KOMAX自动机
马肯依玛仕喷码机设备工艺原理

马肯依玛仕喷码机设备工艺原理前言在现代生产和制造过程中,产品上的标识和编码是非常重要的。
传统的印刷技术,如雕刻、绘画、热转印等方式都存在一些问题,比如效率低、环保不足、耗材过多等。
而喷码技术由于其简单易用、速度快、标识清晰等特点,已经成为了现代生产过程中广泛采用的标识方式之一。
本文将主要介绍马肯依玛仕喷码机设备工艺原理和技术特点。
马肯依玛仕喷码机概述马肯依玛仕喷码机是一种集喷码、印刷、标识等多功能于一体的设备,在各个行业中被广泛应用。
美国马肯依玛仕公司是世界领先的喷码机生产厂商之一,其产品在全球范围内销售,尤其在食品、医药、日化等领域中的喷码需求特别强烈。
马肯依玛仕喷码机的主要组成部分包括管路、打印头、控制器和操作面板等模块。
其中控制器模块主要用于掌控喷嘴的喷涂速度和喷涂方向,以及喷嘴喷出的字体和字号等参数的调整。
操作面板模块则提供了操作和控制喷码机全过程所需的界面和按钮。
喷码技术原理马肯依玛仕喷码机采用了喷墨技术。
喷墨技术是一种通过控制喷嘴喷出墨水的方式,在需要标识的地方喷上文字或者图案的技术。
它的工作原理有些类似于打印机,通过控制喷嘴喷出颜料,在需要标识的物体表面上形成文字或者图案。
而控制喷嘴喷出墨水的方式包括电磁阀喷墨和热泵喷墨两种方式。
其原理是:在控制器的控制下,以高速喷射墨水的方式将墨水喷到目标物品上,形成所需的标识信息。
墨水的喷出速度非常快,需要通过喷头控制下喷嘴的喷涂速度和喷涂数量,来完成所需的标识的形成。
马肯依玛仕喷码机的特点1.高清晰度。
马肯依玛仕喷码机喷出的标识非常清晰,而且墨水的色彩稳定,可以保障标识的长期可读性。
2.高效率。
马肯依玛仕喷码机在喷涂过程中能够自由调整喷涂速度和喷涂数量,能够大幅度提高生产效率。
3.环保安全。
马肯依玛仕喷码机采用的是无机颜料,对环境没有污染,也可以确保人体健康安全。
4.可变性强。
马肯依玛仕喷码机的控制器可以根据需要调整喷涂数量和喷涂位置,从而实现多种不同的标识方式。
柯马机器人参考程序教学资料

柯马机器人参考程序BEGINREPEAT -----重复循环DELAY 50 -----延时50毫秒IF $DIN[1] THEN -----如果收到输入信号[1] ,则走以下程序$ARM_SPD_OVR := 80 -----空程速度为80%MOVE JOINT TO pnt0001P -----原点MOVE LINEAR TO pnt0002P -----直线开始点$DOUT[1] := ON -----开气DELAY 20 -----延时20毫秒$DOUT[2] := ON -----开激光$ARM_SPD_OVR := 2 -----速度降为为2%,焊接开始后速度需要比较慢 MOVEFLY LINEAR TO pnt0003P ADVANCE -----走直线MOVE LINEAR TO pnt0004P -----圆弧开始点MOVEFLY CIRCULAR TO pnt0006P VIA pnt0005P ADVANCE -----走圆弧 MOVEFLY LINEAR TO pnt0007P ADVANCE -----走直线MOVE LINEAR TO pnt0008P -----走点结束$DOUT[2] := OFF ------关激光DELAY 20 ------延时20毫秒$DOUT[1] := OFF ------关气$ARM_SPD_OVR := 80 ------空程速度为80%MOVEFLY JOINT TO pnt0009P ADVANCE -------回到原点ENDIF -------如果指令结束IF $DIN[2] THEN -----如果收到输入信号[2] ,则走以下程序示教一段新的路径,程序写法参考上面ENDIFEND call_prog_创建的的程序名。
最新KOMAX自动机

在1 侧,0.1mm-15mm 在2 侧, 在1 侧,0.1mm-15mm 在2 侧, 在1 侧,0.1mm-18mm 在2
0.1mm-15mm
0.1mm-15mm
侧,0.1mm-18mm
0.125 -5.0 平方毫米 (AWG 26- AWG 10)
0.2 到6.0 平方毫米
0.15 到6.0 平方毫米
安全装置
主
紧 急
电 源 开
停
关
止
CC60型
切线机培训
• 切线机结构介绍 • 切线、剥皮、压接动作讲解 • 切线机操作软件使用介绍 • 切线机日常保养和定期保养介绍 • 软件高级用户使用介绍 • 切线机常见故障排除方法
注:前4点适用于生产操作工培训;最后2点仅适用于维 修工培训
______________________________ ____________________
多数为KOMAX专有备件
______________________________
基本备件为通用件,在市场 能购买到
____________________
V
cutter downtime rate 2006 2007
2006-2007维修停机率统计汇总
Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec 平均值 1.25% 1.59% 2.19% 1.88% 1.28% 1.48% 2.66% 2.51% 2.08% 1.63% 1.86% 1.55% 1.83% 1.50% 1.32% 2.02% 1.49% 2.06% 1.23% 1.04% 0.77% 1.23% 0.78% 0.86% 1.04% 1.28%
