钢材折弯计算公式精选.
钢材折弯计算公式
钢材折弯计算公式1 目的统一展开计算方法,做到展开的快速准确.2 适用范围五金模厂3 展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.4 计算方法展开的基本公式:展开长度=料内+料内+补偿量*****************************************4.1 R=0,折弯角θ=90°(T<1.2,不含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.4T上式中取:λ=T/4K=λ*π/2=T/4*π/2=0.4T图一*****************************************4.2 R=0, θ=90°(T≧1.2,含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.5T上式中取:λ=T/3K=λ*π/2=T/3*π/2=0.5T图二*****************************************L=(A-T-R)+(B-T-R)+(R+λ)*π/2(=A+B-2T-2R+(R+T/3)*π/2)当R ≧5T时λ=T/21T≦ R <5Tλ=T/30 < R <T λ=T/4(实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际测量长度的方法.以下相同)图3*****************************************λ=T/3L=[A-T*tan(a/2)]+[B-T*tan(a/2)]+T/3*a(a单位为rad,以下相同)图4*****************************************L=[A-(T+R)* tan(a/2)]+[B-(T+R)*tan(a/2)]+(R+λ)*a当R ≧5T时λ=T/21T≦ R <5Tλ=T/30 < R <T λ=T/4图5*****************************************计算方法请示上级,实际计算时可参考以下几点原则:(1)当C≧5时,一般分两次成型,按两个90°折弯计算.(要考虑到折弯冲子的强度)L=A-T+C+B+2K 【K=λ * α(α=90度时,α=π/2、λ= T/3如上)】(2)当3T<C<5时<一次成型>:L=A-T+C+B+K(3)当C≦3T时<一次成型>:L=A-T+C+B+K/2图6*****************************************C≦3T时<一次成型>:L=A-T+C+B+D+K图7***************************************** 冲压展开原理(续上)4.8 抽芽抽芽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;ABCD四边形面积=GFEA所围成的面积.一般抽孔高度不深取H=3P(P为螺纹距离),R=EF见图∵ T*AB=(H -EF)*EF+π*(EF)2/4∴ AB={H*EF+(π/4-1)*EF2}/T∴预冲孔孔径=D – 2ABT≧0.8时,取EF=60%T.在料厚T<0.8时,EF的取值请示上级.图8*****************************************4.9 方形抽孔方形抽孔,当抽孔高度较高时(H>Hmax),直边部展开与弯曲一致, 圆角处展开按保留抽高为H=Hmax的大小套弯曲公式展开,连接处用45度线及圆角均匀过渡, 当抽孔高度不高时(H≦Hmax)直边部展开与弯曲一致,圆角处展开保留与直边一样的偏移值.当R≧4MM时:材料厚度T=1.2~1.4取Hmax =4T材料厚度T=0.8~1.0取Hmax =5T材料厚度T=0.7~0.8取Hmax =6T材料厚度T≦0.6取Hmax =8T当R<4MM时,请示上级.*****************************************4.10压缩抽形1 (Rd≦1.5T)原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.当Rd≦1.5T时,求D值计算公式如下:D/2=[(r+T/3)2+2(r+T/3)*(h+T/3)]1/2*****************************************4.11压缩抽形2 (Rd>1.5T)原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.当Rd>1.5T时:l按相应折弯公式计算.D/2={(r+T/3)2+2(r+T/3)*(h+T/3)-0.86*(Rd-2T/3)*[(r+T/3)+0.16*(Rd-2T/3)]}1/2***************************************** 4.12卷圆压平图(a): 展开长度L=A+B-0.4T图(b): 压线位置尺寸 A-0.2T图(c): 90°折弯处尺寸为A+0.2T图(d): 卷圆压平后的产品形状***************************************** 4.13侧冲压平图(a): 展开长度L=A+B-0.4T图(b): 压线位置尺寸 A-0.2T图(c): 90°折弯处尺寸为A+0.8T图(d): 卷圆压平后的产品形状*****************************************4.14 综合计算如图:L=料内+料内+补偿量=A+B+C+D+中性层弧长(AA+BB+CC)(中性层弧长均按“中性层到板料内侧距离λ=T/3”来计算)图14*****************************************图15*****************************************说明:1以上攻牙形式均为无屑式.2抽牙高度:一般均取H=3P,P为螺纹距离(牙距).3.内径:M3 Φ2.75 M3.50 Φ3.20M 4 Φ3.65# 6-32 Φ3.10.4.以上抽牙和预冲孔孔径供参考,实际运用时要考察具体情况.5.以下3页附件为折弯计算的简易公式和折弯系数表。
钢材折弯计算公式

