催化重整流程模拟
催化重整工艺流程
出口价格同步变动的现象。与这一现象直接相关的近代事
业是
()
A.电报业
B.大众报业
C.铁路交通业 D.轮船航运业
[解析] 材料主要反映了信息交流的快捷,故选A。
[答案] A
[题组冲关]
3.假如某爱国实业家在20世纪初需要了解全国各地商业信
息,可采用的最快捷的方式是
()
A.乘坐飞机赴各地了解 B.通过无线电报输送讯息
解析:从图片中可以了解到各国举的灯笼是火车形状, 20世纪初的这一幅漫画正反映了帝国主义掠夺中国铁路 权益。B项说法错误,C项不能反映漫画的主题,D项时 间上不一致。 答案:A
[典题例析] [例2] (2010·福建高考)上海是近代中国茶叶的一个外销
中心。1884年,福建茶叶市场出现了茶叶收购价格与上海
1.李鸿章1872年在上海创办轮船招商局,“前10年盈和,成
为长江上重要商局,招商局和英商太古、怡和三家呈鼎立
之势”。这说明该企业的创办
()
A.打破了外商对中国航运业的垄断
B.阻止了外国对中国的经济侵略
C.标志着中国近代化的起步
D.使李鸿章转变为民族资本家
解析:李鸿章是地主阶级的代表,并未转化为民族资本家; 洋务运动标志着中国近代化的开端,但不是具体以某个企业 的创办为标志;洋务运动中民用企业的创办在一定程度上抵 制了列强的经济侵略,但是并未能阻止其侵略。故B、C、D 三项表述都有错误。 答案:A
”;此后十年间,航空事业获得较快发展。
筹办航空事宜
处
三、从驿传到邮政 1.邮政 (1)初办邮政: 1896年成立“大清邮政局”,此后又设 , 邮传邮正传式部脱离海关。 (2)进一步发展:1913年,北洋政府宣布裁撤全部驿站; 1920年,中国首次参加 万国。邮联大会
催化重整装置操作工:催化重整装置操作工考试题及答案模拟考试_0.doc
催化重整装置操作工:催化重整装置操作工考试题及答案模拟考试 考试时间:120分钟 考试总分:100分遵守考场纪律,维护知识尊严,杜绝违纪行为,确保考试结果公正。
1、填空题 重整反应空速控制的最低限为设计能力的( )。
本题答案:60% 本题解析:60% 2、问答题 阀门开不动的原因及处理方法。
(KHD :设备使用维修能力) 本题答案:原因:(1)填料太紧,压盖偏斜; (2)伐杆 本题解析:原因:(1)填料太紧,压盖偏斜; (2)伐杆弯曲、阀杆螺纹损坏,积垢; (3)阀门关闭力太大或阀杆受热膨胀; (4)(支架轴承盖松脱顶住手轮)伐杆螺母松脱; (5)因气温低冻凝。
处理:(1)调整填料螺栓的松紧,调正压盖; (2)矫正直伐杆、修理伐杆螺纹、附垢; (3)边敲击伐体法兰,边旋手轮; (4)重新固定伐杆螺母; (5)用蒸汽适当加热伐门。
3、问答题姓名:________________ 班级:________________ 学号:________________ --------------------密----------------------------------封 ----------------------------------------------线----------------------试述重整停油的步骤?(KHD:事故判断处理及应变能力)本题答案:⑴10~15℃/h的速度降低重整各入口温度至450℃。
本题解析:⑴10~15℃/h的速度降低重整各入口温度至450℃。
⑵以10t/h的速度降低重整进料至50%负荷,产品改至不合格线出装置。
⑶各反以15~20℃/h的速度至400℃时停重整进料,停注氯、注水,保持400℃恒温赶油4小时。
⑷重整高分无液面后,关闭液控阀。
⑸停油后压力低于指标值的80%时,要补入氢气,维持压力。
⑹放净高分、进料线及系统各低点存油,以40~50℃/h速度升温至510℃,进行下一步的热氢脱硫。
连续催化重整装置流程模拟与优化

石油炼制与化工PETROLEUM PROCESSING AND PETROCHEMICALS2021年1月第52卷第1期控制与优化连续催化重整装置流程模拟与优化宋举业】,贺黎明】,杨彩娟2,张英哲】,张悦】,王兴智1(•中国石化洛阳分公司,河南洛阳471012;2.石化盈科信息技术有限责任公司过程控制事业部/摘要:应用AspenHYSYS软件对中国石化洛阳分公司700kt/a连续催化重整(简称重整)装置进行流程模拟,得到了与装置实际操作接近的理想模型。
通过模型对重整预加氢分馏塔(C101)操作参数、重整生成油换热流程进行优化,并模拟反应温度对重整汽油辛烷值桶、芳烃收率、纯氢收率等产品指标及积炭速率的影响。
结果表明:优化后重整进料中C5组分的质量分数由优化前的3.06%降至2.40%,C101塔底再沸炉瓦斯耗量减少94m3/h;优化重整生成油换热流程后,重整脱戊烷油热供芳烃温度由70C提高至95C,下游芳烃装置3.5MPa蒸汽耗量降低2t/h,重整生成油脱戊烷塔塔底再沸炉瓦斯耗量减少20m3/h,C101塔顶两台空气冷却器停运,节电248kW-h;结合装置烧焦能力,确定了重整装置适宜的反应温度为520C。
通过上述优化措施,连续重整装置效益可增加1358万元/a。
关键词:流程模拟连续重整节能降耗换热优化中国石化洛阳分公司(简称洛阳分公司)700kt/a 连续催化重整(简称重整)装置设计时采用IFP工艺,装置改造时采用中国石化洛阳工程公司的国产化连续重整成套技术[1]。
连续重整装置以直馏石脑油、加氢石脑油和焦化石脑油为原料,反应生成的重整生成油经脱戊烷塔脱除戊烷及液化气组分后热供至下游芳烃抽提装置,副产的氢气脱氯后送至洛阳分公司氢气管网供下游加氢类装置使用。
连续重整装置在洛阳分公司炼油结构中占据重要地位,是创效的关键装置。
由于洛阳分公司采用原油顺序加工的模式,连续重整装置运行模式为贫、富原料定期切换,目前运行负荷为106%,大负荷运行工况下,存在重整预加氢分馏塔(C101)分离精度差、重整脱戊烷油热供芳烃温度低等问题。
催化重整装置风险分析及泄漏后果量化模拟
催化重整装置风险分析及泄漏后果量化模拟摘要:催化重整装置是工业过程中非常重要的一个装置,然而在化工过程中,也是经常使用的一种装置。
其覆盖的领域包含石油化工、制药等,在众多行业领域内占有重要的地位,在全球经济中也起到了重要的作用。
石油化工与炼化对于国家的发展来讲,是非常重要的一个行业。
能够为社会提供能源,例如车辆加入的汽油等,这些都是非常重要的能源。
关键词:催化重整装置,泄漏风险。
引言:目前世界能源短缺是一个大问题,尤其是在中国加入了wto之后,所面临的竞争越来越激烈,尤其是国内有大部分石油化工等企业面临着设备陈旧,工艺落后等情况。
如果与较为发达的西方国家相比,中国还处于落后的位置,因为中国在能源生产方面花费的成本高,所获得的利益小于国外,产生很大的差距,所以在同行之中,目前还缺少竞争力。
那么该如何让企业达到转型?如何让企业能够进一步的改造技术?面对着这些问题,首先应该采用先进的装置,并且在经过检验合格后,要达到相应的标准。
能够保证生产能够稳定生产,争取达到世界先进水准。
这是企业需要紧急解决的问题。
根据现在的背景分析,目前电子信息技术已经充分与石油化工技术相融合,在化工企业也会使用自动化设备,通过对流程进行模拟,能看到在未来会有很好的发展前景。
量化模拟采用了数学方式,对于静态过程以及动态过程展开描述,用计算机能够显示出物料平衡以及化学平衡。
获得相关数据后进行评价并制定方案。
目前还处于研究阶段,首先应该弄清所想要达到的目的,并且在实验阶段应该建立亮化模拟,从而寻求更完善的方案。
本文主要针对催化重整装置所出现的风险展开分析。
以及对其进行量化模拟。
一、催化重整装置风险分析(一)开停工时危险因素及其防范1.停工过程中危险因素及其防当处于停工的状态下,此时正在降温降量,那么也要严格避免出现高温的情况,要严格遵守,先去降温后去降量,要按照这个原则来进行施工,如果温度没有降下去,那么不可以进行降量。
在操作中可以参考反应器降温曲线图,要避免出现高温的情况,导致催化剂受到严重损失。
惠州石化有限公司连续重整装置工艺流程模拟与优化
CHEMICAL INDUSTRY AND ENGINEERING PROGRESS 2017年第36卷第7期·2724·化 工 进展惠州石化有限公司连续重整装置工艺流程模拟与优化孟凡辉,纪传佳,杨纪(中海油惠州石化有限公司,广东 惠州 516086)摘要:以惠州石化有限公司200×104t/a 连续重整装置为研究对象,采用英国先进技术公司KBC 的流程模拟软件Petro-SIM ,建立了预加氢部分、重整反应部分以及重整全流程模型,以期优化装置操作条件,改善装置的生产瓶颈。
应用该模型分别对重整加权平均反应入口温度以及重整装置的3条分馏塔进行了优化分析。
模拟结果得出,重整加权平均反应入口温度在520.7~521.7℃时,重整操作条件最优;预加氢产物汽提塔底温度在235℃、塔压在1.01MPa 、进料温度在171℃时达到最佳的分离效果;重整脱戊烷塔塔压在1.02MPa 、重整脱丁烷塔塔压在1.0MPa 时塔的操作最优。
通过实施优化措施,将重整加权平均反应入口温度由517.7℃提高至521℃,可增产芳烃2.7×104t/a ,氢气1.126×107m 3/a ;分别将汽提塔塔压、脱戊烷塔塔压以及脱丁烷塔塔压由1.1MPa 降至1.0MPa ,共节约燃料气3.528×106m 3,多回收C 6环烷烃2.306×104t/a 。
核算装置效益,全年可实现节能效益197.9万元,提升装置经济效益3128.8万元。
关键词:连续重整装置;模拟;模型;优化;节能中图分类号:TQ021.8 文献标志码:A 文章编号:1000–6613(2017)07–2724–06 DOI :10.16085/j.issn.1000-6613.2016-2078Process simulation and optimization for CNOOC Huizhou company’scontinuous reforming unitMENG Fanhui ,JI Chuanjia ,YANG Ji(CNOOC Huizhou Petrochemical Limited Company ,Huizhou 516086,Guangdong ,China )Abstract :Using the Petro-SIM software ,technicians established the pretreatment model ,the catalytic reforming reaction model and the complete continuous catalytic reforming (CCR )process model which reflecting the actual operating conditions of 200×104t/a reforming unit in Huizhou company of China national offshore oil corporation (CNOOC ).The results showed that the reforming conditions are optimal when the inlet temperature at 520.7—521.7℃. The hydrogenation product stripper’s bottom temperature