超大型集装箱船总组过程监控
大型集装箱船舶安全操作管理须知(三篇)
大型集装箱船舶安全操作管理须知第一章总则第一条为规范大型集装箱船舶的安全操作管理,确保船舶安全运行,并保护人员和环境安全,制定本须知。
第二条本须知适用于所有大型集装箱船舶的船东、船舶管理者、船舶运营者及船员等相关人员。
第三条大型集装箱船舶的安全操作管理应遵循国家相关法律法规的规定,结合国内外国际航运安全规范和标准进行操作。
第四条大型集装箱船舶的安全操作管理应具有预防和应急处置能力,并定期进行安全评估和隐患排查。
第五条大型集装箱船舶的安全操作管理应注重培训和教育,提高船员的安全意识和能力。
第六条大型集装箱船舶的安全操作管理应建立信息化管理系统,实现信息的共享和流通。
第二章船舶安全管理第七条大型集装箱船舶的船舶安全管理应遵循管理体系的要求,建立健全的安全管理制度,包括安全政策、安全目标、安全责任、安全程序等。
第八条大型集装箱船舶的船舶安全管理应持续进行安全监测和评估,及时发现和排除安全隐患。
第九条大型集装箱船舶的船舶安全管理应建立安全报告制度,对船舶事故和安全事件进行报告、分析和处理。
第十条大型集装箱船舶的船舶安全管理应建立安全巡航制度,定期巡航船舶,检查设备和设施的安全运行情况。
第十一条大型集装箱船舶的船舶安全管理应建立危险物品管理制度,确保危险物品的安全运输和储存。
第十二条大型集装箱船舶的船舶安全管理应建立卫生安全管理制度,保障船员的生活环境和健康。
第十三条大型集装箱船舶的船舶安全管理应建立灭火与救助设施管理制度,确保船舶灭火与救助设施的可靠性和有效性。
第十四条大型集装箱船舶的船舶安全管理应建立船舶安全培训和考核制度,提高船员的安全意识和技能。
第十五条大型集装箱船舶的船舶安全管理应建立船舶事故应急预案,保障船舶事故的及时处置和救援工作。
第十六条大型集装箱船舶的船舶安全管理应建立船舶安全档案,存档重要安全资料和记录。
第三章船舶操作管理第十七条大型集装箱船舶的操作管理应建立航行计划制度,确保船舶的航行安全。
超大集装箱船靠泊受力分析及实操注意事项

摘 要:本文分析了超大集装箱船舶靠泊时易受到的三种力(风动力、水动力和沉深横向力),并根据三种受力时的操作难点从速度、距离、角度三个方面详细论述超大集装箱船舶靠泊实操的具体注意事项,以供业界参考和讨论。
关键词:超大集装箱船 靠泊 受力分析1.超大型集装箱船的特征和特点业界普遍认为超大集装箱船应该具有以下特征:船舶总长大于 250米;型宽大于30 米;吃水大于11米,载重量超过10万吨。
超大集装箱船较其他集装箱船舶的主要特点:长宽比较其他集装箱船显著减小,单位质量获得的主机马力有所减小,舵面积比减小;旋回性能相对较差,航向稳定性较好,倒车性能较好;满载时船舶方形系数在 0.7左右;受风面积大,首尾线型尺度大,大多配置了侧推器。
2.超大集装箱船靠泊受力分析超大集装箱船靠泊一般受风动力、水动力和沉深横向力三种力的综合作用,直接影响靠泊的角度、余速和横距这靠泊三要素的具体操作。
(1)风动力风对船舶的影响可以分解为纵向力和横向力,纵向力助推船舶前进或后退,横向力Fa则使船舶发生横移位移。
风动力对集装箱船特别是满载超大集装箱船的影响较大,因此准确计算风动力对于引航安全十分重要。
根据经验值,纵向顶风4到5级时,风对船的作用力是基本阻力的10%至15%;纵向风8到9级时,风对船的作用力为基本阻力的30%至40%。
因此当有纵向顶风时,只需要操纵主机的进退,简单易行。
靠泊时,如有正横风力使船舶产生位移,一般通过拖轮和船舶自有的侧推器来克服。
横风为拢风时需要根据具体情况制定修改引航方案,甚至放弃靠泊;横风为开风时适量增加顶推力。
在靠泊前提前估算横风的大小,根据具体情况安排足够马力的拖轮。
横向风力计算公式如下:Fα=21ραCαV2αAFα: 正横风压力(N)ρα:空气密度(1.226㎏/)Cα:风动压力系数Vα:横向速度(m/s)A :船舶侧面受风面积(m2);以“天康河”超大集装箱船(长船舶类型船长L作业状态拖轮数量单船最低马力250米≤ L < 300 米靠、移、离泊3条5000马力300米≤L< 350米靠、移、离泊4条5000马力350米≤L< 370米靠、移、离泊5条5000马力L≥370米靠、移、离泊6条5000马力表1 超大型集装箱船拖轮配置表40/ 珠江水运·2018·09第一否则危害安全作业。
超大型集装箱船舶标准

超大型集装箱船舶标准
超大型集装箱船舶是指装载能力超过1.5万标准箱(TEU)的
集装箱船。
这类船舶的标准一般包括以下几个方面:
1. 能力指标:超大型集装箱船舶的主要指标是装载能力,即能够装载的标准箱数量。
通常以TEU作为衡量标准,一般超大
型集装箱船的装载能力达到1.5万TEU以上。
2. 尺寸要求:超大型集装箱船舶的船体尺寸较大,一般长度超过350米,宽度超过45米。
船舱的深度要求在20米以上。
3. 结构强度:由于船舶在海上航行时会受到大风、大浪等极端条件的考验,因此超大型集装箱船舶在结构上需要具备足够的强度和刚性,以确保船舶的安全性和稳定性。
4. 设备要求:超大型集装箱船舶需要配备先进的航行控制系统、船载起重装置、集装箱固定装置等设备,以支持船舶的安全运行和有效的货物装卸作业。
5. 安全标准:超大型集装箱船舶需要符合国际海事组织(IMO)的相关安全标准,包括船舶的防火防爆、紧急逃生设备、货物固定等方面的规定,以确保在应急情况下乘员和货物的安全。
超大型集装箱船舶标准由国际海事组织(IMO)等国际机构制定和监管,并根据船舶的不同用途和要求进行相应的调整和优化。
这些标准的制定旨在确保超大型集装箱船舶的安全性、航行性能和作业效率,以满足全球贸易对于大型货运船舶的需求。
【物流】特种货物作业标准(含超限集重大件箱)
【物流】特种货物作业标准(含超限集重大件箱)本标准规定了特种货物、超限集重大件集装箱操作的安全要求,本标准适用于集装箱码头作业。
2 引用标准下列标准包含的条文,通过在本规程中引用而构成本规程的条文。
《GB11602-89 集装箱港口安全作业规程》《JT/T2028-93 港口重大件装卸作业技术要求》3 定义3.1 特种货物集装箱在平板式集装箱、台架式集装箱(框架箱、开顶箱)载有超高、超宽、超长与超重的集装箱。
3.2 超限集重大件箱以散装形式进行船舶装卸的机器、设备、车辆等笨重长大货物;或者因在特种集装箱上积载,使整箱的重量超过集装箱吊具下、吊钩下的额定负荷量,与因货物物理特征不能连同特种集装箱一起装卸,而需进行分体卸/装的货物。
4 操作标准4.1 确认重大件范围超限特种箱、重大件属于下列情况之一者,均应事先予以确认:a.所装载的货物长度大于12m,或者宽度大于等于3m,或者高度大于集装箱端壁/端框锁孔平面高度1.6m的台架式集装箱(框架箱、开顶箱)。
b.所装载的货物长度大于12m,或者宽度大于等于3m,或者高度大于集装箱锁孔平面高度1.6m的平板式集装箱。
c.集装箱整箱的重量超过集装箱的额定负荷量,或者集装箱单箱重超过45吨,或者超过集装箱吊运机械的额定负荷量。
e.积载偏心,其纵向与横向的重心偏心率达10%以上(既40’集装箱偏离重心大于1.2m,20’集装箱偏离重心大于0.6m)的特种集装箱。
f.以散装形式装载于船舶的设备、车辆等重大件。
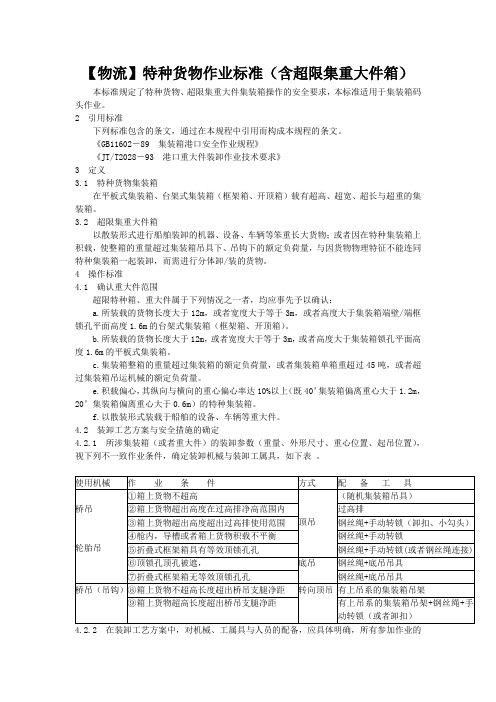
4.2 装卸工艺方案与安全措施的确定4.2.1 所涉集装箱(或者重大件)的装卸参数(重量、外形尺寸、重心位置、起吊位置),视下列不一致作业条件,确定装卸机械与装卸工属具,如下表。
4.2.2 在装卸工艺方案中,对机械、工属具与人员的配备,应具体明确,所有参加作业的人员对货物的性质、形状、件重、特殊要求及操作工艺应事先明确,工属具配备要明确具体的规格;安全措施应具体且针对性强,不能以通常安全要求来替代具体的工艺方案及安全措施。
超大型集装箱船舶标准
超大型集装箱船舶标准随着全球贸易的快速发展,集装箱运输在全球范围内扮演着越来越重要的角色。
超大型集装箱船舶作为集装箱运输的主力军,其性能、规模和标准备受关注。
本文将从以下几个方面展开讨论:一、超大型集装箱船舶的定义与特点超大型集装箱船舶(ULCV,Ultra-Large Container Vessel)是指容量在10000 TEU(20英尺标准箱)以上的集装箱船。
这类船舶具有以下特点:1.船舶尺寸大:为满足庞大的集装箱装载量,超大型集装箱船舶的船体尺寸普遍较大,如船长、船宽和吃水等方面。
2.运输效率高:超大型集装箱船舶的装箱量较大,能够在一次航行中完成更多的货物运输,降低运输成本。
3.节能环保:随着船舶技术的发展,超大型集装箱船舶采用了一系列节能措施,如船舶设计优化、动力系统升级等,以降低能耗和排放。
二、超大型集装箱船舶的标准与分类根据国际海事组织(IMO)的规定,超大型集装箱船舶需遵循一系列安全和环保标准。
同时,根据船舶尺寸、结构和用途的不同,超大型集装箱船舶可分为以下几类:1.按尺寸分类:常规型、大型化和超大型化。
