折弯铁板展开尺寸计算方法
多道折弯展开尺寸计算公式
多道折弯展开尺寸计算公式在金属加工中,折弯是一种常见的加工工艺,通过对金属板材进行多道折弯,可以制作出各种形状复杂的零件。
在进行多道折弯时,需要准确计算展开尺寸,以确保加工出的零件尺寸准确。
本文将介绍多道折弯展开尺寸计算公式,帮助大家更好地理解和应用折弯加工工艺。
1. 单道折弯展开尺寸计算公式。
在进行单道折弯时,展开尺寸的计算公式为:L = π (R + K T / 2) + 2 K T + 2 L0。
其中,L为展开长度,R为内弯圆角半径,T为板材厚度,K为K值(K值是一个常数,与材料的弯曲性能有关),L0为弯曲线条长度。
2. 多道折弯展开尺寸计算公式。
在进行多道折弯时,展开尺寸的计算公式为:L = π (R1 + R2 + ... + Rn + K T / 2) + 2 (K1 + K2 + ... + Kn) T + 2 (L01 + L02+ ... + L0n)。
其中,R1、R2、...、Rn为各道折弯的内弯圆角半径,T为板材厚度,K1、K2、...、Kn为各道折弯的K值,L01、L02、...、L0n为各道折弯的弯曲线条长度。
3. 实例分析。
假设有一块板材,需要进行两道折弯,内弯圆角半径分别为R1=5mm和R2=8mm,板材厚度T=2mm,K值分别为K1=0.33和K2=0.35,弯曲线条长度分别为L01=20mm和L02=30mm。
根据上述公式,可以计算出展开尺寸为:L = π (5 + 8 + 0.33 2 / 2) + 2 (0.33 + 0.35) 2 + 2 (20 + 30) = 3.14 13.33 + 20.68 2 + 2 50 = 41.89 + 2.72 + 100 = 144.61mm。
通过以上实例分析,我们可以看到,多道折弯的展开尺寸计算公式相对复杂,需要考虑多个因素的影响。
在实际应用中,可以借助计算软件或者在线展开计算工具来快速准确地计算展开尺寸。
4. 注意事项。
折弯展开尺寸计算公式

折弯展开尺寸计算公式好的,以下是为您生成的关于“折弯展开尺寸计算公式”的文章:在咱们制造业里啊,折弯展开尺寸的计算那可是相当重要!这就好比是咱们做菜时掌握各种调料的比例,一旦搞错了,这“菜”可就不好吃啦。
先来说说为啥要搞清楚折弯展开尺寸的计算。
有一次,我在工厂里看到一个新手工人,他一脸懵地拿着图纸,对着那块待折弯的金属板直发愣。
原来,他就是被折弯展开尺寸的计算给难住了。
结果呢,他凭着自己的感觉一顿操作,最后折出来的零件完全不符合要求,那叫一个惨不忍睹!这可不仅仅是浪费了材料,还耽误了工期。
那到底怎么算这个折弯展开尺寸呢?其实啊,这里面是有一些门道的。
咱们先得搞清楚几个概念。
比如说,折弯系数。
这折弯系数就像是个神秘的小助手,它能帮咱们把复杂的计算变得简单点儿。
不同的材料、不同的折弯角度,这折弯系数可都不一样。
还有内R角,这也是个关键的家伙。
内R角越大,那展开尺寸相对就会大一些;内R角越小,展开尺寸就会小一些。
具体的计算公式呢,通常是这样的:展开尺寸 = 直边长度 + 直边长度 + 折弯系数 ×折弯次数。
这里面的直边长度很好理解,就是那直直的部分的长度呗。
但这折弯系数可就得好好琢磨琢磨啦。
比如说,对于常见的钢板,90 度折弯,内 R 角为 1 个单位的时候,折弯系数可能是 1.7 左右。
但要是换成铝板,同样的条件,折弯系数可能就变成 1.5 啦。
再举个例子哈,假如有一块钢板,要进行两次 90 度的折弯,直边长度分别是 10 厘米和 20 厘米,内 R 角都是 1 厘米,假设折弯系数是1.7。
