卷板机设计说明书
卷板机毕业设计详解

目录1 绪论 (3)1.1 概述 (3)2 一般卷板机结构及特点分析 (4)2.1 辊卷板机 (4)2.2 三辊卷板机 (5)2.2.1 对称式三棍卷板机结构及特点 (5)2.3 方案的确定 (5)3 传动设计 (6)3.2 主传动系统的确定 (6)4.1 主电机的选择和计算 (7)4.1.1 上下辊的参数选择计算 (7)4.1.2 主电机的功率确定 (8)4.2 上辊的设计计算校核 (15)4.2.1上辊结构设计及受力图 (15)4.2.2 刚度校核 (16)4.2.3 上辊强度校核 (17)4.2.4 疲劳强度安全强度校核 (17)4.3 下辊设计计算及校核 (18)4.3.1下辊结构及受力图 (18)4.3.2下辊刚度校核: (19)4.3.3 下辊弯曲强度校核: (20)4.3.4 下辊疲劳强度校核 (20)5 减速器的设计计算 (23)5.1 传动方案的分析和确定 (23)5.2 减速器传动装置总的传动比和各级传动比的分配 (23)5.2.1 总的传动比 (23)5.3传动装置各轴的参数计算 (24)5.3.1 各轴转速 (24)5.3.2 各轴功率 (24)5.3.3 各轴转矩 (24)5.4 齿轮传动设计 (25)5.4.1第一级传动设计 (25)5.4.2 第二级传动设计: (29)2.轴承的润滑:因轴承的速度V≥1.5-2m/s,故采用飞溅润滑。
(32)结论 (33)参考文献 (33)1 绪论1.1 概述卷板机是一种将金属板材卷弯成筒形、弧形或其他形状工件的通用设备。
根据三点成圆的原理,利用工作辊相对位置变化和旋转运动使板材产生连续的塑性变形,以获得预定形状的工件。
该产品广泛用于锅炉、造船、石油、化工、木工、金属结构及其它机械制造行业。
卷板机采用机械传动以有几十年的历史,由于结构简单,性能可靠,造价低廉,至今在中、小型卷板机中仍广泛应用。
卷板机作为一个特殊的机器,它在工业基础加工中占有重要的地位。
卷板机培训手册19p

3.5辅传动四:
平衡油缸(或平衡碟簧)通过油缸中活塞杆的伸缩运动(或碟簧中拉杆上升,对碟簧的压缩力),其上限位完成对上辊一定压力的平衡工作,下限位完成对上辊下限位的保护,其间为卸压时的随动。(见图e)
图e
四.机器的润滑与保养:
机器在使用过程中润滑与保养,直接关系到相关部位故障频率的高低和机器的使用寿命,从而又直接影响企业效益的高低。该机器的润滑方式分为浸油飞溅式润滑,多点干油泵集中装油,电机驱动曲柄摇杆,栓塞总成进行分点润滑和手工润滑三种。
液压水平下调式(液压对称式)三辊卷板机
用户培训手册
一、机器的用途及主要技术参数
1.1机器的用途:
卷板机是用来弯曲金属板材的锻压设备,它可以将金属板材弯卷成圆柱筒、圆锥筒或它们的一部分。它是石油化工、冶金建材、水利电力、船舶机车、航天航空、炭煤矿山、军工、锅炉、桥梁、重工等行业的关键设备之一
二、技术要求
图b
3.3辅传动二:
下辊座和托辊座的前、后水平移动为机械运动(其中托辊座为被动),由1台辅电动机以链轮传动的形成,通过传动轴带动2套水平移动蜗轮减速箱中蜗轮旋转,再通过螺杆将回转运动转变为直线运动,从而推动下辊座和托辊座同步作前、后水平移动。(见图c)
图c
3.4辅传动三:
翻倒架通过翻倒油缸中活塞杆的伸缩运动和翻倒缸中的活塞杆在伸缩运动中带动倒头架发生的夹角变化而自转,来完成翻倒架在一定角度内的翻倒和复位。(见图d)
φ380
9
液压系统压力MPa
25
10
下辊中心距mm
700
11
支撑辊
1组
12
主电机功率KW
26×2
13
卷板速度m/min
约4
14
三辊卷板机使用说明书

三辊卷板机使用说明书
三辊卷板机是一种广泛应用于金属板材弯曲、卷曲等加工的机械设备。
以下是三辊卷板机的使用说明书:
一、设备简介
三辊卷板机由三个直径不同的主辊、支架、工作台、调整装置等组成。
主辊用于对金属板材进行弯曲和卷曲,工作台用于放置金属板材,调整装置用于调整主辊之间的距离和角度。
二、操作步骤
1.打开电源,启动设备。
2.将金属板材放置在工作台上,调整板材的位置,使其位于主辊的正下方。
3.调整主辊之间的距离和角度,根据需要选择合适的弯曲半径和卷曲方式。
4.启动主辊,使金属板材逐渐弯曲和卷曲。
5.根据需要,可以调整主辊的速度和压力,以达到所需的加工效果。
6.加工完成后,关闭主辊,将金属板材从工作台上取出。
三、注意事项
1.在操作过程中,要注意安全,避免手部受伤。
2.调整主辊之间的距离和角度时,要确保金属板材不会卡在主辊之间,以免损
坏设备。
3.在加工过程中,要注意观察金属板材的表面质量,如有异常情况应及时停机
处理。
4.要定期检查设备的各部件是否正常,如有损坏或磨损应及时维修或更换。
5.在使用过程中,要保持设备清洁,避免杂物和污垢进入设备内部。
四、维护保养
1.定期检查主辊的表面质量,如有磨损或划痕应及时修复或更换。
2.定期检查设备的电气系统,确保电线和开关正常工作,没有破损或老化现象。
3.定期清洁设备表面和内部部件,去除油污和杂物。
4.在长期不使用的情况下,应将设备存放在干燥通风的地方,并定期检查设备
的状态。
对称式三辊卷板机的设计设计说明书

摘要本设计是关于对称式三辊卷板机的设计,主要对卷板机的上下辊的结构进行设计和受力分析,对主传动系统及上辊压下传动系统进行设计计算。
本文针对水平对称式三辊卷板机进行几何参数、力学参数和工艺参数的分析,建立卷板工艺计算数学模型;编写一次进给卷板工艺流程;根据工艺要求,确定卷板机总体设计方案;对规格为12×2200卷板机进行结构和工艺参数的确定和校核。
本课题研究的水平对称式卷板机特点如下:采用水平下调式,即下辊可作水平移动,可实现不用调头便可预弯端头,使进料、对中、预弯、卷圆、矫圆整个卷板过程连续完成,利于提高生产效率,降低工人劳动强度;设置板料对中装置和支承辊装置,利于提高卷板精度和卷板质量;采用全液压驱动,使设备结构简化,便于卷板过程中的速度和压力控制,起停、换向灵活,运行平稳,操作方便;结构简单,便于操作和维护维修,符合现场技术工人的操作和维修水平,高效实用。