2.按船型分类:干货船、液货船、冷藏船等。
3.按航线分类:近海、沿海、远洋等。
三、超大型集装箱船舶的运营与发展趋势1.航线布局:随着全球贸易的增长,超大型集装箱船舶主要运营在亚欧、北美、中东等主要贸易航线。
2.船舶订单:近年来,我国船东对新造超大型集装箱船舶的需求不断增加,订单量占据全球市场份额较大。
3.发展趋势:绿色、智能化和无人驾驶将成为超大型集装箱船舶未来发展的重要方向。
四、我国在超大型集装箱船舶领域的现状与挑战1.现状:我国已成为全球最大的超大型集装箱船舶建造国,拥有较高的设计和制造水平。
2.挑战:船舶核心技术、绿色船舶技术、船舶智能化等方面与国际先进水平仍有一定差距。
五、应对挑战,提升我国超大型集装箱船舶产业的策略1.加大科技创新力度,突破关键技术。
2.推广绿色船舶技术,提高船舶能效。
超大型集装箱船绑扎桥精度控制建造工艺
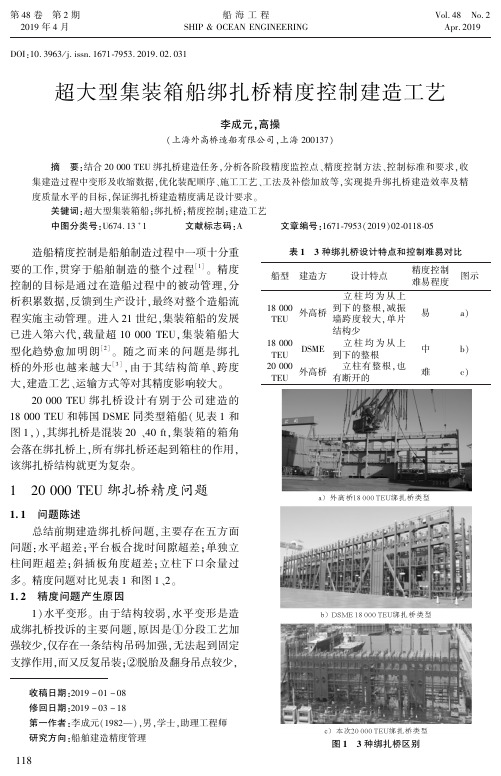
第48卷㊀第2期2019年4月㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀船海工程SHIP&OCEANENGINEERING㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀Vol.48㊀No.2Apr.2019㊀㊀㊀DOI:10.3963/j.issn.1671 ̄7953.2019.02.031超大型集装箱船绑扎桥精度控制建造工艺李成元ꎬ高操(上海外高桥造船有限公司ꎬ上海200137)摘㊀要:结合20000TEU绑扎桥建造任务ꎬ分析各阶段精度监控点㊁精度控制方法㊁控制标准和要求ꎬ收集建造过程中变形及收缩数据ꎬ优化装配顺序㊁施工工艺㊁工法及补偿加放等ꎬ实现提升绑扎桥建造效率及精度质量水平的目标ꎬ保证绑扎桥建造精度满足设计要求ꎮ关键词:超大型集装箱船ꎻ绑扎桥ꎻ精度控制ꎻ建造工艺中图分类号:U674.13+1㊀㊀㊀㊀文献标志码:A㊀㊀㊀㊀文章编号:1671 ̄7953(2019)02 ̄0118 ̄05收稿日期:2019-01-08修回日期:2019-03-18第一作者:李成元(1982 )ꎬ男ꎬ学士ꎬ助理工程师研究方向:船舶建造精度管理㊀㊀造船精度控制是船舶制造过程中一项十分重要的工作ꎬ贯穿于船舶制造的整个过程[1]ꎮ精度控制的目标是通过在造船过程中的被动管理ꎬ分析积累数据ꎬ反馈到生产设计ꎬ最终对整个造船流程实施主动管理ꎮ进入21世纪ꎬ集装箱船的发展已进入第六代ꎬ载量超10000TEUꎬ集装箱船大型化趋势愈加明朗[2]ꎮ随之而来的问题是绑扎桥的外形也越来越大[3]ꎬ由于其结构简单㊁跨度大ꎬ建造工艺㊁运输方式等对其精度影响较大ꎮ20000TEU绑扎桥设计有别于公司建造的18000TEU和韩国DSME同类型箱船(见表1和图1ꎬ)ꎬ其绑扎桥是混装20㊁40ftꎬ集装箱的箱角会落在绑扎桥上ꎬ所有绑扎桥还起到箱柱的作用ꎬ该绑扎桥结构就更为复杂ꎮ1㊀20000TEU绑扎桥精度问题1.1㊀问题陈述总结前期建造绑扎桥问题ꎬ主要存在五方面问题:水平超差ꎻ平台板合拢时间隙超差ꎻ单独立柱间距超差ꎻ斜插板角度超差ꎻ立柱下口余量过多ꎮ精度问题对比见表1和图1㊁2ꎮ1.2㊀精度问题产生原因1)水平变形ꎮ由于结构较弱ꎬ水平变形是造成绑扎桥投诉的主要问题ꎬ原因是①分段工艺加强较少ꎬ仅存在一条结构吊码加强ꎬ无法起到固定支撑作用ꎬ而又反复吊装ꎻ②脱胎及翻身吊点较少ꎬ表1㊀3种绑扎桥设计特点和控制难易对比船型建造方设计特点精度控制难易程度图示18000TEU外高桥㊀立柱均为从上到下的整根ꎬ减振墙跨度较大ꎬ单片结构少易a)18000TEUDSME㊀立柱均为从上到下的整根中b)20000TEU外高桥㊀立柱有整根ꎬ也有断开的难c)图1㊀3种绑扎桥区别811图2㊀20000TEU绑扎桥精度问题发生频率引起吊装变形ꎬ无法回弹ꎻ③脱胎后搁墩摆放不平ꎬ搁墩数量较少ꎬ增加了绑扎桥变形可能ꎻ④在胎无法加放反变形ꎬ脱胎后近1/3的焊接量ꎬ导致二次变形ꎮ2)平台板间隙ꎮ主要原因:①尺寸收缩量加放不标准ꎻ②现场施工未对端面实施精度控制ꎻ③脱胎后焊接收缩ꎻ④水平变化引起的尺寸偏差ꎬ同时现场火工背烧的校正加剧了平台板间隙ꎮ3)立柱间距ꎮ分段收缩量加放不标准ꎬ导致收缩严重失控ꎻ焊接未遵守焊接顺序ꎻ分段脱胎后存在大量焊接量ꎬ收缩控制因素缺失ꎬ导致焊接收缩严重ꎻ水平变化引起局部尺寸偏差ꎮ4)斜插板ꎮ装配未按照标准要求准配ꎮ5)余量ꎮ未按工艺要求执行ꎮ2㊀绑扎桥精度控制方法精度工艺分析主要从制作前来货舾装件精度验收[5]开始ꎬ包括制作中地线㊁胎架㊁方管定位㊁划线㊁结构安装㊁水平控制㊁附件控制㊁脱胎控制ꎬ以及制作后问题收集ꎮ2.1㊀来货精度管理由于绑扎桥对直线度和水平度精度要求较严格ꎬ因此ꎬ对方管来料精度ꎬ确保其精度严于绑扎桥自身精度要求ꎬ避免由于方管自身精度问题造成精度偏差ꎮ对方管来料的精度控制项目包括尺寸㊁水平㊁端面重合度㊁直线度等ꎬ由外协厂家完成自控ꎬ精度来货进行抽检(见表2)ꎬ如来货存在问题ꎬ须先行校正后进行安装ꎮ2.2㊀胎架管理为了保证绑扎桥整体在胎水平可控ꎬ在分段制作前ꎬ需对胎架进行水平精度确认ꎬ胎架设置需要依据绑扎桥实际划分[6]ꎬ保证方钢管处有胎架支撑ꎬ保证其强度ꎬ同时为提升绑扎桥在胎接触点ꎬ胎架应采用槽钢固定式模式ꎬ现场调平后进行整体精度验收ꎬ同时在胎架上制作水平基准点ꎬ以表2㊀绑扎桥来货精度标准要求检查项目图示标准要求长(宽)ʃ2mm水平1.标准ʃ3mm2.间隔3m测量一档端面1.标准ʃ3mm2.测量两端直线度(拱度)1.标准3mm以内2.每3m测量一点备后续复查之用ꎬ见图3ꎮ图3㊀绑扎桥胎架模式2.3㊀绑扎桥地线施工应用由于绑扎桥属于镂空的设计模式ꎬ其过程控制项目多ꎬ为有效减少现场监控点ꎬ地线的设置可有效提升分段定位精度ꎬ提升方管定位效率ꎬ因此合理制作和利用地线对绑扎桥进行精度控制至关重要ꎮ绑扎桥地线开设通过全站仪确立ꎬ确保地线角尺度ꎬ需开设方管左右位置地线和平台板高低位置地线ꎮ在开设方管左右位置地线时以导向柱位置为基准进行开设ꎬ考虑过程分散延长的加放ꎬ首先要确两导向柱位置准确ꎬ同时将每档方管位置均开设出来ꎬ做好左右端面合拢口位置标示ꎻ开设平台板高低位置地线时以第一层平台板为基准进行上下开设ꎬ所有地线用粉线弹出ꎬ同时在端部敲上样冲ꎬ用油漆进行标识ꎬ见图4ꎮ2.4㊀第一层方管定位第一层方管是绑扎桥制作的基础ꎬ其铺设时依据地线位置进行依次摆放ꎬ在方管定位时需利用地线对方管左右位置进行调整ꎬ注意方管自身上下同步度的设立ꎬ确保方管垂直ꎬ确保方管上下位置与地线匹配ꎬ之后利用全站仪或卷尺对方管位置进行二次确认ꎮ911图4㊀地线开设现场确认完毕后对方管水平进行确认ꎬ水平定位时在选取导向柱位置某一位置基准点(后续统一以此为基准)ꎬ同时进行标示ꎬ方管定位完成后用卡马进行固定ꎬ确保其不左右晃动ꎬ见图5ꎮ图5㊀第一层方管定位现场2.5㊀结构安装方管定位完成固定后ꎬ对绑扎桥结构进行装配ꎮ首先对结构位置进行划线ꎬ划线时以第四层平台板为基准进行划线ꎬ确保每层平台板之间的间距在精度标准内ꎬ保证每层平台板层高ꎬ同时需划出余量线和检验线ꎻ平台板安装时以中心端面为基准依次向舷侧方向安装ꎬ确保端面合拢尺寸和舷侧端面与箱柱对接位置尺寸ꎬ利用线锤对平台板垂直度㊁与地线的重合度进行二次校验ꎬ注意平台板整体直线度及平台板宽度ꎬ保证绑扎桥厚度ꎬ精度验收合格后进行焊接ꎬ见图6ꎮ图6㊀结构安装示意2.6㊀第二层方管定位第二层方管定位方法类同第一层方管ꎮ首先要确保上下二层方管的重合度ꎬ保证上下两层方管间距ꎬ并适度增加加强进行调整ꎻ之后对水平进行再次确认ꎬ同时电焊完毕后需对第四层平台结构线进行施工ꎬ张贴反射片ꎬ以便后续搭载总组使用ꎬ见图7ꎮ图7㊀第二层方管定位现场2.7㊀斜插板和绑扎眼板附件安装斜插板是方管之间的固定结构ꎬ由于舱口盖要从此处滑落ꎬ因此接头与方管端面位置至关重要ꎬ要确保此处精度在ʃ8mm以内ꎻ绑扎眼板主要是用于后续绑扎使用ꎬ对位置要求㊁角度要求均较高ꎬ绑扎桥板装配时统一以平台板为基准进行划线ꎬ确保装配位置及角度安装准确ꎬ见图8ꎮ图8㊀附件安装0212.8㊀脱胎后精度管理绑扎桥由于脱胎后第一层方管下口尚未焊接ꎬ因此ꎬ脱胎焊接完成后需对尺寸再次确认[7]ꎮ由于搁墩摆放不规范会引起绑扎桥二次变形ꎬ因此脱胎后需关注搁墩摆放位置ꎬ确保按工艺要求进行摆放ꎬ必要时对搁墩水平进行监控ꎮ3㊀绑扎桥相关工艺改进绑扎桥由于跨度大ꎬ结构较软ꎬ吊装㊁运输㊁摆放等均会对其造成影响[8]ꎬ因此单纯的靠精度过程控制无法保证最终总组精度ꎬ必须依靠必要的工艺作为支撑ꎮ3.1㊀加强工艺由于影响20000TEU结构变形的因素较多ꎬ必要的加强支撑不可缺失ꎬ在前期制作的绑扎桥中ꎬ加强仅存在1根吊码加强ꎬ且为不通长ꎬ导致脱胎吊装明显出现变形ꎬ经过脱胎翻身㊁搁墩摆放㊁运输㊁涂装㊁立态吊装等环节ꎬ水平已出现约70mm变形ꎮ为确保绑扎桥精度ꎬ在此基础上对加强进行同类优化ꎬ将之前的1根优化为4根ꎬ提高了绑扎桥刚性ꎬ减少了变