那展开尺寸就是 10 + 20 + 1.7 × 2 = 33.4 厘米。
在实际工作中,咱们可不能死记硬背这些公式和系数,得多动手,多试验。
我记得有一回,我们接到一个紧急订单,客户要求的折弯零件精度要求特别高。
大家都紧张得不行,我和几个师傅就反复地测量、计算、折弯、再测量,一点点地调整折弯系数,最后终于做出了让客户满意的产品。
折弯展开计算公式

折弯展开计算公式
1.V型折弯计算公式:
V型折弯是最简单的一种折弯方式,常见于薄板的折弯加工。
展开长度的计算公式如下:
展开长度=折弯线长度×π×弯曲角度/180
其中,折弯线长度指的是两个折弯边缘之间的直线距离,弯曲角度指的是两个折弯边之间的夹角,π是一个常数,约等于3.14
2.U型折弯计算公式:
U型折弯是将平板折弯成U形的一种方式,常见于制作箱体或管道。
展开长度的计算公式如下:
展开长度=π×R×弯曲角度/180+2×t×弯曲角度/180
其中,R是U型折弯的半径,t是平板的厚度。
3.槽型折弯计算公式:
槽型折弯是在平板上制作一条槽,将其折弯成一种特定形状的方式,常见于制作复杂曲线形状的零件。
展开长度的计算公式如下:展开长度=(2×L×e/h+π×R)×弯曲角度/180
其中,L是槽的长度,e是槽的宽度,h是平板的厚度,R是槽的曲率半径。
需要注意的是,这些折弯展开计算公式只是一种近似的计算方法,实际折弯过程中还会受到材料的弹性变形、弯曲工具的半径等因素的影响,因此在实际应用中还需要根据实际情况进行调整和修正。
折弯精准计算公式及系数!
折弯精准计算公式及系数!
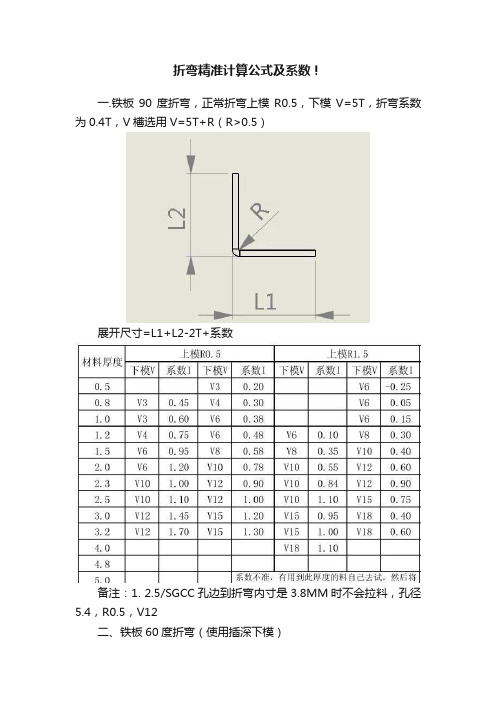
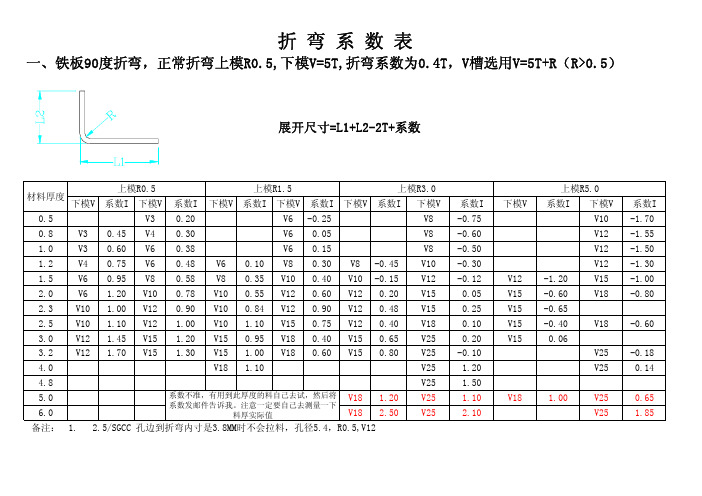
一.铁板90度折弯,正常折弯上模R0.5,下模V=5T,折弯系数为0.4T,V槽选用V=5T+R(R>0.5)
展开尺寸=L1+L2-2T+系数
备注:1. 2.5/SGCC孔边到折弯内寸是3.8MM时不会拉料,孔径
5.4,R0.5,V12
二、铁板60度折弯(使用插深下模)
展开尺寸=L1+L2+系数
三、铁板30度折弯(使用插深下模)
展开尺寸=L1+L2+系数
四、铝板90度折弯,正常折弯上模R0.5,下模V=5T,折弯系数为0.4T,V槽选用V=5T+R(R〉0.5)
展开尺寸=L1+L2-2T+系数
五、铝板60度折弯(使用插深下模)
展开尺寸=L1+L2+系数
六、铝板30度折弯(使用插深下模)
展开尺寸=L1+L2+系数
七、压死边系数(先使用插深下模折小角度,再用压平模压死边)
上图:展开尺寸=L1+L2-0.55T
上图:展开尺寸=L1+L2-0.55T+0.7W(W≤T)
上图:展开尺寸=L1+L2+3.14*(R+m)(2R>T)
T≤2.0,m=0.4T;
2.0<T≤
3.2,m=0.3T;
八、压段差系数
1、当W≥2T时:展开按照两次单折计算;
2、当W<2T、H≥2T时:展开按照两次单折计算;
3、当W<2T、H<2T时:展开尺寸=L+(H-T)*0.7;
4、当W<2T、H=T时:展开尺寸=L+0.15T;。
铁板折弯展开尺寸计算公式
铁板折弯展开尺寸计算公式
铁板折弯展开尺寸计算公式如下:
钣金折弯展开图的计算是要用一个系数来计算的,这个系数一般都用1.645!
计算方法是工件的外形尺寸相加,再减去1.645*板厚*弯的个数,
例如,折一个40*60的槽钢用板厚3的冷板折,那么计算方法就是40+40+60(外形尺寸相加)—1.645(系数)*3(板厚)*2(弯的个数)=130.13(下料尺寸)
一般6毫米之内都是这样计算的了