at 235℃,the pressure at 1.01MPa and the feed temperature at 171℃. The best separation effect was obtained. The operation of the column is optimal when the reforming depentanizer’s pressure is at 1.02MPa and the reforming butane tower’s pressure at 1.0MPa. The models were applied to the analysis of reactor temperature and three fractionation columns ,such as increasing the average weighted temperature from 517.7℃ to 521℃,the aromatics increased by 2.7×104t/a and hydrogen increased by 1.126×107m 3/a. The pressures at the top of stripper tower ,depentanizer and the butane tower were reduced from 1.1MPa to 1.0MPa respectively. The flue gas was decreased by 3.528×106m 3 and C 6 naphthenic increased by 2.306×104t/a. Effective measures have been adopted to improve the operation of reforming unit ,energy savings for the unit totaled 1.979 million yuan and annual economic benefits totaled 31.288 million yuan. Key words :continuous reforming unit ;simulation ;model ;optimization ;energy saving 中海油惠州石化有限公司连续重整装置采用美国环球油品公司第三代超低压连续重整专利技收稿日期:2016-11-14;修改稿日期:2017-01-04。
催化重整装置生产原理及工艺流程[专家学习]
![催化重整装置生产原理及工艺流程[专家学习]](https://img.taocdn.com/s3/m/61f178176529647d26285292.png)
3
一、催化重整装置工艺流程简述
催化重整装置可分为五个大的部分:预处理部分、重整部分、抽 提部分、精馏部分、辅助生产部分。以下我们要详细介绍本装置各部 分的工艺流程
一类特制
4
瓦斯 轻烃
预
分 常顶料
馏
重整装置总体框图
预
重整
抽提
加
重 整
抽 提
氢
二加氢来料
辅助系统
一类特制
汽油 余油 苯
精馏
精 馏
汽油
5
(一)、预处理部分
一类特制
15
一类特制
16
一类特制
17
工艺原理 在各种烃类中,如果碳原子数相同,正构烷烃的辛烷值比异构烷
烃低得多,环烷烃的辛烷值又比芳香烃低。直馏汽油中主要成份是正 构烷烃和环烷烃,催化重整之目的就是在一定温度、压力、氢油比条 件下通过催化剂的作用,将正构烷烃和环烷烃分子中的原子重新调整 排列转化生成分子量相近或相等的芳香烃和异构烷烃,从而获得高辛
以下我们要详细介绍本装置各部分的工艺流程4一类特制常顶料预分馏预加氢辅助系统重整抽提精馏汽油二加氢来料重整抽提精馏瓦斯轻烃苯余油汽油重整装置总体框图5一类特制预处理部分预分馏塔系统预加氢系统蒸发脱水塔系统一预处理部分6一类特制初顶直馏石脑油自罐区输转87单元47罐区545556罐来经预分馏进料泵泵101102升压后进入预分馏进料换热器换102加热然后进入预分馏塔塔101塔顶分出不适宜重整进料的轻馏分塔底馏出物去预加氢
C
C
+ H2
一类特制
21
C
C
+ 4H2
-H2
nC6H14
+ 4H2
在我国多数原油中,直馏分含烷烃50~60%,其中正构烷烃又占近 半数,促进这类反应对提高汽油辛烷值和增产芳烃有很重要的意义。
石脑油催化重整产氢系统工艺计算

石脑油催化重整产氢系统工艺计算石脑油是一种重要的炼油产品,其中含有丰富的烃类化合物,可以通过催化重整产氢技术进行加工,得到高品质的氢气和苯乙烯等有价值的化学品。
因此,石脑油催化重整产氢系统是炼油工业中的重要组成部分,在技术研究和改善方面受到广泛的关注。
一、催化重整产氢系统的基本工艺催化重整产氢技术是利用催化剂将石脑油中的重质烃类化合物转化为轻质烃,同时产生大量氢气。
该技术主要基于以下反应过程:CnHm + nH2O → nCO + (n+1)H2其中,CnHm为石脑油中的烃类化合物,H2O为水,n表示所产生CO和H2的摩尔比。
具体的反应过程需要在一定的温度和压力条件下进行。
该过程中,需要使用定量的催化剂,并控制合理的反应速率和反应时间,以达到最佳的反应效果和催化剂利用率。
二、催化重整产氢系统工艺计算在实际的催化重整产氢系统设计中,需要进行相应的工艺计算,以确定最佳的反应条件和操作参数。
1.反应条件的计算反应条件主要包括反应温度、反应压力和反应速率三个方面。
反应温度是催化重整产氢系统中的关键参数之一,需要在保证催化剂活性的同时,使反应过程具有较高的速率和转化率。
反应温度的选择需要考虑到反应热平衡和催化剂活化的影响,一般在500-600℃之间。
反应压力是影响反应速率和反应深度的关键参数之一,需要在保证催化剂活性的同时,使反应物分子之间的碰撞概率增大,一般在20-30MPa之间。
反应速率为反应深度的重要决定因素,它取决于石脑油中烃类化合物的种类、含量、催化剂种类和温度、压力等因素。
通过动力学表征和实验测量,可以得到反应速率方程式和速率常数等参数,以指导实际反应过程。
2.操作参数的计算操作参数主要包括催化剂的选择和投料比例,以及反应器设计和装置排布等方面。
催化剂是催化重整产氢系统中的核心组件,需要选择高稳定性、高活性、低毒性的催化剂,以保证反应过程的高效合理。
投料比例需要根据石脑油中的化学成分、热力学性质和反应速率参数等因素来确定。
催化重整工艺流程图
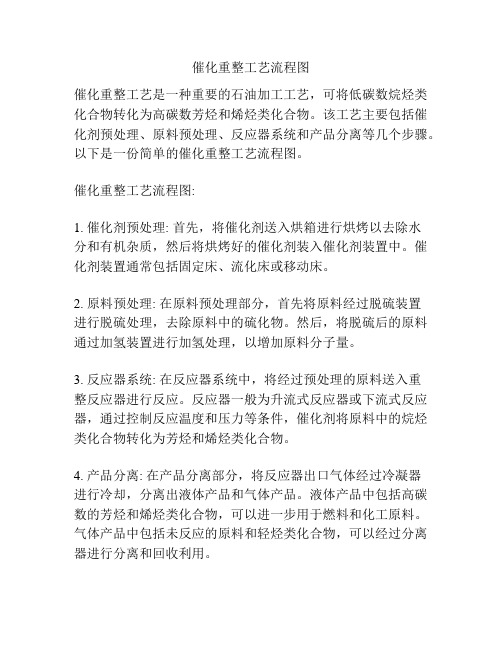
催化重整工艺流程图
催化重整工艺是一种重要的石油加工工艺,可将低碳数烷烃类化合物转化为高碳数芳烃和烯烃类化合物。
该工艺主要包括催化剂预处理、原料预处理、反应器系统和产品分离等几个步骤。
以下是一份简单的催化重整工艺流程图。
催化重整工艺流程图:
1. 催化剂预处理: 首先,将催化剂送入烘箱进行烘烤以去除水
分和有机杂质,然后将烘烤好的催化剂装入催化剂装置中。
催化剂装置通常包括固定床、流化床或移动床。
2. 原料预处理: 在原料预处理部分,首先将原料经过脱硫装置
进行脱硫处理,去除原料中的硫化物。
然后,将脱硫后的原料通过加氢装置进行加氢处理,以增加原料分子量。
3. 反应器系统: 在反应器系统中,将经过预处理的原料送入重
整反应器进行反应。
反应器一般为升流式反应器或下流式反应器,通过控制反应温度和压力等条件,催化剂将原料中的烷烃类化合物转化为芳烃和烯烃类化合物。
4. 产品分离: 在产品分离部分,将反应器出口气体经过冷凝器
进行冷却,分离出液体产品和气体产品。
液体产品中包括高碳数的芳烃和烯烃类化合物,可以进一步用于燃料和化工原料。
气体产品中包括未反应的原料和轻烃类化合物,可以经过分离器进行分离和回收利用。
以上是一份简单的催化重整工艺流程图,它展现了催化重整工艺的基本步骤和关键环节。
在实际生产中,还有许多辅助设备和控制系统用于确保工艺的运行稳定和安全。
催化重整工艺的发展,对于提高石油加工的效率和产品质量具有重要意义,也广泛应用于石化行业。
催化重整装置生产原理及工艺流程课件

目录 CONTENT
• 催化重整装置概述 • 催化重整装置生产原理 • 催化重整装置工艺流程 • 催化重整装置操作与维护 • 催化重整装置安全与环保 • 催化重整装置发展与展望
01
催化重整装置概述
催化重整装置的定义
催化重整装置是一种将石油烃类原料 进行重整的装置,通过催化剂的作用 ,将原料转化为芳烃和氢气的过程。
产品分离部分
能量回收部分
包括分馏塔、稳定塔等设备,用于将重整 产物分离成各种组分,如汽油、苯、甲苯 等。
包括热回收系统、发电系统等,用于回收 重整反应中产生的热量和压力能。
02
催化重整装置生产原理
原料预处理原理
原料预处理
预处理是催化重整装置生产中的 重要环节,主要目的是去除原料 中的杂质,如水分、盐类、重金 属等,以提高原料的质量和稳定 性。
未来催化重整装置将更加注重能效提升、污染物排放减少和资源循环利用,通过技术创新和产业升级,实现绿色 可持续发展。
感谢您的观看
THANKS
氢气和副产品分别收集起来。
产品精制
02
重整油经过精制处理,通过吸附、萃取等方法脱除杂质和不稳
定组分,提高产品的质量和稳定性。源自产品储存和运输03
处理后的重整油和其他产品储存于储罐中,根据市场需求进行
运输和销售。
04
催化重整装置操作与维 护
装置启动与运行
启动准备
检查装置的各项准备工作,包 括原料、催化剂、仪表、阀门
产品种类及性质
产品的种类和性质取决于 原料的组成、反应条件和 催化剂的种类。
产品分离与提纯
产品经过分离与提纯,去 除杂质和未反应的原料, 得到符合质量要求的最终 产品。
催化重整装置操作工:催化重整装置操作工考点模拟考试练习_0.doc

催化重整装置操作工:催化重整装置操作工考点模拟考试练习 考试时间:120分钟 考试总分:100分遵守考场纪律,维护知识尊严,杜绝违纪行为,确保考试结果公正。
1、问答题 炉管破裂的原因、现象、处理方法?(KHD :设备使用维修能力) 本题答案:原因:(1)炉管结焦或堵塞;(2)长期局部过热;(3) 本题解析:原因:(1)炉管结焦或堵塞;(2)长期局部过热;(3)偏流。
现象:(1)炉膛内炉管处有火焰或燃烧或看窗冒火;(2)炉膛和炉出口温度上升。
处理:按紧急停工处理。
2、判断题 溶剂精制是利用吸附过程将润滑油原料中的非理想组分除去。
本题答案:错 本题解析:暂无解析 3、问答题 生产过程如何保护预加氢催化剂?(KHD :事故判断处理及应变能力) 本题答案:⑴操作中尽量保持温度平稳,提降温度每次不大于5℃。
本题答案:现代双、多金属重整催化剂的酸性是由酸性组分氯提供的。
氯 本题解析:现代双、多金属重整催化剂的酸性是由酸性组分氯提供的。
氯在催化剂载体中占据了原有的一个羟基的位置。
载体(-Al2O3)表面具有一定数量的羟基,在一定的条件下,可以部分脱水而生成氧桥;氧桥又可以与环境气氛中的HCl 发生交换反应。
使氯被固定在载姓名:________________ 班级:________________ 学号:________________ --------------------密----------------------------------封 ----------------------------------------------线----------------------体表面上5、问答题燃料油中断造成加热炉熄火的处理方法?本题答案:1)因燃料油中断造成加热炉熄火时,应立即关闭炉前各火咀本题解析:1)因燃料油中断造成加热炉熄火时,应立即关闭炉前各火咀的手伐,关闭烟道挡板及风门。