形因素ꎮ3.2㊀吊点摆放工艺由于绑扎桥跨度大ꎬ结构较弱ꎬ当吊点较少时ꎬ吊装过程明显看到方管前后呈现弧度中拱现象ꎬ此中拱后期部分无法进行回弹ꎬ导致形成水平变形ꎮ为减少吊装对绑扎桥的影响ꎬ需增加吊装点ꎬ合理布置优化吊装点ꎬ保证吊装的平稳性ꎬ本次吊装工艺的优化从原上下8个吊点改为16个吊点ꎬ同时对翻身立态吊装点进行优化ꎬ减少了吊装变形的因素ꎮ3.3㊀搁墩摆放工艺分段脱胎后长期放置在搁墩上ꎬ经历至少5次移动ꎬ每次移动均需要对搁墩位置重新找位ꎬ其变形环节较多ꎬ由于绑扎桥自身受力点有限ꎬ搁墩高度不一ꎬ搁墩位置摆放不规范ꎬ地面不平等均会引起绑扎桥的二次变形ꎬ本次搁墩摆放的工艺优化包括①增加搁墩摆放点ꎬ由之前的8个增加为10个ꎬ增加了绑扎桥的接触点ꎻ②优化搁墩摆放位置ꎬ由于存在方管高度不一ꎬ主要针对搁墩摆放高度不一致现象ꎻ③增加对搁墩精度监控工作ꎮ在建造中统计各环节收缩数据ꎬ整理出各环节分散延长的加放原则ꎬ使整体尺寸在可控范围内ꎬ同时在过程中优化立态摆放和驳运工艺ꎬ通过工艺过程的优化ꎬ绑扎桥精度得到了近一步缓解ꎬ水平精度控制也得到相对提升ꎬ见表3ꎮ表3㊀绑扎桥工艺优化前后数据对比绑扎桥绑扎桥数据优化前①②③④⑤⑥优化后①②③④⑤⑥704水平0+2+2-3+10-3-100+1+2垂直度(上)+45+32-140-11-20-6/-7-9/+5垂直度(下)+100070-15+1/-8-3/0711水平0+1-10+200+2-7-1-80垂直度(上)-25-3+38-2-1+15+5-4-5-2-50垂直度(下)-1500110-200-9-6-4-70712水平+10-3-5-10-1+2+50-2+1垂直度(上)0-32-14-3-170+8+5-9-5+3+4垂直度(下)-3-47-14-23-340+50-7-10+44㊀结论集装箱船绑扎桥外高桥属首次建造ꎬ对过程精度控制㊁过程精度工艺的优化和改进ꎬ提升了绑扎桥建造精度ꎮ同时通过对绑扎桥建造的研究优化了后续的建造模式和精度控制点ꎬ明确了关键项目和要点ꎬ随着20000TEU绑扎桥建造的深入ꎬ以及21000绑扎桥的承建ꎬ精度的重要性也逐渐凸显ꎮ绑扎桥属于大型舾装件ꎬ对其精度控制的研究推进ꎬ可拓展舾装精度控制的业务ꎬ为其他舾装件精度控制提供借鉴和引导ꎮ随着绑扎桥上述问题的逐步解决ꎬ提升了搭载总组定位效率ꎬ缩短了船坞建造周期ꎬ同时也提升了舱口盖和试箱滑移一次通过率ꎮ参考文献[1]张庆英.船舶工程创新理论与精度控制技术[M].北京:人民交通出版社ꎬ2003.(下转第126页)1212019年第2期丁悦ꎬ等:极地破冰型阿芙拉油船的线型设计船海工程第48卷[2]王燕舞ꎬ张达勋.冰级定义的有关分析及建议[J].上海造船ꎬ2010(4):54 ̄58.[3]张健ꎬ韩文栋.极地破冰船技术现状及我国发展对策[J].中国水运ꎬ2016(5):47 ̄50.[4]周国平.破冰型多功能海洋工程船研发设计综述[J].船舶设计通讯ꎬ2005(1):5 ̄10.[5]沈权ꎬ赵炎平.破冰船技术及几种破冰方法[J].航海技术ꎬ2010(1):5 ̄7.[6]魏群.具有自破冰能力的极地运输船的概念设计[D].哈尔滨:哈尔滨工程大学ꎬ2017. [7]刘瀛昊ꎬ佟福山ꎬ高良田.俄罗斯破冰船设计特点分析[J].极地研究ꎬ2017(2):296 ̄304. [8]CUIBBꎬWANGSPꎬZHAOJJ.Waveloadanalysisofapolarclasscarriervessel[J].journalofshipdesignꎬ2017(2):45 ̄51.LinesDesignofPolarIceBreakingAframaxOilTankerDINGYueꎬGUOShi ̄xi(ShanghaiWaigaoqiaoShipbuildingCo.ꎬLtd.ꎬShanghai200137ꎬChina)Abstract:InordertomeettherequirementsfordevelopaAframaxoiltankerlineswhichshouldsatisfyPC6ice ̄gradeꎬthePolarCode srequirementsforpolarnavigationice ̄breakingvesselswereanalyzedtosumsupthebasiccharacteristicsoflinesfortheice ̄breakingship.BasedonthelinesoftheconventionalAframaxoiltankerꎬtwodifferenttypesoflinessatisfyingPC6re ̄quirementsweredesigned.Accordingtothecodeꎬtheeffectiveiceloadsofthethreeprofiles(includetheoriginlines)werecal ̄culatedꎬaswellastheirrapidityunderthedesignspeedofopenwater.BycomparativeanalysisthecalculationresultsꎬonetypeofPCice ̄gradeAframaxtankerlinemeetingtherequirementswasfinallyobtained.Keywords:icebreakingAframaxoiltankerꎻlinesdesignꎻCFDcalculation(上接第121页)[2]杨煜.简述超大型集装箱船的典型设计特点[J].中国水运ꎬ2015(5):9 ̄11.[3]黄荣杰.集装箱船甲板绑扎桥设计浅谈[J].科学家ꎬ2016ꎬ4(7):154 ̄155.[4]温绍海.现代化造船的十点思考[J].外高桥造船技术ꎬ2004(1):44 ̄46.[5]田瑞.大型集装箱船舾装精度的探索与研究[J].工程技术(文摘版)ꎬ2016(8):310 ̄311.[6]王小龙.船舶胎架技术及发展展望[J].中国水运ꎬ2015(3):18 ̄20.[7]叶家纬.船体建造测量及数据处理技术[M].广州:华南理工大学出版社ꎬ2001.[8]仲伟松.大型铁舾件绑扎桥总组㊁驳运加强㊁防塑性变形控制办法研究及应用[J].造船技术ꎬ2016(2):52 ̄56.ConstructionTechnologyforAccuracyControlofLashingBridgeofVLCSLICheng ̄yuanꎬGAOCao(ShanghaiWaigaoqiaoShipbuildingCo.ꎬLtd.ꎬShanghai200137ꎬChina)Abstract:Combiningwiththeconstructiontasksofthelashingbridgefor20000TEUcontainershipꎬtheaccuracymonito ̄ringpointsofdifferentstagesꎬaccuracycontrolmethodsꎬcontrolstandardsandrequirementswereinvestigated.Intermsofthecollecteddeformationandcontractiondataintheconstructionprocessꎬtheassemblysequenceꎬconstructiontechnologyꎬmethodandcompensationwereoptimizedꎬsoastoraisetheefficiencyandaccuracyofthequalitylevelꎬensuringthattheconstructionac ̄curacyofthelashingbridgemeetsthedesignrequirements.Keywords:VLCSꎻlashingbridgeꎻaccuracycontrolꎻconstructiontechnology621。
浅析超大型船舶靠泊镇江港的安全管理
近年来,随着长江口深水航道治理的成功,进出镇江的超大型船舶(《长江江苏段船舶定线制规定》)规定,“超大型船舶”系指船舶实际淡吃水9.7米以上或船长大于205米以上或航行操纵能力受到限制的船舶的数量逐年攀升。
超大型船舶安全进出镇江港,给镇江带来了良好的可观的经济效益和社会效益。
但是,随着靠泊的超大型船舶的日益增多,镇江港的通航环境、码头泊位荷载能力等与通航安全的矛盾越来越突出。
如何优化通航环境、强化码头管理、合理规划使用岸线资源、提高从业人员素质,以切实保障超大型船舶安全进出江,已成为口岸各有关部门亟需研究的课题。
一、镇江港的现状位于长江三角洲江苏中部的镇江市,地处京杭运河与长江交汇处。
镇江港现已成为江苏省内能源、钢铁、木材、矿建材料、粮食、农产品等内外贸物资集散地;成为长江沿岸大中型冶金、建材企业进口铁矿砂、辅助非金属矿石等原材料供应、中转基地;以及西南磷矿主要的中转、加工、出口基地之一。
