尺寸测量计划---范本
工装样件认可程序-OTS

四、OTS简要流程
OTS流程6:OTS认可
OTS认可 完全符合要求的OTS样件,SGMW技术中心PE出具OTS认可报告。 OTS有条件认可 已完成路试、系统试验,但OTS文件有缺项,只进行OTS有条件认可。 第二次OTS认可 由于关键件更改等原因必须进行第二次OTS认可。 注:每一份OTS 认可报告只认可一个或一类(材料、性能要求相同)采购级零件。
OTS流程3:计划核准、制造样件
四、OTS简要流程
计划核准 SGMW技术中心PE核准供应商各项计划、产品设计图样(供应商有产品设计责任的); SGMW采购及供应链管理部SQE核准供应商检具开发计划。 制造样件 供应商按交付的资料或(和)核定的技术文件、计划组织生产制造工装样件(OTS样件)。
供应商按交付的资料或(和)核定的技术文件、计划制造工装样件(OTS样件),并进行相关的台架试验及性能试验;
04
OTS工作要求2 :封样
五、OTS工作要求
所有向SGMW送交的OTS样件必须符合本文规定;
检测报告与样件必须一一对应;
所有OTS文件必须与OTS样件一起同时交付;
SGMW采购及供应链管理部提供带有黑色“OTS”字样的黄色零件标签和运输标签;
04
SGMW采购员在OTS样件送达公司后,通知SGMW 技术中心相关PE。
OTS工作要求3 :送样
五、OTS工作要求
在OTS交样之前,供应商应重新提交“分供方清单”,经SGMW技术中心相关PE审批后实施;
1
在OTS交样之后,按SGMW采购及供应链管理部文件“二级供应商管理规范”执行,由产品工程师决定是否做OTS;
2
若零件为关键件, SGMW技术中心相关PE应对该二级供应商做技术评估(TA)。
不动产多测合一测绘技术设计书
工程建设项目竣工验收“多测合一”测绘技术设计书测量单位:****有限公司日期: 2022年11月02日目录一、项目概述 (3)1.1 任务来源 (3)1.2测区围 (3)1.3任务量 (3)1.4测区自然地理概况 (3)1.5已有资料情况 (3)1.6作业依据 (4)二、精度指标 (5)三、作业方法与测绘仪器设备、软件: (6)四、测绘人员 (6)五、测绘设计方案 (6)5.1规划条件核实外业测绘 (6)5.2规划条件核实内业测绘 (7)5.3不动产外业测绘 (8)5.4不动产内业测绘 (8)5.5工程进度计划 (9)六、技术成果 (9)一、项目道述1.1 任务来源2022年10月19日受*****有限公司委托,我承接了*****1、2栋的测量任务。
本公司将本着公平、公正、公开原则开展测量工作。
1.2测区围该项目位于****新城路,东至(临)新城路,西至(临)山坡脚,南至(临)****小区,北至(临)人行道,为商住地块。
1.3任务量该项目共有建筑 5栋,建筑约6万平方米,测绘任务包括:规划条件核实测绘(1:500地形图、宗地图、竣工图、地下管线平面图、消防平面示意图、绿地面积图、建筑分层面积图、人防工程面积图)不动产测绘(房产分层分户图绘制、房产面积测算、房产分户以及成果资料的检查与验收)。
1.4测区自然地理概况该项目为城区内新建小区,四周有市政道路和住宅小区,属城区商业住宅区。
项目土地权属清晰,地势平坦,交通方便,建筑物密度适中。
1.5已有资料情况(1)本项目的房屋用地文件;(2)各建筑的规划审批、验收文件;(3)建筑施工平面图(含施工图电子文档);(4)各建筑的房屋预售文件;(5)预售面积测绘报告。
1.6作业依据(1)《城市测量规》,CJJ/T8-2011(2)《房产测量规》GB/T17986-2000(3)《建筑工程建筑面积计算规范》(GB/T 50353-2013)(4)《工程测量规范》(GB50026 -2007 )(5)《卫星定位城市测量技术规范》CJJ/T 73(6)《贵州省房产测绘管理实施细则》(7)贵州省工程建设项目竣工验收“多测合一”技术导则(试行)二、精度指标《房产测量规范》GB/T17986-2000 将房屋商铺的测算精度分为三个等级,本工程按一级房产面积测量精度执行,它适用于大城市的市区、中小城市的中心区的商品房、商铺以及其他上市房屋。
全尺寸检验和共功能试验控制计划

低温性能
——
——
电线束技术 条件QC/T 29106-92
6条 低温箱
SOP前1次 型式实验并记录在 《试验记录》S7.6-02-10和《测试 报告》S-7.6-02-10 中
停产整顿/——
——
高温性能
——
——
高温箱
——
湿热性能
——
——
湿热箱
——
耐油性能
——
——
耐油实验箱
第2页,共2页
SOP前1次
型式实验并记录在 《试验记录》S7.6-02-10和《测试 报告》S-7.6-02-10 中
停产整顿/——
——
——
接点拉力
——
——
拉力机 精度等级 ±1%
第1页,共2页
CBW
零件/ 过程名称/操 过程 作描述 编号 生产设备 编号
红旗明仕三代CA7180A4E轿车线束控制计划
生产 特性
CBW
样件 试生产 生产
控制计划编号:CBW/QJ.DX(HQ).03-0021-04
红旗明仕三代CA7180A4E轿车线束控制计划
主要联系人/电话 见封面 日期(编制) 2004年9月20日 顾客工程批准/日期(如需要)
C-7.3-01-01
日期(修订)
零件号/最新更改程度 核心小组会签: 3724010-LS、3724020-LS、3724030-LS、3724050-LS 见封面 、3724070-LS、3724100-LS、3724120-LS、3724150LS、3724640-LS/2004.7.1 工厂批准/日期 产品名称/描述 红旗明仕三代CA7180A4E轿车电线束 工厂 长春市灯泡电线有限公司 零件/ 过程名称/操 过程 作描述 编号 生产设备 供方代号 A107 特性 编号 产品 过程 特殊特 性分级 产品/过程规范 评价/测量技 /公差 术 钢卷尺 精度等级: 1mm 见封面 其它批准/日期(如需要)
APQP五个阶段描述【范本模板】
APQP五个阶段描述1。
什么是质量策划?2。
什么是质量计划?3。
质量策划和质量计划有什么不同?4.质量计划和控制计划又有什么不同?5。
控制计划和WI有什么不同,WI上有规范,是不是就不需要控制计划了?第一阶段:计划和确定项目本阶段描述了怎样确定顾客的需要和期望,以计划和规定质量项目,所有的工作都应考虑到顾客,以提供比竞争者更好的产品和服务。
产品质量策划过程的早期阶段就是要确保对顾客的需求和期望有一个明确的了解。
第一阶段之输入顾客的呼声市场研究保修记录和质量信息小组经验业务计划/营销策略产品/过程基准数据产品/过程设想产品可靠性研究顾客输入第一阶段的输出(作为第二阶段的输入)设计目标可靠性和质量目标初始材料清单初始过程流程图产品和过程特殊特性的初始清单产品保证计划管理者支持顾客的呼声“顾客的呼声”包括来自内部/外部顾客们的抱怨、建议、资料和信息。
市场研究对顾客的采访顾客意见征询与调查市场测试和定位报告新产品质量和可靠性研究运行情况良好报告竞争产品质量的研究运行情况良好(TGR)报告保修记录和质量信息为了评定在产品的设计、制造、安装和使用当中再发生不合格的可能性,应制定一份以往顾客所关注问题/需要的清单,这些应作为其它设计要求的扩展来考虑并应包括对顾客需要的分析中。
