【毕业设计】卷板机控制系统设计
成卷机的控制系统设计与优化

成卷机的控制系统设计与优化随着工业自动化水平的不断提高,成卷机在钢铁、纸张、塑料等行业中扮演着重要角色。
成卷机的控制系统设计与优化对于提高生产效率、降低成本、保证产品质量具有重要意义。
本文将探讨成卷机控制系统的设计原则和优化方法。
一、成卷机控制系统设计原则:1. 系统可靠性:成卷机是连续运行的工作系统,因此系统的可靠性是首要考虑的因素。
在设计时要选择可靠的传感器、执行器和控制器,并考虑备用设备的应用,以保证系统的稳定运行。
2. 系统的实时性:成卷机工作过程需要高速的数据采集和实时的控制响应。
在设计时应采用高性能的控制器和通信技术,保证数据的实时传输和控制指令的及时响应,以确保系统的准确控制。
3. 系统的可调性:成卷机的工作需根据不同的产品要求进行调整,因此控制系统需要具有良好的可调性。
设计时应考虑采用参数化控制、开关量选择和人机界面等功能,以便操作人员根据需要对系统进行调整。
4. 系统的节能性:成卷机通常是高功率设备,为了降低能源消耗和环境污染,控制系统应考虑节能技术的应用。
例如,采用变频调速技术、能量回收技术等,以提高能源利用率,减少能源浪费。
二、成卷机控制系统优化方法:1. 优化控制算法:成卷机的控制系统中包含多个控制回路和控制算法,如张力控制、宽度控制、直径控制等。
通过对控制算法进行优化,可以提高系统的动态响应和稳态性能。
例如,采用先进的控制算法,如PID控制、模糊控制、神经网络控制等,以提高控制精度和稳定性。
2. 优化传感器和执行器选择:传感器和执行器是成卷机控制系统中的关键组成部分。
通过选择适合的传感器和执行器,可以提高系统的采集精度和执行效果。
例如,选择高精度的张力传感器、响应快速的电机和液压缸等,以保证系统的准确控制。
3. 优化系统的通信和数据处理:成卷机控制系统通常包含多个控制节点和数据采集点,通过优化通信和数据处理的方式,可以提高系统的整体效率。
例如,采用高速的通信协议、分布式处理结构和数据压缩技术,以提高数据传输的速度和实时性。
三辊卷板机运动结构和控制系统设计

DOI:10.3969/j.issn.2095-509X.2018.07.016三辊卷板机运动结构和控制系统设计任育红(天津冶金职业技术学院分院ꎬ河北邯郸㊀056404)摘要:在分析原有机械调节式卷板机存在的问题和国内外卷板加工装备㊁新技术㊁新工艺的基础上ꎬ研制一台新型卷板机ꎮ基于全液压驱动和控制的设计思路ꎬ对卷板机的运动系统和整体结构进行分析论证ꎬ确定最优研制方案ꎬ并根据卷板机的工作和性能要求ꎬ进行液压驱动和控制系统设计ꎮ应用结果表明ꎬ新型卷板机具有操作简便㊁易于控制㊁卷板质量好等特点ꎮ关键词:卷板机ꎻ液压控制ꎻ运动机构ꎻ驱动形式中图分类号:TG305㊀㊀㊀文献标识码:A㊀㊀㊀文章编号:2095-509X(2018)07-0072-04㊀㊀某钢铁企业的金属结构车间原有2台规格为19mmˑ2000mm的机械调节式对称三辊卷板机ꎬ主要用于该厂所需管道和高炉炉皮的弯制ꎮ近几年来ꎬ由于设备老化㊁故障频繁ꎬ其弯制能力和生产的弯管质量已经不能满足生产的需要ꎬ影响生产的正常进行ꎬ因此决定研制一台功能强大㊁便于操作㊁实用性强的新型卷板机ꎮ1㊀原卷板机存在的问题为了借鉴原卷板机的结构原理ꎬ并在研制新型卷板机时克服原卷板机的缺陷ꎬ需要对原卷板机进行剖析ꎮ1.1㊀原卷板机的结构原理图1为原卷板机结构原理图ꎮ该机为机械调节式卷板机ꎬ两下辊为主动辊ꎬ上辊为压下辊ꎬ上㊁下辊由同一台电机驱动ꎮ下辊由电机通过减速器驱动旋转ꎬ送进板料ꎻ上辊由电机 减速器 蜗轮蜗杆 丝杠螺母传动机构ꎬ将电机的旋转运动转变为直线运动ꎬ带动上辊作上下运动(升降)[1]ꎮ图1㊀原卷板机(19mmˑ2000mm)结构原理图1.2㊀原卷板机存在的主要问题1)下辊的旋转和上辊的升降由一台电机通过减速器驱动ꎬ下辊和上辊运动方向的改变由两个长的操作手柄分别操作ꎬ操作不便㊁费力ꎬ易引起误操作ꎮ2)卷板机工作是通过手柄拨动两套双向牙嵌离合器进行控制的ꎬ频繁地进行离合ꎬ离合器的齿容易损坏ꎬ平均两个月左右就需更换一次备件ꎮ特收稿日期:2017-12-26作者简介:任育红(1967 )ꎬ女ꎬ河北衡水人ꎬ天津冶金职业技术学院分院高级讲师ꎬ硕士ꎬ主要研究方向为机械设计㊁液压与气动ꎮ2018年7月㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀机械设计与制造工程㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀Jul.2018第47卷第7期㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀MachineDesignandManufacturingEngineering㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀Vol.47No.7别是在卷板时ꎬ上辊压到要求位置后停止下压ꎬ需要离合器脱开ꎬ此时离合器传递的负载扭矩较大ꎬ经常出现离合器脱开困难ꎬ甚至导致升降丝杠拉断ꎮ3)无上辊压下量测量和指示装置ꎬ在操作过程中ꎬ操作人员全凭感觉和经验不断调试ꎬ卷制精确度低ꎬ常出现过卷现象ꎬ影响制件质量ꎮ4)产品卷制由人工操作ꎬ工人劳动强度大ꎬ特别是预弯两端时板料需要调头ꎬ且需用吊车起吊配合ꎬ费时㊁费力ꎬ能耗高ꎬ工作效率低ꎮ2㊀新型卷板机设计要求该车间卷板机卷制管件的特点:1)制件形体品种多ꎬ有圆柱体㊁圆锥体和弧体等ꎮ2)卷曲半径和板厚的变化范围大ꎮ卷板厚度为10mm~22mmꎻ弯曲直径为500mm~2500mmꎮ3)批量小ꎮ4)卷制的大部分管件主要用于氧气㊁煤气㊁氮气㊁蒸汽等的输送ꎮ根据制件规格多㊁批量小ꎬ又用于气体输送的特点ꎬ要求新型卷板机应便于操作和调整ꎬ并有较高的卷制质量ꎮ3㊀卷板机运动系统方案研究根据生产现场的条件和设计要求ꎬ在分析和消化国内外卷板加工的新技术㊁新工艺的基础上ꎬ本着易操作㊁高效率㊁高质量的原则ꎬ经综合分析㊁研究ꎬ多方案对比㊁优化ꎬ决定采用全液压驱动和控制方案ꎬ并根据卷板工艺要求ꎬ确定运动系统和整体结构方案[1-3]ꎮ如图2所示ꎮ图2㊀卷板机结构原理图㊀㊀运动系统包括工作辊传动机构㊁翻倒机构㊁支承辊装置㊁上辊翘起和平衡机构㊁对中机构等ꎮ1)工作辊传动机构ꎮ工作辊包括1个上辊和2个下辊ꎮ由于该机主要是用来卷制10mm~22mm的普通碳素结构钢钢板ꎬ所需驱动功率不大ꎬ因此不必采用全驱动ꎮ本文的设计以下辊作为驱动辊ꎬ上辊为从动辊ꎮ工作辊传动机构分主㊁辅传动机构ꎬ主传动为两下辊的旋转运动ꎬ辅传动为下辊的同步水平移动和上辊的升降ꎮ上辊的升降可与下辊的移动同步进行ꎬ也可分开进行ꎮ如图2所示ꎬ下辊的旋转运动由液压马达驱动ꎬ通过开式齿轮带动两下辊作回转运动ꎬ下辊的同步水平移动由固定在机座上的两个液压缸控制ꎮ上辊升降由固定在左右机架下方的油缸控制ꎮ2)支承辊装置ꎮ为防止工作辊发生挠曲变形从而使工作精度降低ꎬ影响卷板质量ꎬ卷板机设置有支承辊装置ꎬ用于支撑两个下工作辊(图2)ꎮ支承辊轴承座和两下辊轴承座均由下辊水平移动油缸推动实现水平移动ꎮ3)翻倒机构ꎮ左侧机架为活动的翻倒机架ꎮ为方便卸下卷制成形的管件ꎬ设置翻倒机构ꎬ以实现左侧机架的翻倒与复位ꎮ卸料时翻倒机架及轴承体由外力驱动绕销轴转动85ʎ~98ʎꎬ实现翻倒ꎮ翻倒后ꎬ锥形轴承与上辊脱开ꎬ便于从上辊取出工件ꎮ然后由液压缸驱动活动机架复位ꎬ复位后ꎬ依靠液压缸的支承力ꎬ保持机架内轴承与上辊左端轴颈的配合精度ꎮ4)上辊翘起和平衡机构ꎮ上辊翘起和平衡机构是为了方便卸下卷制成形的管件而设置ꎮ左侧活动机架翻倒后ꎬ上辊左端处于悬臂状态ꎬ此时由右侧的上辊翘起油缸对上辊右端施加向下的拉力ꎬ保持上辊平衡并使上辊左端2018年第7期㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀任育红:三辊卷板机运动结构和控制系统设计微微翘起(约3ʎ)ꎬ以方便卸下卷制成形的管件ꎮ5)对中机构ꎮ为防止板料在喂入时歪斜ꎬ导致工件扭斜ꎬ在设备一侧安装板料对中机构ꎬ如图3所示ꎮ在板料喂入时液压缸推动挡板立起ꎬ起到限位和对中作用ꎮ卷制过程中挡板回位ꎮ图3㊀对中机构4 