1986年12月8日经国务院批准镇江口岸成为一类口岸对外开放,1987年3月15日正式对外国籍船舶开放,镇江口岸成为新的历史条件下长江下游对外开放的重要门户之一。
对外开放10多年来,口岸基础设施建设得到加强,规模不断扩大,功能进一步完善。
目前镇江口岸对外开放的码头泊位有30个,其中万吨级以上深水码头泊位20个。
2005年全年,完成港口货物吞吐量4800多万吨,其中外贸运量930万吨,集装箱运量9.9万标箱。
到港超大型船舶2001年为52艘,2005年为157艘,增长3倍多,预计到2010年,将达到500艘左右。
统计数据显示,超大型船舶的载重吨多在2万吨至5万吨之间,最大载重吨达到77633吨,最大吃水达10.7米,船长最长达到254.047米。
二、超大型船舶靠泊镇江港存在的问题及原因分析(一)通航环境复杂,个别航段通航秩序较差镇江港的气象和航道条件比较复杂,每年春夏和秋冬交替季节,南北的冷暖气流在长江上会聚,形成了长江镇江段是典型的多雾地区,早晚经常由于雾的影响能见度不良船舶被迫停航,同样超大型船舶也不能正常开航,每当大雾散去时出现船舶“百舸争流”的状况,导致通航秩序比较混乱;长江镇江段是长江下游著名的复杂航段,航道弯曲狭窄、汊河口众多,加之京杭运河与长江的交汇,过往的船舶流量较大,尹公洲航段素有“老虎口”之称,走势呈“Z”型,枯水期航宽不足200米,通航环境极为复杂;在每年的3、4、9、10月份渔汛期渔船捕捞作业产生碍航,严重干扰航行秩序,超大型船舶在避让渔船时易发生搁浅事故。
超大型集装箱船舶标准

超大型集装箱船舶标准
超大型集装箱船舶的标准包含以下几个方面:
船长:船长为275-295米,船宽约32.2-39.4米,吃水为11.5-13.5米,舱内装10-11列,8-9层,甲板上装13-14列,4-5层。
载箱量:载箱量为3000-4000TEU,载重量为40000-50000t。
船型:根据不同的船型,超大型集装箱船可以分为第五代集装箱船、第六代集装箱船、第七代集装箱船等。
装卸效率高:超大型集装箱船舶的装卸效率非常高,通常可以在短时间内完成大量集装箱的装卸。
经济性:由于规模经济效应,超大型集装箱船舶的成本相对较低,使得其在航运市场中具有更强的竞争力。
环保性:超大型集装箱船舶通常采用新型高效节能设备,能够降低能源消耗和二氧化碳排放,对环保具有积极作用。
安全性:超大型集装箱船舶在设计时充分考虑了安全因素,采用先进的安全管理系统和设备,确保船员和货物的安全。
超大型集装箱船舶作为现代航运的重要组成部分,具有高效、经济、环保和安全等特点,为全球贸易和物流体系的发展做出了重要贡献。
超大型集装箱船舶配载软件CLC认证及使用建议
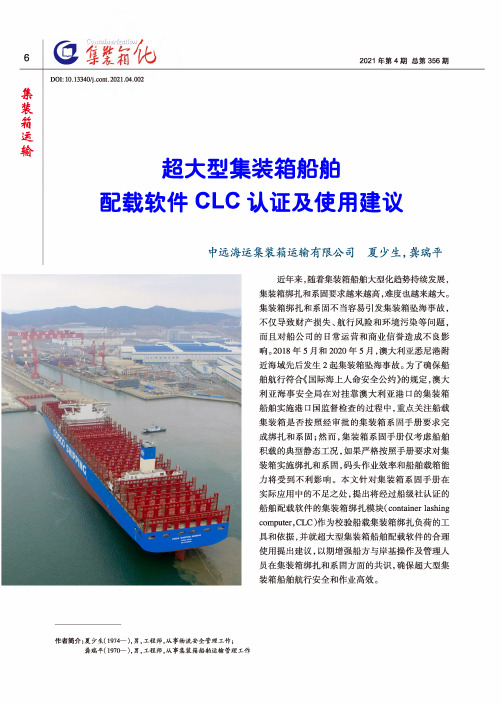
C/丿"仏62021年第4期总第356期DOI:10.13340/j.cont.2021.04.002集装箔运输超大型集装箱船舶配载软件CLC认证及使用建议中远海运集装箱运输有限公司夏少生,龚瑞平近年来,随着集装箱船舶大型化趋势持续发展,集装箱绑扎和系固要求越来越高,难度也越来越大。
集装箱绑扎和系固不当容易引发集装箱坠海事故,不仅导致财产损失、航行风险和环境污染等问题,而且对船公司的日常运营和商业信誉造成不良影响。
2018年5月和2020年5月,澳大利亚悉尼港附近海域先后发生2起集装箱坠海事故。
为了确保船舶航行符合《国际海上人命安全公约》的规定,澳大利亚海事安全局在对挂靠澳大利亚港口的集装箱船舶实施港口国监督检査的过程中,重点关注船载集装箱是否按照经审批的集装箱系固手册要求完成绑扎和系固;然而,集装箱系固手册仅考虑船舶积载的典型静态工况,如果严格按照手册要求对集装箱实施绑扎和系固,码头作业效率和船舶载箱能力将受到不利影响。
本文针对集装箱系固手册在实际应用中的不足之处,提出将经过船级社认证的船舶配载软件的集装箱绑扎模块(container lashingcomputer,CLC)作为校验船载集装箱绑扎负荷的工具和依据,并就超大型集装箱船舶配载软件的合理使用提出建议,以期增强船方与岸基操作及管理人员在集装箱绑扎和系固方面的共识,确保超大型集装箱船舶航行安全和作业高效。
作者简介:夏少生(1974—),男,工程师,从事物流妥全管理工作;龚瑞平(1970—),男,工程师,从事集装箱船舶运输管理工作.6加幻尢山1DJ1,/软池©7 2021年第4期总第356期1船舶配载软件CLC认证简介船舶配载软件CLC认证是船级社基于《国际海上人命安全公约》的规定,针对船舶配载软件CLC 开展的测试认证服务。
2012年以前,船级社尚未推出CLC认证,澳大利亚海事安全局等港口国监督检查机构要求船载集装箱必须严格按照集装箱系固手册要求完成绑扎和系固;但集装箱系固手册仅考虑船舶积载的典型静态工况,实际操作中需要通过实施翻箱作业、减少船舶载货量等手段,才能使各层集装箱质量分布符合集装箱系固手册要求,从而导致集装箱班轮运输效率大幅下降。
超大型LPG_船舶福州江阴港区靠泊操纵

航海技术超大型LPG船舶福州江阴港区靠泊操纵廖冬捷(福州引航站, 福建福州 350007)摘要: 5万吨级LPG船舶其吨位大、操纵性特殊、对于通航环境的要求较高,其进出港靠泊的安全性始终是引航部门、海事机构等关注的重点。
在介绍超大型LPG船舶操纵特性以及福州江阴港区泊位概况的基础上,分析靠泊的可行性及操纵限制条件。
以“菖蒲(AYAME)”轮靠泊操纵为例,从靠泊方案、各航段速度控制、主机使用、拖船配备、靠泊操纵注意事项等方面分析5万吨级LPG船舶满载靠泊操纵,以期为超大型LPG船舶靠泊操纵提供参考。
关键词:LPG船舶;江阴港区;靠泊操纵0 引 言液化石油气(Liquefied Petroleum Gas, LPG)是一种清洁能源产品,其在全球市场占有率逐年上升[1]。
我国对于LPG的需求在快速增长,LPG的进口量也在不断增加。
大部分LPG进口通过船舶运输完成。
由于LPG本身的特殊性,对于LPG船舶本身的安全性以及船舶引航操纵安全性的要求更高。
1 超大型LPG船舶特点1.1 超大型LPG船舶特点(1)超大型LPG船舶方形系数大,VLPG一般为2种船型长度225 m、宽36 m;长度230 m、宽37 m;满载吃水10 ~ 11.8 m。
(2)质量大,惯性大,单位排水量小,启动、制动、停船的性能差。
(3)旋回性好,追随性好,航向稳定性差。
舵面积与船纵向面积比小,舵力与水动力之比小,克服船舶偏转所需时间长。
操舵要领:早用舵、用大舵角、早回舵、早压舵。
(4)船舶尺度大,受浅水效应和岸壁效应影响大,淌航中丧失舵效的时刻出现较早,淌航时约4 kn船速以下已无舵效。
(5)受风流影响大,船舷受风面积大。
1.2 超大型LPG船舶靠泊操纵限制条件基于超大型LPG船舶的特点,靠泊操纵的条件限制为:白天、风力6级以下、能见度2 000 m以上、潮流较缓。
根据靠泊时的环境条件,适当选择拖船的数量和功率。
对于靠拢码头时相关参数的控制:靠拢速度不大于10 cm/s;靠拢角度应平行靠泊,建议不大于3°。
20000TEU集装箱船总组、搭载项目管理
第48卷㊀第2期2019年4月㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀船海工程SHIP&OCEANENGINEERING㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀Vol.48㊀No.2Apr.2019㊀㊀㊀DOI:10.3963/j.issn.1671 ̄7953.2019.02.00320000TEU集装箱船总组㊁搭载项目管理刘勇ꎬ刘海(上海外高桥造船有限公司ꎬ上海200137)摘㊀要:总结20000TEU集装箱船总组㊁搭载建造中存在的问题ꎬ从进度计划㊁质量及精度㊁安全㊁成本等方面构建20000TEU集装箱船的总组㊁搭载项目管理㊁建造周期管理的目标体系ꎬ从组织㊁管理㊁技术㊁经济等方面采取了措施ꎬ全面推进20000TEU集装箱船的总组㊁搭载项目ꎬ确保工程计划圆满完成ꎮ关键词:集装箱船ꎻ计划管理ꎻ质量及精度管理ꎻ安全管理ꎻ成本管理中图分类号:U673.2㊀㊀㊀㊀文献标志码:A㊀㊀㊀㊀文章编号:1671 ̄7953(2019)02 ̄0010 ̄04收稿日期:2019-01-08修回日期:2019-03-18第一作者:刘勇(1978 )ꎬ男ꎬ硕士ꎬ高级工程师研究方向:建造工程项目管理1㊀本项目管理风险概述20000TEU集装箱船是集装箱船大型化发展的代表产品[1]ꎬ其总组㊁搭载阶段的项目进度管理㊁质量及精度㊁建造安全㊁成本管理没有成熟的经验模式ꎬ达到项目建造目标挑战很大ꎮ1)进度控制风险ꎮ项目生产进度的控制存在挑战ꎬ时间紧ꎬ任务重ꎬ各专项任务均易造成进度拖延ꎻ为按期㊁保质地交付给船东[2]ꎬ项目进度总进度㊁各专项进度需彻底分解ꎬ进度数据需积累ꎬ进度流程需优化ꎮ2)质量及精度控制风险ꎮ①组织体系:项目质量管理体系不足ꎬ项目质量体系建设方面需加强ꎻ②项目 四新 