一般铁板0.5—4MM之内的都是A+B-1.6T。
(A,B代表的是折弯的长度,T就是板厚.
例如用2.5mm的铁板折180mm*180mm的直角,那么你下的料长就是180mm+180mm再减去
2.5mm*1.6也就是4mm就好了,也就是356mm。
折弯展开计算方法【技巧】
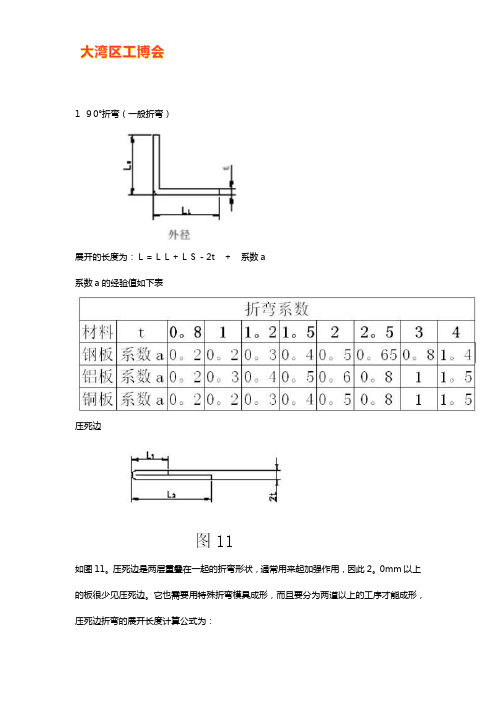
1 90°折弯(一般折弯)
展开的长度为:L=LL+LS-2t +系数a
系数a的经验值如下表
压死边
如图11。
压死边是两层重叠在一起的折弯形状,通常用来起加强作用,因此2。
0mm以上的板很少见压死边。
它也需要用特殊折弯模具成形,而且要分为两道以上的工序才能成形,压死边折弯的展开长度计算公式为:
3.压筋
1)倾斜压筋
如图12此压筋为一斜面,一般H值较小,其展开长的计算式为:L = A+B+C+0.2
注:A、B、C = 内尺寸,0.2=补偿值
2)直角压筋
如图13压筋边为直立边,一般其C值较大,展开长的计算式为:L = A+B+C-4T+2a+0.5
注:A、B = 外尺寸
C = 包括两层板厚的高度
a = 90°折弯的系数
0.5 = 补偿值
3)平行压筋
如图14,压筋最大值仅为H=2t,其展开长度的计算式为:L = A+B+H+0.2
注:A、B = 内尺寸;
H = 压筋高度;
0.2= 补偿值。
*由于压筋高度主要靠增减压筋模具的调整片来保证,并且操作员各自的经验不尽相同,因此有时会出现折弯后虽然高度达到要求,但整体展开尺寸过大或过小的情况,这时要根据实际的偏差来调整。
钢材折弯计算公式

1 目的统一展开计算方法,做到展开的快速准确.2 适用范围五金模厂3 展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.4 计算方法展开的基本公式:展开长度=料内+料内+补偿量*****************************************4.1 R=0,折弯角θ=90°(T<1.2,不含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.4T上式中取:λ=T/4K=λ*π/2=T/4*π/2=0.4T图一*****************************************4.2 R=0, θ=90° (T≧1.2,含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.5T上式中取:λ=T/3K=λ*π/2=T/3*π/2=0.5T图二*****************************************L=(A-T-R)+(B-T-R)+(R+λ)*π/2 (=A+B-2T-2R+(R+T/3)*π/2)当R ≧5T时λ=T/21T≦ R <5T λ=T/30 < R <T λ=T/4(实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际测量长度的方法.以下相同)图3*****************************************λ=T/3L=[A-T*tan(a/2)]+[B-T*tan(a/2)]+T/3*a(a单位为rad,以下相同)图4*****************************************L=[A-(T+R)* tan(a/2)]+[B-(T+R)*tan(a/2)]+(R+λ)*a当R ≧5T时λ=T/21T≦ R <5T λ=T/30 < R <T λ=T/4图5*****************************************计算方法请示上级,实际计算时可参考以下几点原则:(1)当C≧5时,一般分两次成型,按两个90°折弯计算.