液压控制系统方案研究卷板机的液压系统应具备以下功能:1)控制上辊的升降ꎻ2)驱动两下辊旋转ꎻ3)驱动两下辊及支承辊水平移动ꎻ4)控制对中机构中挡块的立起和回位ꎻ5)控制翻倒机架的翻倒和复位ꎻ6)控制翘起与平衡机构ꎬ保证上辊平衡和翘起ꎮ根据以上要求ꎬ进行液压回路设计[4-5]ꎬ确定液压系统原理图ꎬ如图4所示ꎮ该液压系统主要包含7个基本回路ꎬ分别实现不同的控制功能ꎬ以满足卷板工艺和性能要求[2]ꎮ1)换向回路ꎮ各执行元件的换向均采用Y型中位机能的换向阀ꎮ当换向阀处于中位时ꎬ控制油路的液压油回油箱ꎬ以保证支路上液控单向阀锁紧ꎮ2)调压回路ꎮ㊀㊀根据各执行元件在不同工况下对液压力的要图4㊀卷板机液压系统原理图求采用多级调压回路ꎮ3)调速回路ꎮ工作辊的调速采用调速平稳㊁效率高的容积调速回路ꎬ其他油缸的调速采用便于操作调节的节流调速回路ꎮ4)同步回路ꎮ上辊升降油缸和下辊水平移动油缸的同步运动精度要求较高ꎬ采用结构简单㊁维修方便的分流阀同步回路ꎮ5)锁紧回路ꎮ为使各运动部件动作准确㊁定位可靠ꎬ在上辊升降㊁下辊平移㊁板料对中㊁上辊翘起等机构中均采用双向液压锁紧回路ꎮ6)平衡回路ꎮ在卷板过程中ꎬ如各工作机构动作失衡不仅会影响卷制加工ꎬ还可能造成安全事故ꎬ因此在翻倒㊁上辊升降和下辊水平移动等液压控制回路中均设置了单向顺序阀平衡回路ꎬ采用压力继电器检测和2018年第47卷㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀机械设计与制造工程㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀自动补油保压ꎮ7)液压马达制动回路ꎮ根据本机运动特点ꎬ选用制动快捷㊁平稳的液压缸制动回路ꎬ控制液压马达的启动与制动ꎮ5㊀结束语新型卷板机采用全液压驱动和控制ꎬ具有较好的操作性能ꎮ调整方式采用水平下调式ꎬ可方便地实现对称和非对称卷板的转换ꎬ既具有非对称卷板机不用调头便可预弯端头的优点ꎬ又有对称卷板机结构简单㊁紧凑的特点ꎻ上辊升降可在水平状态也可在倾斜状态与下辊平移同步进行或单独进行ꎬ便于锥体卷制ꎻ加设对中装置ꎬ避免了进料时出现歪斜ꎬ提高了加工精度ꎻ加设支承辊装置ꎬ增强下辊的刚度ꎬ提高了制件的加工精度ꎮ总之ꎬ该新型卷板机改进了原卷板机的不足ꎬ具有操作方便㊁省力ꎬ工作效率高ꎬ应用范围广ꎬ弯制质量好的特点ꎮ参考文献:[1]㊀任育红.水平下调式三辊卷板工艺及设备研究[D].天津:天津大学ꎬ2006.[2]㊀成大先.机械设计手册[M].北京:化学工业出版社ꎬ2016. [3]㊀中国机械工程学会塑性工程学会.锻压手册[M].北京:机械工业出版社ꎬ2015.[4]㊀闻邦椿.机械设计手册[M].北京:机械工业出版社ꎬ2016. [5]㊀秦大同.现代机械设计手册(单行本):液压传动与控制设计[M].北京:化学工业出版社ꎬ2013.DevelopmentofthemotionstructureandcontrolsystemofthreerollercoilingmachineRenYuhong(TheBranchofTianjinMetallurgicalProfessionalTechnologyCollageꎬHebeiHandanꎬ056404ꎬChina)Abstract:Developmentsanewtypeofcoilingmachinebasedontheanalysisoftheproblemsexistingintheoldmechanicaldrivencoilingmachineandbasedontheanalysisofthecoilingprocessingequipmentandthenewcoilingtechnologyandprocessathomeandabroad.Theoptimaldesignschemeisdeterminedbyanalyzinganddemonstratingthemotionsystemandthewholestructureoftheequipmentapplyingthedesignconceptoffullyhy ̄draulicdriveandcontrol.Andthehydraulicdriveandcontrolsystemisdesignedaccordingtotheworkingandserviceabilityrequirementsofthecoilingmachine.Theapplicationshowsthatthenewtypeofcoilingmachinehastheadvantagesofconvenientoperationꎬeasycontrolandgoodqualityofrollingplate.Keywords:coilingmachineꎻhydrauliccontrolꎻmotionstructureꎻdrivingform2018年第7期㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀任育红:三辊卷板机运动结构和控制系统设计。
卷板机设计课程设计

第1章绪论近些年随着原子能、石油化工、海洋开发、宇航、军工等部门的迅速发展,卷板机作业的范围正在不断的扩大,要求也在不断提高,现在卷板机已经广泛应用于锅炉、造船、石油化工、航空、水电、装潢、金属结构等行业中,用于将金属板材卷制成圆柱、圆锥或者将任意形状卷曲成圆柱形或其一部分。
1.1卷板的分类及特点卷板按照工作状况分为:冷卷和热卷两种。
冷卷的精度高,操作方便,要求钢板不能有缺口及裂缝等缺陷,有时还需在滚弯前进行正火或退火处理。
热卷的最大缺陷是产生氧化皮及明显热膨胀。
因此,只有当弯制的板超过机器的冷卷能力或弯曲较大时,才能使用热卷法,但冷卷的板料厚度范围目前正在日益扩大。
生产也应根据不同卷制方法的特点结合具体情况适当选用。
例如有些不允许冷卷的刚度太差,而且弯曲困难。
如果采用温卷的方法就比较合适。
1.2卷板机的分类及特点卷板机按照辊筒数量布置形式分为:四辊式卷板机和三辊式卷板机,其中三辊又可以分为对称式和不对称式两种。
对称式三辊卷板机:结构紧凑,重量轻,易于制造、维修,投资小,两侧辊可以作得很近,成形准确。
但是剩余直边大,一般对称三辊卷板机减小剩余直边比较麻烦。