因素:员工对止裂钢新材料质量要求不熟悉ꎬ新产品新材料止裂钢应用存在质量风险ꎻ③ 人㊁机㊁料㊁法环 :临时工装件拆除存在厚板割伤质量风险:员工厚板区域临时工装件拆除工艺执行纪律不够到位ꎬ打磨工具本身存在工艺缺点等ꎻ④项目典型结构特点:横隔舱结构特性刚性不足ꎬ质量精度控制有难度ꎬ对工艺顺序要求较高ꎬ易变形ꎬ影响舱口整体精度尺寸ꎮ3)安全风险ꎮ①管理存在安全风险及安全隐患ꎻ②员工对产品安全隐患点不熟悉ꎬ员工作业存在安全风险及安全隐患ꎻ③船型结构特点决定ꎬ甲板面窄ꎬ生产设施摆放空间不足ꎬ通行不畅ꎻ物品摆放空间不足ꎻ船舶型深高ꎬ原有基础设施高度达不到ꎬ通道不畅ꎻ④舱口围狭窄ꎬ舱容深度很深ꎬ靠近大舱舱口ꎬ人员作业行走存在高坠风险ꎻ⑤绑扎桥施工属高空㊁狭窄区域作业ꎬ存在物体打击及高坠风险ꎮ4)成本风险ꎮ新船型的成本控制无成熟经验套用ꎬ项目施工组织设计及工艺划分㊁物量划分㊁分段划分均有所不同ꎬ较多采用新材料㊁新工艺ꎬ项目成本结构分解不明晰ꎬ项目建造过程中存在各项成本管理缺陷与浪费ꎬ因此采购成本及施工过程中成本容易失控ꎮ对比分析20000TEU箱集装箱船与18000TEU集装箱船的工艺㊁材料㊁物量划分㊁分段划分差异ꎬ测算成本偏差ꎬ见表1ꎮ㊀㊀由表1可见ꎬ20000TEU箱集装箱船搭载阶段物量增多ꎬ施工难度增大ꎬ安措工装费用增大ꎬ易耗品消耗费用增大ꎮ2㊀计划进度管理2.1㊀总进度控制对比18000TEU系列ꎬ对20000TEU系列集装箱船进行分析论证ꎬ划分各里程碑节点ꎬ编制总进度控制表ꎬ见表2ꎮ由表2可见ꎬ20000TEU系列集装箱船项目建造搭载阶段ꎬ总进度周期计划比18000TEU集装箱船有明显缩短ꎮ根据总进度计划要求ꎬ编制实施性进度控制表ꎬ见表3ꎮ01表1㊀20000TEU与18000TEU集装箱船差异对比项工程细节说明㊀11A总组过程中ꎬ龙门吊吊装111分段翻身转向超重ꎬ111带舵筒340t㊀单钩转向分段最大重量272tꎻ重新焊接吊马工艺㊀分段划分机舱区域103分段散吊ꎬ搭载阶段多一条搭载缝搭载阶段物量增大㊀横隔舱总组由于吊车翻身能力不足ꎬ无可供联吊的旋转吊排ꎻ435/437/439/452/454均为散吊搭载阶段物量增大ꎬ施工难度增大材料㊀止裂钢材料涉及主甲板及舱口围腹板避免母材打伤ꎻ需新增舱口围安措工装制作施工难度增大ꎬ安措工装费用增大㊀新增绑扎桥搭载27道ꎬ同样带来安全绳需拉设横向首尾每道至少120mꎬ全船120ˑ27=3240mꎬ后续纵向舱口围区域也要拉设搭载物量增多ꎬ安措工装费用增大物量㊀厚板区域加热费用以前外包ꎬ现在全部归搭载部自己施工ꎻ需设备租赁或购买ꎬ易耗品保温棉规格增多㊀搭载物量大幅增多ꎬ设备配置ꎬ易耗品消耗费用增大118分段封舱后的大组由组立部划分到搭载部施工搭载物量增多分段㊀搭载施工分段总数392个ꎬ比18000增加2个ꎻ搭载施工总段数99个ꎬ比18000增加2个搭载物量增多表2㊀总进度控制表进度控制项18000TEU20000TEU(1)计划缩短20000TEU(2)计划缩短起浮10537主甲板贯通10667396244出坞1451133213113表3㊀实施性进度控制表 总组㊁搭载吊装计划日期总组搭载3月13日807/838/497/218/52223F/20J/22J3月14日532/416/456/219/827/83723J/20L3月15日561/571/417/447/457/828/446/641/65122L/23L3月16日418/448/458/697/368/37820P3月17日549/559/682/692/642/65220R3月18日419/449/459/684/694/685/69520S2.2㊀分部分项进度控制2.2.1㊀机舱搭载进度控制难点分析针对机舱搭载网络进行分析ꎬ梳理相应的控制难点ꎬ并制定针对性措施ꎮ1)机舱总段18个ꎬ单吊分段13个ꎬ机舱的吊装涉及封舱设备很多ꎬ设备封舱的脱期会对搭载计划影响很大ꎮ2)拉线照光要求较高ꎬ结构与设备多工种并行交叉施工相互影响ꎬ施工周期长ꎮ3)涉及的到的小舱室较多ꎬ舱室附件和改单较多ꎬ影响舱室密性计划ꎬ影响拉线照光里程碑节点ꎮ应对措施如下ꎮ1)设定机舱总段完整性标准ꎬ推进取消机舱整体打磨完整性工艺ꎬ加快机舱搭载速度ꎬ以搭载计划为导向目标ꎬ建立总段完整性推进计划ꎬ监控计划落实ꎬ配合机调及时完成设备安装ꎬ在满足搭载吊装的前提下ꎬ推进总段油漆ꎮ2)设定拉线照光计划目标ꎬ以起浮后20天拉线照光目标ꎬ细化结构交验计划ꎬ设定小舱室密性交验计划ꎬ盯紧结构与管附件施工交验ꎮ2.2.2㊀货仓完整性推进难点分析1)首制船分段储备不足ꎬ总段性差ꎮ2)建造模式局限:单岛式建造ꎬ贯通周期长ꎮ应对措施如下ꎮ1)推进总段胎位计划ꎬ提高胎位计划对应率和总段下坞前的储备ꎬ实现快速搭载ꎮ紧盯分段有序按时供应ꎬ缩短总组周期ꎬ提高总段完整性ꎮ2)系列船在后续船项目建造中ꎬ推进多岛建造模式ꎬ充分发挥龙门吊起重能力ꎬ多岛同步搭载ꎬ预计比单岛式建造模式贯通时间计划提前均10~15天ꎮ2.2.3㊀建造流程优化统计建造过程中分段吊装时间ꎬ分析搭载分段耗时规律ꎬ找出差异ꎬ制定改善措施ꎬ提升效率ꎬ促进进度计划可控ꎮ分别制订一次到位㊁二次到位吊装进度耗时表ꎬ见表4㊁5ꎮ11表4㊀吊装进度耗时统计分析表(一次到位)min㊀㊀分段66A67C66D67D67F66G66J67K66L67L66M66N67N用时255355245260255280290205255240280335270表5㊀吊装进度耗时统计分析表(二次到位)min㊀㊀分段67A66B67B66C66E67E66F67G66H67H67J66K67M定位430530675710495650830485505415450475500复位160160330230230300270190195175140170180㊀㊀一次到位分段总计13个ꎬ平均271min/个ꎻ二次到位分段总计13个ꎬ平均773min/个ꎮ控制分段一次到位率是控制分段建造进度的关键ꎮ2.2.4㊀工艺创新㊁工序前移将原来的全宽型总组改变为纵向总组ꎬ将大量物量工序前移至平台施工ꎬ对进度控制可起到良性作用ꎮ3㊀质量及精度管理3.1㊀建立并完善项目质量组织体系在公司现有质量体系基础上结合20000TEU项目特点ꎬ进行项目质量组织体系的建立并完善ꎬ形成公司质量管理体系与项目止裂钢专项质量管理体系共存的管理体系ꎮ3.2㊀开展质量交底及止裂钢专项培训开展项目全员质量交底培训ꎬ并在常规培训基础上ꎬ将项目所用新材料:超高强度钢EH47建造过程中较大的焊接残余应力[3]的质量特性及工艺要求向所有员工进行交底ꎬ强化员工质量意识ꎬ并对止裂钢新材料的焊接进行专项培训考核ꎬ持证上岗ꎮ3.3㊀现场巡检及PDCA循环改善对现场施工工艺进行定期现场巡检ꎬ重点检查厚板区域的焊材使用㊁加热温度ꎬ从源头上消除甲板焊接接头表面裂纹及埋藏裂纹缺陷[4]ꎻ对典型问题 临时工装件拆除工艺执行情况 ꎬ认真进行PDCA质量循环改善:通过现场检查发现割吊马留根较少ꎬ部分马脚打磨质量不佳ꎬ部门组织人员对吊马打磨问题进行攻关改善ꎬ现后通过工艺再宣贯㊁制作看板监控㊁设置打磨对照实验㊁邀请厂家对设备进行升级改造等措施ꎬ吊马打磨质量有了明显提高ꎬ打磨后跟涂底漆保护也得到了有效落实ꎮ3.4㊀重点项目专项质量控制为保证大型集装箱船营运安全性和航行结构可靠性ꎬ万箱集装箱船典型货舱结构施工质量控制是要点[5]ꎬ对横隔舱吊装ꎬ针对水密㊁非水密隔舱的装配㊁电焊质量控制顺序进行专项质量控制ꎬ制定横隔舱专项质量控制工艺流程ꎬ确保货仓成型精度ꎬ为后续的试箱创造有利条件ꎮ20000TEU重点推进舱口附件前移ꎬ成功的关键在于横舱壁精度控制ꎬ因此需重点关注横舱壁搭载和焊接顺序ꎮ1)搭载顺序ꎮ双层底总段ң横隔舱总段ң舷侧总段2)装配焊接顺序ꎮ舱口围顶板ң横隔舱与双层底焊接ң下部水平桁对接ң横隔舱上部与舷侧焊接4㊀安全管理和控制4.1㊀落实安全生产责任制度对生产活动各参建劳务分包单位签订安全生产责任协议书ꎬ对相关作业区㊁作业区对班组层层落实签订安全生产责任制度ꎮ落实管生产必须同时管安全的原则ꎮ4.2㊀专项安全技术交底及培训在项目开工前ꎬ对所有员工及管理人员进行安全生产交底:从设计安全风险分析㊁建造安全风险分析㊁防范措施㊁安全技术策划及现场安全管控等方面进行详细交底ꎮ同时根据每天的现场生产工地会ꎬ由项目组作业区对劳务分包单位的第二天的作业事项进行安全生产布置ꎬ防止交叉作业风险ꎮ利用每天的班前会㊁班后会制度ꎬ由班组长对所在班组成员进行详细作业的安全交底与经常性安全教育ꎮ4.3㊀制作专用工装1)针对甲板面狭窄的结构特点ꎬ制作舷侧外挂平台ꎬ将所有工具箱㊁焊机箱等生产作业设备移至舷侧外挂平台上ꎬ避免占用甲板面的空间ꎬ为通行安全创造有利条件ꎮ2)由于舱口围材质为新材料止裂钢材质ꎬ不允许局部点焊ꎬ因此创新制作了舱口围专用工装ꎬ21满足舱口围通行安全要求ꎮ4.4㊀绑扎桥专项工程安全管理绑扎桥是超大型集装箱船的关键设备[6]ꎬ对于绑扎桥搭载高风险项目ꎬ制定专门的JSA分析ꎬ并进行专项安全技术交底培训ꎬ组织专人进行吊装㊁装配㊁电焊施工ꎬ施工人员配专用袖章ꎬ方便现场安全监管ꎬ保证了高风险项目的可控管理ꎮ5㊀成本控制管理对于20000TEU集装箱船的总组㊁搭载成本控制ꎬ由于新船型ꎬ分段划分㊁总组/搭载形式都与常规船型不同ꎬ且涉及厚板作业ꎬ对项目成本控制带来很大挑战ꎮ5.1㊀项目成本结构分解与测算首先对项目结构特点及新材料㊁新工艺㊁新设备㊁新技术方面进行了详细分析与测算ꎬ务求精细到位ꎬ并以建造18000TEU集装箱船价格版本为基准ꎬ从分段总段要素㊁分工界面以及新板材的施工要求等几个方面进行比较其差异性ꎬ并测算成本差异ꎬ为20000TEU箱船总组㊁搭载工价明细确定提供参考依据ꎮ5.2㊀建造中成本控制建造中根据公司瘦身健体要求ꎬ为降低项目建造成本ꎬ对动能源进行灵活控制ꎬ对雨天㊁周末等劳动效率相对较低时期进行动能停供ꎬ有效避免动能空放浪费ꎬ降低成本ꎮ参考文献[1]徐文宇ꎬ赵志高.