(要考虑到折弯冲子的强度)L=A-T+C+B+2K 【K=λ * α(α=90度时,α=π/2、λ= T/3如上)】(2)当3T<C<5时<一次成型>:L=A-T+C+B+K(3)当C≦3T时<一次成型>:L=A-T+C+B+K/2图6*****************************************C≦3T时<一次成型>:L=A-T+C+B+D+K图7***************************************** 冲压展开原理(续上)4.8 抽芽抽芽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;ABCD四边形面积=GFEA所围成的面积.一般抽孔高度不深取H=3P(P为螺纹距离),R=EF见图∵ T*AB=(H -EF)*EF+π*(EF)2/4∴ AB={H*EF+(π/4-1)*EF2}/T∴预冲孔孔径=D – 2ABT≧0.8时,取EF=60%T.在料厚T<0.8时,EF的取值请示上级.*****************************************4.9 方形抽孔方形抽孔,当抽孔高度较高时(H>Hmax),直边部展开与弯曲一致, 圆角处展开按保留抽高为H=Hmax的大小套弯曲公式展开,连接处用45度线及圆角均匀过渡, 当抽孔高度不高时(H≦Hmax)直边部展开与弯曲一致,圆角处展开保留与直边一样的偏移值.当R≧4MM时:材料厚度T=1.2~1.4取Hmax =4T材料厚度T=0.8~1.0取Hmax =5T材料厚度T=0.7~0.8取Hmax =6T材料厚度T≦0.6取Hmax =8T当R<4MM时,请示上级.*****************************************4.10压缩抽形1 (Rd≦1.5T)原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.当Rd≦1.5T时,求D值计算公式如下:D/2=[(r+T/3)2+2(r+T/3)*(h+T/3)]1/2*****************************************4.11压缩抽形2 (Rd>1.5T)原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.当Rd>1.5T时:l按相应折弯公式计算.D/2={(r+T/3)2+2(r+T/3)*(h+T/3)-0.86*(Rd-2T/3)*[(r+T/3)+0.16*(Rd-2T/3)]}1/2***************************************** 4.12卷圆压平图(a): 展开长度L=A+B-0.4T图(b): 压线位置尺寸 A-0.2T图(c): 90°折弯处尺寸为A+0.2T图(d): 卷圆压平后的产品形状***************************************** 4.13侧冲压平图(a): 展开长度L=A+B-0.4T图(b): 压线位置尺寸 A-0.2T图(c): 90°折弯处尺寸为A+0.8T图(d): 卷圆压平后的产品形状*****************************************4.14 综合计算如图:L=料内+料内+补偿量=A+B+C+D+中性层弧长(AA+BB+CC)(中性层弧长均按“中性层到板料内侧距离λ=T/3”来计算)图14*****************************************a标注公差的尺寸设计值:取上下极限尺寸的中间值作为设计标准值.b孔径设计值:一般圆孔直径小数点取一位(以配合冲头加工方便性),例:3.81取3.9.