(如图1.1-1所示)不对称三辊卷板机是一根下辊轴和上辊轴中心水平距离到极小位置,另一根下辊轴放在侧边,所以滚出的零件仅起始端有直边。
这样在滚零件时,正反两次辊制就可以消除直边问题。
(如图1.1-2所示)其缺点为:在滚弯时大大增加了辊轴的弯曲力,使辊轴容易弯曲,影响零件的精度,坯料需要调头,弯边,操作不方便,辊筒受力较大,弯卷能力较小。
图1.1-1非对称式卷板机图1.1-2对称式卷板机卷板机按辊位调节方式可以分为:上调式和下调式两种,其中上调式可以分为横竖上调式(机械或液压调节);垂直上调式;下调式又可以分为不对称下调式(机械或液压调节);对称下调式(含垂直下调式)(液压调节)水平下调式(液压调节)。
垂直下调式:结构简单、紧凑;剩余直边小,有时设计成上辊可以沿轴向抽出的结构。
毕业设计论文-四辊卷板机

摘要本说明书是按照所设计的卷板机内容撰写的,主要包括卷板机轴辊的受力分析、电动机的选择、主减速器的设计、侧辊传动系统的设计、下辊液压传动系统的设计以及对下辊液压同步控制系统进行了研究。
从而保证了下辊在上升的过程中始终能够保持两端同步。
四辊卷板机主要为锅炉厂辊制锅炉圆筒而设计,它可以用于各种型号锅炉圆筒的生产和加工,也在造船、石油化工、航空、水电、装潢、及电机制造等工业领域得到了广泛的应用,用以把金属板料卷制成圆筒、圆锥以及弧形板等各种零件。
该四辊卷板机利用其四个辊筒的空间布置,最大范围地减少了剩余直边的出现、降低了生产成本、提高了生产效率。
关键词:四辊卷板机辊制剩余直边弧形板AbstractThis statement is in accordance with the design cylinder content written mainly include the pressure analysis of cylinder axle roller, electric motors choice, the reducer design, lateral roller drive train system design, the design of the roller hydraulic drive train system on the roller and hydraulic control systems simultaneously conducted research. Thereby ensuring an increase in the course of the roller always able to maintain both simultaneously.The four cylinder roller machine mainly boiler plant roller system designed boilers cones, which can be used for various types of boilers cones production and processing are also shipbuilding, petrochemical, aviation, utilities, furniture, and electrical manufacturing industries widely applied to the metal plate material volumes produced cones, circular cone arc boards and various parts.The four cylinder roller machine use its four roller cylinders space layout, the greatest scope to reduce the margin in the remaining departments, reducing production costs, improving production efficiency.Key words: four-cylinder roller machine Roller machineLeft straight-side Arc board目录前言 (1)第1章绪论 (2)1.1卷板的分类及特点 (2)1.2卷板机的分类及特点 (2)1.3 W12X2000型四辊卷板机的用途 (5)1.4 传动系统设计 (6)第2章卷板机轴辊受力分析 (7)2.1作用在卷板机辊子上的弯曲扭矩 (7)2.2卷板机的空载扭矩 (8)2.3四辊卷板机的卷板力 (8)第3章电动机的选择与计算 (12)3.1功率计算 (12)3.2电动机的选择 (12)第4章主减速器的设计 (14)4.1电动机的确定 (14)4.2 传动比的分配 (15)4.3传动系统的运动和动力参数设计 (15)4.4 高速级斜齿圆柱齿轮传动的设计计算 (17)4.4.1选择精度等级,材料和齿数 (17)4.4.2 按齿面接触强度设计 (17)4.4.3按齿根弯曲疲劳强度设计 (21)4.4.4几何尺寸计算 (21)4.5中间级斜齿圆柱齿轮传动的设计计算 (22)4.5.1选择精度等级,材料和齿数 (22)4.5.2. 按齿面接触强度设计 (22)4.5.3.按齿根弯曲疲劳强度设计 (24)4.5.4几何尺寸计算 (26)4.6 低速级斜齿圆柱齿轮传动的设计计算: (26)4.6.1选择精度等级,材料和齿数 (26)4.6.2. 按齿面接触强度设计 (27)4.6.3按齿根弯曲疲劳强度设计 (29)4.6.4几何尺寸计算 (30)4.7高速轴的设计以及轴的校核 (32)第5章侧辊传动系统的设计 (36)5.1侧辊电动机的确定 (36)5.2侧辊减速器的确定 (36)5.3蜗轮蜗杆传动设计 (36)第6章下辊筒液压缸的设计 (41)6.1下辊液压系统的工作原理 (41)6.2下辊筒液压缸设计 (42)第7章辊筒轴的强度校核 (47)第8章专题论文 (50)8.1前言 (50)8.2四辊卷板机工作原理 (50)8.3液压同步控制系统研究及设计原理 (52)8.4.结论 (53)致谢 (54)参考文献 (55)前言我所设计的这台四辊卷板机由四个辊筒所组成,其中一个上辊、两个侧辊和一个下辊。
三辊卷板机的设计毕业设计(论文)

图书分类号:密级:毕业设计(论文)三辊卷板机的设计DESIGN OF THREE ROLLER BENDINGMACHINE学生姓名班级学院名称专业名称指导教师学位论文原创性声明本人郑重声明:所呈交的学位论文,是本人在导师的指导下,独立进行研究工作所取得的成果。
除文中已经注明引用或参考的内容外,本论文不含任何其他个人或集体已经发表或撰写过的作品或成果。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标注。
本人完全意识到本声明的法律结果由本人承担。
论文作者签名:日期:年月日学位论文版权协议书本人完全了解关于收集、保存、使用学位论文的规定,即:本校学生在学习期间所完成的学位论文的知识产权归所拥有。
有权保留并向国家有关部门或机构送交学位论文的纸本复印件和电子文档拷贝,允许论文被查阅和借阅。