关键词:卷板机;工作辊;受力分析;传动系统ABSTRACTThis design is designed on the symmetric three rollers coiling machine, mainly designed and mechanically analyzed on the top and bottom Bending Machine roll structure, and designed calculations on the main drive system and roll pressure on the transmission system.Based on the principle of metal plate mold capability bend distortion,theathletics and motivity of plate coiling has been analyzed.The geometry parameter,mechanics parameter and technics parameter was optimized on level adjust belowthree rollers Rolling Machine.The mathematical model of plate coiling was built andproduction process was ing the hydraulic pressure driving protocol.The analyses of the basic loop and hydraulic pressure system have been performed.According to the demand of the produce,the whole project of Rolling Machine wasdesigned.The structure and technics parameter of 12×2200 Rolling Machine wascomputed and confirme.The characteristic of level adjust below three rollers Rolling Machine in thisinvestigation is as ing the type of level adjust,the end can be bendedwithout turn around and the whole process of plate coiling including entering、center adjusting、pre-bending、coiling、cylinder proofread can be completedcontinuously;due to whole hydraulic pressure driving protocol,the structure wassimplified,and speed and pressure was easily controlled in the process of platecoiling;The setup of the center adjusting and the equip of supporting,the preciseand quality of plate coiling was improved;owing to the simplified structure,theoperation and maintenance is easy to carried out.KeyWord: Bending Machine;the work rolls;mechanical analysis;the transmission system目录摘要 (I)ABSTRACT (II)第一章绪论 (1)1.1卷板机的介绍 (1)1.2卷板机在我国的发展 (1)1.3主要研究内容 (2)1.4塑性弯曲 (2)1.5塑性弯曲时的应力应变状态 (4)1.5.1应变状态 (5)1.5.2应力状态 (5)1.5.3宽板塑性弯曲时三个主应力的分布性质 (5)1.5.4塑性弯曲中现象的复杂性 (8)1.6卷板工艺和卷板质量分析 (9)1.6.1卷板工艺 (9)1.6.2卷板质量 (12)1.6.3卷板设备 (13)1.6.4卷板机安全操作规程 (15)第二章方案设计 (17)2.1总方案的确定 (17)2.2三辊卷板机的设计方案的确定 (17)第三章三辊卷板机设计分析 (18)3.1主要参数 (18)3.1.1卷管所需最大力矩确定 (18)3.1.2主参数确定 (22)3.1.3 受力情况分析 (23)3.2下辊传动系统的设计 (24)3.2.1 下辊驱动力矩 (24)3.2.2下辊驱动功率的计算 (25)3.23 电动机的选择 (26)3.24 计算并分配传动比 (26)3.25 离合器的选择 (26)3.26 末级齿轮传动比的设计 (26)3.3齿轮传动的强度设计计算 (27)3.3.1 材料 (27)3.3.2 按接触强度设计计算 (27)3.3.3验算齿轮速度 (28)3.34验算弯曲强度 (28)3.4辊子刚度的计算 (28)3.4.1 上辊 (29)3.4.2 下辊 (29)3.5上辊压下系统的设计计算 (30)3.5.1电机的选择 (30)3.5.2 螺旋副的设计计算 (30)3.5.2.1 材料 (30)3.5.2.2 螺纹直径、螺距 (30)3.5.2.3 自锁性 (31)3.5.2.4 螺杆强度的计算 (31)3.5.2.5 螺母螺纹牙强度计算 (31)3.6传动比计算 (31)3.7减速器的选择 (32)3.8 蜗杆机构设计 (32)第四章结束语 (37)4.1结论 (37)4.2展望 (37)参考文献 (39)致谢 (41)第一章绪论1.1卷板机的介绍卷板机是一种将金属板料弯卷成筒体、锥体、曲面体或其他形体的一种专用锻压机械设备,其广泛应用于锅炉、造船、化工、金属结构和机械制造行业。
W12四辊卷板机说明书