有特殊公差时除外,例:Φ3.80+0.050取Φ3.84.c 产品图中未作特别标注的圆角,一般按R=0展开.附件一:常见抽牙孔孔径一览表图15*****************************************说明:1以上攻牙形式均为无屑式.2抽牙高度:一般均取H=3P,P为螺纹距离(牙距).3.内径:M3 Φ2.75 M3.50 Φ3.20 M 4 Φ3.65 # 6-32 Φ3.10.4.以上抽牙和预冲孔孔径供参考,实际运用时要考察具体情况.5.以下3页附件为折弯计算的简易公式和折弯系数表。
板材折弯计算公式

一、展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.二、计算方法展开的基本公式:展开长度=料内+料内+补偿量1、 R=0,折弯角θ=90°(T<1.2,不含1.2mm);图一L=A+B-2T+0.4T2、R=0, θ=90° (T≧1.2,含1.2mm);图二L=A+B-2T+0.5T图一图二3、R≠0 θ=90°;图三L=(A-T-R)+(B-T-R)+(R+λ)*π/2当R ≧5T时λ=T/21T≦R <5T λ=T/30 < R (实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际测量长度的方法.以下相同)4、R=0 θ≠90°;图四λ=T/3L=[A-T*tan(a/2)]+[B-T*tan(a/2)]+T/3*a(a单位为rad,以下相同)图三图四5、R≠0 θ≠90°;图五L=[A-(T+R)* tan(a/2)]+[B-(T+R)*tan(a/2)]+(R+λ)*a当R ≧5T时λ=T/21T≦R <5T λ=T/30 < R6、 Z折1;图六计算方法请示上级,实际计算时可参考以下几点原则:(1)当C≧5时,一般分两次成型,按两个90°折弯计算.(要考虑到折弯冲子的强度) L=A-T+C+B+2K(2)当3T<C<5时:L=A-T+C+B+K(3)当C≦3T时<一次成型>;L=A-T+C+B+K/2图五图六7、 Z折2;图七C≦3T时<一次成型>:L=A-T+C+B+D+K图七。
折弯系数
一、铁板90度折弯,正常折弯上模R0.5,下模V=5T,折弯系数为0.4T,V槽选用V=5T+R(R>0.5)
展开尺寸=L1+L2-2T+系数
上模R0.5
上模R1.5
上模R3.0
材料厚度
下模V 系数I 下模V 系数I 下模V 系数I 下模V 系数I 下模V 系数I 下模V
0.5
V3 0.20
五、铝板60度折弯(使用插深下模)
展开尺寸=L1+L2+系数
上模R0.5
上模R1.5
上模R3.0
材料厚度
下模V 系数I 下模V 系数I 下模V 系数I 下模V 系数I 下模V 系数I 下模V
0.5
V5 -0.20
V8 -0.30
V12 -0.30
0.8
V5 -0.80
V8 -0.40
V12 -0.20
V12 -0.40
1.0
V5 -0.90
V8 -0.80
V12 -0.50
1.2(1.13) V5 -1.55
V8 -0.90
V12 -0.80
1.5
V8 -1.30
V8 -1.30
V12 -1.00
2.0 V12 -1.80
V12 -1.80
V12 -1.80
2.3 V12 -2.00