运行情况不良(TGW)报告保修报告能力指数供方工厂内部质量报告问题解决报告顾客工厂进货和废品现场退货产品分析小组经验小组适当时可利用包括如下内容的任何信息来源:来自更高层体系或过去质量功能开发(QFD)项目的输入媒介的评论和分析,杂志和报刊报告等顾客的信件和建议运行情况良好(TGR)/运行情况不良(TGW)报告销售商意见车队负责人的意见现场服务报告利用指定的顾客代理所作的内部评价道路行驶体验管理者的意见和指示由内部顾客报告的问题和议题政府的要求和法规合同评审业务计划/营销策略顾客业务计划和营销策略将成为产品质量计划的设定框架.业务计划可将限制性要求施加给小组(诸如进度、成本、投资、产品定位、研究与开发资源)而影响其执行方向。
检验计划
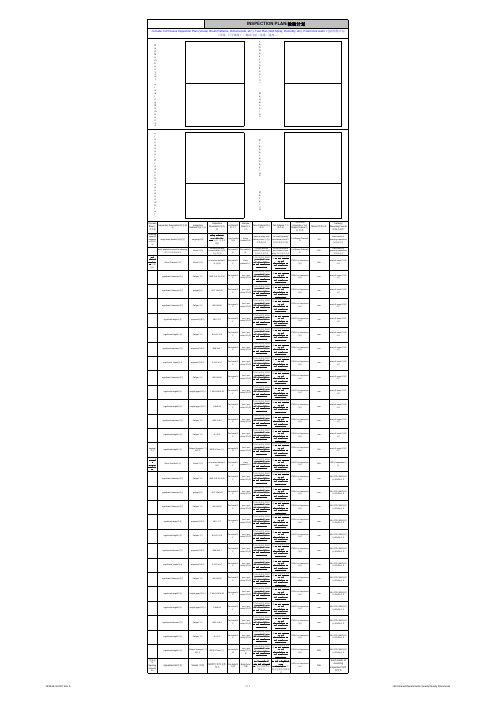
~Include: In-Process Inspection Plan (Visual, Brush Patterns, Dimensional, etc.), Test Plan (Salt Spray, Humidity, etc), Final Dock Audit / 包括检验计划(目视 、尺寸测量)、测试计划(盐雾、湿度..)
verify inspection report for shipping/ 核实对应的检验报告 Die casting inspecti on/压铸检 验
Visual /目视
Comply with the Do not conform to the content of zinc alloy/ content of zinc alloy/ 符合锌合金含量 不符合锌合金含量 符合检验指导书要求 /Accordance with the requirements of the inspection instruction 符合检验指导书要求 /Accordance with the requirements of the inspection instruction 符合检验指导书要求 /Accordance with the requirements of the inspection instruction 符合检验指导书要求 /Accordance with the requirements of the inspection instruction 符合检验指导书要求 /Accordance with the requirements of the inspection instruction 符合检验指导书要求 /Accordance with the requirements o
机械零件测绘工作安排及教案【范本模板】
机械零件测绘工作安排及注意事项1,提前一周分组,每班分成4~6个组,成员进行搭配,整理制图教室2,自学第11章零、件测绘指导,复习螺纹紧固件的连接画法、键连接、销连接,圆柱齿轮的啮合画法,滚动轴承的画法,和第10章有关内容3,测绘第一天早上每组发一台减速器,游标卡尺、外卡、内卡、直钢尺、角度规、螺纹规等各一把,第一天只要带画草图的图纸。
4,画图步骤;(1)第一天和第二天画所有零件草图(标准件除外)(2)第三天开始画装配图,选择减速器装配图的表达方案(A1图纸1张)(3)画底座(箱体)的三视图,比例1:1(4)画小齿轮轴、大轴及大齿轮、滚动轴承的俯视图(5)画端盖、轴套、挡油环、调整环等(6)画箱盖、螺栓、螺母、垫圈、销等(7)尺寸标注、配合代号、编号、填写标题栏及明细表。
最后完成减速器装配图(8)画箱体、箱盖、齿轮、齿轮轴零件工作图、A4图纸2张,A3图纸2张5,纪律:按上课时间出勤、一律在制图教室画图(测绘)、所有工具不容许拿出制图教室,工具和模型损坏和丢失照价赔偿.注意事项;1、测量工具、仪器如有丢失、损坏,谁丢失、损坏由谁赔偿,各班(组)长负责.2、不得强行、野蛮拆卸齿轮减速器零、部件,如有丢失、损坏谁丢失、损坏由谁赔偿,由各班(组)长负责。
5、对精密度较高的过盈配合零件尽量不拆,以免损坏零件。
6、保持绘图板、的整洁、完好,不得把减速器零、部件摆在绘图板上,以免油污损坏绘图板。
7、每位同学实训前检查绘图板、丁字尺是否完好,否则如有损坏由学生负责.8、周五实训完后必须按照原样装配好减速器,零、部件不得互相调换。
9、打扫实训室卫生,绘图板、丁字尺按照规范摆放整齐。
第一节概述一、部件测绘的目的和要求(一)目的《机械制图》课程是研究机械图样的绘制与识读规律的一门实践性很强的技术基础课,旨在培养学生具有基本的绘制和阅读机械图样能力,因此,在教学过程中,除了系统地讲授基本知识、基本原理和方法外,还应使学生接受较全面的技能训练,即作部件测绘,它是理论联系实际的一个重要教学环节,其目的是:(1)熟练掌握部件测绘的基本方法和步骤.(2)进一步提高零件图和装配图的表达方法和绘图的技能技巧。
检验试验计划--【范本模板】
一、编制目的
为了使扬子石化高压加氢裂化装置加工高硫油技术改造工程的检试验工作规范、有序、协调、统一的进行,确保质量目标的顺利实现。
向甲方提供合格的产品(工程)和优质的服务,使检验试验工作按计划实施。
二、施工质量控制点划分
1.关键工序为A级质量控制点,由甲方、监理和施工项目部共检。
2.重要工序为B级质量控制点,由监理和施工项目部共检。
3.一般工序为C级质量控制点,由施工项目部专检。
三、检试验程序
1.对于A、B级共检:施工作业人员自检合格,经项目部质量控制部专职检查员检查确认后,填写共检通知单(附共检报告和必需的自检结果)报监理方,由监理方组织有关方进行共检确认。
2.对于C级控制点:施工作业人员自检合格后,报项目部质量控制部专职检查员检查确认.
检验试验流程图
四、各专业检验试验计划样表
一般工序、必须有工艺卡 C级
重要工序、必须有施工技术措施或方案 B级关键工序、必须停点检查或共检点 A级
3 钢结构安装检验、试验计划
4 给排水工程检验试验计划
5 配电线路检验试验计划
6照明工程检验试验计划
7 接地工程检验试验计划
8 静止设备安装检验、试验计划
9 压力管道安装工程检试验计划
10 仪表防爆和接地系统安装检验、试验计划
11仪表盘、箱、柜安装检验、试验计划
14绝热工程检验、试验计划。
卡特彼勒-APQP培训资料

产品质量先期策划和控制计划培训
卡特彼勒全球采购部亚太区
APQP定义
APQP是用来定义、制订和规定为提供满足顾客期望 和需要的产品和服务的目标、任务、步骤、计划,并 确保达到预期要求的活动。
理解:是一个活动;用顾客的期望和产品的需要来确 定自身工作任务、目标、计划、步骤的。
顾客的要求 产品要求
进行的尺寸测量和材料与性能试验的描述; 生产/量产 (Production)—在大批量生产中,将提供产品/过程
特性、过程控制、试验和测量系统的综合文件。
产品质量先期策划和控制计划培训
卡特彼勒全球采购部亚太区
APQP的基本原则
什么需要策划?