W12-6×1500型四辊卷板机使用说明书中华人民共和国南通东晨重型机床有限公司二〇一一年十月目录一. 产品的主要用途与适用范围 (1)二. 产品的主要技术参数 (1)三. 产品的主要结构概述 (2)四. 液压系统 (6)五. 电气系统 (7)六. 机器的安装与调试 (8)七. 机器的润滑 (10)八. 安全操作与维护 (12)九. 易损件明细 (15)一. 产品的主要用途与适用范围W12-6×1500型四辊卷板机是金属板材弯曲、校正机械.专用于金属板材的成形弯曲工作。
各种规格的筒形、弧形工件的预弯、卷曲成形可在一次上料后完成,借助辅助装置,可以进行锥形筒体的卷制。
还可以对金属板材进行粗略的整形工作。
二. 产品的主要技术参数序号项目单位参数1 机器规格mm 6×15002 钢板的屈服极限MPa 2453 弯曲钢板最大宽度mm 15004 预弯钢板最大厚度mm 45 弯曲钢板最大厚度mm 66 上辊直径mm 1907 下辊直径mm 1708 侧辊直径mm 1609 卷板速度m/min 约4.510 弯卷最大规格钢板时最小卷筒直径mm 40011 倒头翻转角度≥75°12 液压系统工作压力MPa 1613 电机功率Kw 5.5-6p14 机器重量kg 约320015 外形尺寸长mm 3800 宽mm 1360 高mm 1400三. 产品的主要结构概述1. 结构概述本机为四辊卷板机,其结构见图1.上辊为主动辊,下辊和侧辊为从动辊,上辊位置固定,下、侧辊可升降移动,上辊为液压马达传动,下、侧辊的转动是靠钢板和各辊间的摩擦力带动的。
下辊和侧辊均由其两端油缸推动其实现升降运动。
上辊前侧轴承体的翻转、复位由翻倒油缸执行,各辊轴承体和油缸均装于左、右两端的机架内。
左右机架是四辊卷板机的主体,采用焊接结构,安装在整体底座上。
推料装置是卷制完工件,翻倒油缸翻转到位后,将工件推出机器;机器的全部操作均在操作台上进行。
20x2500三辊卷板机使用说明书机械部分

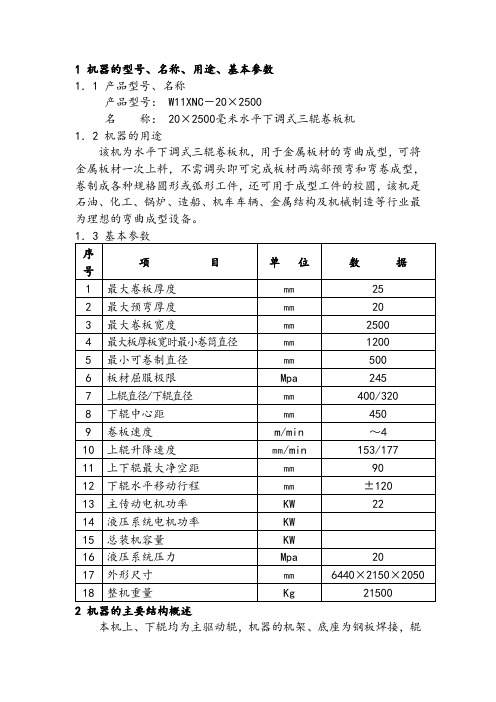
1 机器的型号、名称、用途、根本参数1.1 产品型号、名称产品型号: W11*NC-20×2500名称: 20×2500毫米水平下调式三辊卷板机1.2 机器的用途该机为水平下调式三辊卷板机,用于金属板材的弯曲成型,可将金属板材一次上料,不需调头即可完成板材两端部预弯和弯卷成型,卷制成各种规格圆形或弧形工件,还可用于成型工件的校圆,该机是石油、化工、锅炉、造船、机车车辆、金属构造及机械制造等行业最为理想的弯曲成型设备。
2 机器的主要构造概述本机上、下辊均为主驱动辊,机器的机架、底座为钢板焊接,辊子为锻钢件〔上辊为50Mn,下辊为42CrMo〕,上辊主传动由22KW电机通过行星减速机驱动,下辊由1QJM32-1.0液压马达及齿轮驱动,三个工作辊均为主动辊。
上辊升降运动由安装在底座两端的的油缸驱动,下辊水平移动由安装在底座侧面的水平移动油缸驱动,上辊升降运动的位移量和下辊水平移动的位移量由显示器显示。
为便于成型筒体工件的卸料,机器上辊左端设有液压倾倒轴承体,右端尾部设有平衡拉杆机构,以保证倾倒轴承体倾倒后上辊悬空始终处于平衡状态〔如倾倒轴承体倾倒后上辊不能保持平衡,可调节此机构〕。
机器的上下辊位移采用NC自动调整,使液压系统驱动下的辊子位移的同步精度到达规定值,移动量有数字显示。
整机构造图见图2-1。
3 机器传动系统3.1 主传动机构上辊传动线速度约为4m/min,是由22KW带制动电机驱动行星齿轮减速器,经联轴器直接与上辊联接,带动上辊正反转动,能确保在传动中准确定位,操作方便。
具体构造见图3-1。
下辊传动的线速度约为4 m/min,由液压马达通过齿轮传动使两下辊转动,卷制不同板材筒件的实际线速度不同,由液压系统控制调节。
详见图3-2。
3.2 辅助传动机构上辊升降、下辊水平移动及倒头立起与倒下,为辅助传动系统。
4 液压系统(见系统原理图4-1)本机的液压驱动为开式系统,电机额定功率为7.5KW,额定工作压力为20MPa,用于驱动下辊油马达旋转系统油缸的升降。
20x2500三辊卷板机使用说明书机械部分
1 机器的型号、名称、用途、基本参数1.1 产品型号、名称产品型号: W11XNC-20×2500名称: 20×2500毫米水平下调式三辊卷板机1.2 机器的用途该机为水平下调式三辊卷板机,用于金属板材的弯曲成型,可将金属板材一次上料,不需调头即可完成板材两端部预弯和弯卷成型,卷制成各种规格圆形或弧形工件,还可用于成型工件的校圆,该机是石油、化工、锅炉、造船、机车车辆、金属结构及机械制造等行业最为理想的弯曲成型设备。
2 机器的主要结构概述本机上、下辊均为主驱动辊,机器的机架、底座为钢板焊接,辊子为锻钢件(上辊为50Mn,下辊为42CrMo),上辊主传动由22KW电机通过行星减速机驱动,下辊由液压马达及齿轮驱动,三个工作辊均为主动辊。
上辊升降运动由安装在底座两端的的油缸驱动,下辊水平移动由安装在底座侧面的水平移动油缸驱动,上辊升降运动的位移量和下辊水平移动的位移量由显示器显示。
为便于成型筒体工件的卸料,机器上辊左端设有液压倾倒轴承体,右端尾部设有平衡拉杆机构,以保证倾倒轴承体倾倒后上辊悬空始终处于平衡状态(如倾倒轴承体倾倒后上辊不能保持平衡,可调节此机构)。
机器的上下辊位移采用NC自动调整,使液压系统驱动下的辊子位移的同步精度达到规定值,移动量有数字显示。
整机结构图见图2-1。
3 机器传动系统3.1 主传动机构上辊传动线速度约为4m/min,是由22KW带制动电机驱动行星齿轮减速器,经联轴器直接与上辊联接,带动上辊正反转动,能确保在传动中准确定位,操作方便。
具体结构见图3-1。
下辊传动的线速度约为4 m/min,由液压马达通过齿轮传动使两下辊转动,卷制不同板材筒件的实际线速度不同,由液压系统控制调节。
详见图3-2。
辅助传动机构上辊升降、下辊水平移动及倒头立起与倒下,为辅助传动系统。
4 液压系统(见系统原理图4-1)本机的液压驱动为开式系统,电机额定功率为,额定工作压力为20MPa,用于驱动下辊油马达旋转系统油缸的升降。
W11-30X2500液压对称卷板机说明书1
换向阀 D5-03-3 C60 电磁换向阀 D5-03-3 C60
电磁换向阀 D5-03-3 G4