2)联系有单位提供燃料。
催化裂化装置流程模拟与优化案例分析[1]
![催化裂化装置流程模拟与优化案例分析[1]](https://img.taocdn.com/s3/m/75cdd7b38bd63186bcebbc7a.png)
裂化热因子
裂化热因子 =
表观裂化热 理论裂化热
第16/45页
8
3、数据输入及模型校正
焦中氢
第17/45页
4、预测研究及模型微调
预测模式
主体预测 全部预测
第18/45页
9
4、预测研究及模型微调
典型独立变量
新鲜进料流率 提升管出口温度 原料预热温度 主风量 烟气O2含量 再生剂定碳 新鲜剂补充量 平衡剂活性
5
10
15
柴油(W%)与操作条件关系
6.00 5.95 5.90 5.85 5.80 5.75
0
5
10
15
生焦量(W%)与操作条件关系
92.0
91.8
91.6
91.4
91.2
91.0
0
2
4
6
8
10
12
14
装置液收(C3+液体,W%)与操作条件关系
从以上产品收率变化趋势 可以出工况5为预测工况中最 好操作条件。
序号 1 2 3 4 5
解吸塔塔底温度 122℃ 123℃ 124℃ 125℃ 126℃
干气中丙烯(wt%) ? ? ? ? ?
第28/45页
14
例:操作参数目标值筛选
序号 1 2 3 4 5
解吸塔塔底温度 122℃ 123℃ 124℃ 125℃ 126℃
干气中丙烯 1.69wt% 1.73wt% 1.80wt% 1.89wt% 2.47wt%
原料重量 — 产品重量 误差 =
× 100
原料重量
误差大于 +/- 2.0% 数据需要重新核查
第11/45页
2、物料平衡校验
合理的产品收率
简述催化重整中的反应类型及重整工艺流程
简述催化重整中的反应类型及重整工艺流程Catalytic reforming is a crucial process in the petroleum industry, which is primarily used for the production of high-octane gasoline components. In this process, hydrocarbon feedstocks are transformed into higher-octane hydrocarbons through various reactions occurring under specific conditions. There are several reaction types involved in catalytic reforming, including dehydrogenation, isomerization, cyclization, and aromatization.催化重整是石油工业中的一项关键技术,主要用于生产高辛烷值汽油组分。
在这个过程中,碳氢化合物原料通过在特定条件下发生的各种反应转化为较高辛烷值的碳氢化合物。
催化重整中涉及到几种不同类型的反应,包括脱氢、异构化、环状化和芳构化。
Dehydrogenation is a vital reaction type in catalytic reforming. It involves the removal of hydrogen molecules from hydrocarbon chains to form unsaturated compounds. This reaction helps to increase the octane number of gasoline components by introducing double bonds into the molecularstructure.脱氢是催化重整中的一个重要反应类型。
催化重整施工方案范文

催化重整施工方案范文一、工程概况。
咱这个催化重整项目啊,那可是相当重要的。
就好比给汽车发动机来个超级升级,让它跑得又快又稳还省油。
这个工程主要是对现有的装置进行改造升级,要在原有的地盘上“动刀子”,让催化重整的效果达到一个全新的高度。
二、施工目标。
1. 质量目标。
咱这活干出来,那质量得杠杠的。
就像盖房子,每一块砖都得严丝合缝,不能有半点马虎。
要保证改造后的催化重整装置运行起来顺顺当当,各项指标都得达到甚至超过行业标准。
2. 安全目标。
安全可是头等大事,咱可不能在施工的时候出什么岔子。
每个工人都得像超级英雄一样,时刻警惕着周围的危险。
要做到零事故,让大家都能平平安安地把活干完,开开心心地回家。
3. 进度目标。
时间就是金钱,这工程得按照计划来,就像火车得按轨道跑一样。
每个阶段都有自己的任务,得一环扣一环,不能拖拖拉拉,要确保在规定的时间内顺利竣工。
三、施工准备。
1. 技术准备。
施工之前,得先把技术这关过好。
工程师们就像一群智慧的魔法师,得把施工图纸研究得透透的。
把那些复杂的技术参数都搞清楚,还要对施工人员进行详细的技术交底,让每个人都知道自己该干啥,就像战士知道自己的作战任务一样。
2. 人员准备。
人是干活的主力,得找一群靠谱的兄弟。
有经验丰富的老师傅带着年轻的小徒弟,就像老母鸡带着小鸡一样。
不同工种的人员要搭配好,焊工、钳工、管工等,就像一支篮球队,每个位置都有自己的职责,这样才能打好这场施工的“比赛”。
3. 材料准备。
材料就像做饭的食材,得精挑细选。
各种管件、设备、催化剂等,都得按照设计要求采购。
在材料进场的时候,要像检查宝贝一样,仔细核对规格、型号、质量等,不合格的坚决不要,可不能让“烂苹果”混进咱们的“果篮”。
4. 设备准备。
施工设备也得提前准备好。
起重机就像大力士,电焊机就像神奇的针线,各种工具都要检查调试好,确保在施工的时候不会掉链子。
就像战士上战场前要检查自己的武器一样,设备不好使,那这活可就干不利索了。
催化重整工艺生产过程概述(DOCX 45页)

催化重整工艺生产过程学院:班级:学号:姓名:指导教师:编制日期:目录1.概论 (5)1.1催化重整简介 (5)1.2催化重整在石油加工中的地位 (5)1.3催化重整发展史 (5)1.4催化重整工艺过程 (6)2.催化重整化学反应机理 (8)2.1芳构化反应 (8)2.2异构化反应 (9)2.3加氢裂化反应 (10)2.4积炭反应 (10)3.催化重整催化剂 (10)3.1 催化重整催化剂类型及组成 (10)3.1.1 活性组分 (10)3.1.2 助催化剂 (11)3.2.催化重整催化剂评价 (12)3.3催化重整催化剂使用 (14)4.催化重整原料选择及处理 (19)4.1原料的选择 (19)4.2重整原料的预处理 (20)4.2.4 脱金属 (21)5.催化重整的具体工艺工程 (22)5.1世界有两种工业化连续重整技术 (22)5.2 原料及产品 (24)5.3工艺流程 (25)5.4原料预处理 (25)5.5催化重整 (26)5.6芳烃抽提工艺流程 (28)5.7芳烃精馏工艺流程 (29)5.8麦格纳重整工艺流程 (29)5.9重整反应的主要操作参数 (29)5.10催化重整工艺特点 (30)6.催化重整的重要部位及设备 (31)6.1重要部位 (31)6.2重要设备 (31)7.重整装置能耗分析 (33)7.1 半再生重整装置能耗分析 (33)7.2连续重整装置能耗分析 (35)7.3 两种重整工艺能耗对比分析 (36)8.降低重整能耗的措施 (37)8.1提高加热炉热效率 (37)8.2降低循环氢压缩机功率 (37)8.3优化工艺流程 (37)8.4选用高效设备 (38)8.5 能耗总结 (38)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Kinetic Modeling of Naphtha Catalytic ReformingReactionsJorge Ancheyta-Jua´rez*and Eduardo Villafuerte-Macı´asInstituto Mexicano del Petro´leo,Eje Central La´zaro Ca´rdenas152,Me´xico07730D.F.,Mexico, and Instituto Polite´cnico Nacional,ESIQIE,Me´xico07738D.F.,MexicoReceived February21,2000In this work a kinetic model for the naphtha catalytic reforming process is presented.The model utilizes lumped mathematical representation of the reactions that take place,which are written in terms of isomers of the same nature.These groups range from1to11atoms of carbon for paraffins,and from6to11carbon atoms for naphthenes and aromatics.The cyclohexane formation via methylcyclopentane isomerization and paraffins isomerization reactions were considered in the model.Additionally,an Arrhenius-type variation was added to the model in order to include the effect of pressure and temperature on the rate constants.The kinetic parameters values were estimated using experimental information obtained in a fixed-bed pilot plant.The pilot reactor was loaded with different amounts of catalyst in order to simulate a series of three reforming reactors.The reformate composition calculated with the proposed model agrees very well with experimental information.1.IntroductionCatalytic reforming of straight run naphthas is a very important process for octane improvement and produc-tion of aromatic feedstocks for petrochemical industries. Hydrogen and lighter hydrocarbons