可以公布学位论文的全部或部分内容,可以将本学位论文的全部或部分内容提交至各类数据库进行发布和检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
论文作者签名:导师签名:日期:年月日日期:年月日摘要本次设计是关于小型对称式三辊卷板机的设计,设计的主要设计的是卷板机的上下辊和减速装置,并要求对它们进行校核计算。
根据课题题目设计要求,先分析了几种卷板机的结构和受力的情况,确定机械结构为三辊对称式。
此类型卷板机机构比较简单,工作占用空间小,便于移动和运输。
论证确定了主、辅运动后,通过计算所需要的传动数据,选择确定所需的电动机。
然后分析关于机构两辊的结构和力学分析,再做校核计算验证。
经过分析研究,机构的减速器选取三级展开式圆柱齿轮减速器。
齿材选用40Cr,并进行调质和淬火处理。
考虑到本次设计的完整性,最后还做了对齿轮、轴、键、轴承的设计及校核。
关键词卷板机;辊子;电动机;减速器;齿轮AbstractThe design is symmetrical about small type three-roller plate design, design is the main design of the plate bending rolls up and down roller and reduction gear, and check calculation them.According to the subject topic design requirements, analyzes several first structure and stress distribution of plate bending rolls, determine the mechanical structure for the three rollers symmetrical type. This type machine body is simple, work takes up the space is little, easy to move and transport. After argument to determine the main and auxiliary motion, through calculate the transmission data, need to choose the required motor. Then analysis of the two roll institution structure and mechanics analysis, do check calculation verification.Through analysis and research, reducer select triple expansion cylindrical gear structure of the organization. Tooth material selection of 40 cr and modulation and quenching process. Considering the integrity of the design, and finally made to the design of gear, shaft, key, bearing and check.Keywords Bending machine;Roller;Motor;Reducer Gear目录摘要 (Ⅰ)Abstract (Ⅱ)1 绪论 (1)2方案的分析与选择 (3)2.1方案的分析 (3)2.2方案的选择 (4)3传动设计 (5)3.1 传动方式 (5)3.1.1 齿轮传动 (5)3.1.2 皮带传动 (6)3.2 选择传动系统 (6)3.2.1 主传动系统 (6)3.2.2 副传动系统 (7)4 动力参数计算 (8)4.1 上、下辊的参数 (8)4.1.1已知参数 (8)4.1.2计算卷板机的基本参数 (8)4.2 主电机的选择 (8)4.2.1受力分析 (8)4.2.2电机的功率计算 (10)4.2.3主电机型号 (11)4.3 上下辊的校核 (11)4.3.1受力分析 (11)4.3.2上辊的校核 (14)4.3.3下辊的校核 (15)5 减速器的设计 (18)5.1 传动方案的设计 (18)5.2 计算传动比 (18)5.3 各轴的参数计算 (19)5.4 齿轮传动设计 (20)5.4.1第一级传动设计 (20)5.4.2第二级传动设计 (24)5.4.3第三级传动设计 (26)5.5 蜗轮、蜗杆的设计 (29)5.5.1选择传动的类型 (29)5.5.2选择材料 (29)5.5.3参数计算 (29)5.5.4各尺寸计算 (29)6 轴、键、减速器的设计 (31)6.1 轴的参数设计 (31)6.2 轴的校核 (33)6.3 轴承的选择 (34)6.4 键的校核计算 (34)6.5 减速器箱体设计 (34)结论 (36)致谢 (37)参考文献 (38)1 绪论1.1概述机械制造业是我国的基础产业,它为整个工业的发展提供技术支持。
毕业设计(论文)收卷机中张力控制系统的设计

摘要张力控制是生产过程中极其重要的一环,良好的张力控制能够确保产品质量,提高生产效率。
本文主要介绍了张力控制变频收卷的控制原理。
此技术能够保证收卷的整个过程很稳定,避免小卷时张力过大;大卷启动时张力过小的现象。
收卷中张力的控制就现在来说还是个难题,文章中基于建立的数学模型,介绍了变频收卷的原理,按照一定的控制策略进行数据处理,实时调整控制信号。
通过PLC进行卷径的计算,改变变频器的输出频率,对电机进行控制。
对收卷而言,随着卷径的逐渐增大,转矩的值也随之增大,变频器输出的速度将随之减少,符合收卷的基本原理,同时张力也在控制之中。
系统实现了收卷张力的工艺定量化,完成了转矩和速度的自动跟踪转变。
为了改进系统的控制性能,我们必须改进控制的策略。
在收卷系统中,传统的PI控制不能够很好地满足张力控制的精度,稳定程度。
所以文章在最后提出了模糊自适应PID控制方法,应该是以后张力控制算法的主流研究方向。
关键词:变频器,收卷,张力控制ABSTRACTGood tension control improves product quality and productivity。
The article introduces the control principle of tension controlled variable frequency。
This technology makes the whole winding process stable and avoids the over tension of small winding and keep tension not getting too small in big rolling。
The control of tension upon rolling-up is the conundrum at present。