由订单看集装箱船发展趋势[J].船舶工程ꎬ2006(3):42 ̄45.[2]余建伟.18000TEU集装箱船总体设计[J].船舶工程ꎬ2015ꎬ37(增刊2):9 ̄11.[3]周宏ꎬ蒋志勇ꎬ刘建峰ꎬ等.超大型集装箱船用超高强度钢EH47焊接残余应力模拟与实验研究[J].船舶力学ꎬ2017ꎬ21(8):993 ̄1000.[4]张鼎ꎬ黄小平ꎬ丁仕风ꎬ等.大型集装箱船高强度钢甲板裂纹缺陷的安全寿命评估[J].船舶力学ꎬ2014ꎬ18(5):540 ̄549.[5]滕蓓ꎬ唐永刚ꎬ管义锋ꎬ等.万箱集装箱船典型货舱结构极限承载能力计算[J].船舶工程ꎬ2018ꎬ40(10):22 ̄26.[6]张海瑛ꎬ张鼎.超大型集装箱船绑扎桥选型及设计探讨[J].船海工程ꎬ2018ꎬ47(3):76 ̄79ꎬ83.ProjectManagementofGeneralAssemblyandErectionfor20000TEUContainerShipLIUYongꎬLIUHai(ShanghaiWaigaoqiaoShipbuildingCo.ꎬLtd.ꎬShanghai200137ꎬChina)Abstract:Theproblemsinthegeneralassemblyanderectionofthe20000TEUcontainershipweresummarized.Fromthefouraspectsofscheduleplanningꎬqualityꎬaccuracyꎬsafetyandcostꎬtheprojectmanagementtargetsystemofgeneralassemblyanderectionwassetupfor20000TEUcontainership.Measureshadbeentakenfromtheaspectsoforganizationꎬmanagementꎬtechnologyandeconomytocomprehensivelypromotethegeneralassemblyanderectionprojectof20000TEUcontainershipsꎬsoastoensurethesuccessfulcompletionoftheprojectplan.Keywords:containershipꎻplanmanagementꎻqualityandprecisionmanagementꎻsafetymanagementꎻcostmanagement31。
CCS检验的20000TEU大型集装箱船陆续交付

该 船 是 中远 海 运 集 团旗 下 中 国矿 运 有 限公 司 在 上 海 外 高 桥 造船 建 造 的 10艘 该 系 列 船 中的 首 制 船 。 由我 国 自主 设 计 ,为 巴西 淡 水 河 谷 量 身 定制 ,具 有 经济 、绿 色 、环 保 、节能 、安 全 等特 点 。船 舶 总 长 361.90米 ,宽 65.00米 ,型深 30.40米 ,设 计吃水 23.o0米 ,航速 14.5节 , 一 人驾驶 桥楼 ,仅需 30名船 员 即可满足 日常运 营 。该船 采用 了船体 应力在 线分析 系统 ,较 第一代 VLOC综 合性 能 大幅提 高 ,同时具有 CCS船 舶能效 在线管 理系统 (EOM)附加标 志 ,达 到并超 过了 IMO海洋环境保 护委 员会的各 项 环 保要 求 ,单 位海 里的油耗 降低 了 30%。满 载排水 量达 45.5万 吨 ,拥有 7个货舱 和 1个预 留的液化 天然气 空舱 ,最 大装卸 货速度 是常规船 舶 的两 倍 。续航 能 力强 ,可 在 中途 不加油 的情况 下完成环 球航行 。配备有 主机双燃 料 (LNG R足国际公约要求。 除检验 之外 ,中国船级 社实业 公司 (CCSI)上海 无损检 测 中心还为该 项 目提 供了 PAUT (相控阵超声 检测 )和 TOFD (衍 射时 差检测 )联 合检测 服务 。先进的检 测方 案能够 以图像化 的形式反 映 出焊接 缺陷 ,极 大地 改善并提高 了焊接 质量 。
超大型集装箱船舶大风天气顺流掉头靠泊操纵
越大。因此,超大型集装箱船舶的舵力和舵力转船力
矩要 大一 些 ,舵效 好 。
年大风平均频率高 , 在大风天气下拖轮马力配置存在
不 足 现象 。
( 4 )单位载重 吨分配的主机功率 :大型油轮为 0 . 2 5 以下 ,但大型集装箱船舶一般为0 . 6 0 以上。单位
载重 吨分配 的主机 功率决 定倒 车停 船 陛能 的好 坏 ,该 值 越大 ,倒 车停 船性 能越 好 。
S S W风为 主 ,其 余月 份均 以N N E 和N E 风为主 。湾 内外 全 年 大于8 级风 的平均 天数 为 1 2 . 8 天 和9 8 . 3 天 。最 大强
集两散”中的一个集装箱港区所在地 , 是我国不可多
得 的天 然深水 良港 。江阴港 区2 0 m深槽从 口外 经路 屿 航 门可 直抵 湾 内的江 阴集 装箱 码头 附近 。兴化 湾江 阴
关键词 :超 大型集装箱船舶 ;大风天气;靠泊;船舶操纵
一
江 阴港 区概况
6 . 9 m/ s ,最大风 速 3 4 . 0 m / s ,港 区除夏季 ( 6 — 7 月 )以
福 州港 江 阴港 区位 于福建 省兴 化湾 内 ,是 福州港 九 大港 区 的重 点港 区 ,是 福建 沿海 港 口重 点发 展 “ 两
超大型集装箱船舶 大风天气顺流掉头 靠泊操纵
福建省福州港 口管理局引航站 黄文峰
摘要 :随着世 界经济和船舶制造技 术的持 续发展 ,集装箱船舶吨位越 来越 大 ,对 引 航 员和船长在港 内靠离泊船舶操 纵方面不断
提 出新 的挑 战。随着福 州港 口建设 的飞速发展 ,靠泊福 州港 江阴港 区的集装 箱船 舶不断大型化 。结合几年 来超 大型集装箱船舶 靠离泊操纵的经验 ,对超大型集装箱船舶在 大风天 气顺流掉头靠泊操 纵进行探讨 ,供 同人参考。
对大型重力式集装箱码头工程的监理分析
对大型重力式集装箱码头工程的监理分析【摘要】近些年来,我国对于水利港口工程的建设设计与施工技术两方面都取得了十足的进步,并随着货运集装箱水运船舶的规模趋于大型化,大型重力式的集装箱码头建设越来越得到广泛的青睐。
本文从施工监理的角度对我国大型重力式集装箱码头工程的施工监理提出个人的几点看法,仅供参考。
【关键词】大型重力式;集装箱;码头工程;监理1.大型重力式集装箱码头工程主体基础施工质量监控大型重力式集装箱码头工程的主体基础工程是一项关键的分部工程,其工程内容主要涉及基槽开挖、基床抛石及夯实、基床整平等分项工程,其中基槽的开挖与基槽的夯实作为主体基槽工程施工的重点,质量监控要作为重中之重。
通常,大型重力式集装箱码头的主体基础施工与基槽土层、港池的疏浚要同步进行,这就造成了容易出现回淤现象的难题。
如果遇到这种像基床清淤的情况,现场的作业船舶需重新做相应的调整,以会不同程度地延误预计工期。
所以在实际施工中,往往需要合理安排施工作业工序,尽量使得基槽清淤、基床抛石及夯实、基槽整平以及沉箱安装工序紧密衔接,避免窝工的同时也可以控制回淤问题的出现。
另外,在沉箱安装之前需由现场监理工程师严格检查基槽回淤的厚度,如若不符合规定的回淤厚度则需及时采用抽砂泵予以清淤,最终保障工程的施工质量达到规范要求。
基槽的炸礁挖泥的开挖工序宜采取分段、分层和分条的阶梯式施工方法、挖泥的船舶通过dgps进行系统定位,在施工之前现场监理工程师应对挖泥船舶gps定位系统的转换参数进行严格校对,同时以甲方单位指定控制点位上核对无误即可展开施工。
基础挖泥的开挖过程须知严格遵照设计规范的要求进行边坡的开挖施工,定期校对gps系统并正确控制开挖边界在可允许偏差范围以内。
关键的控制钻孔的间距要合理计算炸药用量,在建设业主单位的严格监督下施工单位规范进行爆破作业。
基床在进行抛石作业之前,现场监理工程师应要求施工单位对基槽的断面尺寸进行复测验核,发现断面尺寸已经发生了变化的,需派专人潜入水中检查基槽的回淤情况。
集装箱码头超能力靠泊及其安全监管模式