are also obtained as side products.Generally,the reforming is carried out in three or four fixed bed reactors which operate adiabatically at temperatures between450and520°C, total pressures between10and35atm,and molar hydrogen-to-hydrocarbon ratios between3and8.The feed to the first reactor is a hydrodesulfurized naphtha cut,composed of normal and branched paraffins,five-and six-membered ring naphthenes,and single-ring aromatics.A large number of reactions occur in catalytic reform-ing,such as dehydrogenation and dehydroisomerization of naphthenes to aromatics,dehydrogenation of paraf-fins to olefins,dehydrocyclization of paraffins and olefins to aromatics,isomerization or hydroisomerization to isoparaffins,isomerization of alkylcyclopentanes,and substituted aromatics and hydrocracking of paraffins and naphthenes to lower hydrocarbons.The major reactions in the first reactor are endothermic and very fast,such as dehydrogenation of naphthenes.As the feedstock passes through the reactors,the reactions become less endothermic and the temperature dif-ferential across them decreases.Recently there has been a renewed interest in the reforming process,first,because reformate is a major source of aromatics in gasoline,and second,because of the new legislation of benzene and aromatics content in commercial gasolines.In this sense,refiners have reduced the severity of the industrial reforming plants in order to decrease the amount of aromatics in gasoline, however it adversely affects the reformate octane.1 Because of these reasons,it is very important to develop an appropriate kinetic model capable of predict-ing the detailed reformate composition in order to use it,in combination with a catalytic reforming reactor model,for simulation and optimization purposes. Various kinetic models to represent catalytic reform-ing have been reported in the literature,which have different levels of sophistication.2-6All of these models consider some or all of the reactions mentioned earlier and they idealize the complex naphtha mixture so that each of the three hydrocarbon classes,paraffins,naph-thenes,and aromatics,is represented by a single compound having the average properties of that class. The kinetic model of Krane et al.3is one of the more elaborate models which considers all possible reactions for each individual hydrocarbon.However,the temper-ature and pressure dependency on the rate constants was not reported.In addition,this model does not consider the formation of the main benzene precursor (N6:cyclohexane)via isomerization of methylcyclopen-tane(MCP),and it does not take into account the reaction rates of hydrocarbons with11atoms of carbon because only hydrocarbon up to10atoms of carbon are considered.In the present paper the Krane et al.model is extended in order to consider these deficiencies.*To whom correspondence should be addressed.Instituto Mexicano del Petro´leo.FAX:(+52-5)587-3967.E-mail:jancheyt@imp.mx.(1)Unzelman,G.H.Oil Gas J.1990,88(15),43.(2)Smith,R.B.Chem.Eng.Prog.1959,55(6),76-80.(3)Krane,H.G.;Groh, A. B.;Shulman, B. D.;Sinfeit,J.H. Proceedings of the5th World Petroleum Congress1959,39-51.(4)Henningsen,J.;Bundgaard,N.M.Chem.Eng.1970,15,1073-1087.(5)Ramage,M.P.;Grazianai,K.R.;Krambeck,F.J.Chem.Eng. Sci.1980,35,41-48.(6)Padmavathi,G.;Chaudhuri,K.K.Can.J.Chem.Eng.1997,75, 930-937.1032Energy&Fuels2000,14,1032-103710.1021/ef0000274CCC:$19.00©2000American Chemical SocietyPublished on Web08/02/20002.Kinetic ModelThe proposed kinetic model is an extension of the model reported by Krane et al.,3which utilizes lumped mathematical representation of the reactions that take place.These representations are written in terms of isomers of the same nature(paraffins,naphthenes,or aromatics).These groups range from1to10carbon atoms for paraffins,and from6to10carbon atoms for naphthenes and aromatics.The Krane model includes the chemical reactions summarized in the first column of Table1.2.1.Kinetic Constants for C11Hydrocarbons.A catalytic reforming feedstock includes compounds hav-ing carbon number up to C11as can be seen in Table2. The Krane model groups in three lumps the hydrocar-bons with10and11atoms of carbon(P10+)P10+P11, N10+)N10+N11,and A10+)A10+A11,called in general as C10+)C10+C11).This implies that the reaction ratefor each hydrocarbon has the following equation:Equation1can also be written as a function of C10and C11and their individual kinetic constants(k10and k11) as follows:From eqs1and2the following expression can be obtained:whereEquations3and5can be used for evaluating the individual kinetic constants for hydrocarbons with10 and11atoms of carbon,k10and k11,respectively.In this calculation,the two ratios defined by eqs4and5are needed.To evaluate the constant R for each hydrocarbon type (eq4),various PIONA analysis of the feedstock of an industrial