V12 -2.00
0.8
V5 -0.60
V8 0.60
V12 1.30
1.0
V5 -0.50
V8 0.10
V12 1.20
1.2
V5 -0.40
V8 -0.30
V12 0.80
1.5
V8 -0.90
折弯板厚的展开尺寸计算

折弯板厚的展开尺寸计算1.了解折弯板的基本概念折弯板是指通过在板料上施加外力,使板料形成所需的折弯角度和弯曲形状的板材产品。
在计算折弯板的展开尺寸之前,首先需要了解所使用的板材的基本特性,包括板材的材质、厚度、弯曲半径等。
2.计算折弯板的展开长度折弯板的展开长度指的是将板料边缘展平后的长度。
在计算展开长度时,需要考虑板料的厚度和弯曲角度。
通常情况下,展开长度等于折弯形状的周长加上两侧曲线段的长度。
3.计算折弯板的展开宽度折弯板的展开宽度指的是板料的最大宽度或长度。
在计算展开宽度时,需要考虑板料的材质、厚度以及弯曲角度等因素。
通常情况下,展开宽度等于板材的实际宽度加上两侧弯曲区域的长度。
4.使用数学工具进行计算为了进行折弯板的展开尺寸计算,可以借助数学工具如计算器、计算软件或在线工具等进行计算。
根据不同的折弯板形状和尺寸要求,选择合适的计算方法和计算工具。
5.考虑折弯板的弹性变形在进行折弯板的展开尺寸计算时,还需要考虑到板材的弹性变形。
由于板材在进行折弯过程中存在一定的弹性变形,因此在计算展开尺寸时需要适当考虑板材的弹性变形,以确保折弯后板材的尺寸和形状符合要求。
总结:折弯板厚的展开尺寸计算是确保折弯后板材尺寸和形状一致性的重要环节。
在计算展开尺寸时,需要了解折弯板的基本概念,包括展开长度和展开宽度的定义和计算方法。
同时,需要借助数学工具进行计算,并考虑到板材的弹性变形对展开尺寸的影响。
通过科学的计算和合理的考虑,可以得到准确的折弯板展开尺寸,确保折弯后产品的质量和准确性。
折弯展开尺寸计算

计算方法分为两种情况,具体分析如下:1,当R角的相对壁厚很小时,根据弯曲扣除量计算,例如从一个厚度中扣除1.75(每个公司的厚度一般根据具体经验确定),再减去3.5。
从两个厚度。
2,R角较大时,以中线(内,外线的中心线)为展开尺寸。
扩展数据:当金属薄板弯曲并展开时,材料的一侧将被拉长,而另一侧将被压缩。
影响的因素包括:材料类型,材料厚度,材料热处理和弯曲角度。
Proe弯曲系数计算公式:Proe会在弯曲和展平钣金时自动计算要拉伸或压缩的材料的长度。
计算公式如下:L = 0.5π×(R + K系数×T)×(θ/ 90)50:发达的钣金长度R:弯头内半径T:材料厚度θ:弯曲角度Y因子:由神经弯曲线的位置确定的常数,默认值为0.5(所谓的“弯曲中心线”)。
初始值的默认值可以在config_ bend_ factor中设置在实际的钣金设计中,常用的钣金扁平化计算公式主要基于K系数,取值范围为0-1,表示材料在弯曲过程中的抗拉强度。
与y系数的关系如下Y系数=(π/ 2)×K系数K因子计算方法:K系数是指钣金内边缘之间的距离与钣金厚度之间的比率。
通常,金属薄板的外层会受到拉应力的拉伸,而内层会因压应力而缩短。
在内层和外层之间有一个纤维层,称为中间层。
根据中性层的定义,弯曲部分的毛坯长度应等于中性层的展开长度。
因为在弯曲过程中坯料的体积保持不变,所以变形大时中性层将向内移动,这就是为什么不能仅使用横截面的中性层来计算展开长度的原因。
如果中性层的位置用P表示(见图1),则可以表示为其中R为内弯曲半径/ mm;t为材料厚度/ mm;K是中性层位移系数。
图1中性层位置钣金弯曲的示意图如图2所示。
根据中性层展开的原理,毛坯的总长度应等于中性层的直线部分和弧形部分的长度之和。
