流程为:正火—粗车—精车—拉花键孔—滚齿轮—渗碳淬火+低温回火—磨削花键孔小径。
Y631K花键铣床普机改数控项目合同
Y631K花键铣床普机改数控项目合同合同编号:甲方:广东省广裕集团梅州嘉宝实业有限公司乙方:甲方因生产需要,委托乙方对甲方的2台Y631K花键铣床(设备)进行改造,按照《中华人民共和国招标投标法》、《合同法》及其他相关法律、行政法规,经双方协调,本着平等互利和诚实信用原则,一致同意签订本合同。
一、改造项目名称:Y631K花键铣床普机改数控二、数量:2台三、改造项目实施地点:乙方工厂内四、改造项目具体内容:按甲方提供的技术需求内容五、改造项目质量要求(验收标准):1、乙方保证在改造项目中所更换、补充的零部件为全新产品,能满足国家或行业标准所规定的技术参数和指标,并与甲方原设备完成匹配。
2、改造项目的具体质量要求:按技术协议相关要求、双方会签的相关图纸等。
3、改造项目中所涉及的零部件更换、拆卸、运输、安装、调试等所有与改造项目有关的工作均由乙方完成;乙方单位单方确认无法独立完成的,就在本合同签订之时向甲方提出协助请求,可向甲方提出申请,甲方可根据实际情况为乙方提供协助与便利。
4、改造项目质保期为壹年,自验收合格之日起计算。
六、交货期甲方机床运至乙方厂内,当日起60天内。
七、设备运输及交付1、由乙方负责设备的来回运输全过程,并承担相关的运费、保险费等全部费用。
2、乙方必须保证设备在运输过程中的安全,做好相关的防护措施,确保设备在运输过程中完好无损。
设备如在运输过程中出现任何损坏的,由乙方就损坏部位所造成的损失进行全额赔偿。
3、交付方式:设备完好,设备与文件等一次性交付。
4、交付地点:甲方厂内八、改造项目的验收乙方应在约定的时间内完成合同约定的改造工作并通过甲方组织的验收,验收方式为在乙方工厂内试机初验收,在甲方工厂内进行终验收,验收通过的标志为甲乙双方会签的设备改造符合本合同的书面凭证。
验收交付成果通过前产生的包装、运输、保险、搬运等全部费用及风险全部由乙方承担。
九、甲乙双方权利、义务1、甲方权利、义务。
在Y631K花键轴铣床上滚齿轮

在Y631K花键轴铣床上滚齿轮
在Y631K花键轴铣床上滚齿轮
岳新生;康玉玲
【摘要】@@我厂生产变速箱,因生产能力与设备资源配置不匹配,花键轴铣床
任务不足,而滚齿机不能满足生产的需要。
为解决其匹配问题,我们发现,在
Y631K花键轴铣床上滚齿轮其原理与滚齿机滚齿轮相似。
通过将滚齿刀安装在花
键滚刀轴上,根据交换齿轮的空间,增加24、38、52、54、56、 58、 62、64、 65、 66、 68、 70这 12个交换齿轮,便能完成 13、 17、 19、 25~ 36
齿的齿轮加工。
具体分度交换齿轮情况见左表。
【期刊名称】《机械制造》
【年(卷),期】2001(039)007
【总页数】1页(P15)
【作者】岳新生;康玉玲
【作者单位】沧州市通用机械厂;沧州市通用机械厂
【正文语种】中文
【中图分类】工业技术
镶件的方式处理,现在,有了电脑 C N C 加工中心、电火花机床等等先进设备和技术,一切都变得十分容易了。
l r l l 前模型腔 C N C 加工过程电话机底壳外形最大几何尺寸约为:2 4 0 × 15 0 × 4
0 (长度× 宽度× 厚度)。
在编制 C N C 加工程序时,我们采取如下的加工工艺: (1 ) 开粗( R o u g h ) 用直径 4 3 5 m m 的合金平底球刀,。
花键铣床使用说明书【新】
请用户在使用花键铣床前仔细阅读花键铣床使用说明书。
操作者要经过必要的安全培训,掌握有关花键铣床安全操作的知识后方可使用、维修机床。