catalytic reforming plant in a period of three months were used.The individual and average values of these analysis are presented in Table2.The different values of R are:P10/P11)9.099,N10/N11)5.087,and A10/A11)24.294.The values of K(eq5)were obtained by extrapolation using various kinetic constant ratios reported by Krane et al.3(k7/k6,k8/k7,k9/k8,and k10/k9)as a function of the number of atoms of carbon.Figure1shows this proce-dure for two reactions of hydrocracking of paraffins to paraffins with less number of carbon atoms.The com-plete results of these extrapolations and the final values of the individual kinetic constants for hydrocarbon with 10and11atoms of carbon are presented in Table3.2.2.Benzene Formation.The Krane model does not consider neither the cyclohexane formation via MCP isomerization(MCP T N6)nor the MCP production from P6(P6T MCP).The Krane model only takes into account the following path reaction:P6T N6T A6.As it was mentioned before,it is very important to accurately predict benzene content in reformate.Be-cause it is impossible to tell exactly how much benzene is produced by each of the various identified reaction mechanisms,7the assumption that all benzene is pro-duced via cyclohexane dehydrogenation was considered in the present work,and the reaction network shown in Figure2,which includes the already mentioned path reaction with MCP,was added to the Krane model. 2.3.Isomerization of Paraffins.Isomerization of normal paraffins to isoparaffins is highly desirable reaction that contributes to the increase of reformate octane numbers during naphtha reforming.These are moderately fast reactions catalyzed by acid sites,and the reaction rate increases with increasing temperature and pressure.8Therefore,the splitting of paraffins lumps in n-paraffins and i-paraffins is a very important aspect to be considered.It is common to assume that the isomerization reactions are rapid enough to closely approach thermodynamic equilibrium at normal reform-ing conditions.9Hence,in this work the paraffins distribution was calculated by known equilibrium. 2.4.Effects of Pressure and Temperature on Kinetic Constants.The Krane model satisfactorily describes the reforming process,although its only seri-ous limitation is that it does not include the influence of temperature on the kinetic constants.In other words, this model is limited to the representation of isothermal operation at some point within the experimental tem-perature range in which Krane fit the parameters(800-960°F).To overcome this limitation,an Arrhenius-type variation of the rate constants was previously re-(7)Turpin,L.E.Hyd.Proc.1992(June),81-91.(8)Padmavathi,G.;Chaudhuri,K.K.Can.J.Chem Eng.1997,75, 930-937.(9)Gates,B.C.;Katzer,J.R.;Schuilt,G.C.A.Chemistry of Catalytic Processes;McGraw-Hill book Co.:New York,1979;p184.d C10+ d(1SV))k10+C10+)k10+(C10+C11)(1)d C10+ d(1SV))k10C10+k11C11(2)k 10)k10+(R+1)(R+K)(3)R)C10C11(4)K)k11k10(5)Table1.Reactions of the Krane et al.1and the ProposedKinetic Modelsnumber of reactionsreaction a Krane model this workparaffinsP n f N n46P n f P n-i+P i2126subtotal2532naphthenesN n f A n56N n f N n-i+P i611N n f P n57subtotal1624aromaticsA n f A n-i+P i57A n f P n45A n f N n11subtotal1013total5371a n:number of atoms of carbon(1e i e5)Naphtha Catalytic Reforming Reactions Energy&Fuels,Vol.14,No.5,20001033ported.10The activation energy values for all reactions were taken from the literature.4Another limitation of the Krane model is that experi-mental data do not include variations in operating pressure.The model,therefore,is valid only at the base pressure (300psig).It is well-known that pressure affects the equilibrium conversion of reforming reactions in which a change of volume occurs as a result of the chemical reaction.Thus,in this work a factor that accounts for the pressure effect on the rate constant was also included.10,11The equation for the combined effect of temperature and pressure on the kinetic constants can be expressedas follows.10The values of activation energies and pressure effect factors are given in Tables 4and 5,respectively.2.5.The Proposed Kinetic Model.On the basis of the above discussion,the chemical reactions included in the proposed kinetic model are presented in the second column of Table 1.This model has 18more reactions compared to the Krane model.Four more lumps can be directly predicted with this new model,P 11,N 11,A 11,and MCP,and by equilibrium calculations,six iso-paraffin lumps (i-P 5,i-P 6,i-P 7,i-P 8,i -P 9,i -P 10)can also be estimated.In addition,benzene formation can be more accurately calculated,since the reactions between N 6and MCP were incorporated to the model.3.Pilot Plant Experiments3.1.Materials.The feedstock used in this study was an hydrodesulfurized straight-run naphtha (distillation range:82.3-168.1°C and density of 0.74g/mL)recovered from an industrial naphtha HDS unit.The composition as determined by GC analysis is presented in Table 6.The hydrodesulfurized naphtha contained less than 0.5wppm sulfur,and its water content was less than 1wppm.The feedstock was derived from a crude oil with the following properties:26.9°API,2.3wt %sulfur,4.5wt %asphaltenes,5.9wt %Conradson carbon,and 54and 266wppm of Ni and V,respectively.The catalyst used in this investigation was a commercial available Pt -Re reforming sample (Pt,0.29wt %;Re,0.29wt(10)Ancheyta,J.J.;Aguilar,R.E.Oil Gas J.1994,Jan.31,93-95.