产品质量先期策划和控制计划培训
卡特彼勒全球采购部亚太区
容量频率下料外观尺寸100卷尺100尺寸首工艺指导卡工艺员质量师冲压尺寸100卷尺尺寸首件检查记录单焊接焊缝尺寸100卡尺目测100外观气密气密试验喷丸外观目测100粗糙度磷化膜厚测厚100喷漆光泽度测厚仪100硬度光泽度膜厚附着力目测包装第1页共1页样件试生产生产供方工厂供方代号编制日期更新日期控制计划编号核心小组顾客工程批准日期零件号最新更改水平编制批准日期顾客质量批准日期零件名称描述版本号附注零件过过程名称生产设备特性characteristics特殊特方法methods反应计划程编号操作描述编号产品过程性分类产品过程规范评价测量技术样本sample控制方法公差productpro
卡特彼勒全球采购部亚太区
APQP的基本原则
培训:
APQP的成功取决于有 效的培训计划;
培训包括:如何了解 顾客的需要和期望以 及有关的开发技能。
产品质量先期策划和控制计划培训
卡特彼勒全球采购部亚太区
机械加工检验标准及方法【范本模板】
机械加工检验标准及方法一。
目的:二. 范围:三. 规范性引用文件四。
尺寸检验原则1.基本原则:2.最小变形原则:3.最短尺寸链原则:4.封闭原则:5.基准统一原则:6.其他规定五。
检验对环境的要求1.温度2.湿度3.清洁度4.振动5.电压六。
外观检验1.检验方法2.检验目距3.检测光源4.检测时间5.倒角、倒圆6.批锋、毛刺7.伤痕8.刀纹、振纹9.凹坑、凸起、缺料、多料、台阶10.污渍11.砂孔、杂物、裂纹12.防护包装七. 表面粗糙度的检验1.基本要求2.检验方法:3.测量方向4。
测量部位5.取样长度八. 线性尺寸和角度尺寸公差要求1.基本要求2 线性尺寸未注公差九.形状和位置公差的检验1.基本要求3.检测方法十.螺纹的检验1.使用螺纹量规检验螺纹制件2.单项检验十一。
外协加工件的检验规定1.来料检验2. 成品检验计划十二.判定规则附注:1.泰勒原则一。
目的:为了明确公司金属切削加工检验标准,使检验作业有所遵循,特制定本标准。
二. 范围:本标准适用于切削加工(包括外协、制程、出货过程)各检验特性的检验。
在本标准中,切削加工指的是:车削加工、铣削加工、磨削加工、镗削加工、刨削加工、孔加工、拉削加工和钳工作业等。
本标准规定了尺寸检验的基本原则、对环境的要求、外观检验标准、线性尺寸公差要求、形位公差要求、表面粗糙度的检验、螺纹的检验和判定准则。
注:本标准不适用于铸造、锻造、钣金、冲压、焊接加工后的检验,其检验标准另行制定.本标准不拟对长度、角度、锥度的测量方法进行描述,可参看相关技术手册;形位公差的测量可参看GB/T1958—1980;齿轮、蜗杆的检验可参看相关技术手册。
三。
规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准GB/T 2828。
成品全尺寸控制计划
SC81多在生产阶段
主
日期
□样件 □试生产 ■生产 要
控制计划
此处一定要填 联 写最新零件号
编写人员要
(编 制)
编号 零件号/最新更改水平
核 心
填写完整
顾客 工程
日期(修订)
零件名称/ 描述 倒档惰轮 垫供片方/工厂
供方代号填 供
写完整
方/
供方代号
错
容量
频板尺
5件
每批
千分尺
100% 每批
频率按照实 际情况填写
控制方法
尺寸检验报告 尺寸检验报告 尺寸检验报告
材料
/
4 35#/GB
699
C:0.42-0.50 Si:0.17-0.37 Mn:0.5B 0.8 P:≤0.035 S:≤0.035 Ni:≤
0.30 Cr:≤0.25 Cu:≤0.25
其 它
顾客 质量
其它 批准/
零件过程 过程名称/
编号
操作描述
OP50
精锻
OP80
精锻
尺寸编号按 照灯笼图编
/
/
设备、装 置、夹具 或刀具
特性
特性
编 号
产品
过 程
分类
J53-300
1 中心距
J53-300
2
R
3 平行度
B
产品/过程 规范/公差
12+0.2 R2+0.3
0.05
方法
评价/测量技术防 样 本
5件
每批
测量报告
隔离
第 1 页,共 1 页
光谱仪
1件
每批材 料
测量技术交底记录【范本模板】
2.1。
3引测座标点、水准点,建立局域控制测量网1、座标点从现场场地的实际情况来看,整个基槽采取大开挖,现场可用场地较狭小。
所以布设的控制点要求通视,便于保护施工方便.根据设计图纸、施工组织设计对楼层进行网状控制,兼顾±0.000以上施工,确定控制控轴线为: 1幢1-A、1-M轴是通轴线,控制点为1—1轴交1-A轴、1-M轴交1-1轴;1-9轴交1-M轴、1-9轴交1—A,设置井字形控制线。
第一步,施测时,首先,采用经纬仪置于“规6点”,对中整平,后视照准“规2点",前视“规8点",校核测绘院提供的这几点相对距离、夹角是否符合.第二步,采用50m长钢尺施测方法,测设各楼座的定位点,测读各楼座定位点的距离与施工图纸尺寸是否符合,复查校核各楼座数据。
至此,建立本工程各楼座测量的控制轴线网。
轴线投测允许偏差:主轴线间距允许偏差(mm)相临轴线±3L ≤30m±530m〈L≤60m ±1060m〈L≤90m ±15L 〉90m±20控制轴线投测完毕后,依据施工图纸及施工洽商,首先放样其它设计轴线,并检查校核,满足施工规范要求后,依次放样柱、墙、门窗等,弹墨线,用红油漆标注。
主体结构为“钢尺垂直传递法".项目允许误差(mm)每层±3高度(H)H≤30m ±5 30m<H≤60m±10 60m〈H≤90m ±15 90m<H≤120m ±20120m<H≤150m±252。
2。
3轴线及高程点放样程序1)基础工程2)地下结构工程3)地上结构施工2.3基础测量放线轴线投测1)土方开挖:由于本工程基础土方为中国建筑西南勘察设计研究院有限公司开挖,同时以此控制槽的开挖尺寸和边坡坡度.在垫层混凝土浇筑之前,测量检查以前土方开挖情况,确认要开挖的,开挖前根据控制桩放出槽边上口线,在挖出工作面后,先钉出距槽边1米控制桩,以此控制槽的开挖尺寸和边坡坡度。
建筑绝热制品 试件线性尺寸的测量-最新国标
建筑绝热制品试件线性尺寸的测量1范围本文件规定了从绝热制品上制备的试件线性尺寸测量的测试设备、步骤和相关内容。
全尺寸绝热制品线性尺寸测量的步骤由ISO29465和ISO29466国际标准规定。
2规范性引用文件本文件无规范性引用文件。
3术语和定义下列术语和定义适用于本文件。
3.1线性尺寸linear dimension两点之间、两条平行线之间或两个平行平面之间的距离,由试件的角、边或面确定。
3.2试件test specimen为完成某项测试而使用的某个试样或试样的某些部分。
4原理用满足测试精度要求的设备来测量试件的线性尺寸。
5测试设备可使用提供相同结果且精度至少相同的任何测试设备。
5.1平面大于试件最大尺寸的平面。
5.2刻度表允许读数精度至少为0.05mm的刻度表。
试件表面的尺寸应保证在测试过程中试件表面压强≤1kPa。
测试时可以通过拆卸刻度表的弹簧来降低试件表面的压强。
刻度表或任何其它具有至少相同精度的电气或光学测量仪器可以固定到一个装置上,以使测试设备适应试件的尺寸。
5.3测微计允许读数精度至少为0.05mm的测微计。
应使用包含可以指示测试设备接触到试样表面并施加了压力装置的测微计。