1 目的统一展开计算方法,做到展开的快速准确.2 适用范围五金模厂3 展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.4 计算方法展开的基本公式:展开长度=料内+料内+补偿量*****************************************4.1 R=0,折弯角θ=90°(T<1.2,不含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.4T上式中取:λ=T/4K=λ*π/2=T/4*π/2=0.4T图一*****************************************4.2 R=0, θ=90°(T≧1.2,含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.5T上式中取:λ=T/3K=λ*π/2=T/3*π/2=0.5T图二*****************************************L=(A-T-R)+(B-T-R)+(R+λ)*π/2 (=A+B-2T-2R+(R+T/3)*π/2)当R ≧5T时λ=T/21T≦ R <5Tλ=T/30 < R <T λ=T/4(实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际测量长度的方法.以下相同)图3*****************************************λ=T/3L=[A-T*tan(a/2)]+[B-T*tan(a/2)]+T/3*a(a单位为rad,以下相同)图4*****************************************L=[A-(T+R)* tan(a/2)]+[B-(T+R)*tan(a/2)]+(R+λ)*a当R ≧5T时λ=T/21T≦ R <5Tλ=T/30 < R <T λ=T/4图5*****************************************计算方法请示上级,实际计算时可参考以下几点原则:(1)当C≧5时,一般分两次成型,按两个90°折弯计算.(要考虑到折弯冲子的强度)L=A-T+C+B+2K 【K=λ * α(α=90度时,α=π/2、λ= T/3如上)】(2)当3T<C<5时<一次成型>:L=A-T+C+B+K(3)当C≦3T时<一次成型>:L=A-T+C+B+K/2图6*****************************************C≦3T时<一次成型>:L=A-T+C+B+D+K图7***************************************** 冲压展开原理(续上)4.8 抽芽抽芽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;ABCD四边形面积=GFEA所围成的面积.一般抽孔高度不深取H=3P(P为螺纹距离),R=EF见图∵ T*AB=(H -EF)*EF+π*(EF)2/4∴ AB={H*EF+(π/4-1)*EF2}/T∴预冲孔孔径=D – 2ABT≧0.8时,取EF=60%T.在料厚T<0.8时,EF的取值请示上级.*****************************************4.9 方形抽孔方形抽孔,当抽孔高度较高时(H>Hmax),直边部展开与弯曲一致, 圆角处展开按保留抽高为H=Hmax的大小套弯曲公式展开,连接处用45度线及圆角均匀过渡, 当抽孔高度不高时(H≦Hmax)直边部展开与弯曲一致,圆角处展开保留与直边一样的偏移值.当R≧4MM时:材料厚度T=1.2~1.4取Hmax =4T材料厚度T=0.8~1.0取Hmax =5T材料厚度T=0.7~0.8取Hmax =6T材料厚度T≦0.6取Hmax =8T当R<4MM时,请示上级.*****************************************4.10压缩抽形1 (Rd≦1.5T)原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.当Rd≦1.5T时,求D值计算公式如下:D/2=[(r+T/3)2+2(r+T/3)*(h+T/3)]1/2*****************************************4.11压缩抽形2 (Rd>1.5T)原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.当Rd>1.5T时:l按相应折弯公式计算.D/2={(r+T/3)2+2(r+T/3)*(h+T/3)-0.86*(Rd-2T/3)*[(r+T/3)+0.16*(Rd-2T/3)]}1/2***************************************** 4.12卷圆压平图(a): 展开长度L=A+B-0.4T图(b): 压线位置尺寸 A-0.2T图(c): 90°折弯处尺寸为A+0.2T图(d): 卷圆压平后的产品形状***************************************** 4.13侧冲压平图(a): 展开长度L=A+B-0.4T图(b): 压线位置尺寸 A-0.2T图(c): 90°折弯处尺寸为A+0.8T图(d): 卷圆压平后的产品形状*****************************************4.14 综合计算如图:L=料内+料内+补偿量=A+B+C+D+中性层弧长(AA+BB+CC)(中性层弧长均按“中性层到板料内侧距离λ=T/3”来计算)图14*****************************************a标注公差的尺寸设计值:取上下极限尺寸的中间值作为设计标准值.b孔径设计值:一般圆孔直径小数点取一位(以配合冲头加工方便性),例:3.81取3.9.有特殊公差时除外,例:Φ3.80+0.050取Φ3.84.c 产品图中未作特别标注的圆角,一般按R=0展开.附件一:常见抽牙孔孔径一览表图15*****************************************说明:1以上攻牙形式均为无屑式.2抽牙高度:一般均取H=3P,P为螺纹距离(牙距).3.内径:M3 Φ2.75 M3.50 Φ3.20 M 4 Φ3.65 # 6-32 Φ3.10.4.以上抽牙和预冲孔孔径供参考,实际运用时要考察具体情况.5.以下3页附件为折弯计算的简易公式和折弯系数表。
钢材折弯之算定方法
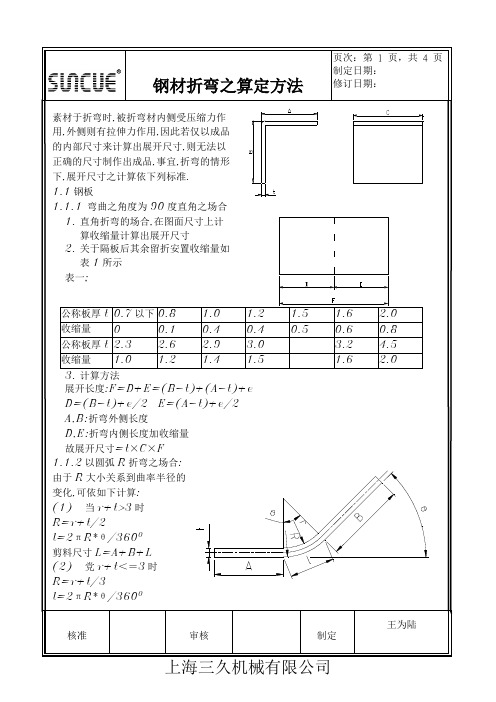
1.1钢板
1.1.1弯曲之角度为90度直角之场合
1.直角折弯的场合,在图面尺寸上计算收缩量计算出展开尺寸
2.关于隔板后其余留折安置收缩量如表1所示
A,B:折弯外侧长度
D,E:折弯内侧长度加收缩量
故展开尺寸=t×C×F
1.1.2以圆弧R折弯之场合:
由于R大小关系到曲率半径的变化,可依如下计算:
(1)当r+t>3时
R=r+t/2
l=2πR*θ/3600
剪料尺寸L=A+B+L
(2)党r+t<=3时
R=r+t/3
l=2πR*θ/3600
剪料尺寸L=AB+L
L:剪料之长度, l:折弯部分之长度,A,B折弯之外之长度,t;板厚,θ:折弯部之角度,R:计算上的曲率半径,r:板内侧之折弯半径, C:剪料之宽度,
1.2mm以下e不用,1.5mm用0.85…..=0.8
1.1.3折弯部分使之贴紧与原板之情形(打扁)
(1)打扁情形下,在图面尺寸上加算收缩量来计算出剪料之尺寸,
(2)各板厚相对之收缩量见表2所示;
公称板厚t
0.5
0.6
0.7
0.8
1.0
1.2
收缩量
0.8
0.9
1.1
1.2
1.6
1.9
公称板厚t
1.6
2.0
2.9
收缩量
2.5
3.1
4.6
(3)计算法;
剪料长度:F=D+E=(A-t)+(B-t)+e
折弯精准计算公式及系数!
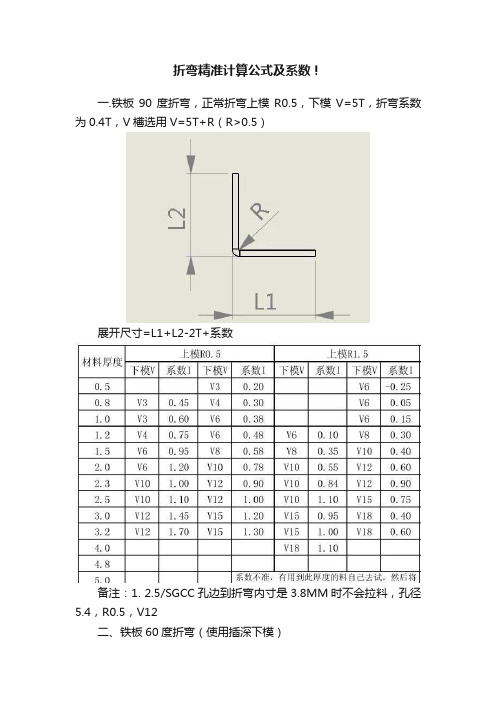
折弯精准计算公式及系数!