(11)Jenkins,J.H.;Stephens,T.W.Hyd.Proc.1980(Nov),163-167.Table 2.PIONA Analysis of a Catalytic Reforming Feedstocksample 1sample 2sample 3sample 4sample 5sample 6average n -paraffinsC 40.000 1.5680.0000.0000.0000.0000.261C 5 1.81811.3689.81810.362 1.983 1.392 6.124C 69.6338.0348.3568.4129.4679.4778.897C 78.116 6.7787.1147.1488.3868.4027.657C 8 6.464 5.326 5.602 5.616 6.640 6.683 6.055C 9 4.454 3.514 3.858 3.809 4.625 4.680 4.157C 10 1.640 1.403 1.707 1.635 1.948 2.066 1.733C 110.2970.2660.3210.2920.3180.3700.311i -paraffins C 40.0000.0760.0000.0000.0000.0000.013C 50.565 6.459 3.191 3.7710.7940.453 2.539C 68.8387.2697.4487.469 4.845 5.299 6.861C 7 6.759 5.656 5.932 5.965 6.943 6.963 6.370C 87.070 5.897 6.310 6.1877.2897.344 6.680C 9 6.241 5.066 5.499 5.311 6.448 6.509 5.846C 10 3.526 2.840 3.384 3.221 3.899 4.402 3.545C 110.2120.2030.2810.2540.2890.3740.269naphthenes C 50.8970.9770.9730.9780.3330.2860.741C 6 5.069 4.345 4.435 4.434 5.226 5.166 4.783C 7 6.934 6.038 6.071 6.0657.1797.157 6.574C 8 5.112 4.307 4.593 4.565 5.320 5.461 4.893C 9 1.842 1.535 1.655 1.578 1.938 1.970 1.753C 100.4950.3980.5580.4920.5610.6410.524C 110.0960.0850.1060.0990.1050.1250.103aromatics C 6 1.393 1.074 1.200 1.199 1.380 1.351 1.266C 7 3.506 2.676 3.024 3.038 3.634 3.576 3.242C 8 5.326 4.015 4.529 4.542 5.507 5.428 4.891C 9 2.908 2.186 2.956 2.671 3.488 3.218 2.905C 100.7070.5690.9030.8300.891 1.0560.826C 110.0320.0320.0350.0310.0360.0370.034Figure 1.Evaluation of the constant K for P 11dehydrogena-tion reactions.k i )k i0[E Aj R (1T 0-1T)](P P 0)R k(6)1034Energy &Fuels,Vol.14,No.5,2000Ancheyta-Jua ´rez and Villafuerte-Macı´as%)having a surface area of221m2/g,pore volume of0.36mL/ gm,and particle diameter of1.6mm.3.2.Pilot Plant Tests.The tests were performed in a fixed-bed pilot plant with hydrogen recycle.The unit consists of a stainless steel reactor(internal diameter of2.5cm and length of25cm),which was operated in isothermal mode by inde-pendent temperature control of a three-zone electric furnace.The tests were carried out at pressure of10.5kg/cm2;molar H2/hydrocarbon ratio of6.5;and temperatures of490,500and 510°C.To simulate a series of three reforming reactors,the pilot reactor was loaded with different amounts of catalyst,6,15, and30mL keeping the same naphtha flow at a constant value of102mL/h in order to have different space-velocities(WHSV), 17.72,7.09,and 3.54h-1,respectively.These amounts of catalyst and WHSV were selected in order to have20%of the total mass of catalyst in the first reactor,30%in the second reactor,and50%in the third reactor.The catalyst beds were diluted with an inert with the same particle size as the catalyst itself in order to have a better distribution of heat losses over the reactor,so that equalization of the temperature can take place more readly.The degree of dilution was varied depending on the amount of catalyst loaded in the reactor.The highest dilution was used for experiments with20%of the total mass of catalyst.The temperature drop,measured with an axial thermocouple,wasless than5°C.Reformate samples were collected in a high-pressure product receiver.The remaining C4-cracking products were removed by distillation afterward.The stabilized reformate was ana-lyzed on paraffins,i-paraffins,naphthenes,and aromatics by GC.4.Results and Discussion4.1.Reforming Experiments.Table7shows the detailed composition of the reformate as a function of reaction temperatures at WHSV of3.54h-1.It can be observed that aromatics hydrocarbons in the feedstocks pass thought the unit essentially unchanged,and their yields are higher as the reactor temperature increases. Therefore,the total amount of aromatics increases from 13.28mol%to52.8,56.66,and61.19mol%at490,500, and510°C,respectively.It should be noted that the most important increase is observed in lighter aromat-ics,especially A6,A7,and A8.Naphthenes react relatively easily and are highly selective to aromatics compounds via dehydrogenation. This reaction proceeds essentially to completion.In this work,N6,N9,N10,and N11disappear completely and the conversion of N7and N8is higher than82%.It was also confirmed that naphthenes dehydrogenation is favored by high reaction temperature as they were almost completely converted