下图是这种测量装置的一个示例。
测量装置是一个闭环电路,由柔性导线、电池、灯和铝板组成,它们在测试试件上施加(50±1.5)Pa的压强,如图1所示。
标引序号说明:1——螺旋测微计;2——毫米尺;3——可调支架;4——灯;5——电池;6——10cm2铝板;7——试件;8——基板。
图1合适的测微计示例5.4游标卡尺允许读数精度至少为0.1mm。
只有在不会引起试件变形的情况下,才可使用游标卡尺。
5.5金属尺或金属带金属尺或金属带,刻度单位为毫米,允许读数精度至少为0.5mm。
6试件在热带国家,不同的调制和测试条件是允许的。
在这种情况下,调制和测试条件应为(27±2)℃温度和(65±5)%相对湿度,需在试验报告中明确说明试件的数量、尺寸和调制应符合相关测试方法标准、产品标准或其它国际规范的规定。
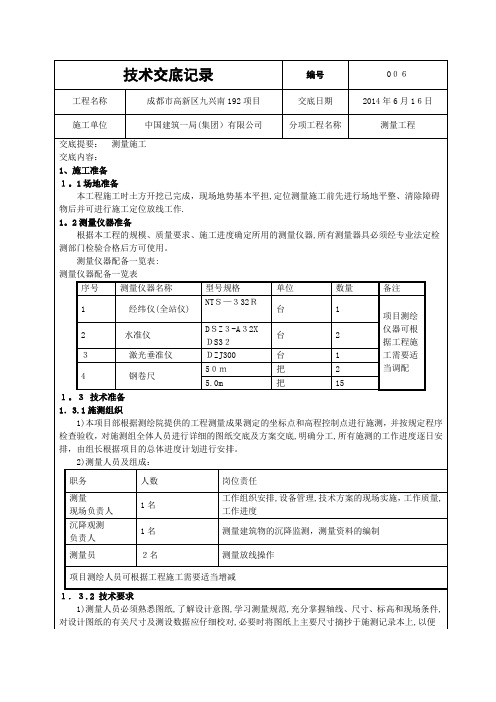
尺寸测量计划书
0.05 0.02 0.02 0.02 0.02 0.02 0.02 0.02
编号: 版本:1.0
量检具测量能力
检查频率
样本频次
样本容量
每批
3
每批
3
每批
3
每批
3
每批
3
每批
3
每批
3
每批
3
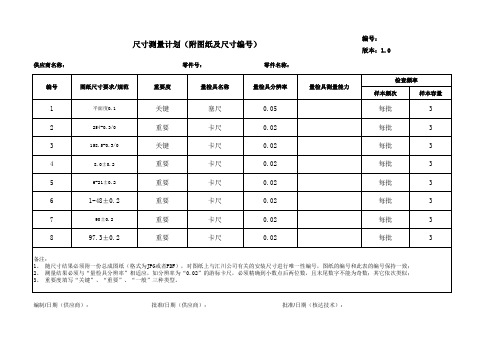
备注: 1、 随尺寸结果必须附一份总成图纸(格式为JPG或者PDF),对图纸上与汇川公司有关的安装尺寸进行唯一性编号,图纸的编号和此表的编号保持一致; 2、 测量结果必须与“量检具分辨率”相适应,如分辨率为“0.02”的游标卡尺,必须精确到小数点后两位数,且末尾数字不能为奇数;其它依次类似; 3、 重要度填写“关键”、“重要”、“一般”三种类型。
编制/日期(供应商):
批准/日期(供应商):
批准/日期(核达技术):
供应商名称:
尺寸测量计划(附图纸及尺寸编号)
零件号:
零件名称:
编号
图纸尺寸要求/规范
重要度
量检具名称
量检具分辨率
1
平面度0.1
关键
பைடு நூலகம்
2
254-0.3/0
重要
3
158.5-0.3/0
关键
4
8.0±0.2
重要
5
6-21±0.2
重要
6
1-48±0.2
重要
7
90±0.2
重要
8
97.3±0.2
重要
塞尺 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺
控制计划管理程序(CP)【范本模板】
控制计划管理程序(CP)编制:审核:批准:生效日期:受控标识处:1。
0 目的明确测量系统的评价方法,从而确定测量系统变差,并利用研究结果采取措施,减少测量系统的变差,确保测量系统始终处于可接受状态。
对控制零件和过程的体系,通过控制特性的过程监视和控制方法来最大限度地减少过程和产品变差;并随着测量系统和控制方法的评价和改进对其进行修订,使控制计划在整个产品寿命周期中得到保持和使用,确保按顾客的要求制造出优质的产品。
2。
0 范围适用于公司内所有的产品质量策划.3。
0 引用文件下列文件中的条款通过本程序的引用而成为本程序的条款。
凡是注日期的引用文件,其随后的修改单(不包括勘误的内容)或修订版均不适用于本程序,凡是不注日期的引用文件,其最新版本适用于本程序。
3.1 ISO/TS16949:2002《质量管理体系-汽车行业生产件与相关服务件的组织实施ISO9001:2000的特殊要求》。
3.2 《产品质量先期策划和控制计划参考手册》(第2版,1994年6月)3。
3 《产品实现策划程序》3。
4 《文件控制程序》3。
5 《质量记录控制程序》4。
0 术语及定义无5.0 职责5.1项目小组负责制定与管理控制计划。
6.0工作程序6。
1 当顾客和公司有需求和要求时,项目小组在不同阶段制订出相应的控制计划(即:样件控制计划、试生产控制计划、生产控制计划),技术部门按工艺文件将其发行至相关部门,由其执行。
6。
1.1 控制计划应包括原材料及零件在生产过程中所有的生产过程和检验过程,包括保证所有的过程输出将处于控制状态的进货、过程中、出厂和阶段性的要求。
6.1.2 控制计划应列出各过程控制中控制特性的过程监视和控制方法及所使用的控制措施,并随着测量系统和控制方法的评价和改进进行修订。
6。
1。
3针对新产品,技术部门将建立和制订其单独的样件控制计划、试生产控制计划、生产控制计划;针对常规产品(即:老产品、旧产品),技术部门将根据其系列分类和相同的工艺流程/过程建立和制定其通用的生产控制计划.6.2为了达到过程控制和改进的有效性,项目小组应利用所有可用的信息来制订控制计划,制订控制计划的信息可包括:6。
基于视觉的零件尺寸测量1
基于视觉的零件尺寸测量办法摘要模拟人的眼睛看事物,将物体看作是一幅图像来获得物体的尺寸信息,依附视觉来收集图像信息是基于视觉的零件尺寸测量重要研讨的进程.这些年来,基于视觉零件尺寸的测量办法技巧已经深刻到各行各业.它融入了各个学科的能源技巧,成为了一门分解性的现代测量技巧学科.实现了高精度测量,及渺小物体测量.本设计重要以一个方形工件为实例进行视觉测量,并且经由过程图像灰度化.二值化以及图像边沿检测来获取物体的现实尺寸.侧重深刻研讨图像处理,并以图像标定和图像处理为主.同时本文具体阐述基于视觉的零件尺寸测量技巧的应用,并侧重于图像处理的盘算进程,经由过程Matlab程序盘算与二维图像绘制,实现了基于视觉的零件尺寸在线测量体系.重要研讨以下内容:1.介绍视觉测量的根本意义.近况即以成长空间,肯定设计的解决计划,阐述基于视觉的零件尺寸测量技巧,对其技巧在线测量计划进行理论剖析和实验验证,证实它的可行性;2.剖析获取图像的标定技巧,采取尺度件标定办法并且对全部测量体系标定,经由过程实验获得的数据进一步验证体系测量的精确度;3.经由过程对图像处理算法的剖析,应用Matlab程序,实现图像预处理和像素边沿检测.深刻剖析图像数据处理和亚像素边沿定位技巧,进步盘算速度和盘算精度.症结词:基于视觉;零件尺寸;图像处理;边沿检测;灰度化Based on The Isual Component Size MeasurementABSTRACTParts size measuring based on vision is the main research is to simulate human visual function to process the image to extract information from the objective things to understand, eventually acquire data needed for the actual size. In recent years, based on the visual component size measurement technology in the field of measurement in recent years the rapid development of new technology. It is based on the modern optics, the integration of computer, laser technology, image processing and analysis