节流阀 MSW
节流阀 MSW
节流阀 MSW
液压单向筏 MPW
液压单向筏 MPW
液压单向筏 MPB
溢流阀 MBB
溢流阀 MBB
溢流阀 MBP
5-3-4、其他液压元件的调整和使用 1、复位160kg/cm2; 2、下降压力160kg/cm2; 3、下降压力160kg/cm2; 4、系统压力; 5、上升压力120kg/cm2; 6、上升压力120kg/cm2。
换向阀 D5-03-3 C60 电磁换向阀 D5-03-3 C60
电磁换向阀 D5-03-3 G4
节流阀 MSW
节流阀 MSW
节流阀 MSW
液压单向筏 MPW
液压单向筏 MPW
液压单向筏 MPB
溢流阀 MBB
溢流阀 MBB
溢流阀 MBP
5-3-3、系统中速度的调整 a、上辊上升和下降速度的调整 上辊上升和下降速度的调整,翻倒侧和固定侧分别调整各自的叠加 式单向节流阀,向内旋转手柄速度将减小,向外旋转手柄速度将增大。 上辊上升速度和下降速度反复调整,使其两边每下降100mm,速度差为 最小值。
30KW 11KW
恒力集团
三.主 体 结 构
设备主体结构是由上辊装置、上辊升降装置、下辊装置、主传动装置及 翻倒装置左右则机架和底盆组成。
3-1.上辊装置 上辊装置由主油缸、上辊轴承座、轴销等组成。
主油缸体、活塞杆均为45#锻件,缸筒内表面压光处理,活塞杆表面镀 Cr,密封件采用日本进口Yx型密封圈,利用无杆腔工作提供卷制板材 所需的压力。主油缸活塞杆与上辊轴承座连接。主油缸工作压力为 19.5Mpa。
毕业设计8mm卷板机的设计
说明书的内容一.设计题目二.卷板机的用途,特点及主要参数三.卷板机电机的选择四.卷板机结构的确定五.传动方案的分析六.卷板机主要零件的估算和验算七.润滑系统的设计八.设计的体会及总结九.其他一.设计题目: 8mm卷板机的设计二.卷板机的用途特点及主要参数1.卷板机的用途利用卷板机可将板料卷成单曲率或双曲率的制件.本台卷板机主要是用来卷制圆柱面,通风管,也可卷制圆锥面等.2.卷板机的工作原理本台卷板机为对称式三辊筒卷板机, 其辊筒断面图如下:1. 上辊筒 2 下辊筒 3 板料上棍1有两种运动:一种是可上下垂直运动,使量于上下棍间的板料3到不同的卷曲半径上棍通过升降电机带动垂直运动;另一种运动就是可转动,是由板料送进时与上棍筒产生摩擦而转动.下棍2只有一种运动即转动,它是通过主电机齿轮而转动的,下辊筒为主动辊.工作时板料置于上下辊间,压下上辊使板料在支撑点间发生弯曲,当两下辊转动时由于摩擦力作用使板料移动,从而使整个板料发生均匀的弯曲.3卷板机的特点对称三辊筒卷板机结构简单紧凑,重量轻,易于制造,维修,投资少,两侧辊可以做得很近.成形较准确,但剩余直边大.它一般需配预弯设备或不要求弯边的各种卷板工作,可用对称式.4卷板工艺过程1. 预弯: 对于较薄板可直接在卷板机上用垫板弯曲如图示:3.对中将预弯的板料置于卷板机上滚弯时,为防止产生歪斜应将板料对中,使板料的纵向中心线与辊筒轴线严格保持平行.5卷板机的主要参数卷板规格(最厚X宽度) 8X2000 mm卷制3X2000mm板时最小弯曲半径90 mm上辊直径/侧轴直径Φ121/Ф117.5 mm两侧辊中心距 180 mm卷板速度 4 m/分主电机功率 2.2千瓦升降电机功率 1.5千瓦三. 卷板机电机功率的确定(一) 工艺参数计算已知条件板厚S=3mm, 板宽L=2000 mm, 最小弯曲半径Rmin=90 mm板料的最大变形弯矩Mσs w s M R k k ⎪⎪⎭⎫ ⎝⎛+=min 012(1-1)查《机械工程手册》取5.11=k; k 0-材料的相对强化系数。
卷板机设计说明书
第1章 绪 论
1.1 概述
机械加工行业在我国有着举足轻重的地位,它是国家的国民经济命脉。作为整个 工业的基础和重要组成部分的机械制造业,任务就是为国民经济的各个行业提供先进 的机械装备和零件。它的规模和水平是反映国家的经济实力和科学技术水平的重要标 志,因此非常值得重视和研究。
卷板机是一种将金属板材卷弯成筒形、弧形或其它形状工件的通用设备。根据三 点成圆的原理,利用工件相对位置变化和旋转运动使板材产生连续的塑性变形,以获 得预定形状的工件。该产品广泛用于锅炉、造船、石油、木工、金属结构及其它机械 制造行业。
1
毕业设计
下可采用热卷的方法。有些不允许冷卷的板材,热卷刚性太差,则采用温卷的方法。
1.2 卷板机的原理
1.2.1 卷板机的运动形式 卷板机的运动形式可以分为主运动和辅运动两种形式的运动。主运动是指构成卷
板机的上辊和下辊对加工板材的旋转、弯折等运动,主运动完成卷板机的加工任务。 辅运动是卷板机在卷板过程中的装料、下料及上辊的升降、翘起以及倒头架的翻转等 形式的运动。
a)
b)
a)用压力机模压预弯
b)用托板在滚圆机内预弯
图 1.3 钢板预弯示意图
1.3 卷板机的发展趋势
加入 WTO 后我国卷板机工业正在步入一个高速发展的快道,并成为国民经济的 重要产业,对国民经济的贡献和提高人民生活质量的作用也越来越大。预计“十五” 期末中国的卷板机总需求量为 600 万辆,相关装备的需求预计超过 1000 亿元。到 2010 年,中国的卷板机生产量和消费量可能位居世界第二位,仅次于美国。而其在装备工 业上的投入力度将会大大加强,市场的竞争也愈演愈烈,产品的更换也要求卷板机装 备工业不断在技术和工艺上取得更大的优势:1.从国家计委立项的情况看,卷板机工 业 1000 万以上投入的项目达近百项;2.卷板机工业已建项目的二期改造也将会产生一 个很大的用户群;3.由于卷板机的高利润,促使各地政府都纷纷投资(国家投资、外 资和民间资本)卷板机制造。其次,跨国公司都开始将最新的车型投放到中国市场, 并计划在中国加大投资力度,扩大产能,以争取中国更大的市场份额。民营企业的崛
W11S-20-3000液压卷板机使用说明书资料