at temperatures higher than490°C(>86%conversion of total amount of naphthenes).This is the main reason because naph-thenes are the most desirable components in reforming feedstocks.The paraffins isomerization reaction is very important because naphthas contain a high percentage of normal paraffins,which,after isomerization,yield products with a higher octane number.This reaction occurs rapidly at commercial operating temperatures and it is limited by the thermodynamic equilibrium.The temperature has little influence on it because the heat of reaction isTable3.Individual Kinetic Constants for Hydrocarbons with10and11Atoms of Carbon reaction C6/C5C7/C6C8/C7C9/C8C10/C9C11/C10k+10a k10k11 P f N 2.2931 1.3609 1.4033 1.46450.02540.02430.0356 P n f P n-1+P1 1.1667 1.0000 1.3571 1.5789 1.6333 1.6678b0.00490.00460.0077P n f P n-2+P2 1.2000 1.0000 1.3888 1.5600 1.6154 1.6499b0.00630.00590.0097 P n f P n-3+P3 1.1852 1.3438 1.5814 1.6029 1.61700.01090.01030.0166 P n f P n-4+P4 1.5714 1.6182 1.62120.00890.00840.0135 P n f P n-5+P50.01240.01170.0191 N f P0.1351 2.3500 1.1489 1.0000 1.00000.00540.00540.0054 N f A 2.2587 2.3678 1.1395 1.0000 1.00000.24500.24500.2450 N n f N n-1+P114.111 1.0551 1.00000.01340.01340.0134 N n f N n-2+P2 1.0551 1.00000.01340.01340.0134 N n f N n-3+P3 1.00000.00800.00800.0080 A n f A n-1+P1 5.0000 1.2000 1.00000.00060.00060.0006 A n f A n-2+P2 1.2000 1.00000.00060.00060.0008 A f P 1.0000 1.0000 1.0000 1.00000.00160.00160.0016 a Original kinetic constant.b Values evaluated with Figure1.Figure2.Reaction network for benzene formation.Table4.Activation Energies for Each ReformingReaction4reaction j E Aj(kcal/mol) paraffinsP n f N n45P n f P n-i+P i55naphthenesN n f A n30N n f N n-i+P i55N n f P n45aromaticsA n f A n-i+P i40A n f P n45A n f N n30Table5.Factors for Pressure Effect10reaction k R kisomerization0.370dehydrocyclization-0.700hydrocracking0.433hydrodealquilation0.500Table6.PIONA Analysis of the Pilot Plant Feedstock n-paraffins i-paraffins naphthenes aromatics C4C5 3.80 3.400.42C6 4.40 6.70 3.210.80C7 3.20 6.20 5.80 3.22C8 6.36 6.52 4.71 4.71C9 5.098.32 3.56 4.21C10 2.97 6.220.60 2.70C11 2.200.400.30Naphtha Catalytic Reforming Reactions Energy&Fuels,Vol.14,No.5,20001035low.In this work,the naphtha used in the experiments has a high paraffin content(34.56mol%n-paraffins and 34.69mol%i-paraffins).The most difficult reaction to promote is the dehy-drocyclization of paraffins,which consists of molecular arrangements of a paraffin to a naphthene.Heavy paraffins(P9,P10,and P11)have conversions higher than 92%and lighter paraffins showed lower values(Table 7).This is because the increase in the probability of ring formation is high as the molecular weight of the paraffin increases.Similarly to the naphthenes dehydrogenation reaction,paraffins dehydrocyclization is favored at high reaction temperatures.4.2.Kinetic Parameters of the Proposed Model. The71kinetic parameters of the proposed kinetic model were estimated using the experimental information obtained at reaction temperature of490°C and different WHSV.For each reaction step,a kinetic expression was formulated as a function of product yields and kinetic constants.All reactions are presumed to be pseudo-first order with respect to the hydrocarbon.The equations for all the reaction steps are combined into24simultaneous differential equations,which comprise the kinetic model. The kinetic model was incorporated into an isother-mal plug flow reactor model.To ensure that the data were collected in the true kinetic regime and transport effects were insignificant,the following criteria were examined and satisfied:12whereTo evaluate the product yields as a function of reactor length from a set of kinetic constants a pseudo-homogeneous model13was used,which was solved with a Runge-Kutta method.The minimization of the objective function,based on the sum of square errors between experimental and calculated yields,was applied to find the best set of kinetic parameters.This objective function was solved using the least squares criterion with a nonlinear regression procedure based on Marquardt’s algorithm.14 Most of the initial values of the kinetic parameters were those reported by Krane et al.3The best values of all the kinetic constants are presented in Table8.4.3.Validation of the Kinetic Model.The conver-sion of some selected hydrocarbon types(n-P5,i-P5,P6, P7,MCP,N6,N7,and A6)as a function of position in the catalyst bed is shown in Figure3.The solid lines represent the values calculated with the proposed kinetic model and the symbols the experimental data. It can be observed that the calculated compositions agree very well with experimental information with average deviation less than3%.It can also be seen from Figure3that,as the naphtha passes through the catalyst bed,A6concentration increases.The same behavior was found with all aromatics compounds.The concentration of N6and N7 and heavy paraffins(P7-P11,only P7is shown in Figure 3)decrease as they undergo conversion.A high rate of(12)Mears,D.Ind.Eng.Chem.Proc.Des.Dev.1971,10,541.