最新KOMAX 机器资料

KOMAX 机器资料12KOMAX设备使用来加工电线的设备,包括Alpha433s、3Gamma333PC/PC-B,Alpha411,Alpha355,Alpha455,Alpha488等,使用的软件为4Topwin,Topwin在各种机器上的视图基本相同,这里我们仅以Alpha433为例制5作培训资料,客户在使用它对操作者培训的时候请根据实际针对的机器类型做6适当调整,由有经验的人员进行示范是最佳的培训方式。
一,设备简介781,功能:设备功能(下料,压接,穿防水塞)9①双端/单端全剥/半剥10②打印文字11③压端子12④压端子穿防水塞13141516172,俯视图:机器主要部位分布18193,操作台分布图:20214,TOPWIN各个界面简介22a)配置界面:用于机器配置,操作者用不到23b)工艺界面:设置工艺参数,(见软件详解)24c)样品界面:加工样品取样,(见软件详解)25d)生产界面:用于自动生产,(见软件详解)26e)错误统计:显示错误信息,操作者用不到。
f)状态统计:显示生产状态,操作者用不到2728二,软件详解29a)工艺界面总体视图:30在工艺界面中,我们可以根据工艺卡的规定的导线规格、长度、剥头长度、31端子和雨塞等建立待加工产品或者选择以前建立的工艺进行加工。
3233对应上图中所标数字部位的说明:34①:后端剥皮长度,鼠标左键点击数字可更改,单位是毫米35②:加工长度,鼠标左键点击数字可更改,单位毫米36③:前端剥皮长度,鼠标左键点击数字可更改,单位毫米37④:进线驱动部位,鼠标左键点击可进入导线选择和编辑界面38⑤:端子压接机,鼠标左键点击可进入端子选择和编辑界面39⑥:雨塞加工设备,鼠标左键点击可进入雨塞选择和编辑界面40⑦:背景黄色并显示电源可打开,此时可按下给电按钮4142i.选择或添加导线(名称,线径,颜色)43第一步:4445第二步:(鼠标点击上图所示后弹出下面窗口)4647第三步:(在第二步中选择建立/复制后弹出下面界面)4849第四步:输入导线规格颜色5051①这里输入导线截面积,比如0.5平方毫米52②这里输入导线芯线直径,一般使用默认值即可53③这里输入绝缘皮直径,一般使用默认值即可54④这里用来设置线的颜色,可设多色线55⑤点此按钮将正在编辑的线加载为要加工的线5657ii.选择或添加端子(名称,尺寸,外观)58第一步:鼠标左键点压接机位置(类似于添加线)59第二步:选择你需要的端子,如果没有选择“建立/复制”60第三步:输入端子序号(类似于添加线)61第四步:输入端子数据,如下图6263①鼠标点这里可进入速度设置界面,可使用默认选项64②鼠标点这里进入CFA设置界面,操作者禁用65③这里输入端子长度,参考⑥位置所示66④这里输入该端子需要的剥头长度,工艺卡上有规定67⑤端子样式,都是开式端子垂直地,不需要更改68⑥端子图象,可以看到端子长度剥头长度测量位置69iii.选择或添加雨塞(名称,尺寸,颜色)70雨塞的选择和建立复制过程等同与端子,不再复述。
komax操作流程
komax操作流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!1. 准备工作确保 Komax 设备已经正确安装并连接到电源和相关的控制系统。
komax机器资料
KOMAX设备使用来加工电线的设备,包括Alpha433s、Gamma333PC/PC-B,Alpha411,Alpha355,Alpha455,Alpha488等,使用的软件为Topwin,Topwin在各种机器上的视图基本相同,这里我们仅以Alpha433为例制作培训资料,客户在使用它对操作者培训的时候请根据实际针对的机器类型做适当调整,由有经验的人员进行示范是最佳的培训方式。
一,设备简介1,功能:设备功能(下料,压接,穿防水塞)①双端/单端全剥/半剥②打印文字③压端子④压端子穿防水塞2,俯视图:机器主要部位分布3,操作台分布图:4,TOPWIN各个界面简介a)配置界面:用于机器配置,操作者用不到b)工艺界面:设置工艺参数,(见软件详解)c)样品界面:加工样品取样,(见软件详解)d)生产界面:用于自动生产,(见软件详解)e)错误统计:显示错误信息,操作者用不到。
f)状态统计:显示生产状态,操作者用不到二,软件详解a)工艺界面总体视图:在工艺界面中,我们可以根据工艺卡的规定的导线规格、长度、剥头长度、端子和雨塞等建立待加工产品或者选择以前建立的工艺进行加工。