弯曲部分图2钣金弯曲图其中,l是零件的总展开长度/ mm;α是弯曲中心角/(°);L1和L2分别是超出弯曲部分的起点和终点的部分的直线端长度/ mm。
钢板折弯展开长度计算方法
钢板折弯展开长度计算方法
钢板折弯展开长度计算方法:
一、内容
1、定义:钢板折弯展开长度是指将整个折弯长度按照一定的折痕折叠展开后的总长度。
2、计算公式:展开长度=原始折弯长度+2X(弯曲半径+弯曲深度)X 弯曲次数。
二、步骤
1、计算折弯半径:首先按照折弯长度、弯曲角度、弯曲深度计算折弯半径。
2、计算钢板折弯的展开长度:将折弯的原始长度加上圆弧的折痕,加上半径与深度乘以弯曲次数求得。
三、注意事项
1、当钢板反复折弯操作时,展开计算时需要考虑其他反复折弯的参数
以便准确计算。
2、折弯金属弹性变形极限值时,钢板在折弯过程中会发生变形,对折弯展开计算有一定影响,因此在折弯展开长度计算中,应适当加大设计值,增强安全性。
3、圆柱圆台折弯长度计算时也应注意:“非连续圆弧折弯”的直边和“连续折弯圆弧”的两个弧段的总长度之和,构成本折弯长度。
钢板折弯展开尺寸计算方法

钢板折弯展开尺寸计算方法嘿,朋友们!今天咱来唠唠钢板折弯展开尺寸计算方法。
这可真是个有意思的事儿呢!你想想看,那一块平平的钢板,咱要让它弯出个形状来,这可不是随便弄弄就行的呀!那得精确计算,不然折出来的东西可就不伦不类啦。
咱先来说说最基本的,就是要知道这钢板原来的尺寸。
就好像你要去一个陌生的地方,总得先知道自己从哪儿出发吧!然后呢,根据要折弯的角度和折弯半径来计算。
这就好比你要走一条弯路,你得知道弯多大,才能知道自己最后会走到哪儿去。
比如说,你要把一块钢板折成一个直角。
那你就得好好琢磨琢磨,这个直角的两边得留多长合适呀。
要是留短了,那可就折不出来;要是留长了,又浪费材料不是。
这就好像你做衣服,尺寸得量好了,不然做出来不合身多难看呀。
再复杂点的,要是遇到那种折弯好几次的情况,哎呀,那可就得仔细咯!不能马虎,一个不小心算错了,那整个东西就都毁了。
就好像搭积木,一块没搭好,可能整个就倒了。
其实啊,计算这个展开尺寸也不难,只要你掌握了方法,多练习几次,就跟吃饭睡觉一样自然啦。
你看那些熟练的工人师傅,他们为啥能那么快那么准地算出尺寸来呀?还不是因为他们经验丰富,练得多呗!咱普通人也能学会呀,只要咱肯下功夫。
别一看到那些数字和公式就头疼,要勇敢地去挑战它们!就像打游戏过关一样,过了这一关,你就会觉得特别有成就感。
而且啊,学会了这个计算方法,你自己就能动手做很多好玩的东西呢。
比如说做个小架子,放放书啊,摆摆小物件啥的。
多有意思呀!你想想,自己亲手做出来的东西,用起来是不是特别有感觉?总之呢,不要觉得钢板折弯展开尺寸计算方法有多难,只要你用心去学,肯定能学会。
到时候,你就能在朋友面前露一手啦,让他们对你刮目相看!加油吧,朋友们!让我们一起攻克这个小难题,创造出属于我们自己的精彩!。
钢板折弯价格算法
钢板折弯价格算法
1目的
统一展开计算方法,做到展开的快速准确.
2适用范围
五金模厂
3展开计算原理
板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一.既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.
4计算方法
展开的基本公式: .
展开长度=料内+料内+补偿量
4.1 R=0,折弯角θ=90°(T<1.2,不含1. 2mm)
L=(A-T)+(B-T)+K
=A+B-2T+0.4T
上式中取: λ=T/4K=λ*π/2=T/4*π/2=0. 4T。