集装箱码头超能力靠泊及其安全监管模式作者:陈侠王国芳来源:《水运管理》2011年第12期【摘要】为推进我国港航业发展,解决港口设计通过能力与港口生产需求之间的矛盾,避免码头超能力靠泊给港口生产带来的安全隐患,首先分析在超能力靠泊的集装箱船减载后靠泊码头的情况下码头结构的安全性,结果表明,此作业方式在一定限制条件下安全可行,然后提出由港口行政管理部门、海事、引航等三方各司其职,共同监管超能力靠泊作业安全,而不应采用三方联合论证“一船一议”方式的建议。
【关键词】码头;集装箱;靠泊;安全监管;船舶荷载随着全球经济一体化进程逐渐加快,国际航运需求逐年增加。
同时,随着石油资源日益枯竭和人们环保意识的逐渐增强,降低航运成本和二氧化碳排放成为航运企业不得不关心的大事,船舶大型化因此成为航运业发展的必由之路。
但是,港口作为远洋运输的枢纽节点,属于相对固定的资产,受岸线、资金、规划、地理水文、气候环境及投运周期等多方面因素影响,其发展速度跟不上船舶大型化的发展速度,由此产生的港口设计通过能力与港口生产需求间的矛盾正逐渐尖锐化。
如马士基集团与韩国大宇造船海洋株式会社签约订造的“3E”级船舶,其核定载重约为20万t,航线拟覆盖我国5个港口(上海港、宁波—舟山港、厦门港、深圳港(盐田港区)、香港港),但目前我国所有港口都没有可以停靠20万t级集装箱船的专业码头。
1 超能力靠泊安全隐患超能力靠泊,即码头超设计船型靠泊问题由来已久。
据2006年原交通部水运司摸底统计,全国约有1/3的泊位超能力靠泊。
[1] 不设限制的超能力靠泊带来的安全隐患是多方面的:从船舶航行安全角度来看,超设计船吃水深,如船底水深较浅发生浅水效应会产生船舶速度下降、舵力减小、旋回性变差等一系列船舶操控难题,甚至造成航运事故;从码头结构安全来看,超设计船载重大,靠离泊时可能损坏码头结构,轻则缩短码头使用年限,重则直接造成码头坍塌等事故,并危害靠泊船舶的安全。
超大型集装箱船舶抛锚作业安全程序

超大型集装箱船舶抛锚作业安全程序在超大型集装箱船舶锚泊作业实践中,一般均采用“退抛法”锚泊作业。
1.常规抛锚程序通常,在按锚泊操纵计划将船驶抵落锚点前,在船速1节左右时先行将锚松至离海底5米位置,脱开离合器。
若是强风流弱时,则应保持艏向顶风、若是流强风弱时,则应保持艏向顶流,并先施以左舵以期克服倒车时引起的偏转。
当开始倒车将船停在抛锚点时,注意控制艏偏转角速度需小于 2 °/Min,待船速降至对地0.2节以下时停车抛锚3节落水,此时船基本处于对地停止或略有退势,等船开始后退时,锚抓底,锚链也开始吃力朝前。
松链时采用“松一点,带一带手刹,再松一点”的操作方法,待3节落水后刹住。
大副随时观察、报告出链数、出链速度、锚链方向(避免锚链过船底)及锚链受力的快慢与程度,等锚链开始受力向艏靠拢并回弹时,再继续用手刹车控制好速度松链到7节入水刹住,合上止链器。
期间利用车舵、侧推控制后退船速<0.5节,避免出现出链太快(设计极限<180 m/min)、锚链受力过度,拖锚现象,艏偏转过快等现象。
待锚链受力稳定后,再合上离合器,用锚机将锚链调整至与链轮、止链器处于正确、恰当的位置后,放下止链器并插上安全销、刹住手刹车,再脱开离合器,完成锚泊作业。
2.深水抛锚程序一般在按锚泊操纵计划将船驶抵落锚点前,在船速1节左右时先行将锚松至离海底5米位置,不脱开离合器。
到达抛锚点时,使用倒车先将船速降至对地接近零速度,并以侧推协助将艏偏转角速度保持基本为零时,用锚机将锚松至海底,并继续松至7节落水刹住锚机刹车。
在此过程中视情用车、舵、侧推配合,要避免出现出链太快、避免锚链过船底、锚链受力过度或骤然受力、艏偏转过快等现象。
大副随时观察出链数、出链速度、锚链方向及锚链受力程度,并即时报告,木匠控制锚机及锚机手刹车、水手长在止链器旁待命,以便应急时及时放下协助制动。
等锚链受力后回弹,锚链不太吃力时继续用锚机再松一节下去,将锚链调整至与链轮、止链器处于正确、恰当的位置后,刹住手刹车,合上止链器,再观察至锚链受力稳定并确认已抛住后再脱开锚机离合器,完成深水锚泊的操纵。
大型集装箱船舶建造总结

前言沪东中华自从2002年在新的船坞为中海集团成功建造第一艘5688TEU集装箱船以来,我们又成功建造了8艘5688TEU集装箱船和7艘4250TEU集装箱船;在去年根据我们对大型集装箱进一步研究和开发的成果,我们又承接了4艘8530TEU集装箱船,打算在明年正式建造,在大型集装箱建造史上取得了又一次突破;目前我们正在向10000TEU箱超大型集装箱开发和建造迈进。
短短三年时间,我们将大型集装箱首制船发展成常规产品、拳头产品,为公司近几年连续实现跨越式发展作出了突出贡献。
回顾整个建造过程,我们的发展不是一撮而就,而是依靠科学、依靠大家的智慧和技术更新在不断摸索,不断总结和完善的基础上一步一步发展起来的。
因此再次总结5688TEU集装箱船和4250TEU集装箱船的成功建造经验,对我们今后进一步建造8530TEU集装箱船和10000TEU箱超大型集装箱以及进一步提高建造速度和建造质量具有非常重要的意义。
一.5688TEU和4250TEU集装箱船的船体特点1.线型和结构特点1.1 由于航速在25节以上属中速船,所以船体艏艉区水线以下型线狭瘦。
艏部为球鼻艏、艉部为球型艉。
全船舭部几乎没有平行舯体。
平底线区很小,侧面呈一橄榄状。
1.2 由于要求多装箱,扩大舱内和甲板的箱位面积、甲板面的平均宽度为船宽的0.9倍,所以从船底至甲板的肋骨型线变化很大,机舱后部区的横截面呈带茎的倒裁蒜头状。
1.3 为n扩大艏楼甲板的堆箱数,甲板宽度放宽后,首部型线“飘展”呈飞鸟状。
1.4 为扩大装箱,舱内舷及艏部呈台阶形结构。
1.5 两舷双壳宽度仅为一只集装箱的空间,箱舱的宽度的空间、箱舱的宽度和高度是集装箱的倍数的结构。
1.6 大开口箱舵的开口为甲板宽度的85%,为甲板长的81%。
船的纵向强度由下列结构补偿:①.大厚度、高强度钢舷顶列板;②.大厚度,高强度钢边甲板;③.大厚度,高强度钢纵壁顶板;④.大厚度,高强度钢宽纵骨;⑤.大厚度,高强度钢连续纵向舱口围板。
中国船级社检验的20000TEU超大型集装箱船“中远海运水瓶座”正式命名

2019.5 CHINA SHIP SURVEY 中国船检79东,这将使我国海洋工程基础施工能力得到进一步提升。
随着国际油价的稳步回升,海洋油气开发热情得到持续修复,并且全球能源消费结构向清洁化发展趋势明显,海上风电扮演的角色愈发重要,港口码头和跨海大桥的修建也不断改善着海运和陆路交通条件,由此带来的海洋工程项目建设活动势必增加。
打桩船作为支撑海洋工程建设的重要装备,或将迎来一个新的发展机遇期。
对于我国而言,在能源结构转型升级背景下,国内海上天然气资源开发力度不断加大,海上风电项目建设也不断提速,催生了大量打桩船的市场需求,同时随着“一带一路”倡议的深入推进,中国装备走出国门的机会越来越多,中国已然成为世界打桩船市场格局中重要的一极。
数据来源:中国船舶工业经济与市场研究中心、克拉克松图3 全球打桩船建造船厂国家分布情况2019年5月16日,中国船级社(CCS)检验的两万箱级超大型集装箱船“中远海运水瓶座”(COSCO SHIPPINGAQUARIUS)在南通中远海运川崎码头举行命名仪式。
该船是南通中远海运川崎船舶工程有限公司为中远海运集团建造的4艘两万箱级超大型集装箱船最后一艘,也是中远海运11艘两万标准箱超大型集装箱船“星座系列”的最后一艘。
船舶总长400米,型深30.70米,型宽58.60米,最大装箱量为19273TEU,设计服务航速22.5海里/小时,配备952个冷藏箱插座,挂香港旗,入CCS 级。
该船装载量、营运快速性、安全性能、绿色环保、智能化等指标,均达到世界先进水平。
船上采用先进的船体型线技术,配备了超长冲程高效主机、辅机废气经济器、高压岸电系统、机舱海水泵/机舱风机变频控制系统、能量交换装置的空调系统。
能效管理系统提供最优最先进的船舶能耗管理手段,实现了智能化船舶管理。
中国船级社检验的20000TEU 超大型集装箱船“中远海运水瓶座”正式命名。
21000 teu超大型集装箱船绑扎桥运输及安装工艺

2019年第6期总第352期造船技术MARINE TECHNOLOGYNo.6Dec.,2019文章编号:1000-3878(2019)06-0043-0621000TEU超大型集装箱船绑扎桥运输及安装工艺王能扬1,郑丰1,袁博2,麦松彦$(1.中船华海船用设备有限公司,上海200093;2.上海海事大学海洋工程技术研究中心,上海201306)摘要绑扎桥是集装箱船系固系统的核心构件之一,在总船搭载前,合理的运输及安装工艺对作业效率及结构变形控制有着重要影响。
梳理绑扎桥经过陆上及海上运输,最后托运至目标集装箱船组装的全过程,总结陆上托架、海上运输、总段搭载的工艺设计方法,并对搭载过程进行有限元分析,论证吊装方案的可行性。
所提炼的工艺方案可为船厂在超大型集装箱船的建造方面积累一定经验,同时为类似的工程项目提供参考。