目录一、主体概述 (3)二、主要技术参数…………………………………………3-4三、主体结构………………………………………………4-5四、润滑系统 (5)五、液压使用说明书………………………………………6-13六、电气控制系统…………………………………………14-26七、机器的吊运和保管 (27)八、机器的安装 (27)九、卷板工艺………………………………………………28-29十、机器的日常检查 (30)十一、注意事项...................................................31-33 十二、基础图 (34)十二、装箱单 (35)十三、合格证书 (36)W11S系列上辊万能式卷板机是引进国外先进技术,结合国内实际情况生产的一种新型卷板机,在该机上预弯和卷板可一次成形,卷板精度高,无需辅助设备,投资少。
广泛适用于石油、化工、锅炉、造船、水电、金属结构及机械制造行业。
该机属于液压型三辊卷板机,用于常温状态下将低碳钢(如Q235-B、20kg、20R)、低合金钢卷成圆筒形。
上辊可以垂直移动、水平移动。
预弯通过上辊水平移动,使上辊相对于下辊相对于下辊呈对称位置来实现。
滚圆时通过电动机、减速机带动两下辊进行。
由于下辊的标高不变,所以便于进料和操作。
机床使用环境:温度:5-40℃;湿度≤80%;电源380V+10%50Hz二、主要技术参数型号、型式 W11S-20×3000上辊数显1、型式上辊万能式2、加压力 190Tons3、最大卷板宽度 3000mm4、最大卷板厚度 20(预弯16)mm5、板材屈服极限 245Mpa6、上辊直径φ380mm7、下辊直径φ200mm8、两下辊中心距 330mm9、卷板速度约4m/min10、托辊组数 1组11、主电机功率 18.5kw12、液压电机功率 7.5kw13、移动电机功率 3kw注:该机是以245 Mpa为设计标准的产品,如有参数改动,概不另行通知。
W11NC 25X1500三辊卷板机说明书
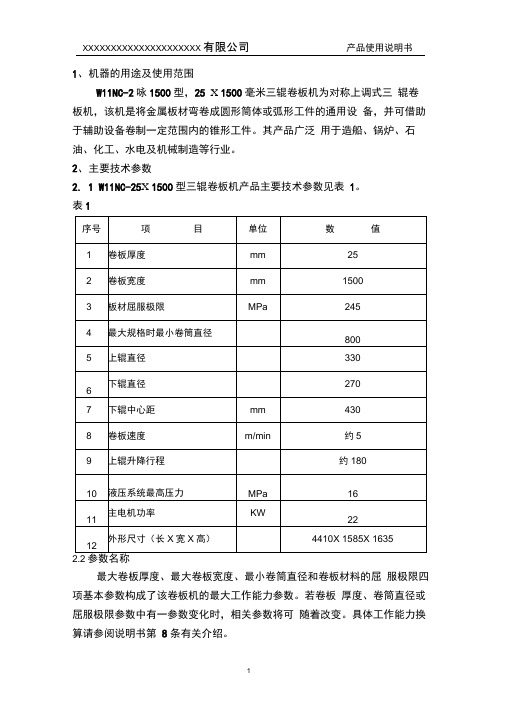
1、机器的用途及使用范围W11NC-2咏1500型,25 X 1500毫米三辊卷板机为对称上调式三辊卷板机,该机是将金属板材弯卷成圆形筒体或弧形工件的通用设备,并可借助于辅助设备卷制一定范围内的锥形工件。
其产品广泛用于造船、锅炉、石油、化工、水电及机械制造等行业。
2、主要技术参数2. 1 W11NC-25X 1500型三辊卷板机产品主要技术参数见表1。
表12.2参数名称最大卷板厚度、最大卷板宽度、最小卷筒直径和卷板材料的屈服极限四项基本参数构成了该卷板机的最大工作能力参数。
若卷板厚度、卷筒直径或屈服极限参数中有一参数变化时,相关参数将可随着改变。
具体工作能力换算请参阅说明书第8条有关介绍。
3、产品的主要结构概述该产品整机结构如图1所示,它主要由上辊部分、下辊部分、机架部分、底座部分、倒头部分、平衡部分、传动部分、电气系统及液压系统等部分组成。
本机为对称上调式三辊卷板机,两下辊为主动辊,位置固定,上辊可以做上下往复运动。
上辊相对于两下辊可以调节成平行或倾斜位置,以适应卷制不同形状的工件的需要,上辊、下辊分别安装在左、右轴承体和左右机架上。
左、右机架安装在底座上,左、右机架由二根连接梁相连与底座一起构成机架主体。
升降油缸安装在底座上,通过活塞杆与上辊左右轴承体相连,推动上辊作上下移动,传动系统独立安装在主机尾部,并通过十字联轴器与两下辊相连。
为便于筒形工件从上辊上取出,在上辊左、右端分别设有倒头及平衡机构。
该机全部采用电气集中控制。
上辊的上、下移动,侧辊的正反旋转及制动,倒头的立起及倒下,全部在电控台上操作,通过操作台上的触摸屏数字显示上辊的移动位置。
该机为对称式三辊结构,由于电气系统采用PLC系统控制,所以操作方便,辅助时间短;提高工作效率。
这种结构的三辊卷板机,由于两下辊位置固定,且始终对称于上辊,直接用它卷制出的工件的端部剩余直边较长,需要借助其它设备或专用工具进行端部予弯来弥补这一不足。
4、机械传动系统4.1主传动机构主传动机构由电机、制动器、减速器、一级齿轮、底座等组成,通过22KW电机驱动速比为100的减速器,再通过一级齿轮,实现两下辊正反旋转,获得该设备规定的线速度。
12x2000机械卷板机说明书
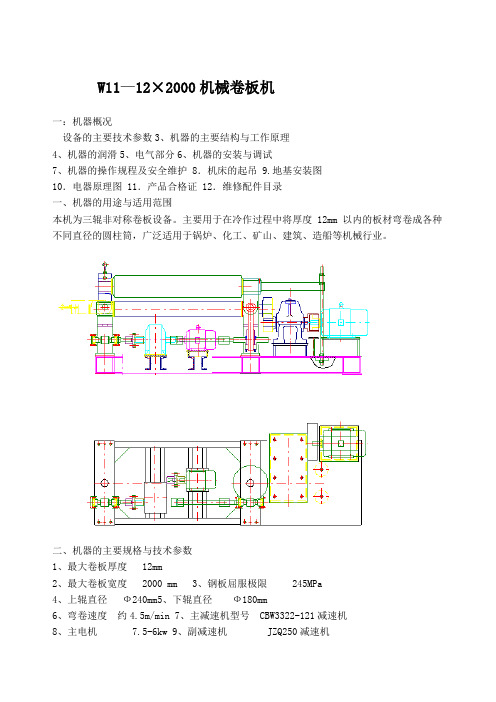
W11—12×2000机械卷板机一:机器概况设备的主要技术参数3、机器的主要结构与工作原理4、机器的润滑5、电气部分6、机器的安装与调试7、机器的操作规程及安全维护 8.机床的起吊 9.地基安装图10.电器原理图 11.产品合格证 12.维修配件目录一、机器的用途与适用范围本机为三辊非对称卷板设备。
主要用于在冷作过程中将厚度12mm以内的板材弯卷成各种不同直径的圆柱筒,广泛适用于锅炉、化工、矿山、建筑、造船等机械行业。
二、机器的主要规格与技术参数1、最大卷板厚度 12mm2、最大卷板宽度 2000 mm3、钢板屈服极限 245MPa4、上辊直径Ф240mm5、下辊直径Ф180mm6、弯卷速度约4.5m/min7、主减速机型号 CBW3322-121减速机8、主电机 7.5-6kw 9、副减速机 JZQ250减速机10、副电机 4kw11、机器外形尺寸三、机器的主要结构与工作原理3-1、本机为对称型弯板机,通过上辊的下压和上、下辊的对滚来完成筒形工件的卷制。
如图3-1所示( 3-1 )3-2、本机是由在焊接的整体底盘上的工作部分和传动部分这两大部分组成。
工作部分由左、右辊子轴承座、一根上辊、二根下辊、升降丝杆蜗轮副以及一些辅助零件组成。
下辊是主动辊,上辊可以沿着高度方向上下调节,传动部分由主电机、主减速电机及其他辅助零件组成。
3-3、下辊的传动是由主电机通过主减速机实现的,主减速机输出轴通过一组齿轮传动到两下辊,辊子传动方向的变换由主电机换向而获得。
3-4、上辊升降运动的实现,是由辅助电机通过辅助减速机带动左、右辊子轴承座下面的蜗杆、蜗轮机构运动,使固定在蜗轮上的丝母旋转,从而使升降丝杆上下移动来完成的。
如图(3-4)三辊机械卷板机Three-Roller Mechanism Plate Coiling Machine( 3-4)支架装配图Bracket Assembly Graphics3-5、卸板装置是用来当圆筒件卷制完成后,在脱开左轴承即可倾轴承座之前,上辊先上升到位,在上辊尾端用平衡拉杆拉住上辊,然后将可倾轴承座上销轴抽出,翻倒可倾轴承座,卷制完成的工件可以从上辊的一端脱出。