对应上图中所标数字部位的说明:①:后端剥皮长度,鼠标左键点击数字可更改,单位是毫米②:加工长度,鼠标左键点击数字可更改,单位毫米③:前端剥皮长度,鼠标左键点击数字可更改,单位毫米④:进线驱动部位,鼠标左键点击可进入导线选择和编辑界面⑤:端子压接机,鼠标左键点击可进入端子选择和编辑界面⑥:雨塞加工设备,鼠标左键点击可进入雨塞选择和编辑界面⑦:背景黄色并显示电源可打开,此时可按下给电按钮i.选择或添加导线(名称,线径,颜色)第一步:第二步:(鼠标点击上图所示后弹出下面窗口)第三步:(在第二步中选择建立/复制后弹出下面界面)第四步:输入导线规格颜色①这里输入导线截面积,比如平方毫米②这里输入导线芯线直径,一般使用默认值即可③这里输入绝缘皮直径,一般使用默认值即可④这里用来设置线的颜色,可设多色线⑤点此按钮将正在编辑的线加载为要加工的线ii.选择或添加端子(名称,尺寸,外观)第一步:鼠标左键点压接机位置(类似于添加线)第二步:选择你需要的端子,如果没有选择“建立/复制”第三步:输入端子序号(类似于添加线)第四步:输入端子数据,如下图①鼠标点这里可进入速度设置界面,可使用默认选项②鼠标点这里进入CFA设置界面,操作者禁用③这里输入端子长度,参考⑥位置所示④这里输入该端子需要的剥头长度,工艺卡上有规定⑤端子样式,都是开式端子垂直地,不需要更改⑥端子图象,可以看到端子长度剥头长度测量位置iii.选择或添加雨塞(名称,尺寸,颜色)雨塞的选择和建立复制过程等同与端子,不再复述。
Koma Precision 完整工具准确指南说明书

COMPLETE TOOL PRESETTER GUIDEKOMA PRECISIONFor over thirty years Koma Precision has been the foremost source for the finest the world has to offer in machine tool Productivity Innovation.With over 30,000 rotary table installations, Koma is the largest distributor of Tsudakoma NC rotary tables and indexers in the world. With over 12,000 angle heads and live tools installed, Koma is the world’s largest supplier for Alberti - the originator and the foremost innovator of productivity tooling.Real View. inspection of tool wear and tool conditions.Insert Profile. Profilevisualization of multiprofile tools.Measuring pitch threads.Ghost. Profile visualization and measurement of rotating tool.Real View. inspection of tool wear and tool conditions.Fixed Axis. Aided acquisition of tool dimensions (radius/height).Mobile Axis. Automatic acquisition of tool dimensions (radius/height).Quick counter sink measurement system.368To o l H e i g h t G a u g eVERSATILEMEASURING TOOLIdeal for accurate presetting right next to the machine, the P368M is the first step towards tool presetting. This is a great add-on for those who already have a presetter in their tool room. Easily set tool height and diameter in the production environment with the P368M.PRECISE DESIGNThe P368M is constructed with a solid base and provides smooth, accurate movement during the tool setting process. Designed to capture height and diameter quickly and accurately, the P368M is built with easy to read LCD displays for each axis. The P368M has the ability to store 4 different machine origins.TOOL SLEEVESTool sleeves are created out of a solid block of hardened steel and are precision ground to the tightest tolerances. Easy to change tool sleeves allow the P368M to set any type of tooling quickly and accurately. Using precision ground tool sleeves, we can guarantee spindle runout