请您严格遵守下列安全说明1. 将机台电源开关(33)打开;正反转开关(30)转到for正转位置上;2. 校正机台主轴(8)的垂直度及虎钳平行度,并把虎钳牢固的锁紧在工作平台(10)上;3. 放两个高度合适的垫块在虎钳上(垫块高度取决于将工件高出虎钳高度有利于寻边器作业,并且虎钳夹持部分要超过工件厚度一半以上),将工件放在垫块上,转动虎钳手柄将工件平稳的固定在虎钳上.4. 选择合适的套筒夹,把寻边器装于机台主轴刀杆头(9)内,将高低速转换开关(38),转至H檔,主轴转动开关(22)打到转动位置,转动主轴变速开关(e) ,将转速调整在500rpm~550rpm 之间,对工件进行寻边(根据图纸要求把工件分中或者寻单边);5. 以分中寻边方式进行加工,转速调好后打开紧急停止开关(d),按下电源开关(a),再将主轴转动开关(b)打开,寻边器由主轴带动转起来,开始寻边,用手摇动左右,前后移动摇动游戏杆(13),(16)先寻A,B边,寻好后Y轴归零,再寻BC边,寻好后X轴归零,转过来寻CD边,寻好后分中Y轴,最后寻DA边,再分中X轴,这样分中寻边就寻好了,0,0一般与模具中心线重合,如果不重合,将其移至模具中心线归零。
注意在分中时应多次寻一条边,寻好后再寻下一边,以保证寻边更加准确;6. 根据工件的材质和开槽的大小选择合适的铣刀,装夹在主轴夹头内,装夹刀具凸出长度应尽量减小,但不可夹持刀具刃口,刀具装夹时需夹紧牢固;7. 根据刀具的大小及工件的材质选择适当的转速,先在工件顶面碰刀,先将铣刀直径1/4面积对于工件上,然后用手慢慢均匀向上摇动上,下移动摇杆(35),用力不可过猛,以免损坏刀具或工件,待碰刀后将Z轴归零,然后下降约1~2mm,接着用手摇至上次归零处0.05~0.08mm处.再半条半条的进刀,待刚好进半条时碰到工件为准,再次将Z轴归零,这样Z轴碰刀完成; 8. 进行开-槽,按下主轴转动开关(b),根据铣刀大小,工件材质和开槽深度进行铣削工作,注意深度不能一次性到位,应分两次或两次以上阶段进行加工(包括侧壁加工),注意预留余量给磨床加工,一般留单边0.15mm,然后根据图纸要求进行其它的孔穴加工(具体加工方法可参考铣床组教育数据);9. 在铣削过程中注意刀具是否有异常现象,如果有异常情况应立即停机,进行修磨或更换刀具,不可继续使用已磨损或破损的刀具;10. 加工过程中选择适当的切削液,以减少刀具磨损.注意事项:1. 在整个加工过程中,不可载手套,应穿工作服、安全鞋,对于加工过程中有铁屑飞溅时应作好眼睛的保护工作;2. 加工过程中不能用手或碎布等杂物接触正在转动的刀具,在清理铁屑时要确保刀具完全停止运转才能清除铁屑;3. 铣床运转过程中不得变动高低速转换杆(38);4. 铣床高速挡转速不可低于450rpm,不可高于3600rpm,低速挡时不可低于60rpm,不可高于480rpm;5. 在加工过程中每加工完一个步骤,需将工件毛边打干凈,虎钳虎口板擦拭干凈,再进行下一步操作;6. 为保证精度,在加工时应多次测量工件,以求将误差减到最小;7. 各光学尺在打扫卫生时,不可用风枪吹拭(以免影响精度),打扫时用羊毛刷将铁屑等杂物清扫干凈,然后用抹布擦拭干凈即可;8. 机台其它地方打扫时,可先用风枪吹拭,再用抹布擦干凈.铣床的保养一级保养(每天)1.每天打扫机台卫生,擦拭机身,保持机身无油污,无铁屑,无生锈现象;2.机台各导轨每天擦拭干凈,不可有铁屑、油污杂质等;3.液晶显示器上无铁屑、无灰尘等,透明罩保持清洁透明;4.机台各导轨每天按时上油(X、Y、Z导轨由驻油器供给)保持正常作用;5.工作平台每天擦拭干凈,无油污、无生锈、铁屑等现象;6.机台虎钳擦拭干凈,无油污、导轨无铁屑卡死现象,保持作用顺畅;7.主轴刀杆头每天保养擦拭,以确保机头精度和可靠性.二级保养(每季度)1.机台主轴润滑油添加或更换;2.检查机台电源线是否完好无损,有无漏电、短路现象;3.机台导轨X、Y、Z轴运动是否灵活无故障,液晶显示器是否灵敏;4.检查机床油路是否畅通,油管有无破损的地方或漏油现象;三级保养(每年)1.