一.铁板90度折弯,正常折弯上模R0.5,下模V=5T,折弯系数为0.4T,V槽选用V=5T+R(R>0.5)
展开尺寸=L1+L2-2T+系数
备注:1. 2.5/SGCC孔边到折弯内寸是3.8MM时不会拉料,孔径
5.4,R0.5,V12
二、铁板60度折弯(使用插深下模)
展开尺寸=L1+L2+系数
三、铁板30度折弯(使用插深下模)
展开尺寸=L1+L2+系数
四、铝板90度折弯,正常折弯上模R0.5,下模V=5T,折弯系数为0.4T,V槽选用V=5T+R(R〉0.5)
展开尺寸=L1+L2-2T+系数
五、铝板60度折弯(使用插深下模)
展开尺寸=L1+L2+系数
六、铝板30度折弯(使用插深下模)
展开尺寸=L1+L2+系数
七、压死边系数(先使用插深下模折小角度,再用压平模压死边)
上图:展开尺寸=L1+L2-0.55T
上图:展开尺寸=L1+L2-0.55T+0.7W(W≤T)
上图:展开尺寸=L1+L2+3.14*(R+m)(2R>T)
T≤2.0,m=0.4T;
2.0<T≤
3.2,m=0.3T;
八、压段差系数
1、当W≥2T时:展开按照两次单折计算;
2、当W<2T、H≥2T时:展开按照两次单折计算;
3、当W<2T、H<2T时:展开尺寸=L+(H-T)*0.7;
4、当W<2T、H=T时:展开尺寸=L+0.15T;。
钢材折弯计算公式
1 目的统一展开计算方法,做到展开的快速准确•2适用范围五金模厂3展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样, 保持不变,所以中性层是计算弯曲件展开长度的基准•中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动•中性层到板料内侧的距离用入表示•4计算方法展开的基本公式:展开长度=料内+料内+补偿量*****************************************4.1R=0,折弯角9 =90° (T<1.2,不含 1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.4T上式中取:入=T/4K=X * n /2=T/4* n /2=0.4T图一*****************************************图二*****************************************4.2 R=0,9 =90° L=(A-T)+(B-T)+K=A+B-2T+0.5T上式中取:入=T/3(T 三 1.2,含 1.2mm)=T/3* n /2=0.5T QQT>=L2m m4.3R 工0 9 =90°L=(A-T-R)+(B-T-R)+(R+ 入)* n 12 (二A+B-2T-2R+(R+T/3)* n /2)当R三5T时入=T/2仃三R <5T 入=T/30 < R <T 入=T/4(实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际测量长度的方法.以下相同)■---- A------- ■*****************************************4.4R=0 8工90°入=T/3L=[A-T*ta n( a/2)]+[B-T*ta n(a/2)]+T/3*a(a单位为rad,以下相同)图4*****************************************4.5R 工0 8工90°L=[A-(T+R)* tan (a/2)]+[B -(T+R)*tan(a/2)]+(R+ 入)*a 当R三5T时入=T/2 仃三R <5T 入=T/30 < R <T 入=T/4图5*****************************************4.6Z 折 1.计算方法请示上级,实际计算时可参考以下几点原则:(1)当C三5时,一般分两次成型,按两个90°折弯计算.(要考虑到折弯冲子的强度)L=A-T+C+B+2K【K=X * a ( a =90度时,a =n 12、入=T/3 如上)】⑵当3T<C<5时<一次成型>:L=A-T+C+B+K(3)当C三3T时<一次成型>:L=A-T+C+B+K/2图6*****************************************4.7Z 折 2.C三3T时<一次成型>:L=A-T+C+B+D+K—A ----------- ~图7*****************************************冲压展开原理(续上)4.8抽芽抽芽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;ABCD 四边形面 积=GFEA 所围成的面积.一般抽孔高度不深取H=3P(P 为螺纹距离),R=EF 见图••• T*AB=(H -EF)*EF+ n *(EF)2/4••• AB={H*EF+( n /4-1)*EF2}/T•••预冲孔孔径=D - 2ABT 三 0.8 时,取 EF=60%T.在料厚T<0.8时,EF 的取值请示上级.*****************************************4.9方形抽孔方形抽孔,当抽孔高度较高时(H>Hmax ),直边部展开与弯曲一致,圆角处展开按 保留抽高为H=HmaX 勺大小套弯曲公式展开,连接处用45度线及圆角均匀过渡, 当抽孔高度不高时(H 三Hmax 直边部展开与弯曲一致,圆角处展开保留与直边一样的偏移E F- -------- D -----------值.当R三4MM寸:材料厚度T=1.2~1.4 取Hmax =4T 材料厚度T=0.8~1.0 取Hmax =5T 材料厚度T=0.7~0.8 取Hmax =6T 材料厚度T三0.6取Hmax =8T当R<4MM^,请示上级.*****************************************4.10压缩抽形1 (Rd三1.5T)原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.当Rd三1.5T时,求D值计算公式如下:D/2=[( r+T/3)2+2( r+T/3)*(h+T/3)]1/2PB图10*****************************************4.11 压缩抽形 2 (Rd>1.5T)原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.当Rd>1.5T 时:l按相应折弯公式计算.D/2={(r+T/3)2+2( r+T/3)*(h+T/3)-0.86*(Rd-2T/3)*[( r+T/3)+0.16*(Rd-2T/3)]}1/2图11*****************************************4.12卷圆压平图(a):展开长度L=A+B-0.4T图(b):压线位置尺寸A-0.2T图(c): 90。
各类折弯公式

各类折弯公式
以下是常见的几类折弯公式:
1. 弧形折弯公式:
- 弧形折弯长度公式:L = π * (R + t * K)
其中,L为弧形折弯长度,R为弧形半径,t为折弯板材厚度,K为K值(由折弯机具体设定而定)。
2. V型折弯公式:
- V型折弯长度公式:L = 2 * (t + R * tan(α/2))
其中,L为V型折弯长度,t为折弯板材厚度,R为V型半径,α为V型角度。
3. U型折弯公式:
- U型折弯长度公式:L = 2 * π * R + π * H
其中,L为U型折弯长度,R为U型内半径,H为U型高度。
4. Z型折弯公式:
- Z型折弯长度公式:L = 2 * (t + H + R * tan(α/2))其中,L为Z型折弯长度,t为折弯板材厚度,H为Z型高度,R为Z型弧形半径,α为Z型角度。
这些公式是常见的折弯公式,具体使用时还需根据实际情况进行调整和适应。
钢材折弯计算公式