technology such as modern science and technology is a body comprehensive measuring technique.In this paper, we use part size measurement based on visual method to measure the mechanical parts of 2 d geometry, through image processing and Matlab programming drawing two-dimensional curve analysis of mechanical parts processing. Emphatically study the key technology in the process of image processing and system calibration problems, achieve sub-pixel locating on the edge of mechanical parts size, further realize high precision of component size.Parts size measuring based on vision application in part size measurement is discussed in detail, and focuses on the process of image processing method, throughthe Matlab calculation and two-dimensional image rendering, parts size online measuring system based on vision is achieved. The main research content below:1.Introduce the basic concept of topic, the research background and significance of the development and the existing problems at home and abroad, clear solutions to this topic, this paper based on the visual parts dimension measurement technology, the technology of online measurement scheme wake the theoretical analysis and experimental verification, to prove the feasibility of it2.Analysis of image calibration technology, the use of standard calibration method and the whole measurement system calibration, data obtained through the experiment to verify the accuracy of measurement system.3.Through the analysis of the image processing algorithm, using Matlab, the realization of image preprocessing and pixel edge detection.In-depth analysis of the image data processing and the subpixel edge location technology, improve the calculation speed and calculation accuracy.Key Word: based on visual; parts size; image processing ;edge detection;gary目次第一章绪论 (1)1.1基于视觉体系概述 (1)1.1.1基于视觉体系根本概念 (1)1.1.2基于视觉技巧的优胜性 (1)1.1.3基于视觉体系症结技巧 (2)1.2基于视觉的研讨意义 (3)1.3基于视觉的国表里成长近况 (3)第二章图像收集体系的构成及设计 (4)2.1体系的构成道理框架构造 (4)2.2体系的光学装备 (5)2.2.1硬件装备摄像头的选择 (5)2.2.2图像数据收集卡 (6)2.2.3照明装备......................................................7第三章图像处理及尺寸测量计划 (8)3.1图像处理的概念 (8)3.2体系定标............................................................93.2.1定标的概念及道理 (9)3.2.2成像道理 (1)3.2.3拔取适当的定标办法 (10)3.3图像预处理 (1)23.3.1图像的灰度转换 (13)3.3.2图像的二值化 (14)3.4图像边沿检测 (19)3.4.1图像边沿检测的阐述 (19)3.4.2 边沿检测的根本算子 (19)第四章方形件的视觉尺寸测量 (23)4.1方形件的体系定标 (23)4.2方形件的图像处理 (23)4.2.1方形件灰度处理 (23)4.2.2方形件的二值化处理 (24)4.2.3方形件的边沿检测 (25)4.3方形件的测量成果 (26)第五章尺寸测量的误差和误差剖析 (28)5.1误差及误差原由 (28)5.2削减误差的办法 (28)第六章总结 (3)参考文献............................................................. . (31)附录A.............................................................. (33)A.1图像灰度化处理程序 (33)A.2图像二值化程序 (33)A.3图像一般梯度边沿检测处理程序 (34)A.4图像Cany边沿检测程序 (35)A.5图像的像素提取 (38)申谢............................................................. (40)第一章绪论基于视觉的零件尺寸测量处理某物体的图像是应用非接触传感器与光学装备来完成的获取什物信息.近年来,基于视觉测量技巧有着突飞大进的成长,它有效得实现了加工.检测和掌握形成主动化的进程.视觉体系根本概念基于视觉的零件尺寸测量是从对事物的图像捕获进程之中实现非接触获得什物信息.这种技巧实现了大批量渺小零件临盆所需尺寸测量,并且摆脱了人工的繁琐劳动,实现了主动加工进程,设计合理,实用于流水临盆线大批量临盆.实用性1.主动测量主动测量即非人工操纵,应用盘算机主动检测,可以或许及时反应出临盆进程中消失的测量问题,及问题除在何处,并做出纠正,防止影响临盆进度.