测试机台刀杆头精度,看是否需要更换;2.检查机台工作平台精度,导轨精度;3.检查传动丝杆有无严重磨损,是否更换.铣床的维护一. 工作平台校正1.用梅花扳手拆下螺丝,拆下虎钳;2.用放电油石除锈(放虎钳处),用抹布将平台擦拭干凈;3.用0.02mm水平仪校正平台;4.调整机床底座之地脚螺丝(共4个),校正时水平仪应多换几个地方校正(四角和中心),以求更加准确.二. 导轨油添加卡簧式注油器1.当油箱内的导轨油低于低线“MIN”时即须加油;2.加油时,用手扭开盖子(4),将清洁的导轨油从油口注入油箱内,油将经过过滤网 (7)过滤一次,以防杂质落入油箱内;3.调节自动注油的吐出量,如图所示:油箱马达每小时注油一次(机台电源打开的情况下),每次吐出量为3~6ml,调节吐出量时,将防尘盖(3)旋出,用卡簧钳将卡簧取出,再装到你需要的吐出量数字下方的卡簧槽内,如图所示吐出量为4ml/ 小时,一般我们铣床上调为3ml/小时.调好后,将防尘盖旋上.旋钮式注油器1.当蜂呜器(9)发出“呜、呜……”响声时,即表示须添加润滑油;2.加油时,用手扭开防尘盖(10),将清洁的导轨油从油口注入油箱内,油将经过过滤网(14)过滤一次,以防杂质落入油箱内;3.调节每次注油的吐出量及间隔时间,如图所示:注油时间调钮(4)为调节每次吐出量的操作钮,从左边起为3秒钟时间,右边终点为3分钟时间,间隔时间调钮(8)为每两次注油之间的时间间隔,从左边起为1分钟,右边终点为60分钟.一般铣床吐出量调为20秒,间隔时间调为60分钟;4.观察压力表(13),如压力过低可调节调压阀(2);5.正在进行注油时,注油指示灯(5)会发光,注油停止发光停止.当处在两次注油间隔时间内时,停止指示灯(6)会发光,在有异常情况时(如缺油),异常指示灯(7)会发光;6.本注油器过滤网(10)需三个月清洗一次,以达到良好的过滤效果.油箱内的残留导轨油亦需三个月清洗一次,清洗时将卸油螺丝(16)松开,废油将从此孔流出.三. 主轴润滑油更换或添加1.平时注意观察主轴润滑油油量表,当油量低于L线时,即需加油.加油时,旋开上防尘盖,将清洁之润滑油注入,加至H线时即可,再将防尘盖旋紧;2.当主轴润滑油太混浊时即须换油,换油时将卸油孔螺丝用5mm内六角扳手拆下,废润滑油将从此孔流出,注意拆螺丝时要小心,先用盒子放好在下面准备接油,螺丝快全部松开时要小心油油到脸上或身上,当废润滑油流完后,再放一些干凈油清洗一下,待清洗好后将卸油孔螺丝重新装上去,并锁紧,同第1点相同加入干凈之新润滑油.PS: 1.工作平台校正为每月一次;2.导轨油添加亦为每月一次;3.主轴润滑油添加或更换为每半年一次;以上三点为制定标准时间,工作中依实际情况考虑,如机台稼动频繁,导轨油先用完,即可添加.铣床加工规范提纲一. 模具的大致结构二. 各类模板的加工顺序及加工方法三. 以模板具体说明加工方法及标准工时说明一. 模具的大致结构上固定板剥料板母模板公模板公模中板承板间隔板上顶出板下顶出板下固定板模具的大致结构分为三板式和二板式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Y631K花键轴铣床-Y631K花键铣床
花键铣床结构特点:
机器概述:
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
Y631K花键铀铣床是利用滚铣方法加工直槽花键铀
Y631K花键轴铣床-Y631K花键铣床
花键铣床结构特点:
机器概述:
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
Y631K花键铀铣床是利用滚铣方法加工直槽花键铀
Y631K花键轴铣床-Y631K花键铣床
花键铣床结构特点:
机器概述:
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