1 目的统一展开计算方法,做到展开的快速准确•2适用范围五金模厂3展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样, 保持不变,所以中性层是计算弯曲件展开长度的基准•中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动•中性层到板料内侧的距离用入表示•4计算方法展开的基本公式:展开长度=料内+料内+补偿量*****************************************4.1 R=0,折弯角9 =90° (T<1.2,不含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.4T上式中取:入=T/4K=X * n /2=T/4* n /2=0.4T图一*****************************************图二*****************************************4.2 R=0, 9 =90°L=(A-T)+(B-T)+K=A+B-2T+0.5T上式中取:入=T/3K=X * n /2 (T 三 1.2,含 1.2mm) =T/3* n /2=0.5T T>=L2m mQQ4.3 R 工0 9 =90°L=(A-T-R)+(B-T-R)+(R+ 入)* n 12 (二A+B-2T-2R+(R+T/3)* n /2)当R三5T时入=T/2仃三R <5T 入=T/30 < R <T 入=T/4(实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际测量长度的方法.以下相同)■ ------------ A --------------- ■*****************************************4.4 R=0 8工90°入=T/3L=[A-T*ta n( a/2)]+[B-T*ta n(a/2)]+T/3*a(a单位为rad,以下相同)图4*****************************************4.5 R 工0 8工90°L=[A-(T+R)* tan (a/2)]+[B -(T+R)*tan(a/2)]+(R+ 入)*a 当R三5T时入=T/2 仃三R <5T 入=T/30 < R <T 入=T/4图5*****************************************4.6 Z 折1.计算方法请示上级,实际计算时可参考以下几点原则:(1)当C三5时,一般分两次成型,按两个90°折弯计算.(要考虑到折弯冲子的强度)L=A-T+C+B+2K【K=X * a ( a =90度时,a =n 12、入=T/3 如上)】⑵当3T<C<5时<一次成型>:L=A-T+C+B+K(3)当C三3T时<一次成型>:L=A-T+C+B+K/2图6*****************************************4.7 Z 折2.C三3T时<一次成型>:L=A-T+C+B+D+K—A ------- ~图7***************************************** 冲压展开原理(续上)4.8抽芽抽芽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;ABCD 四边形面 积=GFEA 所围成的面积.一般抽孔高度不深取H=3P(P 为螺纹距离),R=EF 见图••• T*AB=(H -EF)*EF+ n *(EF)2/4••• AB={H*EF+( n /4-1)*EF2}/T•••预冲孔孔径=D - 2ABT 三 0.8 时,取 EF=60%T.在料厚T<0.8时,EF 的取值请示上级.*****************************************4.9方形抽孔方形抽孔,当抽孔高度较高时(H>Hmax ),直边部展开与弯曲一致,圆角处展开E F- ------------- D ----------------按保留抽高为H=HmaX勺大小套弯曲公式展开,连接处用45度线及圆角均匀过渡, 当抽孔高度不高时(H三Hmax直边部展开与弯曲一致,圆角处展开保留与直边一样的偏移值.当R三4MM寸:材料厚度T=1.2~1.4 取Hmax =4T材料厚度T=0.8~1.0 取Hmax =5T材料厚度T=0.7~0.8 取Hmax =6T材料厚度T三0.6取Hmax =8T当R<4MM^,请示上级.*****************************************4.10压缩抽形1 (Rd三1.5T)原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.当Rd三1.5T时,求D值计算公式如下:D/2=[( r+T/3)2+2( r+T/3)*(h+T/3)]1/2PB图10*****************************************4.11 压缩抽形2 (Rd>1.5T)原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.当Rd>1.5T 时:l按相应折弯公式计算.D/2={(r+T/3)2+2( r+T/3)*(h+T/3)-0.86*(Rd-2T/3)*[( r+T/3)+0.16*(Rd-2T/3)]}1/2图11***************************************** 4.12卷圆压平图(a):展开长度L=A+B-0.4T图(b):压线位置尺寸A-0.2T图(c): 90。
钢材折弯计算公式

1 目的统一展开计算方法,做到展开的快速准确.2 适用范围五金模厂3 展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.4 计算方法展开的基本公式:展开长度=料内+料内+补偿量*****************************************4.1 R=0,折弯角θ=90°(T<1.2,不含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.4T上式中取:λ=T/4K=λ*π/2=T/4*π/2=0.4T图一*****************************************4.2 R=0, θ=90°(T≧1.2,含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.5T上式中取:λ=T/3K=λ*π/2=T/3*π/2=0.5T图二*****************************************L=(A-T-R)+(B-T-R)+(R+λ)*π/2(=A+B-2T-2R+(R+T/3)*π/2)当R ≧5T时λ=T/21T≦ R <5Tλ=T/30 < R <T λ=T/4(实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际测量长度的方法.以下相同)图3*****************************************λ=T/3L=[A-T*tan(a/2)]+[B-T*tan(a/2)]+T/3*a(a单位为rad,以下相同)图4*****************************************L=[A-(T+R)* tan(a/2)]+[B-(T+R)*tan(a/2)]+(R+λ)*a当R ≧5T时λ=T/21T≦ R <5Tλ=T/30 < R <T λ=T/4图5*****************************************计算方法请示上级,实际计算时可参考以下几点原则:(1)当C≧5时,一般分两次成型,按两个90°折弯计算.(要考虑到折弯冲子的强度)L=A-T+C+B+2K 【K=λ * α(α=90度时,α=π/2、λ= T/3如上)】(2)当3T<C<5时<一次成型>:L=A-T+C+B+K(3)当C≦3T时<一次成型>:L=A-T+C+B+K/2图6*****************************************C≦3T时<一次成型>:L=A-T+C+B+D+K图7***************************************** 冲压展开原理(续上)4.8 抽芽抽芽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;ABCD四边形面积=GFEA所围成的面积.一般抽孔高度不深取H=3P(P为螺纹距离),R=EF见图∵ T*AB=(H -EF)*EF+π*(EF)2/4∴ AB={H*EF+(π/4-1)*EF2}/T∴预冲孔孔径=D – 2ABT≧0.8时,取EF=60%T.在料厚T<0.8时,EF的取值请示上级.*****************************************4.9 方形抽孔方形抽孔,当抽孔高度较高时(H>Hmax),直边部展开与弯曲一致, 圆角处展开按保留抽高为H=Hmax的大小套弯曲公式展开,连接处用45度线及圆角均匀过渡, 当抽孔高度不高时(H≦Hmax)直边部展开与弯曲一致,圆角处展开保留与直边一样的偏移值.当R≧4MM时:材料厚度T=1.2~1.4取Hmax =4T材料厚度T=0.8~1.0取Hmax =5T材料厚度T=0.7~0.8取Hmax =6T材料厚度T≦0.6取Hmax =8T当R<4MM时,请示上级.*****************************************4.10压缩抽形1 (Rd≦1.5T)原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.当Rd≦1.5T时,求D值计算公式如下:D/2=[(r+T/3)2+2(r+T/3)*(h+T/3)]1/2*****************************************4.11压缩抽形2 (Rd>1.5T)原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.