This article not only based the math model,but also introduced the project of invariable tension control according PLC which calculated the rolling diameter and adjusted the output frequency of transducer。
热轧卷取机自动控制系统的设计与实现
热轧卷取机自动控制系统的设计与实现发布时间:2021-09-07T06:27:11.916Z 来源:《福光技术》2021年10期作者:王兴亮[导读] 再经过张力模型计算得到带钢此时所受到的实际张力,将实际张力反馈并校正调节。
一重集团(黑龙江)重工有限公司黑龙江齐齐哈尔 161000摘要:热轧板材生产厂主要生产多种汽车板材、冷轧原料板材、花纹钢板材、硅钢板材、X 系列管线钢板材等多种不同规格、材料的板材产品。
现代轧钢厂目前使用比较广泛的主流卷取机品牌有来自德国的 SMS、来自日本的 IHI,自动控制系统则大多采用日本的TMEIC 品牌[1]。
TMEIC 公司的热轧自动控制系统则凭借其优秀的控制性能被国内各大热轧厂广泛采用,具有非常多的优点和广阔的发展前景,值得深入研究。
卷取是热轧生产线的最后一道工序,负责将轧制成型的长直带钢弯曲卷取成为热轧钢卷,再取出入库,以方便贮存、运输、出售。
高品质的热轧卷卷形紧密、薄厚匀称、参数标准、表面光滑、曲线柔韧,尤其是一些高强度的管线钢和超薄的宽带钢,更是对品质要求极高,这就需要一套高精度、稳定性好、张力控制稳定、卷形控制精准的卷取机及其自动控制系统。
本文以国内某热轧厂的卷机生产过程为例开展研究,为了进行良好的恒张力卷取和踏步跟踪控制,保证热轧卷的产品性能和卷形符合行业优秀标准,设计实现了热轧卷取机的自动控制系统,并为实际生产中遇到问题,提出了可行的解决方案,具有深厚的课题背景和重大的研究意义及实践价值。
关键词:热轧卷取机;自动控制;设计1.卷取机恒张力控制系统设计1.1卷取机控制结构设计恒张力踏部控制系统:二级下发的张力给定值,经过芯轴的加减速转矩补偿、弯曲转矩补偿和机械损耗补偿后,将得到的新张力给定值通过速度控制器和张力控制器分解,向对象模型( 即电机系统) 下发电流、电动势和角速度等,输出线速度和转矩,结合夹送棍输出的线速度,再经过张力模型计算得到带钢此时所受到的实际张力,将实际张力反馈并校正调节。
卷板机电器设计论文

第一章卷板机的构造一、卷板机本体结构及工作原理(一)机器结构图:如图所示,机构主要由工作辊传动系统、支承辊装置、番倒机构、平衡装置、及机架五大部分所组成。
1、工作辊传动系统该设备对板材的成型主要是由一个上辊和两个下辊相互作用来完成的,上辊则是由两个滑块轴套及机架支承并安装在一整体机座上。
下辊也是由滑块轴套安置在机座上,可沿机座上的导轨水平移动。
由于该设备主要是用来卷制89mm~250mm 的不锈钢筒体,所需驱动功率不是很大,不必采用全驱动,因此采用下辊驱动的方式,即上辊作为被动辊。
工作辊传动系统分主、辅传动系统,主传动为两下辊的旋转运动,辅传动为下辊的水平移动和上辊的上下移动。
上辊的上下移动可同步移动也可分别移动。
主传动系统:它是采用机械传动,即:电机—减速器—联轴器—万向器—下辊。
辅助传动系统:(1)下辊的水平移动则是采用伺服机械传动:电机—联接器—传动螺杆—下辊轴承座。
(2)上辊的上升、下降是采用液压的传动方式:泵站—液压缸—上辊—轴承座。
2、支承辊装置三辊卷板机在工作过程中,上辊下压、下辊旋转,使板料绕上辊发生连续弯曲,从而卷制出筒体。
就该设备而言由于卷制的板材一般都是2.5-3mm 的钢板,所以对辊的支承没有太高的要求,一般两头采用滑块轴套安装支承辊。
3、翻倒机构为便于成形筒体的卸料,必须设置倾倒机构,使右侧活动机架实现翻倒、复位动作。
翻倒机构由翻倒绕轴、翻倒油缸、锁紧缸、插销等组成。
实现翻倒时,上辊必须位于最高位置,锁紧钢带动插销退出,翻倒油缸驱动倾倒机架绕销轴转动倾倒90°,机架翻倒后,便可从上辊取出工件。
卷制时由液压缸复位支承上辊。
4、平衡装置平衡装置是为了在卷板完成后卸下卷制成形的筒件而设置的。
当翻倒机架翻倒后由于平衡装置的作用,翻倒侧上辊处于悬臂状态,它采用是下压式,当上辊到位后压下行程开关,同时上辊左端接触平衡装置的下压块,此时按下翻倒运行按钮即可翻倒运行。
5、机架机架部分包括底座、左右半机架。
毕业设计8mm卷板机的设计
说明书的内容一.设计题目二.卷板机的用途,特点及主要参数三.卷板机电机的选择四.卷板机结构的确定五.传动方案的分析六.卷板机主要零件的估算和验算七.润滑系统的设计八.设计的体会及总结九.其他一.设计题目: 8mm卷板机的设计二.卷板机的用途特点及主要参数1.卷板机的用途利用卷板机可将板料卷成单曲率或双曲率的制件.本台卷板机主要是用来卷制圆柱面,通风管,也可卷制圆锥面等.2.卷板机的工作原理本台卷板机为对称式三辊筒卷板机, 其辊筒断面图如下:1. 上辊筒 2 下辊筒 3 板料上棍1有两种运动:一种是可上下垂直运动,使量于上下棍间的板料3到不同的卷曲半径上棍通过升降电机带动垂直运动;另一种运动就是可转动,是由板料送进时与上棍筒产生摩擦而转动.下棍2只有一种运动即转动,它是通过主电机齿轮而转动的,下辊筒为主动辊.工作时板料置于上下辊间,压下上辊使板料在支撑点间发生弯曲,当两下辊转动时由于摩擦力作用使板料移动,从而使整个板料发生均匀的弯曲.3卷板机的特点对称三辊筒卷板机结构简单紧凑,重量轻,易于制造,维修,投资少,两侧辊可以做得很近.成形较准确,但剩余直边大.它一般需配预弯设备或不要求弯边的各种卷板工作,可用对称式.4卷板工艺过程1. 预弯: 对于较薄板可直接在卷板机上用垫板弯曲如图示:3.对中将预弯的板料置于卷板机上滚弯时,为防止产生歪斜应将板料对中,使板料的纵向中心线与辊筒轴线严格保持平行.5卷板机的主要参数卷板规格(最厚X宽度) 8X2000 mm卷制3X2000mm板时最小弯曲半径90 mm上辊直径/侧轴直径Φ121/Ф117.5 mm两侧辊中心距 180 mm卷板速度 4 m/分主电机功率 2.2千瓦升降电机功率 1.5千瓦三. 卷板机电机功率的确定(一) 工艺参数计算已知条件板厚S=3mm, 板宽L=2000 mm, 最小弯曲半径Rmin=90 mm板料的最大变形弯矩Mσs w s M R k k ⎪⎪⎭⎫ ⎝⎛+=min 012(1-1)查《机械工程手册》取5.11=k; k 0-材料的相对强化系数。
卷板机毕业设计

卷板机毕业设计卷板机毕业设计近年来,随着工业自动化的发展,卷板机在金属加工行业中起到了至关重要的作用。
卷板机是一种用于将金属板材卷曲成一定形状的机械设备,广泛应用于建筑、汽车、航空航天等领域。
作为一名机械工程专业的学生,我决定以卷板机为毕业设计的主题,旨在研究和改进卷板机的性能和效率。
首先,我将对卷板机的工作原理进行深入研究。
卷板机主要由上辊、下辊和辊架组成,通过辊架的调整和辊轴的旋转,将金属板材卷曲成所需的形状。
在研究过程中,我将关注卷板机的传动系统、控制系统以及安全保护装置等关键部件的设计和优化。
通过深入了解卷板机的工作原理,我可以更好地理解其运行机制,为后续的改进和优化提供基础。
其次,我将重点关注卷板机的性能和效率问题。
卷板机的性能直接影响到生产效率和产品质量。