Y631K花键铀铣床是利用滚铣方法加工直槽花键铀
Y631K花键轴铣床-Y631K花键铣床
花键铣床结构特点:
机器概述:
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
Y631K花键铀铣床是利用滚铣方法加工直槽花键铀
Y631K花键轴铣床-Y631K花键铣床
花键铣床结构特点:
机器概述:
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
YHale Waihona Puke 31K花键铀铣床是利用滚铣方法加工直槽花键铀
Y631K花键轴铣床-Y631K花键铣床
花键铣床结构特点:
机器概述:
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
Y631K花键铀铣床是利用滚铣方法加工直槽花键铀
Y631K花键轴铣床-Y631K花键铣床
花键铣床结构特点:
机器概述:
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
Y631K花键铀铣床是利用滚铣方法加工直槽花键铀
Y631K花键轴铣床-Y631K花键铣床
花键铣床结构特点:
机器概述:
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
Y631K花键铀铣床是利用滚铣方法加工直槽花键铀
Y631K花键轴铣床-Y631K花键铣床
花键铣床结构特点:
机器概述:
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
Y631K花键铀铣床是利用滚铣方法加工直槽花键铀
Y631K花键轴铣床-Y631K花键铣床
花键铣床结构特点:
机器概述:
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
Y631K花键铀铣床是利用滚铣方法加工直槽花键铀
Y631K花键轴铣床-Y631K花键铣床
花键铣床结构特点:
机器概述:
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
Y631K花键铀铣床是利用滚铣方法加工直槽花键铀
Y631K花键轴铣床-Y631K花键铣床
花键铣床结构特点:
机器概述:
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
Y631K花键铀铣床是利用滚铣方法加工直槽花键铀
Y631K花键轴铣床-Y631K花键铣床
花键铣床结构特点:
机器概述:
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
Y631K花键铀铣床是利用滚铣方法加工直槽花键铀
Y631K花键轴铣床-Y631K花键铣床
花键铣床结构特点:
机器概述:
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
Y631K花键铀铣床是利用滚铣方法加工直槽花键铀
Y631K花键轴铣床-Y631K花键铣床
花键铣床结构特点:
机器概述:
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
Y631K花键铀铣床是利用滚铣方法加工直槽花键铀
Y631K花键轴铣床-Y631K花键铣床
花键铣床结构特点:
机器概述:
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,
y631k花键轴铣床采用滚铣加工各种齿形的花键轴工件。也可滚铣直齿连轴齿轮和直齿轮,并可加工锥度花键及台阶齿轮。数控花键轴铣床各机械系统及部件具有较高的动、自动花键轴铣床静刚性,