当Rd>1.5T时:l按相应折弯公式计算.D/2={(r+T/3)2+2(r+T/3)*(h+T/3)-0.86*(Rd-2T/3)*[(r+T/3)+0.16*(Rd-2T/3)]}1/2***************************************** 4.12卷圆压平图(a): 展开长度L=A+B-0.4T图(b): 压线位置尺寸 A-0.2T图(c): 90°折弯处尺寸为A+0.2T图(d): 卷圆压平后的产品形状***************************************** 4.13侧冲压平图(a): 展开长度L=A+B-0.4T图(b): 压线位置尺寸 A-0.2T图(c): 90°折弯处尺寸为A+0.8T图(d): 卷圆压平后的产品形状*****************************************4.14 综合计算如图:L=料内+料内+补偿量=A+B+C+D+中性层弧长(AA+BB+CC)(中性层弧长均按“中性层到板料内侧距离λ=T/3”来计算)图14*****************************************a标注公差的尺寸设计值:取上下极限尺寸的中间值作为设计标准值.b孔径设计值:一般圆孔直径小数点取一位(以配合冲头加工方便性),例:3.81取3.9.有特殊公差时除外,例:Φ3.80+0.050取Φ3.84.c 产品图中未作特别标注的圆角,一般按R=0展开.附件一:常见抽牙孔孔径一览表图15*****************************************说明:1以上攻牙形式均为无屑式.2抽牙高度:一般均取H=3P,P为螺纹距离(牙距).3.内径:M3 Φ2.75M3.50 Φ3.20 M 4 Φ3.65# 6-32 Φ3.10.4.以上抽牙和预冲孔孔径供参考,实际运用时要考察具体情况.5.以下3页附件为折弯计算的简易公式和折弯系数表。
便捷钢筋折弯计算公式

便捷钢筋折弯计算公式在建筑工程中,钢筋的折弯是一项常见的操作。
钢筋折弯是指将钢筋按照设计要求进行弯曲,以适应建筑结构的需要。
在进行钢筋折弯时,需要进行一系列的计算,以确定折弯的角度和弯曲的位置。
为了提高工作效率,我们可以使用便捷的钢筋折弯计算公式来进行计算。
钢筋折弯计算公式是根据材料力学原理和几何原理推导出来的,可以帮助工程师和施工人员快速准确地计算出钢筋的折弯参数。
下面我们将介绍一些常用的钢筋折弯计算公式,希望对大家有所帮助。
1. 钢筋折弯弯矩计算公式。
在进行钢筋折弯时,我们需要计算出所需的弯矩,以确定折弯所需的力矩。
弯矩的计算公式为:M = F d。
其中,M为弯矩,单位为N·m;F为所需的力,单位为N;d为折弯点到力的距离,单位为m。
2. 钢筋折弯力矩计算公式。
在进行钢筋折弯时,我们还需要计算出所需的力矩,以确定折弯所需的力。
力矩的计算公式为:F = M / d。
其中,F为所需的力,单位为N;M为力矩,单位为N·m;d为折弯点到力的距离,单位为m。
3. 钢筋折弯长度计算公式。
在进行钢筋折弯时,我们还需要计算出所需的折弯长度,以确定折弯所需的长度。
折弯长度的计算公式为:L = π r θ / 180。
其中,L为折弯长度,单位为m;r为钢筋的半径,单位为m;θ为折弯角度,单位为度。
4. 钢筋折弯角度计算公式。
在进行钢筋折弯时,我们还需要计算出所需的折弯角度,以确定折弯所需的角度。
折弯角度的计算公式为:θ = 180 L / (π r)。
其中,θ为折弯角度,单位为度;L为折弯长度,单位为m;r为钢筋的半径,单位为m。
以上是一些常用的钢筋折弯计算公式,通过这些公式可以快速准确地计算出钢筋折弯所需的参数。
在实际工程中,我们可以根据具体的情况选择合适的计算公式,以提高工作效率和准确性。
希望以上内容对大家有所帮助,谢谢!。
总结的各种钣金折弯展开计算公式真是太全了
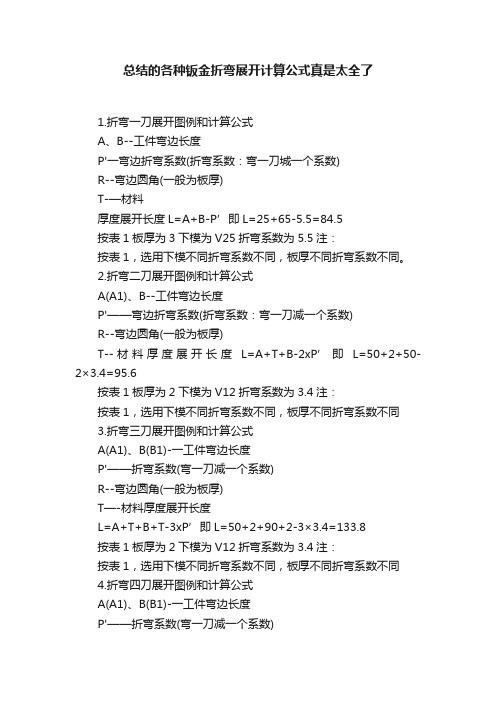
总结的各种钣金折弯展开计算公式真是太全了1.折弯一刀展开图例和计算公式A、B--工件弯边长度P'一弯边折弯系数(折弯系数:弯一刀城一个系数)R--弯边圆角(一般为板厚)T-—材料厚度展开长度L=A+B-P’即L=25+65-5.5=84.5按表1板厚为3下模为V25折弯系数为5.5注:按表1,选用下模不同折弯系数不同,板厚不同折弯系数不同。
2.折弯二刀展开图例和计算公式A(A1)、B--工件弯边长度P'——弯边折弯系数(折弯系数:弯一刀减一个系数)R--弯边圆角(一般为板厚)T--材料厚度展开长度L=A+T+B-2xP’即L=50+2+50-2×3.4=95.6按表1板厚为2下模为V12折弯系数为3.4注:按表1,选用下模不同折弯系数不同,板厚不同折弯系数不同3.折弯三刀展开图例和计算公式A(A1)、B(B1)-一工件弯边长度P'——折弯系数(弯一刀减一个系数)R--弯边圆角(一般为板厚)T—-材料厚度展开长度L=A+T+B+T-3xP’即L=50+2+90+2-3×3.4=133.8按表1板厚为2下模为V12折弯系数为3.4注:按表1,选用下模不同折弯系数不同,板厚不同折弯系数不同4.折弯四刀展开图例和计算公式A(A1)、B(B1)-一工件弯边长度P'——折弯系数(弯一刀减一个系数)R--弯边圆角(一般为板厚)T—-材料厚度展开长度L=A+T+B+T-3xP’即L=50+2+90+2-3×3.4=133.8按表1板厚为2下模为V12折弯系数为3.4注:按表1,选用下模不同折弯系数不同,板厚不同折弯系数不同4.折弯四刀展开图例和计算公式A、B(B1)—一工件弯边长度P’—-弯边折弯系数(折弯系数:弯一刀减一个系数)R--弯边圆角(一般为板厚)T-—材料厚度展开长度L=A+A+B+T+T-4xP’即L=25+25+100+1.5+1.5-4×2.8=141.8按表板厚为1.5下模为V12折弯系数为2.8注:按表1,选用下模不同折弯系数不同,板厚不同折弯系数不同5.折弯六刀展开图例和计算公式A(A1)、B(B1)一工件弯边长度P'—弯边折弯系数(折弯系数:弯一刀减一个系数)R--弯边园角(一般为板厚)T一材料厚度L=A+T+A+T+B+B1+B1-6xP’即L=50+1.5+50+1.5+150+20+20-6×2.8=276.2按表1板厚为1.5下模为V12折弯系数为2.8注:按表1,选用下模不同折弯系数不同,板厚不同折弯系数不同。
简易弯折钢筋计算公式
简易弯折钢筋计算公式在建筑工程中,钢筋是一种常用的建筑材料,它具有高强度和耐腐蚀性能,被广泛应用于混凝土结构中。
而在钢筋的使用过程中,经常需要对钢筋进行弯折加工,以满足建筑结构的需要。
因此,掌握钢筋弯折计算公式是非常重要的。
钢筋的弯折计算公式可以通过简单的数学原理来推导得出。
在进行弯折计算时,需要考虑钢筋的截面形状、弯折角度、弯折半径等因素。
下面我们将介绍一些常用的简易弯折钢筋计算公式。
1. 弯折长度计算公式。
在进行钢筋弯折加工时,需要计算弯折长度,以确定弯折的位置和角度。
弯折长度的计算公式如下:弯折长度 = π弯折半径弯折角度 / 180。
其中,弯折半径指的是钢筋在弯折处的半径,弯折角度指的是钢筋在弯折处的角度。
通过这个公式,可以快速计算出钢筋的弯折长度,从而进行精确的弯折加工。
2. 弯折后长度计算公式。
在进行钢筋弯折加工后,钢筋的长度会发生变化。
弯折后长度的计算公式如下:弯折后长度 = 原始长度弯折长度 + 弯折半径弯折角度π / 180。
通过这个公式,可以计算出钢筋在弯折后的实际长度,从而进行后续的设计和施工。
3. 弯折力计算公式。
在进行钢筋弯折加工时,需要考虑弯折所需的力量。
弯折力的计算公式如下:弯折力 = 弯折长度弯折半径钢筋截面积弯折强度系数。
其中,钢筋截面积指的是钢筋在弯折处的横截面积,弯折强度系数是一个经验值,可以根据实际情况进行调整。
通过这个公式,可以快速计算出弯折所需的力量,从而确定弯折加工的具体参数。
4. 弯折角度计算公式。
在进行钢筋弯折加工时,有时需要根据实际情况确定弯折角度。
弯折角度的计算公式如下:弯折角度 = 180 弯折长度 / (π弯折半径)。
通过这个公式,可以根据弯折长度和弯折半径快速计算出弯折角度,从而进行精确的弯折加工。
总结。
通过以上介绍,我们可以看到,钢筋弯折计算公式是非常重要的。
掌握这些公式可以帮助我们快速准确地进行钢筋弯折加工,从而提高施工效率和工程质量。
钢材折弯计算公式