(13)Foment,G.F.;Bischoff,K.B.Chemical Reactor Analysis and Design;John Wiley&Sons:1990.(14)Marquardt,D.W.J.Soc.Ind.Appl.Math.1963,2,431-441.position of Different Reformates at WHSVof3.54h-1reaction temperature490°C500°C510°C n-paraffinsP110.010.010.00P100.090.000.00P90.400.280.18P8 1.220.910.63P7 2.91 2.44 1.97P6 5.50 5.21 4.40P5 5.25 4.96 4.85total15.3813.9712.03 i-paraffinsi P100.280.170.85i P9 1.50 1.240.67i P8 3.75 2.74 2.01i P77.997.27 6.07i P69.399.489.83i P5 6.39 6.18 5.53total29.3027.0824.96 naphthenesN110.000.000.00N100.000.000.00N90.010.020.01N80.630.660.38N70.330.310.27N60.010.010.01MCP 1.35 1.23 1.15total 2.33 2.23 1.82 aromaticsA110.97 1.10 1.25A10 5.60 5.75 5.99A912.5113.1714.17A815.6316.8618.20A712.8013.8815.02A6 5.29 5.90 6.56total52.8056.6661.19Table8.Kinetic Constants of the Proposed Model reaction step k reaction step k reaction step kP11f N110.0356P8f P40.0070N8f N7+P10.0007 P10f N100.0243P7f P6+P10.0027N11f A110.6738 P9f N90.0500P7f P5+P20.0018N10f A100.3198 P8f N80.0266P7f P4+P30.0043N9f A90.2205 P7f N70.0076P6f P5+P10.0018N8f A80.2150 P6f N60.0000P6f P4+P20.0016N7f A70.0788 P6f MCP0.0042P6f2P30.0025N6f A60.1368 P11f P10+P10.0075P5f P4+P10.0018A11f P110.0016 P11f P9+P20.0100P5f P3+P20.0022A10f P100.0016 P11f P8+P30.0135N11f P110.0050A9f P90.0016 P11f P7+P40.0135N10f P100.0054A8f P80.0011 P11f P6+P50.0191N9f P90.0054A7f P70.0016 P10f P9+P10.0015N8f P80.0025A11f A10+P10.0006 P10f P8+P20.0054N7f P70.0019A11f A9+P20.0006 P10f P7+P30.0160N6f P60.0204A10f A9+P10.0006 P10f P6+P40.0095MCP f P60.0008A1f A8+P20.0006 P10f2P50.0095N11f N10+P10.0134A10f A7+P30.0000 P9f P8+P10.0030N11f N9+P20.0134A9f A8+P10.0005 P9f P7+P20.0039N11f N8+P30.0080A9f A7+P20.0005 P9f P6+P30.0068N10f N9+P10.0134A8f A7+P10.0001 P9f P5+P40.0058N10f N8+P20.0134A6f N60.0015 P8f P7+P10.0019N10f N7+P30.0080MCP f N60.0238 P8f P6+P20.0056N9f N8+P10.0127N6f MCP0.0040 P8f P5+P30.0034N9f N7+P20.0127Ldp>20nPeln11-x(7)Pe)0.087Rep0.23(L d p)(8)1036Energy&Fuels,Vol.14,No.5,2000Ancheyta-Jua´rez and Villafuerte-Macı´asconversion of naphthenes was found in the first30%of the catalyst bed.After60%of the catalyst bed,naph-thenes concentration approaches a very low steady-state value.The relative rates of naphthenes and paraffins con-version are very different in the first20-30%of the catalyst bed.While N6and N7are almost totally converted in this section,MCP and paraffins have a low conversion.This means that MCP is much less reactive than N6or N7.The A6composition calculated with the proposed kinetic model matches very well with experimental data with a maximum deviation of2%.ConclusionsA new kinetic model for naphtha catalytic reforming reactions has been developed.The model takes into account the most important reactions of this process in terms of isomers of the same nature(paraffins,naph-thenes,and aromatics).The groups range from1to11carbon atoms for paraffins and from6to11atoms of carbon for naph-thenes and aromatics.Paraffins and MCP isomerization reactions are also included,and the effects of temper-ature and pressure on the kinetic constants were added as an Arrhenius-type variation.The proposed kinetic model has24differential equa-tion with71kinetic parameters,which were estimated using experimental information obtained in a fixed-bed pilot plant.The calculated reformate composition agrees very well with experimental data with average deviation less than3%.NomenclatureA10)aromatics with10atoms of carbonA10+)aromatics with10+11atoms of carbonA11)aromatics with11atoms of carbonC10)hydrocarbons with10atoms of carbonC10+)hydrocarbons with10+11atoms of carbonC11)hydrocarbons with11atoms of carbond p)particle diameterE A)activation energyk i)kinetic constant at Tk i o)kinetic constant at Tok10)kinetic constant for hydrocarbons with10atoms of carbonk10+)kinetic constant for hydrocarbons with10+11atoms of carbonk11)kinetic constant for hydrocarbons with11atoms of carbonL)reactor lengthn)reaction orderN10)naphthenes with10atoms of carbonN10+)naphthenes with10+11atoms of carbonN11)naphthenes with11atoms of carbonP)reaction pressurePo)base reaction pressureP10)paraffins with10atoms of carbonP10+)paraffins with10+11atoms of carbonP11)paraffins with11atoms of carbonPe)Peclet numberRe p)Reynolds number based on particle diameterSV)space velocityT)reaction temperatureTo)base reaction temperaturex)conversionAcknowledgment.The authors wish to thank In-stituto Mexicano del Petro´leo for its financial support EF0000274Figure3.Experimental(points)and calculated(lines)refor-mate composition at510°C.Naphtha Catalytic Reforming Reactions Energy&Fuels,Vol.14,No.5,20001037。