在相当的一段时代内,测量根本上处于测量对象不变或没有显著变更,同时测量出的大多半是离线的,而不是临盆中实现的.进行在线测量可以或许降低消费.削减其成本.进步产量.增长收益,还可以包管产品德量.科学技巧正在向着渺小范畴在成长,制作业需求的测量精度也不竭得在进步,由微米级向着纳米级成长.陪同着现代科学技巧不竭在成长,大多半高科技范畴均已迈入了纳米的世界,例如周详元器件的测量[1].电子工业高密度半导体集成电路[2]等.纳米技巧的加工是离不开纳米高精度的测量技巧及装备的,今朝,国外的一些研讨机构研讨的物体概况已经精确到纳米级,很多周详测量仪器也随之消失.式测量非接触式测量对于被测物体没有压力,从而削减了被测物体受力变形的可能,测量数据精确,也轻易操纵,所以应用越来越普遍.其检测办法有很多,比较经常应用的有电容法.光学法等等.4互联网化因为互联收集技巧正在敏捷地改变着人们生涯的方方面面,具体涉及到测控技巧范畴.长途数据的收集与测控,长途装备的故障诊断,小到生涯中各类耗能抄表,大到各类大型工业临盆,都离不开它的应用.陪同着无线通讯技巧的缓慢成长,无线通讯在测控范畴方面也得到了应用,形成了无线散布式传感/掌握收集(Wireless Distributed Sensor/Control Networks,WDSCN)[3].WDSCN 重要对一件或一组机械与机械间的通讯和掌握而进行设计的,可以应用到传感器及掌握器.履行器中]4[.WDSCN重要实用于各类难以布线和变更的场合.测控收集功效的不竭壮大,使得其整体功效也在日益加强,使得它的应用越来越普遍.对于现代化的加工的进程实施掌握,制作业中的经常应用很多的传感器作为智能化仪器来获得测量的信息,测量出所须要的成果.仪器智能化是融入了智能现代的科学化技巧,令检测实现了在线.动态.主动等及时检测与掌握上.为了加强市场的,削减人工临盆所带来的费用,实现测量无人化.主动化,厂家都邑尽力得加强质量的治理和降低临盆的成本,是以视觉测量孕育而生.视觉体系症结技巧应用盘算机获取被测物体的现实信息承载在图像上,在将图像信息加以剖析转化为盘算机处理数据的进程事实上就是获取图像.照明使得图像聚焦.肯定图像并形成数字输出旌旗灯号是这个进程.在视觉体系中,图像处理是视觉测量的焦点步调,其包含图像滤波处理.图像的灰度化.图像的边沿处理.图像像素提取等内容.经由过程摄像机来获取空间物体的图像信息的进程,高精度测量体系则须要高精度标定参数.绝对高的视觉测量精度是摄像机体系标定削减镜头即便产生误差至关重要的一步.因为工业测量中测量精度请求的不竭进步,不合边沿检测已经不克不及够知足如今临盆测量的需求,所以等高精度的检测办法——亚像素边沿的定位技巧随之产生.它的检测方法快.准.稳,受到越来越多各大行业的承认,被普遍应用.因为现代工业加工工艺程度的晋升,所以机械零件的临盆对于零件产品测量等方面提出了更高请求.然而传统的人工测量办法已经跟不上现代临盆的大批量.高速度,因而逐渐被现代临盆财产所镌汰.本设计所题研讨的基于视觉的零件尺寸测量会在图像的测量方面上大大削减人工测量这道工序,从而削减了对人工的依附,为企业降低了临盆成本.同时减小零件磨损的情形,实现非接触式的测量,并且对于一些人不成以接触到的物体或者难以识此外零件来进行测量.成功的将人与盘算机相联合,实现快速精确地测量.跟着机械视觉的会速成长,人们开端想到把盘算机视觉技巧的敏捷性.高智能性应用与测量检测技巧当中,产生了一种新型的测量技巧——视觉测量技巧[4].视觉测量技巧是从什物的图像中获取所须要的测量信息,经由过程软件对图像进行图像处理,从图像中获取有效的讯息.视觉测量技巧实现现代化周详测量技巧的成长需求,今朝已经普遍应用于各个科学范畴,并且有着不成替代的感化.而在近期的北京国际机床博览会上,可以看见很多国度应用视觉测量技巧研制出来的仪器,例如光学三坐标测量仪.基于视觉技巧的刀具预调测量仪[5]等十分先辈仪器.国外视觉测量技巧已经成长得如斯敏捷,涵盖的应用范畴如斯普遍.20 世纪末以来以美国.德国.日本为首的开端研制除各类基于视觉检测测量模子,应用于不合科学范畴的检测[6].国外也有很多企业深刻研讨此类技巧,比方说加拿大的德萨公司.IO工业公司.Coreco Imaging公司;丹麦的JAI/Pulnix 公司;瑞士的 Photonfocus 公司;日本的凯恩斯公司.索尼公司以及德国的SIEMENS公司等等.如图 1.1所示.如今,零件尺寸测量的视觉检测已经渗入渗出到了各个行业.图1.1 视觉检测装备Fig.1.1 Visual detection equipment第二章图像收集体系的构成及设计本章重要介绍获取图像的光学仪器的构成构造道理.硬件装备选择和视觉体系定标.本文设计零件尺寸测量体系总体有四部分构成如图2.1:1.盘算机完成摄像机收集数据的处理;2.摄像机经由过程摄像机拍摄完成看待测零件的图像信息收集;重要为摄像机图像收集时供给光源;用于光源和摄像机的触发工.图2.1 零件尺寸测量体系p arts size measurement system本文所选用的摄像机是具有敏锐.抗光.抗摔.轻小等长处的CCD摄像机,它是一种半导体成像器件.(1)CCD摄像器件:它的感化是把摄像机收集到的光学旌旗灯号转化为电旌旗灯号,如许将收集到的信息作为视频旌旗灯号来输出;(2)时序脉冲产生器和驱动电路:它的感化是为临盆CCD摄像器件来进行信息转换,同时进行放大输出]6[;(3)视频的采样和保持电路:它的感化是清除CCD的输出各类影响视频收集的不良旌旗灯号.再经该过电路的处理,使得视频旌旗灯号改变成为数字视频旌旗灯号[]7;(4)视频处理电路:这个电路和摄像管式摄像机电路有绝对雷同的特色,所涉及到的电路有钳位放大.Y校订.白电平切割.消音混杂.诟谇屏掌握.同步混杂.输出鼓励等电路[7].将视频旌旗灯号处理成电视旌旗灯号;(5)同步旌旗灯号产生器:这个部分同摄像管式摄像机中同步旌旗灯号产生器的道理大致上是雷同.D的工作道理CCD它是应用其镜头拍摄物体信息存储在芯片上,再由CCD处理物体形成的视频旌旗灯号,根据电流大小来掌握光强的大小,再经由一系列处理的到所需成果.将显示器的视频输入端和视频旌旗灯号衔接到一块后就可以看到和原始图像一样的视频播放了.机内的其他各个电压值的电源都邑由电源变换而获得.如图2.2:图2.2 LEDLED图像收集卡收集图像信息传送到盘算机中进行处理.我们日常平凡所用到的剪切画面.添加滤镜.音效和字幕应用它,将摄像机视频旌旗灯号由摄像带上转存到盘算机里,将数字化视频旌旗灯号进行后续的编辑加工.最后把编辑好的视频旌旗灯号转化成尺度的VCD/DV及网上风行的各类媒体魄局,以便利其传播.将收集视频旌旗灯号在电脑中进行一系列处理.存储.其实我们看到的视频是由很多静态图按照必定的次序快速消失形成的:图2.3 图像收集卡Fig.2.3 image capture card(1)图像传输格局图像传输的格局是一个异常重要参数,图像收集卡须要支撑体系中的摄像机采取的输出旌旗灯号格局,如许才干够包管图像的精确输出.在数字相机中还有很多图像的传输情势也到了很普遍应用.(2)像素格局诟谇图像:图像有256个灰度级,也可以用八位暗示.更高精度的图像则须要更高的位暗示.黑色图像:根据它的亮度级别不合,黑色图像可以分为两种情势,可由RGB 3种色彩组合而成,.