1 目的统一展开计算方法,做到展开的快速准确.2 适用范围五金模厂3 展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.4 计算方法展开的基本公式:展开长度=料内+料内+补偿量*****************************************4.1 R=0,折弯角θ=90°(T<1.2,不含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.4T上式中取:λ=T/4K=λ*π/2=T/4*π/2=0.4T图一*****************************************4.2 R=0, θ=90°(T≧1.2,含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.5T上式中取:λ=T/3K=λ*π/2=T/3*π/2=0.5T图二*****************************************L=(A-T-R)+(B-T-R)+(R+λ)*π/2(=A+B-2T-2R+(R+T/3)*π/2)当R ≧5T时λ=T/21T≦ R <5Tλ=T/30 < R <T λ=T/4(实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际测量长度的方法.以下相同)图3*****************************************λ=T/3L=[A-T*tan(a/2)]+[B-T*tan(a/2)]+T/3*a(a单位为rad,以下相同)图4*****************************************L=[A-(T+R)* tan(a/2)]+[B -(T+R)*tan(a/2)]+(R+λ)*a 当R ≧5T时λ=T/21T≦ R <5Tλ=T/30 < R <T λ=T/4图5*****************************************4.6 Z折1.计算方法请示上级,实际计算时可参考以下几点原则:(1)当C≧5时,一般分两次成型,按两个90°折弯计算.(要考虑到折弯冲子的强度)L=A-T+C+B+2K【K=λ * α(α=90度时,α=π/2、λ= T/3如上)】(2)当3T<C<5时<一次成型>:L=A-T+C+B+K(3)当C≦3T时<一次成型>:L=A-T+C+B+K/2图6*****************************************4.7 Z折2.C≦3T时<一次成型>:L=A-T+C+B+D+K图7*****************************************冲压展开原理(续上)4.8 抽芽抽芽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;ABCD四边形面积=GFEA所围成的面积.一般抽孔高度不深取H=3P(P为螺纹距离),R=EF见图∵ T*AB=(H -EF)*EF+π*(EF)2/4∴ AB={H*EF+(π/4-1)*EF2}/T∴预冲孔孔径=D – 2ABT≧0.8时,取EF=60%T.在料厚T<0.8时,EF的取值请示上级.图8*****************************************4.9 方形抽孔方形抽孔,当抽孔高度较高时(H>Hmax),直边部展开与弯曲一致, 圆角处展开按保留抽高为H=Hmax的大小套弯曲公式展开,连接处用45度线及圆角均匀过渡, 当抽孔高度不高时(H≦Hmax)直边部展开与弯曲一致,圆角处展开保留与直边一样的偏移值.当R≧4MM时:材料厚度T=1.2~1.4取Hmax =4T材料厚度T=0.8~1.0取Hmax =5T材料厚度T=0.7~0.8取Hmax =6T 材料厚度T≦0.6取Hmax =8T当R<4MM时,请示上级.图9*****************************************4.10压缩抽形1 (Rd≦1.5T)原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.当Rd≦1.5T时,求D值计算公式如下:D/2=[(r+T/3)2+2(r+T/3)*(h+T/3)]1/2图10*****************************************4.11压缩抽形2 (Rd>1.5T)原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.当Rd>1.5T时:l按相应折弯公式计算.D/2={(r+T/3)2+2(r+T/3)*(h+T/3)-0.86*(Rd-2T/3)*[(r+T/3) +0.16*(Rd-2T/3)]}1/2图11***************************************** 4.12卷圆压平图(a): 展开长度L=A+B-0.4T图(b): 压线位置尺寸 A-0.2T图(c): 90°折弯处尺寸为A+0.2T图(d): 卷圆压平后的产品形状图12***************************************** 4.13侧冲压平图(a): 展开长度L=A+B-0.4T图(b): 压线位置尺寸 A-0.2T图(c): 90°折弯处尺寸为A+0.8T图(d): 卷圆压平后的产品形状图13*****************************************4.14 综合计算如图:L=料内+料内+补偿量=A+B+C+D+中性层弧长(AA+BB+CC)(中性层弧长均按“中性层到板料内侧距离λ=T/3”来计算)图14*****************************************备注:a标注公差的尺寸设计值:取上下极限尺寸的中间值作为设计标准值.b孔径设计值:一般圆孔直径小数点取一位(以配合冲头加工方便性),例:3.81取3.9.有特殊公差时除外,例:Φ3.80+0.050取Φ3.84.c 产品图中未作特别标注的圆角,一般按R=0展开.附件一:常见抽牙孔孔径一览表图15*****************************************说明:1以上攻牙形式均为无屑式.2抽牙高度:一般均取H=3P,P为螺纹距离(牙距).3.内径:M3 Φ2.75M3.50 Φ3.20M 4 Φ3.65# 6-32 Φ3.10.4.以上抽牙和预冲孔孔径供参考,实际运用时要考察具体情况.5.以下3页附件为折弯计算的简易公式和折弯系数表温馨提示:最好仔细阅读后才下载使用,万分感谢!。
钢材折弯计算公式
钢材折弯计算公式 Document number:PBGCG-0857-BTDO-0089-PTT19981目的统一展开计算方法,做到展开的快速准确. 2适用范围五金模厂3展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示. 4计算方法展开的基本公式: 展开长度=料内+料内+补偿量*****************************************=0,折弯角θ=90°(T<,不含L=(A-T)+(B-T)+K=A+B-2T+上式中取:λ=T/4K=λ*π/2=T/4*π/2=图一***************************************** =0,θ=90°(T≧,含L=(A-T)+(B-T)+K=A+B-2T+上式中取:λ=T/3K=λ*π/2=T/3*π/2=图二*****************************************≠0θ=90°L=(A-T-R)+(B-T-R)+(R+λ)*π/2(=A+B-2T-2R+(R+T/3)*π/2)当R≧5T时λ=T/21T≦R<5Tλ=T/30<R<Tλ=T/4(实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际测量长度的方法.以下相同)图3*****************************************=0θ≠90°λ=T/3L=[A-T*tan(a/2)]+[B-T*tan(a/2)]+T/3*a(a单位为rad,以下相同)图4*****************************************≠0θ≠90°L=[A-(T+R)*tan(a/2)]+[B-(T+R)*tan(a/2)]+(R+λ)*a当R≧5T时λ=T/21T≦R<5Tλ=T/30<R<Tλ=T/4图5*****************************************Z折1.计算方法请示上级,实际计算时可参考以下几点原则:(1)当C≧5时,一般分两次成型,按两个90°折弯计算.(要考虑到折弯冲子的强度)L=A-T+C+B+2K【K=λ*α(α=90度时,α=π/2、λ=T/3如上)】(2)当3T<C<5时<一次成型>:L=A-T+C+B+K(3)当C≦3T时<一次成型>:L=A-T+C+B+K/2图6*****************************************Z折2.C≦3T时<一次成型>:L=A-T+C+B+D+K图7*****************************************冲压展开原理(续上)抽芽抽芽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;ABCD四边形面积=GFEA所围成的面积.一般抽孔高度不深取H=3P(P为螺纹距离),R=EF见图∵T*AB=(H-EF)*EF+π*(EF)2/4∴AB={H*EF+(π/4-1)*EF2}/T∴预冲孔孔径=D–2ABT≧时,取EF=60%T.在料厚T<时,EF的取值请示上级.图8*****************************************方形抽孔方形抽孔,当抽孔高度较高时(H>Hmax),直边部展开与弯曲一致,圆角处展开按保留抽高为H=Hmax的大小套弯曲公式展开,连接处用45度线及圆角均匀过渡,当抽孔高度不高时(H≦Hmax)直边部展开与弯曲一致,圆角处展开保留与直边一样的偏移值.当R≧4MM时:材料厚度T=~取Hmax=4T材料厚度T=~取Hmax=5T材料厚度T=~取Hmax=6T材料厚度T≦取Hmax=8T当R<4MM时,请示上级.图9*****************************************压缩抽形1(Rd≦原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.