通过对卷板机的性能参数进行测试和分析,我可以评估其工作效率、卷曲精度和稳定性等方面的表现。
在此基础上,我将探索如何优化卷板机的性能,例如改进辊轴的材料和加工工艺,提高辊轴的耐磨性和抗变形能力,以减少设备故障和维修成本。
此外,我还将研究卷板机的自动化控制系统。
随着工业4.0的到来,自动化技术在制造业中得到广泛应用。
通过引入自动化控制系统,可以提高卷板机的生产效率和运行稳定性。
我将研究和设计一套适用于卷板机的自动化控制系统,实现对卷板机的远程监控、参数调整和故障诊断等功能。
这将为企业提供更便捷、高效的生产方式,提升整体竞争力。
最后,我将对卷板机的安全保护装置进行改进和优化。
卷板机在运行过程中存在一定的安全风险,如辊轴的过热、过载等问题。
通过引入先进的安全保护装置,可以及时发现和处理潜在的安全隐患,保障操作人员的人身安全和设备的正常运行。
我将研究和设计一套完善的安全保护系统,包括温度传感器、负荷传感器和紧急停机装置等,以确保卷板机的安全运行。
综上所述,卷板机作为一种重要的金属加工设备,其性能和效率的优化对于提升企业竞争力具有重要意义。
通过对卷板机的工作原理、性能和控制系统进行深入研究和改进,可以提高卷板机的生产效率、产品质量和安全性能,为企业的发展做出贡献。
三辊卷板机毕业设计

三辊卷板机毕业设计三辊卷板机毕业设计随着工业的发展,卷板机在生产过程中扮演着重要的角色。
而三辊卷板机作为其中一种常见的类型,具有广泛的应用领域。
本文将探讨三辊卷板机的毕业设计,从设计原理、结构和功能等方面进行分析。
设计原理三辊卷板机的设计原理基于金属材料的塑性变形特性。
通过三个辊子的旋转和压力,使得金属材料在两个辊子之间发生塑性变形,从而实现卷板的目的。
其中,上辊和下辊是主动辊,通过电机驱动旋转;而中辊则是被动辊,起到支撑和引导作用。
结构设计三辊卷板机的结构设计需要考虑到多个因素,包括机身框架、辊子、传动系统、润滑系统等。
机身框架需要具备足够的强度和刚度,以承受辊子的旋转和金属材料的压力。
辊子的设计需要考虑辊径、辊长、辊材质等因素,以满足不同卷板需求。
传动系统通常采用齿轮传动或链条传动,确保辊子的同步旋转。
润滑系统则用于减少辊子之间的摩擦,延长使用寿命。
功能设计在三辊卷板机的毕业设计中,功能设计是至关重要的一环。
根据不同的应用需求,可以设计出多种功能的卷板机。
例如,可以设计出具有自动送料功能的卷板机,通过传感器和控制系统实现材料的自动进给和定位。
另外,还可以设计出带有压力调节功能的卷板机,通过调整上辊和下辊之间的压力,控制卷板的厚度和硬度。
此外,还可以增加辊子的翻转功能,以便更好地处理较宽的金属材料。
设计考虑在进行三辊卷板机的毕业设计时,需要考虑到多个因素。
首先是安全性考虑,设计中必须确保操作人员的人身安全。
例如,可以增加安全防护装置,避免操作人员接触到旋转的辊子。
其次是稳定性考虑,设计中需要确保卷板机的运行平稳,避免产生振动和噪音。
此外,还需要考虑到易维护性和可靠性,设计中应尽量采用易于维修和更换的零部件,以减少故障和停机时间。
应用领域三辊卷板机在许多行业中都有广泛的应用。
例如,它可以用于金属加工行业,用于制造金属板材、管材和型材等。
此外,它还可以用于建筑行业,用于卷制钢筋和钢板等。
另外,它还可以用于汽车制造行业,用于卷制汽车车身板材。
卷板机设计-毕业设计(论文)开题报告

在我设计的这台四辊卷板机中,我采用了由主电动机通过主减速器以及联轴器,从而带动上辊的旋转。而下辊的运动我采用在下辊的两端各放一个液压缸,通过液压缸内的液压油作用于活塞而使下辊能够实现上下的升降运动,以便夹紧钢板,用液压系统来控制下辊筒的升降以及两个液压缸在上升的过程中保持同步上升。在下辊的两侧设有两个侧辊,两个侧辊分别由两个电动机通过两个单级减速器以及联轴器带动;两个电动机可以分别单独控制也可以同时控制,两个侧辊可以沿着机架导轨做倾斜运动,通过丝杆丝母蜗轮蜗杆传动。
液压同步控制系统研究及设计原理
结论
结束语
致谢
参考文献
附录中文译文
附录英文原文
主要参阅文献
1.濮良贵,纪名刚主编.机械设计(第七版).北京:高等教育出版社,2002
2.垄桂义主编.机械设计课程设计图册.北京:高等教育出版社,2000
3.沈兴全,吴秀玲主编.液压传动与控制.北京:国防工业出版社,2005
毕业设计(论文)开题报告
(由学生填写)
学生姓名
专业
班级
拟选题目
卷板机设计
选题背景
近些年随着原子能、石油化工、海洋开发、宇航、军工等部门的迅速发展,卷板机作业的范围正在不断的扩大,要求也在不断提高,现在卷板机已经广泛应用于锅炉、造船、石油化工、航空、水电、装潢、金属结构等行业中,用于将金属板材卷制成圆柱、圆锥或者将任意形状卷曲成圆柱形或其一部分。
卷板机数控系统的硬件和软件设计
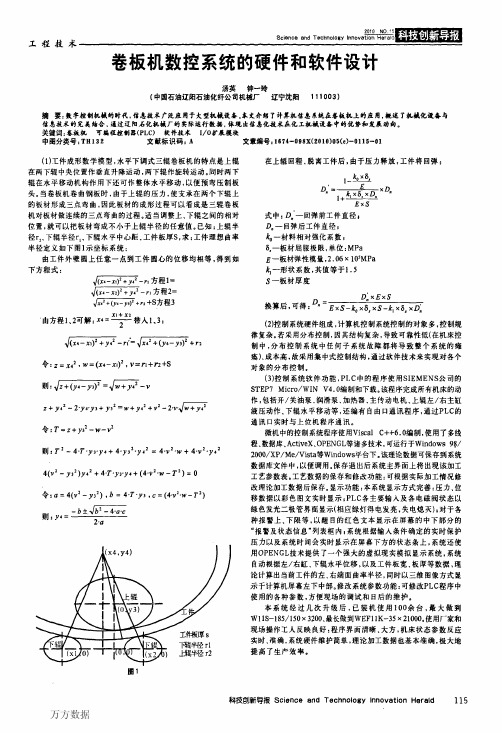
则:r 2—4・T・y 3・y 4+4・y,2・_y 42=4・v 2・w+4・v 2・),4 4(v 2一y3 2)y42+4・r・y3-y4+(4"V 2・W—T 2)=0
令:a=4(v2一y32),b=4"T-y /关油泵.润滑泵、加热器、主传动电机、上辊左/右主缸 液压动作、下辊水平移动等,还编有自由口通讯程序,通过PLC的 通讯口实时与上位机程序通讯。 微机中的控制系统程序使用Viscal c++6.0编制,使用了多线 程、数据库、ActiveX、OPENGL等诸多技术,可运行于Windows 98/ 2000/XP/Me/ViSta等Windows平台下。该理论数据可保存到系统 数据库文件中,以便调用。保存退出后系统主界面上将出现该加工 工艺参数表。工艺数据的保存和修改功能:可根据实际加工情况修 改理论加工数据后保存。显示功能:本系统显示方式完善:压力、位 移数据以彩色图文实时显示;PLC各主要输入及各电磁阀状态以 绿色发光二极管界面显示(相应绿灯得电发亮,失电熄灭);对于各 种报警上、下限等,以醒目的红色文本显示在屏幕的中下部分的 “报警及状态信息”列表框内,系统根据输入条件确定的实时保护 压力以及系统时间会实时显示在屏幕下方的状态条上,系统还使 用OPENGL技术提供了一个强大的虚拟现实模拟显示系统,系统 自动根据左/右缸、下辊水平位移,以及工件板宽、板厚等数据,理 论计算出当前工件的左、右端面曲率半径,同时以三维图像方式显 示于计算机屏幕左下中部。修改系统参数功能:可修改PLC程序中 使用的各种参数,方便现场的调试和日后的维护。 本系统经过几次升级后,已装机使用l 00余台,最大做到
作者: 作者单位: 刊名: 英文刊名: 年,卷(期): 被引用次数: 汤英, 钟一玲 中国石油辽阳石油化纤公司机械厂,辽宁,沈阳,111003 科技创新导报 SCIENCE AND TECHNOLOGY INNOVATION HERALD 2010,""(15) 0次
卷板机数控系统的硬件和软件设计
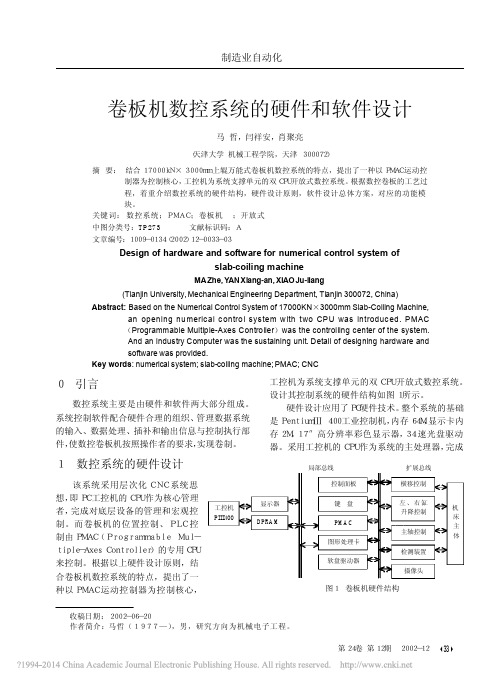