(3)传输通道数当摄像机须要旌旗灯号多路同时也须要快速输出.一般的情形下,有1路.2路.4路或者8路输入等.收集卡分辩率的机能是由它可以或许支撑多大矩阵决议的.收集卡的分辩率的机能有两种:单行最大的点数和单帧最大的行数.同时三维推出的收集卡可以或许达到1920*1080的分辩率.(1)采样频率图像处理功效的利害.速度的大小是由图像的采样频率来决议的.必定要留意所选用的收集频率是否相符收集所须要的频率.(2)传输速度主流的图像收集卡和主板的理论传输速度为132MB/S]4[.照明装备就是为拍摄供给光源的装备,它的发光后果将直接影响到视觉后果.其实液晶显示器其它的本身其实不会发光,只可以或许显示图形或者字符对光线调制的成果.背光灯重要分为CCFL和LED两个类型.本设计选用的背光灯是LED,它是电能转化成为光能.构成像素的每个LED发光的亮度可以调节强弱,过细的调节程度所显示的图像就会十分细腻,并且色彩也极为丰硕,图像的后果令人十分知足,同时LED节能环保,又十分耐用.第三章图像处理及尺寸测量计划本章节是对图像处理的根本概念及内容办法作了具体的阐述,然后经由过程图像处理的办法,选出最佳图像处理办法应用于零件的尺寸测量当中,以包管零件的精确度和测量效力.懂得图像处理的根本概念及道理中起首要懂得图像可以分为矢量图形和位图图像两种情势.这两种图像各具本身的特色,为了可以或许完成更好的图像作品,可以在绘制图像和图像处理进程中将二者混杂应用,来达到最佳的图像后果.以下是图像处理所需懂得的概念常识.矢量图是由一些数学方法所描写的是不合线性的联合.图像上的点和路径是其根本的构成.矢量图无论任何格局及分辩率被打印出来都十分清楚,经经常应用于画图.定标设计或机械制图等范畴.但是矢量图又有着色彩过于单调,过渡色彩不细腻等缺点.位图图像是由很多不合色彩的小方格所构成,而每一个小格就代表着一种色彩的像素,是图像的根本单位.放大位图图像就可以看到这些小色块.位图图像可以或许细腻传神地表示出各类图像后果,经常应用于各类照片图像保管.告白设计等,但是该图像文件尺寸的大小与分辩率有关.像素是指构成图像的每一个渺小的点,人们称这些点为像素或者像素点.这些单一色彩的小格是图像中不成朋分的原色和单位,将不合色彩的小格分列成横行或者纵列构成一幅图像.像素的单位为Pixel,想要图像的后果好就必须使每一个像素的色彩值是不合的,在单位面积中的像素高.在图像中特定规模内所含像素点的个数称之为分辩率.用像素/英寸或者Pixel/cm.作为暗示单位.三色色彩模式.四色彩模式以及其他模式用色相.饱和度.亮度暗示的.空间坐标的函数就是我们所看到的图像客不雅的反响了物体亮度和色彩跟着空间地位变更的变更.而在一幅图像中含有的信息是光的强弱,它会跟着点(x,y),及光线的波长u和时光t而变换,所以图像函数可以暗示为:而当我们只斟酌光强的时刻,在视觉效应上我们就只能在诟谇世界中来区分色彩的深浅,却看不到其他的色彩,如许的图像称为诟谇图像或者灰度图像,这是图像模式暗示为个中的V(u)暗示相对视敏系数.不合色彩的可见光的波长就不合,当只有诟谇色的图像上添加上波长这一个重要身分时,就可以或许形成黑色的图像了.所以按照图像道理可知,色彩可以被分为红.绿.蓝三种色彩,则数学公式暗示图像的黑色为:式子中R(u).G(u).B(u)分离是红.绿.蓝三种根本色彩的空间视觉系数.跟着时光在不断活动的图像称之为活动图像,反之称为静止图像,然而对于灰度图像来说,它的函数表达式为:的定标定标在视觉测量中有着不成替代的地位,它的意义现实上就是肯定多维物体坐标系和相机的各个参数的进程现实上就是摄像机的标定.各类成像装备都消失着成像误差,因为成像的镜头在拍摄进程中会不克不及防止地产生畸变,所以视觉测量高精度实现的症结是找到简略而又具有超高精度的摄像机标定办法.想要获取被测量的物体的图像信息,则须要树立什物和图像之间的数学表关系式.即被测物体与其图像之间的比例关系,也可以说是图像中的每一个像素代表着被测物体的具体长度单位.而在必定的标定状态下,被测的物体上的两个点,并且点和点间的距离都是已经知道的.对应图像上的两个点在处理的图像体系中的坐标分离是Xn,Xo.则每一个像素在图像测量体系中代表着物体的现实尺寸,则表达式为:(3-6)图像的成像是一个比较庞杂的进程,当我们对成出的图像进行目标剖析时须要斟酌到:1.图像与成像之间的几何干系即在哪可以或许发明目标图像;2.所谓成像时目标的亮度达到若干就是照明,它可以或许暗示亮度与目标成像体系的光学机能之间的关系;3.用数学矩阵来暗示图像就是成像处理的数学表达式,再应用盘算机盘算处理图像,得出成果.这是一种根据特别情形为根据的标定办法,例如应用图像处理和盘算机数学盘算相联合获得摄像机的各部分参数.而这种标定办法分为四种:(1)应用最优化算法的标定办法[9]这一种摄像机定标法可以把摄像机光学的成像体系模子想像得十分庞杂,其实如许也带来了问题,因为摄像机标定的成果是由摄像机给定的初始值决议的所以初始的数值定的不合适所以经由过程优化的程序就很难获得精确的标定成果.同时优化程序不单异常费并且没有办法获取标定的成果.根据参数的模子,最优化办法又可以分为:A.摄影测量传统方法,它是应用小孔摄相机的模子在统一个平面上为前提,先设想形成图像的模子十分艰苦,然后卖力合理地斟酌设计计划,斟酌全部定标进程中所涉及到的各方面可能身分,采取十七个参考值来描写每一幅图和空间什物之间的关系,但是在这个环节中消失着盘算量宏大.繁琐的轻微问题.B.直接线性变换,这种办法是应用线性方程求出摄像机的各项参数值,再肯定所需成果.但是因为形成图像进程中没有想到图像突变所产生到的问题,所以经由过程非线性最优化的算法来是盘算精度加倍精确,此法可谓是视觉测量学中最轻便的计谋.(2)应用摄像机透视变换矩阵的标定办法[10]从原始的测量学得出,摄像机各部分参数的方程是描写空间坐标系之间数学关系式.假设不斟酌任何突变产生的影响测量精度的身分,当设定一空间点及点相对应的图位点,就可以用数学方程式来求解矩阵里的各单元.这种标定办法不必最优办法来求解所涉及的摄像机的参数,所以可以进步运算速度,可以或许快速得获取定标的成果.但是,该办法求解进程中没有涉及到上述身分,就会定标的成果会受到干扰.(3)斟酌畸变抵偿的两步法[11]应用测量成果总会受到初始值的干扰,用最优化算法来求解请求的成果是测量学的通俗办法.根据线性变更法和透视变换矩阵法又斟酌不到非线性畸变但直接应用线性方程来求解未知参数的两种办法特点.但是该办法也是消失这必定的问题:A.该办法具有必定局限性,不是对所有的体系都有效;B.当进步精度的同时就会斟酌到更多的畸变产生的影响,从而导致了盘算量的大大增长,也增长了盘算时光;C.标定两台摄像机之后,就必须要明白两台摄像机间的响应几何地位关系,从而又增长了新的盘算量.(4)摄像机成像模子的双平面标定办法[12]不须要任何摄像机的标定地位,只要给出一个图像的点的地位,就可以或许推算出两个肯定平面之间相对应坐标,可以肯定成像之中对应的光线.它的长处是应用线性方程来求解参数,缺点是该办法须要大量参数,过火依附于参数化.自标定法是图像与图像之间都有着相似于Kruppa方程的必定前提,而应用求解该方程组就可以解出内涵的数值.自标定办法有三种解法:(1)直接求解Kruppa方程的自标定[13]应用绝对二次曲线及极限变换的概念求出了Kruppa方程的办法叫做直接求Kruppa 方程的自标定[13].