关键词超大型集装箱船;绑扎桥;运输;吊装;搭载中图分类号U671文献标志码ATransportation and Installation Technology of Lashing Bridgefor21000TEU Ultra Large Container ShipsWANG Nengyang1,ZHENG Feng1,YUAN Bo2,MAI Songyan2(1.CSSC Huahai Ships Equipment Co.,Ltd.,Shanghai200093,China;2.Offshore Engineering Technology Research Center,Shanghai Maritime University,Shanghai201306,China)Abstract The lashing bridge is one of the core components of the ultra-large container ship lashing system.During the process of the total ship boarding,the reasonable transportation and installation processes have important impact on the operation efficiency and structuraldeformation control.The whole process of land and sea transportation and consigning to thetarget container ship assembly is stated.The design method of the land carrier,maritimetransportation and the general boarding is summarized,and the hoisting process is carried outby finite element(FE)analysis,and the analysis results demonstrate the feasibility of thehoisting scheme.The refined process plan accumulates some experience for the shipyard in theconstruction of ultra-large container ships,and provides reference for the similar engineeringprojects.Key words ultra large container ship;lashing bridge;transportation;boarding;hoisting0引言绑扎桥是集装箱船制造过程中最后与船体拼装的大型铁厕件,其制造场地往往与船体建造场地不在一处,故在完成片体总段制造后,需将其从施工场地运输至码头,再通过海上运输至造船厂,最后在船坞内与集装箱船船体进行搭载。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
超大型集装箱船总组过程监控
发表时间:2018-12-12T16:00:19.300Z 来源:《基层建设》2018年第29期作者:李伟
[导读] 超大型集装箱船一直是韩国船企“专利”,但是沪东中华敢于创新创造,打破垄断,取得了令人瞩目的成就,成为国内集装箱船设计建造的“领跑者”。
上海江南长兴造船有限责任公司上海 201913
超大型集装箱船一直是韩国船企“专利”,但是沪东中华敢于创新创造,打破垄断,取得了令人瞩目的成就,成为国内集装箱船设计建造的“领跑者”。
我国14500箱以内的集装箱首制船都由沪东中华建造。
20世纪 80年代末,建造了国际最先进的2700箱冷风冷藏集装箱船,荣获国家质量金奖;21世纪,又成功建造了5600~14500箱的“第六代”集装箱系列船,引领我国造船工业在高新技术船舶领域不断取得重大突破。
这些集装箱船,是日本、德国、意大利、希腊、挪威等国家远洋船队的主力。
随着国有造船企业改革深入,产品结构调整已见效果。
在改革浪潮中,通过不断的学习和探索,我们积累了一些在超大型集装箱建造总组过程中的经验,在此与大家交流一下,以期达到抛砖引玉的效果。
众所周知,现代造船企业是以中间产品为导向,全力提高中间产品的完整性,缩短船坞和码头周期,达到总体造船成本的有效控制。
总段作为较大而又重要的中间产品,它的建造质量及完整性的好坏,直接影响到船舶的总体建造。
在总组场地和吊装能力的前提约束下,如何做更大的总段是我们一直研究的课题。
这需要船体建造者必须改变思路,在总组阶段预留一定周期给舾装和涂装,将原本后道工序前移,达到总体建造周期缩短的目标。
特别是机舱区域,从机舱底层总段,实现底层舱室密性完工后涂装打磨,搭载前海水单元吊上总段;改原先散货船一个平台总组,为现在上下总组,实现机舱电器和管系工作的提前介入实现一些舱室的完整;尾部主甲板总段,尾部绞机基座环氧浇注完工,搭载前绞机吊上总段,尾部货仓试箱结束等等。
所有这些完整性较高总段的建造,都得益于总段划分的优化。
船体建造如何更加合理,能否进行最大程度的壳舾涂一体化,必须是极其重要的考量标准。
较高的完整性是基于合理配套,特别是机舱区域,封仓设备数量多、体积大、先后衔接顺序性强。
考虑到一些配套需要报关的特殊性,配送手续相对繁琐,周期较长,来货计划必须要有很强的刚性,一经确定,决不能做无谓修改。
基于超大箱船的结构特点,在质量控制方面,首当其冲的必是抗扭箱区域厚板的装焊质量监控。
该区域的焊接缺陷很容易扩散延伸,可能导致灾难性的后果。
所以过程的焊接控制相当关键。
其中预热更是首当其冲。
在源头精度控制上就要抓好抗扭箱的精度控制,分段阶段就要做到“零误差”控制,并做好加强方案,以防后续的非施工原因变形,避免后续合拢过程中的装配整修工作量。
装焊过程要严格实行双实名制施工,即相对于其他一般区域,加施厚板实名制标注跟踪。
对于个别不可避免整修区域,更应做好过程施工跟踪,确保过程施工监控无死角。
电焊开始后,必须安排具备一定资质的焊工施工,作业区对WPS及相关工艺要求进行详尽交底,严格分区域分位置按对应焊接工艺施工。
当日未能完工区域,需做好保温措施,次日重新施工前,进行对应的工艺交底。
如此循环直至焊缝无损探伤检查合格之后方休。
同时衍生到角隅位置,分段成型后该位置应进行必须的保护,并向后道做交接,划定责任形式。
总组施工时,更应对施工人员进行技术工艺交底,严禁在此区域进行不必要的动火作业。
隔舱总组也需重点控制,从质量精度方面,成型后的隔舱总段总体结构强度相对较弱,需要相当的加强措施去防止吊装过程可能出现的变形。
但是,加强方案一定要“性价比”高,要精简,好钢用在刀刃上。
因为在搭载后,隔舱呈正态,如果加强方案不精确或不合理,势必会增加船坞阶段施工的高空工作量和危险系数。
所以,隔舱加强方案务必慎重优化,做的好是个多方受益的局面。
另外一定要做好总组阶段的精度控制,保证只休一次余量,一次控制好隔舱的三围数据。
即在第一次总组时就考虑后续搭载时可能会出现的精度问题,提前介入处理解决,从而减少后续搭载的工作量。
无论是从建造方针还是成本方面考虑,减少隔舱搭载后的底脚工作量,都是益处良多,省工省力。
超大型箱船总组在计划管理方面较其他类型船舶建造有一定不同之处,隔舱、机舱、内底等分段都要相对提前配送。
因为这些分段很多完整性施工,都是要在分段冲砂后进行。
而且总组周期长、施工项目多,对整船的建造节点控制都有很大的影响。
关键如挂舵壁分段,由于要有舵杆筒插入安装,该施工具有极小的有限空间作业、极高精度要求的装焊作业、极高要求的厚板焊接质量控制等作业特点,需要一定长的施工周期去满足各项工艺要求;首尾主机板分段都有较多大型设备基座安装和对应反顶加强施工。
所有这些对应分段都需要较长总组周期去达到一定的完整性施工要求,所以务必相对提前按对应率配送。
随着建造箱船越来越大,总段体积也越来越大,超高作业势必也越来越多。
所以在总组建造过程中,一定要密切关注气象变化,特别是极端天气的影响。
生产组织者在安排生产时,一定要早做盘算考虑,避开不利气象变化,从而使生产得以有序安全推进。
在总组过程中要想方设法为后道工序创造有利施工条件,务必要考虑到总段搭载上船后的状态。
要达成清洁绿色的总段,能在总组阶段做的绝不流到后道,主要包括无用加强的拆除、大接头贴附件清洁。
脚手预搭要在总组阶段尽量的完整,特别是搭载环缝的充分预搭,利用搭载前的预搭工作,有效缩短对应后续的施工周期和成本。
可能对应不同船厂的实际情况,以上经验相对不尽合理和清楚。
希望这些小小所获,能激发大家的思路,达到思想的碰撞,形成一定共识,最终促使我国造船事业的更大发展。