3334第24卷 第12期 2002-12卷板机数控系统的硬件和软件设计马 哲,闫祥安,肖聚亮(天津大学 机械工程学院,天津 300072)Design of hardware and software for numerical control system ofslab-coiling machineMA Zhe, Y AN Xiang-an, XIAO Ju-liangAbstract: Based on the Numerical Control System of 17000KN ×3000mm Slab-Coiling Machine,an opening nu meric al c ontro l sys tem w ith two CP U was introduc ed. P MAC (Programmable Multiple-Axes Controller )was the controlling center of the system.And an industry Computer was the sustaining unit. Detail of designing hardware and software was provided.Key words : numerical system; slab-coiling machine; PMAC; CNC摘 要:结合17000kN×3000mm上辊万能式卷板机数控系统的特点,提出了一种以PMAC运动控制器为控制核心,工控机为系统支撑单元的双CPU开放式数控系统。
根据数控卷板的工艺过程,着重介绍数控系统的硬件结构,硬件设计原则,软件设计总体方案,对应的功能模块。
关键词:数控系统;PMAC;卷板机 ;开放式中图分类号:TP273 文献标识码:A文章编号:1009-0134(2002)12-0033-03(Tianjin University, Mechanical Engineering Department, Tianjin 300072, China)收稿日期: 2002-06-20作者简介:马哲(1977—),男,研究方向为机械电子工程。
自动卷边机液压系统PLC控制设计

电气控制与可编程控制技术课程设计报告题目:自动卷边机液压系统PLC控制设计院(系):专业班级:学生姓名:学号:指导教师:2017年6月19日至2017年06月23日《电气控制与可编程控制技术课程设计》任务书一、设计题目自动卷边机液压系统PLC控制设计二、设计主要内容1.设计要求(1)液压传动控制系统要求自动/手动两种控制方式①自动控制方式:根据搭建的液压回路,在给定压力、速度的情况下,能自动进行系统油路的泵、阀的控制。
②手动控制方式:根据回路供油要求,手动操作完成油路的泵、阀的控制。
(2)单杆式活塞油缸前进后退运行要求限位开关进行限位。
前进后退运行要有联锁功能。
(3)将电磁阀、传感器的信号线接入程序控制箱模块,使油缸的活塞杆按照规定的顺序动作。
2.主要内容(1)继电器-接触器控制系统设计(选做)①运用继电器、接触器、按钮、行程开关等常用低压电器元件,根据回路顺序动作要求完成液压传动的控制系统设计;②查阅相关技术资料,拟定课题实施方案,进行电气控制系统的电路设计,包括主电路、控制电路及搭建行程控制顺序动作的液压回路。
(2)PLC控制系统设计(必做)①根据自动卷边机液压系统的动作过程,设计一个由PLC控制的动力滑台液压传动系统;②根据控制要求,运用PLC相关知识,拟定课题实施方案,进行电气控制系统硬件电路设计,包括控制电路及PLC硬件配置电路;③液压传动系统PLC控制系统的软件设计;④利用实验室设备完成硬件接线及运行调试;三、原始资料1. 液压回路设计一台自动卷边机的液压控制系统。
由于设计空间有限,模拟加工过程,工件的上料、卸料由手动完成,上盖闭合、锁紧、推送底板、工作台进给由液压系统完成。
滚压轮的回转运动由电机带动其运动。
卷边机的工作循环为:“手动放料—上盖闭合—上下盖锁紧—推送底板—推送装置退回原点—滚轮旋转卷边同时平移进给—5S完成进给后退回并滚轮停止旋转—停止—上下盖松开—上盖开启—手动卸料”。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
【毕业设计】卷板机控制系统设计目录前言 (1)第一章绪论 (2)1.1国内外卷板机设备的技术现状 (2)1.1.1国外卷板设备的技术现状 (2)1.1.2国内卷板设备的技术现状 (2)1.2 课题研究意义 (3)1.3 毕业设计内容 (3)第二章电气控制系统总体方案设计 (4)2.1机器结构 (4)2.2 工艺过程 (6)2.3 功能需求分析 (7)2.4系统方案设计 (8)第三章电气控制系统图的设计 (10)3.1电气控制系统图 (10)3.2电气原理图设计 (11)3.3常用低压电器简介及其选型 (12)3.3.1常用的低压电器 (12)3.3.2低压电器选型 (12)第四章控制系统的硬件设计 (13)4.1 可编程逻辑控制器配置 (13)4.1.1 PLC技术概述 (13)4.1.2可编程逻辑控制器型号的选择 (15)4.2 人机界面配置 (16)4.2.1触摸屏工作原理及选型 (16)4.2.2触摸屏性能介绍 (17)4.3传感器配置 (17)4.3.1 拉线位移传感器 (17)4.3.2 形程开关 (18)第五章控制系统的软件设计 (19)5.1PLC程序设计 (19)5.1.1 STEP 7设计软件简介 (19)5.1.2 I/O地址分配 (19)5.1.3 PLC程序编写 (20)5.2触摸屏操作界面设计 (25)5.2.1触摸屏界面设计方法 (25)5.2.2 系统的操作界面具体设计 (26)5.3控制器与上位机通信 (31)5.3.1 异步串行通信 (31)5.3.2 PLC与MT6056I通信 (31)第六章总结 (34)致谢 (36)参考文献 (37)附件:毕业论文光盘资料前言卷板机是建造海上石油采集平台和生产压力容器所必须的设备。
它的功率很大一般在几十千瓦,所以生产厂家大多采用交流电机作为驱动控制部件。
一般采用手工操作,这种方式加工效率低,且加工精度难以保证,已不能很好地满足现代市场对产品加工效率和质量的要求,因而必须对卷板机进行简易的数控化改造,以适应市场对卷板机加工效率和精度的要求。
随着工业自动化的发展,基于PLC、单片机和PC的自动化系统和自动化设备越来越普及,几乎遍布所用的自动化领域,与之相应的人机界面也应运而生,并得到了同步发展。
卷板机是典型机电一体化实例,本次设计是在了解机械结构的基础上,对用户要求进行详细的需求功能分析,采取相应的控制方案,使其满足用户要求。
本次设计采用了PLC+触摸屏的控制方案,其实就是控制系统的上位机和下位机,是综合了计算机技术、自动化控制技术和通信技术的一种新型、实用的自动控制装置,被广泛地用于工业控制领域,具有可靠性好稳定性高、实时处理能力强、使用灵活方便、编程容易等特点。
第一章绪论本章主要介绍有关卷板机的发展状况,具体包括:卷板机的概念、特点、分类、用途、意义、发展、趋势以及关键技术等,然后交代了本次毕业设计的意义,最后介绍了本次毕业设计的主要任务。
1.1国内外卷板设备的技术现状卷板机是一种将金属板材弯卷成筒体、锥体、曲面体或其他形体的通用成型设备。
该设备广泛用于锅炉、造船、石油、化工、金属结构及机械制造行业。
关于卷板机的分类,国外一般以工作辊的配置方式来划分。