卷板机设计说明书

摘要卷板机是一种将金属板料弯卷成筒体、锥体、曲面体或其他形体的一种专用锻压机械设备,广泛用于锅炉、造船、化工、金属结构及机械制造行业。
本课题的研究宗旨在改进旧式卷板机的不足,提高生产率、降低工人劳动强度,满足厂方对板料加工的生产需求。
本文主要研究内容:分析了对称式三辊卷板机的受力状况。
在对卷板过程变形力能参数分析的础上, 将其受力与设备的驱动功率直接建立联系, 通过功能转换计算, 得出了卷板机主驱动系统的驱动功率的一种计算方法。
经算例分析证明: 该方法简化了卷板机选择设备动力的功率计算, 计算结果更为符合实际。
关键词:卷板机,受力分析,驱动功率STRACTRoll Machine can bend metal plate to a special shape, such as column, conecamber and so on, which is widely applied to boiler manufacture, shipbuilding,chemical industry and machine manufacture. decrease the work intensity andcontent the demand of the factory for plate coiling.The bearing force analysis of three rollers veneer reeling machine of symmet rical type was carried out . On thebase of the ability analysis in t ransform , the direct contact between bearing force and driving power on equipment wasestablished. Through the function conversion calculation , the calculating method of driving power on the main drivesystem was given. The deducing process was simple and could be understood easily. The result s of calculated exampleshow that this method simplifies the choice of driving power on equipment . The calculated result is further accorded with the actual circumstance.Key words : rolling machine ; st ress analysis ; driving power目录摘要 (I)STRACT (II)第一章绪论 (1)1.1 国外卷板设备的技术现状 (1)1.2 国内卷板设备的技术现状 (2)第二章卷板理论和卷板工艺分析 (3)2.1概述 (3)2.2卷板工艺的理论分析 (4)2.2.1金属板料的弯曲过程 (4)2.2.2塑性弯曲时的应力应变状态 (6)2.3弯曲力矩和弯曲半径 (10)2.4卷板工艺和卷板质量分析 (14)2.4.2 锥体卷制 (15)2.4.3卷板质量 (16)2.5卷板设备 (17)型对称式三辊卷板机设计 (20)第三章对1620003.1个参数设计 (20)3.2 卷板工艺工步分析 (42)致谢 (46)参考文献 (47)第一章绪论卷板机是一种将金属板材弯卷成筒体、锥体、曲面体或其他形体的通用成型设备。
mcb 4070 wt 卷板机 说明书

mcb 4070 wt 卷板机说明书
一、机器的用途:
本机为三辗对称上调式,主要用于在操作过程中弯卷,最大厚度为16mm 的(普通)金属板,在常温下卷板机可将金属板卷成圆柱形、圆锥形或一段圆弧,其两端残留直线部分可用人工锤打成弧形,换上轮可卷小直径的圆筒,也可卷表面质量要求高的金属板(上下轮贴一层胶纸即可),是一种极为通用的设备,是锅炉、造船、石油化工、水泥、电机等机器制造中主要关键设备之一。
本设备具有结构简单、紧凑、使用操作方便、效率高等优点。
1、各部位运转时,各闲杂人员应避开,由专业人员操作,防止安全事故的发生。
2、各注油点一定要定时加注润滑油,严禁无油运转,减速机应定期检查并更换润滑油。
3、只有在主机停止运转时方可进行翻转放到和复位。
4、在运转过程中,若发现异常噪音,冲击等现象,应立即停车检查,若出现故障,排除后再运行。
5、操作人员要互相协调,统一指挥,没有口令,严禁开动机器。
设立警示,严禁无关人员操作。
6、操作完毕,切断电源,清理现场,做好防雨工作。
水平下调式三辊卷板机技术说明
水平下调式三辊卷板机技术说明一、设备型号型号:W11XNC-100×2000型 1台价:256万元名称:W11XNC-100×2000型毫米水平下调式三辊卷板机三、设备概述该设备为水平下调式三辊卷板机,上辊可升降位移;下辊可水平位移;在该设备上能将金属板材一次上料,不需调头即可完成板材端部的预弯和卷制成形,是卷制圆形、锥形、弧形工件的理想设备,广泛应用于水电、化工、航空、造船、建筑、锅炉、桥梁、金属结构、机械制造等各行业。
四、设备主要构成:1 / 15上辊部分(上辊、上辊主传动装置、传动侧轴承体、倾倒平衡装置)下辊部分(两下辊、下辊辅助传动装置、水平移动装置、对料装置)架体部分(底座、左右机架、上辊驱动油缸)倾倒部分(上辊倾倒侧轴承体、倾倒油缸)卷锥筒装置液压系统(液压泵站系统、阀组)电气控制部分,强电部分、数显部分(PLC控制系统)、操作台润滑系统五、设备的结构特征1.机器由底座、上辊、下辊、左右机架、主驱动系统、辅助驱动系统、液压系统、电气控制系统等组成。
底座及机架采用焊接结构,严格要求焊缝质量,并进行时效处理,以保证机器在工作负荷下有足够的强度和刚度。
2.工作部分上辊装在两轴承体内,分别镶在两侧的机架内侧,由两端油缸驱动上辊升降运动。