当Rd≦时,求D值计算公式如下:D/2=[(r+T/3)2+2(r+T/3)*(h+T/3)]1/2图10*****************************************压缩抽形2(Rd>原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.当Rd>时:l按相应折弯公式计算.D/2={(r+T/3)2+2(r+T/3)*(h+T/3)*(Rd-2T/3)*[(r+T/3)+*(Rd-2T/3)]}1/2图11*****************************************卷圆压平图(a):展开长度L=A+图(b):压线位置尺寸图(c):90°折弯处尺寸为A+图(d):卷圆压平后的产品形状图12***************************************** 侧冲压平图(a):展开长度L=A+图(b):压线位置尺寸图(c):90°折弯处尺寸为A+图(d):卷圆压平后的产品形状图13***************************************** 综合计算如图:L=料内+料内+补偿量=A+B+C+D+中性层弧长(AA+BB+CC)(中性层弧长均按“中性层到板料内侧距离λ=T/3”来计算)图14*****************************************备注:a标注公差的尺寸设计值:取上下极限尺寸的中间值作为设计标准值.b孔径设计值:一般圆孔直径小数点取一位(以配合冲头加工方便性),例:取.有特殊公差时除外,例:Φ+取Φ.c产品图中未作特别标注的圆角,一般按R=0展开.附件一:常见抽牙孔孔径一览表图15*****************************************说明:1以上攻牙形式均为无屑式.2抽牙高度:一般均取H=3P,P为螺纹距离(牙距).3.内径:M3ΦΦM4Φ#6-32Φ.4.以上抽牙和预冲孔孔径供参考,实际运用时要考察具体情况.5.以下3页附件为折弯计算的简易公式和折弯系数表。
钢材折弯计算公式
1目的统一展开计算方法,做到展开的快速准确.2 适用范围五金模厂3 展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.4 计算方法展开的基本公式:展开长度=料内+料内+补偿量*****************************************4.1 R=0,折弯角θ=90°(T<1.2,不含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.4T上式中取:λ=T/4K=λ*π/2=T/4*π/2=0.4T图一*****************************************4.2 R=0, θ=90°(T≧1.2,含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.5T上式中取:λ=T/3K=λ*π/2=T/3*π/2=0.5T图二*****************************************4.3 R≠0θ=90°L=(A-T-R)+(B-T-R)+(R+λ)*π/2 (=A+B-2T-2R+(R+T/3)*π/2) 当R ≧5T时λ=T/21T≦ R <5Tλ=T/30 < R <Tλ=T/4(实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际测量长度的方法.以下相同)图3*****************************************4.4 R=0θ≠90°λ=T/3L=[A-T*tan(a/2)]+[B-T*tan(a/2)]+T/3*a(a单位为rad,以下相同)图4*****************************************4.5 R≠0θ≠90°L=[A-(T+R)* tan(a/2)]+[B-(T+R)*tan(a/2)]+(R+λ)*a当R ≧5T时λ=T/21T≦ R <5Tλ=T/30 < R <Tλ=T/4图5*****************************************4.6Z折1.计算方法请示上级,实际计算时可参考以下几点原则:(1)当C≧5时,一般分两次成型,按两个90°折弯计算.(要考虑到折弯冲子的强度) L=A-T+C+B+2K 【K=λ* α(α=90度时,α=π/2、λ= T/3如上)】(2)当3T<C<5时<一次成型>:L=A-T+C+B+K(3)当C≦3T时<一次成型>:L=A-T+C+B+K/2图6*****************************************4.7Z折2.C≦3T时<一次成型>:L=A-T+C+B+D+K图7*****************************************冲压展开原理(续上)4.8 抽芽抽芽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;ABCD四边形面积=GFEA所围成的面积.一般抽孔高度不深取H=3P(P为螺纹距离),R=EF见图∵ T*AB=(H -EF)*EF+π*(EF)2/4∴ AB={H*EF+(π/4-1)*EF2}/T∴预冲孔孔径=D – 2ABT≧0.8时,取EF=60%T.在料厚T<0.8时,EF的取值请示上级.图8*****************************************4.9 方形抽孔方形抽孔,当抽孔高度较高时(H>Hmax),直边部展开与弯曲一致, 圆角处展开按保留抽高为H=Hmax的大小套弯曲公式展开,连接处用45度线及圆角均匀过渡, 当抽孔高度不高时(H≦Hmax)直边部展开与弯曲一致,圆角处展开保留与直边一样的偏移值.当R≧4MM时:材料厚度T=1.2~1.4取Hmax =4T材料厚度T=0.8~1.0取Hmax =5T材料厚度T=0.7~0.8取Hmax =6T材料厚度T≦0.6取Hmax =8T当R<4MM时,请示上级.图9*****************************************4.10压缩抽形1(Rd≦1.5T)原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.当Rd≦1.5T时,求D值计算公式如下:D/2=[(r+T/3)2+2(r+T/3)*(h+T/3)]1/2图10*****************************************4.11压缩抽形2(Rd>1.5T)原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.当Rd>1.5T时:l按相应折弯公式计算.D/2={(r+T/3)2+2(r+T/3)*(h+T/3)-0.86*(Rd-2T/3)*[(r+T/3)+0.16*(Rd-2T/3)]}1/2图11***************************************** 4.12卷圆压平图(a): 展开长度L=A+B-0.4T图(b): 压线位置尺寸A-0.2T图(c): 90°折弯处尺寸为A+0.2T 图(d): 卷圆压平后的产品形状图12***************************************** 4.13侧冲压平图(a): 展开长度L=A+B-0.4T图(b): 压线位置尺寸A-0.2T图(c): 90°折弯处尺寸为A+0.8T图(d): 卷圆压平后的产品形状图13***************************************** 4.14 综合计算如图:L=料内+料内+补偿量=A+B+C+D+中性层弧长(AA+BB+CC)(中性层弧长均按“中性层到板料内侧距离λ=T/3”来计算)图14*****************************************备注:a标注公差的尺寸设计值:取上下极限尺寸的中间值作为设计标准值.b孔径设计值:一般圆孔直径小数点取一位(以配合冲头加工方便性),例:3.81取3.9.有特殊公差时除外,例:Φ3.80+0.050取Φ3.84.c 产品图中未作特别标注的圆角,一般按R=0展开.附件一:常见抽牙孔孔径一览表图15*****************************************说明:1以上攻牙形式均为无屑式.2抽牙高度:一般均取H=3P,P为螺纹距离(牙距).3.内径:M3 Φ2.75M3.50 Φ3.20M 4 Φ3.65#6-32 Φ3.10.4.以上抽牙和预冲孔孔径供参考,实际运用时要考察具体情况.5.以下3页附件为折弯计算的简易公式和折弯系数表______________________________________________________________________________________________________________Welcome To Download欢迎您的下载,资料仅供参考!-可编辑修改-。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
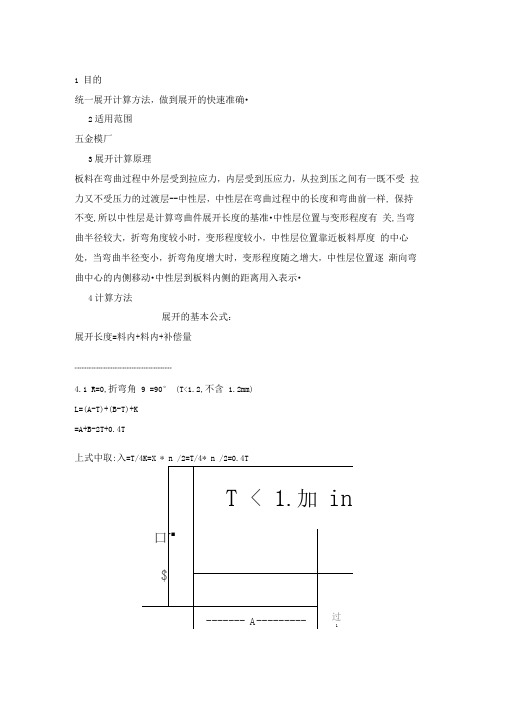
1 目的
统一展开计算方法,做到展开的快速准确.