国内普遍以工作辊数量及调整型式等来分类,一般分为:三辊卷板机(包括对称式三辊卷板机、非对称式三辊卷板机、水平下调式三辊卷板机、倾斜下调式三辊卷板机等)、四辊卷板机、特殊用途卷板机(有船用卷板机、锥体卷板机、双辊卷板机等)。
1.1.1国外卷板设备的技术现状目前,国外卷板设备生产水平较高的有瑞士、意大利、德国、日本等国家。
这些国家对板厚小于38mm 的板料的卷制,大多采用机械式或机液混合驱动式。
对板厚大于40mm 的板料的卷制,多采用全液压驱动式卷板机。
由于三辊不对称可调式卷板机较四辊卷板机结构简单、体积小、价格低、耗电少,且具有四辊卷板机便于端部预弯、剩余直边小等特点,已在不少国家得到广泛开发和应用。
特别是随着计算机技术的迅猛发展,卷板设备也越来越多的采用计算机实行自动控制,使加工精度、工作效率大大提高,同时减少了工人的劳动强度、改善了工作条件。
国外著名厂家的产品有:瑞士Chr.Haeusler 公司,生产世界上最大的四辊卷板设备—VRM-hy 4000×150mm冷卷钢板规格为:150×4000mm(最大厚度×最大宽度),热卷规格为260×4000mm,主要用于核工业方面;意大利PROMAU 公司生产全液压式“DAVI”系列四辊卷板机,它具有自动平衡系统(ABS)、行星摆式回转导轨(PSG)、自动润滑系统(ALS)、节能系统(ESS);国外生产卷板设备的著名厂家还有西德的瑟尔夫公司、福斯造船及机械公司;英国布郎克公司;日本富士车辆公司等。
1.1.2国内卷板设备的技术现状科学技术的发展和对国外卷板技术的不断学习和引进,使我国卷板设备的生产技术有了很大提高。
近几年,我国生产的三辊水平下调卷板机和四辊卷板机越来越多地代替了在卷板设备中一直占据主要地位的对称三辊卷板机。
随着液压产品生产技术不断进步,国产液压元件的精度、性能已达到较高的水平。
所以,液压传动也越来越多的应用于卷板设备中。
目前,用于卷制中薄板的小功率卷板机多采用机械传动或机液混合驱动,用于卷制厚板的大功率卷板机多采用液压驱动或多电机同时驱动。
但由于我国机械加工设备水平与加工技术水平与世界发达国家相比,仍有一定的差距,所生产的机械零部件和液压元件的加工精度达不到设计要求,因机械摩擦造成的机械损失和因泄漏造成的液压损失较高。
所以卷制同等规格的钢板,所需卷板机功率要高于国外的卷板机,使得卷板设备体积庞大,形体笨重。
另外,我国引进国外数控卷板技术,在数控卷板工艺和设备研究方面作了大量工作。
但无论国内还是国外的卷板机,从数控技术的实现上看,还均不能达到令人满意的结果,还不能根据被卷制坯料的材质、规格尺寸、卷曲曲率等,正确计算和调整工艺参数,达到真正的全自动控制,而是需要较多的人工干预。
国内生产卷板设备的厂家有一重、二重、沈阳重型机械厂、太原重型机械厂、、南京环力重工机械公司等。
1.2课题研究意义本次设计是结合工厂的实际需求对水平下调卷板机电气控制部分进行了详细的设计,符合所学专业,把电、机、液三个部分有机的结合在一起,使课程有所延续,提高了学生学习的积极性、分析问题及解决问题的能力,在其设计过程中综合考虑各个方面,如:方案的确定、设计成本、可扩展性等多方面因素,再结合本专业学以致用的特色,具有一定的实际意义,同时为以后从事电气设计行业打下了扎实的基础。
1.3 毕业设计内容1.查阅资料,了解水平下调三辊卷板机机械本体结构,明确其工作原理。
2.明确控制对象,并对需求功能进行详细的分析,确定控制方案并画出整体控制框图。
3.结合控制对象,绘制控制系统的原理图,并对所用低压电器进行选型。
4.结合功能需求分析,对I/O口进行地址分配、绘制工作流程图、编写可编程逻辑控制器梯形图,绘制人机界面并进行调试。
5.利用现有的设备,对整个系统模拟联机调试并进行相应的改进。
第二章电气控制系统总体方案设计2.1机器结构本次毕业设计的水平下调式卷板机下辊可水平移动、下辊间距固定、能够实现预弯功能、上辊可上下运动,因此可灵活的变成对称式和非对称式三辊卷板机,既具有对称三辊卷板机结构简单、紧凑、工作辊受力性能好的特点,又具有非对称式三辊卷板机不用调头即可预弯端头的优点。
其图如图2.1 所示,可划分为工作辊传动系统、支承辊装置、翻倒机构、平衡装置、制动系统及机架六个部分。
1.工作辊传动系统该机器有一个上辊和两个下辊为工作辊,上辊由两侧的两个机架支承并安装在一整体机座上。
下辊轴承座安置机座上,可沿机座上的导轨水平移动。
由于该机器主要是用来卷制25mm~32mm 的普通碳素结构钢板,所需驱动功率是很大,不必采用全驱动,因此它采用下辊驱动的方式,即上辊作为被动辊。
工作辊传动系统分主、辅传动系统,主传动为两下辊的旋转运动,辅传动为下辊的水平移动和上辊的上下移动。
上辊的上下移动可同步移动也可分别移动。
主传动系统:它是采用机械传动,即:电机—减速器—联轴器—下辊。
辅助传动系统:(1)下辊的水平移动也是采用机械传动:电机—减速器—蜗轮蜗杆传动—螺母传动—下辊轴承座。
(2)上辊的上升、下降是采用液压的传动方式:泵站—液压缸—上辊(或下辊)轴承座。
2.支承辊装置三辊卷板机在工作过程中,上辊下压、下辊旋转,使板料绕上辊发生连续弯曲,从而卷制出筒体。
一般来讲,卷板机的上辊直径大、刚性较好,下辊直径较小,刚性不如上辊。
如果卷板时上辊的压下力较大,而下辊的刚度不足时,就会使辊轴在卷制筒体的过程中发生变形而出现挠曲,使得卷出的筒体中间部位曲率半径变大而形成鼓状,当板料宽度越大或卷制筒体直径较小时。
这种鼓体变形越严重。
为防止工作辊挠曲变形而引起的工作精度低,影响卷板质量,卷板机设置有支承辊装置。
图2.1 水平下调卷板机结构简图1、减速器2、制动器3、平衡装置4、主电机5、频敏变阻器6、万向连器7、左机架 8、右机架 9、上辊 10、支承辊 11、减速器 12、平移电机 13、右机架 14、翻倒缸 15、固定侧油缸 16、翻倒侧油缸3.翻倒机构为方便卸下卷制成形的筒件,必须设置倾倒机构,使右侧活动机架实现翻倒、复位动作。
翻倒机构由翻倒绕轴、翻倒油缸等组成。
右侧活动机架安装有锥形轴承,该锥形轴承支承上辊右端轴径。
右机架翻倒前,上辊中心线必须位于设备中心,上辊也必须位于最高位置;卸料时右机架及轴承体由外力驱动绕销轴转动倾倒0°~90°,实现翻倒。
右机架翻倒后,锥形轴承与上辊脱开,便于从上辊取出工件。
卷制时由液压缸复位支承上辊。
4.平衡装置平衡装置是为了在卷板完成后卸下卷制成形的筒件而设置的。
当翻倒机架翻倒后由于平衡装置的作用,翻倒侧上辊处于悬臂状态,它采用是下压式,当上辊到位后压下行程开关,同时上辊左端接触平衡装置的下压块,此时按下翻倒运行按钮即可翻倒运行。
5.制动系统由于卷板机运行工况以带负载频繁启动、制动为特征,所以主运动(下辊的旋转运动)机构必须设置制动系统,以减少转动惯量,提高运动精度和运动的平稳性。
它采用的是:在主电机的输出轴加液压制动器,当主电机得电时,液压制动器同时得电,使得液压制动器打开;当主电机丢失电压,液压制动器也丢失电压,制动器收缩,对主电机输出轴进行抱闸。
6.机架机架部分包括底座、左右半机架。
左右半机架分别由结构件焊接而成;机架的下部用螺栓和平键固定在底座上。
底座采用钢板焊接而成。
所有焊接件均经过退火处理,消除应力,防止变形。
2.2工艺过程卷板时,将板料放在上、下工作辊之间。