上辊两端轴承均采用低速度、重载荷的调心滚子轴承,上辊的升降位移量由数字显示,可根据数字显示调整工作辊平行或倾斜。
其同步精度±0.2mm。
上辊的倾倒侧装有倾倒油缸,方便取料。
上辊尾部装有平衡机构。
在倾倒侧失去支承时,平衡上辊处于水平位置。
两下辊装在上辊机架内侧,由下辊机架进行支承,采用低速度、重载荷的调心滚子轴承。
两下辊在油缸驱动下同时进行水平移动,下辊水平移动量数字显示,根据数字显示调整下工作辊平行。
其同步精度为±0.2mm,并可自动回中。
对料装置安装在下辊一侧,由油缸驱动其工作。
卷锥筒装置安装在上辊的左端,随上辊同升降。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第1章绪论近些年随着原子能、石油化工、海洋开发、宇航、军工等部门的迅速发展,卷板机作业的范围正在不断的扩大,要求也在不断提高,现在卷板机已经广泛应用于锅炉、造船、石油化工、航空、水电、装潢、金属结构等行业中,用于将金属板材卷制成圆柱、圆锥或者将任意形状卷曲成圆柱形或其一部分。
1.1卷板的分类及特点卷板按照工作状况分为:冷卷和热卷两种。
冷卷的精度高,操作方便,要求钢板不能有缺口及裂缝等缺陷,有时还需在滚弯前进行正火或退火处理。
热卷的最大缺陷是产生氧化皮及明显热膨胀。
因此,只有当弯制的板超过机器的冷卷能力或弯曲较大时,才能使用热卷法,但冷卷的板料厚度范围目前正在日益扩大。
生产也应根据不同卷制方法的特点结合具体情况适当选用。
例如有些不允许冷卷的刚度太差,而且弯曲困难。
如果采用温卷的方法就比较合适。
1.2卷板机的分类及特点卷板机按照辊筒数量布置形式分为:四辊式卷板机和三辊式卷板机,其中三辊又可以分为对称式和不对称式两种。
对称式三辊卷板机:结构紧凑,重量轻,易于制造、维修,投资小,两侧辊可以作得很近,成形准确。
但是剩余直边大,一般对称三辊卷板机减小剩余直边比较麻烦。
(如图1.1-1所示)不对称三辊卷板机是一根下辊轴和上辊轴中心水平距离到极小位置,另一根下辊轴放在侧边,所以滚出的零件仅起始端有直边。
这样在滚零件时,正反两次辊制就可以消除直边问题。
(如图1.1-2所示)其缺点为:在滚弯时大大增加了辊轴的弯曲力,使辊轴容易弯曲,影响零件的精度,坯料需要调头,弯边,操作不方便,辊筒受力较大,弯卷能力较小。
图1.1-1非对称式卷板机图1.1-2对称式卷板机卷板机按辊位调节方式可以分为:上调式和下调式两种,其中上调式可以分为横竖上调式(机械或液压调节);垂直上调式;下调式又可以分为不对称下调式(机械或液压调节);对称下调式(含垂直下调式)(液压调节)水平下调式(液压调节)。
垂直下调式:结构简单、紧凑;剩余直边小,有时设计成上辊可以沿轴向抽出的结构。
它的缺点是:弯板时,板料有倾斜动作,对热卷及重型工件不安全,长坯料必须先经初弯,否则会碰地面。
水平下调式:较四辊卷板机的结构紧凑,操作方便剩余直边小,坯料始终保持在同一水平面,进料安全方便。
其缺点是:上辊轴承间距较大,坯料对中不如四辊卷板机方便。
横竖上调式:如图1.1-3,调节辊筒的数目最少,具有各种三辊的优点,而且剩余直边小。
其缺点:设计时结构复杂不易处理。
图1.1-3横竖上调式图1.1-4立式卷板机按照辊筒方位,可以分为立式和卧式。
按上辊受力类型,可以分为闭式(上辊中部有托辊)和开式(上辊无中部托辊),其中开式又可以分为有反压力装置的和无反压力装置的。
立式:如图1.1-4,消除了氧化皮压伤,矩形板料可保证垂直进入辊间,防止扭斜,卷薄壁大直径,长条料等刚性较差的工件时,没有因自重而下榻的现象,板样测量较准,占地面积小。
其缺点是:短工件只能在辊筒下部卷制,辊筒受力不均匀,易呈锥形;工件下端面与支撑面摩擦影响上下曲率的均匀性,卸料及工件放平料不方便,非矩形坯料支持不稳定。
闭式:如图1.1-5 没有活动轴承机构结构较简单,上辊加中间支承辊后可作得很细可弯到较大的曲率,上辊刚度好,工件母线直线度好,下辊间距小,可卷薄板且曲率较准确,上辊行程大,有足够的位置装模具,可以作长拆边机用,但只能卷制圆心角小于180度的弧形板。
图1.1-5 闭式卷板机图1.1-6 四辊卷板机四辊卷板机有四个辊,(如图1.1-6所示)上辊是主动辊,下辊可以上下移动,用以夹紧钢板,两个侧辊可以沿斜向升降,在四辊卷板机上可进行钢板的预弯工作,它靠下辊的上升,将钢板端头压紧在上下辊之间,再利用侧辊的移动使钢板端部发生弯曲变形,从而达到所要求的曲率。
它的优点是:1、预弯及卷圆时,钢板可不调头。
2、上下辊能夹紧钢板,防止弯曲时滑脱。
3、侧辊能起定位作用,在进料时可使钢板找正。
便于弯曲锥形件,椭圆形件及仿形加工。
综合以上各种卷板机的综合特点,在本次毕业设计中我选择了W1240X2000型四辊卷板机进行设计1.3 W12X2000型四辊卷板机的用途W12X2000型四辊卷板机是专供金属板的卷曲和弯曲圆筒之用,是锅炉、造船、石油化工、水泥、电机及电器制造业中的主要设备之一。
在常温的情况下,它可以将长达2m,厚度达40mm的钢板弯曲成圆柱面、圆锥面或任意形状的柱面或其一部分,在加热的情况下,它可以将长达2m,厚度达70mm的钢板卷曲成圆柱形或其一部分,它可以对一些厚度大,用常规方法无法弯卷的钢板进行加工,在加工的过程中它还可以对金属板端部进行直接弯曲,免去了端部预弯的工序,这是四辊卷板机比一般三辊卷板机优越之处。
因此,W12X2000型四辊卷板机在锅炉、造船、石油化工、水泥、电机及电器制造业中得到了广泛应用。
同时,这种设备的上市大大减轻了工人的劳动强度,提高了企业的效益。
1.4 传动系统设计W12 40X2000型四辊卷板机是以上辊为主动辊,由主电动机通过主减速器及联轴器,从而带动上辊工作,下辊的作用是提供一定的向上力,(设该力为夹紧力W ),与上辊一起夹紧所卷钢板,使上辊与被卷钢板间产生足够的摩擦力,在上辊旋转时能够带动钢板运动。
两个侧辊用以形成卷筒所需的曲率,使板料达到所需的目的。
在我设计的这台四辊卷板机中,我采用了由主电动机通过主减速器以及联轴器,从而带动上辊的旋转。
而下辊的运动我采用在下辊的两端各放一个液压缸,通过液压缸内的液压油作用于活塞而使下辊能够实现上下的升降运动,以便夹紧钢板,用液压系统来控制下辊筒的升降以及两个液压缸在上升的过程中保持同步上升。