2 适用范围
五金模厂
3 展开计算原理
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.
4 计算方法
展开的基本公式:
展开长度=料内+料内+补偿量
*****************************************
4.1 R=0,折弯角θ=90°(T<1.2,不含1.2mm)
L=(A-T)+(B-T)+K
=A+B-2T+0.4T
上式中取:λ=T/4K=λ*π/2=T/4*π/2=0.4T
图一
*****************************************
4.2 R=0, θ=90°(T≧1.2,含1.2mm)
L=(A-T)+(B-T)+K
=A+B-2T+0.5T
上式中取:λ=T/3
K=λ*π/2
=T/3*π/2
=0.5T
图二
*****************************************
L=(A-T-R)+(B-T-R)+(R+λ)*π/2(=A+B-2T-2R+(R+T/3)*π/2)
当R ≧5T时λ=T/2
1T≦ R <5Tλ=T/3
0 < R <T λ=T/4
(实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际测量长度的方法.以下相同)
图3
*****************************************
λ=T/3
L=[A-T*tan(a/2)]+[B
-T*tan(a/2)]+T/3*a
(a单位为rad,以下相同)
图4
*****************************************
L=[A-(T+R)* tan(a/2)]+[B
-(T+R)*tan(a/2)]+(R+λ)*a
当R ≧5T时λ=T/2
1T≦ R <5Tλ=T/3
0 < R <T λ=T/4
图5
*****************************************
计算方法请示上级,实际计算时可参考以下几点原则:
(1)当C≧5时,一般分两次成型,按两个90°折弯计算.(要考虑到折弯冲子的强度)
L=A-T+C+B+2K 【K=λ * α(α=90度时,α=π/2、λ= T/3如上)】
(2)当3T<C<5时<一次成型>:
L=A-T+C+B+K
(3)当C≦3T时<一次成型>:
L=A-T+C+B+K/2
图6
*****************************************
C≦3T时<一次成型>:
L=A-T+C+B+D+K
图7
***************************************** 冲压展开原理(续上)
4.8 抽芽
抽芽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;ABCD四边形面积=GFEA所围成的面积.
一般抽孔高度不深取H=3P(P为螺纹距离),R=EF见图
∵ T*AB=(H -EF)*EF+π*(EF)2/4
∴ AB={H*EF+(π/4-1)*EF2}/T
∴预冲孔孔径=D – 2AB
T≧0.8时,取EF=60%T.
在料厚T<0.8时,EF的取值请示上级.
*****************************************
4.9 方形抽孔
方形抽孔,当抽孔高度较高时(H>Hmax),直边部展开与弯曲一致, 圆角处展开按保留抽高为H=Hmax的大小套弯曲公式展开,连接处用45度线及圆角均匀过渡, 当抽孔高度不高时(H≦Hmax)直边部展开与弯曲一致,圆角处展开保留与直边一样的偏移值.
当R≧4MM时:
材料厚度T=1.2~1.4取Hmax =4T
材料厚度T=0.8~1.0取Hmax =5T
材料厚度T=0.7~0.8取Hmax =6T
材料厚度T≦0.6取Hmax =8T
当R<4MM时,请示上级.
*****************************************
4.10压缩抽形1 (Rd≦1.5T)
原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.
当Rd≦1.5T时,求D值计算公式如下:
D/2=[(r+T/3)2+2(r+T/3)*(h+T/3)]1/2
*****************************************
4.11压缩抽形2 (Rd>1.5T)
原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.
当Rd>1.5T时:
l按相应折弯公式计算.
D/2={(r+T/3)2
+2(r+T/3)*(h+T/3)
-0.86*(Rd-2T/3)*[(r+T/3)
+0.16*(Rd-2T/3)]}1/2
***************************************** 4.12卷圆压平
图(a): 展开长度
L=A+B-0.4T
图(b): 压线位置尺寸 A-0.2T
图(c): 90°折弯处尺寸为A+0.2T
图(d): 卷圆压平后的产品形状
***************************************** 4.13侧冲压平
图(a): 展开长度
L=A+B-0.4T
图(b): 压线位置尺寸 A-0.2T
图(c): 90°折弯处尺寸为A+0.8T
图(d): 卷圆压平后的产品形状
*****************************************
4.14 综合计算如图:
L=料内+料内+补偿量
=A+B+C+D
+中性层弧长(AA+BB+CC)
(中性层弧长均按“中性层到板料内侧距离λ=T/3”来计算)
图14
*****************************************
a标注公差的尺寸设计值:取上下极限尺寸的中间值作为设计标准值.
b孔径设计值:一般圆孔直径小数点取一位(以配合冲头加工方便性),例:3.81取
3.9.有特殊公差时除外,例:Φ3.80+0.050取Φ3.8
4.
c 产品图中未作特别标注的圆角,一般按R=0展开.
附件一:常见抽牙孔孔径一览表
图15
*****************************************
说明:
1以上攻牙形式均为无屑式.
2抽牙高度:一般均取H=3P,P为螺纹距离(牙距).
3.内径:M3 Φ2.75M3.50 Φ3.20M 4 Φ3.65# 6-32 Φ3.10.
4.以上抽牙和预冲孔孔径供参考,实际运用时要考察具体情况.
5.以下3页附件为折弯计算的简易公式和折弯系数表
最新文件仅供参考已改成word文本。
方便更改。