而针对求解Kruppa方程很多科学家提出了基于持续同伦算法[14].基于代数几何算法[15]以及简介的非线性优化算法[16]等,但是上述的算法因为都消失着待优化参数太多的弊病所以比较轻易陷入局部最优化值中.(2)分层慢慢定标[17]分层慢慢定标法第一步是要对图像的序列做出摄影重建,然后对二次曲线添加束缚前提,制订出仿射参数及摄像机的内部参数.(3)基于绝对二次曲面的自标定[18]与Kruppa数学盘算办法雷同,该办法固然本质上也应用到了欧式变换中的不变换,但是在很多幅图输入的同时都从新树立的时刻,该办法加倍优胜.为了确保无穷平面使全体信息保持一致,所以这种办法囊括了二次平面曲线的全体信息.(4这种办法是把摄像机精确地放置在操纵平台上,然后应用图像与摄像机活动数据去肯定摄像机各项参数值,把持操纵平台做所设定的活动以获取大量的照片,再经由过程数学方程来求解.但是这种办法在摄像机活动无法知道或者无法掌握其活动的场应时就不克不及应用这种办法,并且这种办法请求活动平台的精度要高,其成本也是较高的.求出单位像素现实得物理尺寸是体系标定的最终目标,它的尺寸偏向包含程度偏向与垂直偏向.对于本论文进步测量效力来讲,对于全部定标体系须要进行调剂,提出了别的一种标定办法,即参照物是尺度的测量工件,因而如许就可以不再斟酌参考方面的问题,也可以或许包管标定的精确度.全部测量体系的机能是受到图像预处理的成果利害的直接影响,本章节将会介绍到图像的灰度转换.图像的二值化.图像边沿检测等经常应用图像处理办法,并与一般的算法进行比较选择,经由过程剖析实验学出最佳处理办法.灰度图像的取值规模一般是256个值,所以它平日为八位无符号整数数据及int8.纯黑色的用“0”代表,纯白色的用“255”代表,而从黑色过渡到白色的色彩则是用中央的数字按次序分列暗示.有时用double数据也是可以用灰度图像来暗示的,例如像素域[0,1],个中0暗示黑色,1暗示白色,从0到1间的数则暗示其相对应灰度值.灰度图像的一个特别例子就是二值图像.对于含有不合色彩的图像进行灰度处理,是根据图像的图通渠道获取的样值来来采纳加权平均的办法.暗示JPG格局的彩图的例子暗示的重要办法有:。
平行检查记录范本
平行检讨记载(测量放线)
工程名称:编号:
注:第一次工程定位根据,要有计划部分供给的红线坐标,及绝对高程点
平行检讨记载(土方开挖)
工程名称:编号:
平行检讨记载(土方回填)
工程名称:编号:
平行检讨记载(模板装配)工程名称:
编号:
平行检讨记载(钢筋装配)
工程名称:编号:
平行检讨记载(砖砌体)
工程名称:编号:
平行检讨记载(砼外不雅)
工程名称:编
号:
平行检讨记载(塑料门窗装配)
工程名称:编号:
平行检讨记载(抹灰)
工程名称:编号:
平行检讨记载(外墙保温)
工程名称:编号:
平行检讨记载(饰面砖粘贴)
工程名称:编号:
平行检讨记载(给水装配)
工程名称:编号:
平行检讨记载(暖气试压)
工程名称:编号:
平行检讨记载表
工程名称:编号:。
1:1000地形图测绘项目技术设计书
xxx1:500 1:1000数字地形测量项目技术设计书目录1概述 (1)1.1任务来源 (1)1.2项目主要任务及工作量 (1)1.3作业区范围及行政隶属 (1)1.4任务完成期限 (2)2 测区自然地理概况和已有资料情况 (2)2.1测区自然地理概况 (2)2.2测区已有资料及分析利用 (3)3 引用文件 (4)4 成果主要技术指标和规格 (5)4.1测绘基准 (5)4.2地形图技术指标 (5)4.3成图的基本要求 (6)5 作业流程与技术路线 (6)5.1作业流程 (6)5.2技术路线 (7)6 像片控制测量 (8)6.1像片控制点布设 (8)6.2像片控制点判刺 (9)6.3像片控制点联测和计算 (10)7 空三加密 (10)7.1内定向 (10)7.2相对定向 (10)7.3绝对定向 (10)7.4模型连接较差 (11)7.5计算和成果整理 (11)7.6加密接边 (11)8 地形图数据采集 (11)8.1数据采集范围 (11)8.2数据采集内容及要求 (11)9 航测法外业调绘 (12)9.1外业调绘的主要任务 (12)9.2外业调绘的要求 (13)9.3高程测量的方法 (14)9.4地物补测的方法 (15)10 地形图的表示内容 (15)10.1测量控制点 (15)10.2水系 (15)10.3居民地及设施 (16)10.4交通 (18)10.5管线 (19)10.6境界与政区 (19)10.7地貌 (20)10.8植被与土质 (20)10.9注记 (20)11 内业数字化编辑 (21)11.1一般要求 (21)11.2编辑原则 (21)11.3编辑具体要求 (22)11.4数据接边 (24)11.5图外整饰要求 (24)11.6元数据整理 (25)12 质量控制 (25)12.1质量管理流程 (25)12.2质量控制的基本要求 (26)12.3质量检查的方法 (26)12.4数据质量检查 (27)13 基础地理信息数据库管理系统 (32)xxx1:500 1:1000数字地形测量项目技术设计书1概述1.1任务来源为满足xxx城市建设和城乡总体规划的需要,全面加快“乐居吴江”建设的步伐,向社会各方面提供现势、详尽的基础地理信息数据,xxx规划局决定对xxx全市范围实施大比例尺全数字航空摄影测量项目。
光伏发电项目定位测量施工方案
×××光伏项目定位测量施工方案×××施工项目部(章)2020年9月23日编写:___________ _________年____月____日审核:___________ _________年____月____日审批:___________ _________年____月____日目录第一节测量方案 (1)第二节测量复核措施及资料的整改 (4)第三节仪器保养和使用制度 (4)第四节测量管理制度 (4)第一节测量方案1.测量放线的基本要求1)施工测量放线应严格遵守《工程测量规范》(GB50026-2007)及本地的有关地方性标准。
2)建筑物平面轴线控制网选用二级,测角误差控制在±8″之内,边长相对误差控制在1/20000之内。
3)基坑开挖前应做好“五通一平”工作,与规划部门交接好红线桩,并及时校测,发现问题尽快与测绘部门联系解决,同时还应做好红线桩的保护工作。
仔细核对设计图纸,了解设计意图,尤其应注意校核各主要轴线与红线及各轴线间尺寸关系。
2.施工测量的准备工作2.1测量仪器的计量检定1)凡进入施工现场的所有测量仪器均应进行计量检定。
2)普通光学经纬仪、光学水准仪及50m钢尺需经市级计量检定部门进行检定;对于测力计量、盒尺、水平尺等普通计量器具应按照企业的相关规定进行自检。
3)对于在检定期内的经纬仪、水准仪要每三个月进行一次自检。
4)未经有关单位检测的测量仪器,严禁在施工中使用。
2.2校核图纸、了解设计意图1)总平面图的校核:建筑用地红线桩的坐标、角度和距离的校核;建筑物定位依据及定位条件的校核;竖向设计校核。
2)建筑施工图纸的校核:建筑物轴线的几何关系;平、立、剖面及细部节点大样的几何尺寸;各层标高与总图是否对应。
2.3红线桩、水准点的校核1)根据总平面图及拨地钉桩通知单对红线桩的原始依据进行校核。
2)校测红线桩的距离、夹角及坐标。