在下辊的两侧设有两个侧辊,两个侧辊分别由两个电动机通过两个单级减速器以及联轴器带动;两个电动机可以分别单独控制也可以同时控制,两个侧辊可以沿着机架导轨做倾斜运动,通过丝杆丝母蜗轮蜗杆传动。
第2章 卷板机轴辊受力分析2.1作用在卷板机辊子上的弯曲扭矩板料的最大变形弯矩 MS W R S K M σ⎪⎭⎫ ⎝⎛+='012K mm kg ∙板料具有原始曲率半径R1时的初始变形弯矩 S W R s K K M σ⎪⎪⎭⎫ ⎝⎛+=1012 mm kg ∙式中:1K 截面的形状系数,矩形断面取5.11=K0K 材料的相对强化模数,对于30,35钢取140=KW 为横截面的断面模数,矩形截面 6/2δB W =,(B 为材料宽度,s δ为板材的屈服极限,35钢s δ=250MPa);则W=51033.5⨯R 为弯曲最小半径,在最大弯矩产生于板材弯成上辊半径时,得到弯曲的最小半径。
(221B D R +=,1D 为上辊直径,mm; B 为板材厚度,mm )。
s G 为板材屈服极限 s G =250MPa1R 为板料由平板(∞=1R )开始弯曲时的初始变形弯矩s w k M σ⋅⋅=11 kgfmm()kgfmm M 751044.3251033.5260240145.1⨯=⨯⨯⨯⨯⨯+=kgfmm M 751100.2251033.55.1⨯=⨯⨯⨯=2.2卷板机的空载扭矩()23214d G G G M n ++=μ kgfmm式中:1G 、2G 、3G 分别为板料、万向接送和主动辊的重量(kg )d-------------主动辊轴颈的直径(mm )μ------------滑动摩擦系数。
用青铜轴套时,取μ=0.05-0.08kgf DtLr G 3611031.0108.78.1012.06.014.3⨯=⨯⨯⨯⨯⨯==πkgf Lr d G 362231063.0108.78.1424.014.34⨯=⨯⨯⨯⨯==π所以对321G G G ++取3101⨯则: 334102.7224010106.0⨯=⨯⨯⨯=n M kgfmm2.3四辊卷板机的卷板力侧辊所受的力为 αs i n 2⎪⎭⎫ ⎝⎛+=S R M P C =︒⎪⎭⎫ ⎝⎛+⨯25sin 2402601044.37=kgf 51092.2⨯ kgf P H 521047.112514.33⨯=⨯⨯==所加液压力辊筒所受到的力为 αtg S R M P a ⎪⎭⎫ ⎝⎛+=22 =︒⎪⎭⎫ ⎝⎛+⨯⨯252402601044.327tg =kgf 51023.5⨯ 则H a a P P P +='=kgf 55107.610)47.123.5(⨯=⨯+将板料从平板弯曲到'R 时消耗于板料变形的扭矩1n M()411'11a n D R R M M M ⎪⎭⎫ ⎝⎛-+= 因为∞=1R , 所以mm kgf M n ⋅⨯=⨯⨯+⨯=77711013.12602480)1044.3100.2( 消耗于摩擦阻力的扭矩2n M⎪⎪⎭⎫ ⎝⎛+⋅+⋅+++=b a b H c a c c a a H c a n D D d P D D d P d P P P P f M 22)22(2μ 式中:f----------滚动摩擦系数(mm )滚筒与板料间。
冷卷f=0.8mm 热卷f=2 mm ,工作辊与支承辊间f=0.3mm.μ------0.05a d 、b d 、cd 分别为a 、b 、c 、辊轴径,其中a d =288mm, b d =240mm,c d =204mm 。
所以将上面数值代入得:mm kgf M n ⋅⨯=721033.1板料松紧的摩擦阻力T M()⎪⎪⎭⎫ ⎝⎛++++=b a b H c a d a H c a T D D d P D D P P P P P f M 222μ ⎪⎭⎫ ⎝⎛⨯⨯⨯+⨯⨯⨯+⨯=40048022401002.54204802521023.505.01069.1556 =kgfmm 71011.1⨯送进板料所需的拉力T()21a T n D M M T +=()24801011.11013.177⨯⨯+⨯=kgf 91038.5⨯= 拉力在轴承中所引起的摩擦损失ns M()aa T n ns D d M M M μ+=1 ()48028805.01011.11013.177⨯⨯⨯+⨯=k g f m m 51072.6⨯= 机器送板料的总力矩P M2)(1a H a p D p p M +=μ 式中;1μ-----------辊筒与未加工板料见滑动摩擦系数1μ=0.2()24801047.11023.52.055⨯⨯+⨯⨯=p M kgfmm 71022.3⨯= 驱动扭矩4321n n n n n M M M M M +++=53771072.61039.91033.11013.1⨯+⨯+⨯+⨯=kgfmm 71047.2⨯=作用在卷板机辊子上的压力(弯曲力)KN t h b P s 62.27585804022502222=⨯⨯⨯=⋅⋅=∑σ 式中: s σ--------钢板材料的屈服极限b---------钢板的宽度(m)h---------钢板厚度(mm)t----------两侧辊间的中心距(mm )作用在卷板机辊子上的弯曲扭矩rh b D M s K 1422⋅⋅⋅⋅=σ 式中:D------辊子辊身直径r-------能够卷最小钢管直径则: m kN M k ⋅=⨯⨯⨯⋅=29.3414001440225024802第3章 电动机的选择与计算3.1功率计算ημ122⋅⋅⎥⎦⎤⎢⎣⎡⎪⎭⎫ ⎝⎛+∑+=D v d f P M N K 确定式中各参数的值:f--------辊子与钢板的滚动摩擦系数,钢板为0.0008d---------辊筒的轴径v---------辊身线速度η---------传动效率,0.68---0.80μ--------辊子轴承处摩擦系数,滑动轴承为0.05—0.0765.016048.0422288.007.00008.062.275829.34⨯⨯⨯⨯⎥⎦⎤⎢⎣⎡⎪⎭⎫ ⎝⎛⨯+⋅+=N =KW 86.39考虑到工作机器的安全系数,取功率为45KW 的主电动机。