ensuring the highest quality of measurements.LINEAR GUIDESThe P368 uses oversized linear guides with preloaded recirculating bearings, giving smooth easy movement and precise measurements.PRECISION WHERE YOU NEED IT MOSTThe solid stable steel base and battery-operated display allows the P368M to be placed anywhere in the manufacturing environment. The P368M allows precise tool setting without the hassle of electrics and air.B a s i c M e a s u r e m e n t,B e n c h M o d e lUSER-FRIENDLY INTERFACEEntering the world of tool presetting is made easy with the Prime. Fully equipped and easy to use, the Prime offers a user-friendly intuitive interface, allowing for easy setting of tools and inspection. Easily check tool geometry using one of the auto-measuring functions.Label printerERGONOMICALL Y DESIGNED CONTROLSWith the operator in mind, the Prime presetter was designed with an ergonomic micrometric hand wheel allowing for easy fine adjustment of the presetter’s optics. A “zero gravity” support column allows smooth, effortless movement of the camera optics in both X and Z. Easy to use interchangeable tool pots allows the presetter to be quickly switched to accommodate any type of tooling.SOFTWARESimple and intuitive, the CVS Smart software is easy to use. All functions are easy to find and shown using simple, graphical icons. It has never been easier or faster to set your tooling. Create tool lists and generate tool offsets in minutes with the CVS Smart software.VIEWING SYSTEMEasy to use software combined with a full 19” HD monitor provides the operator with full control. Easily select any of the presetters measuring options with one click, while still viewing the edge of the cutting tool. The telecentric lenses on the HD cameras provide a full field of vision.SLIDEWAYS / OPTICAL SCALESThe Prime is built with dual SP Precision guides and pre-loaded recirculating bearings mounted to a stabilized steel base ground to 2 microns of planarity. 1-micron glass optical scales are used to ensure the highest accuracy of tool measurements.POWERFUL COMPUTING SYSTEM TOOL DATA MANAGEMENTThis powerful new operating system uti-lizing Windows, features state-of-the-art tool measuring, inspection and data man-agement solutions. Koma presetters in-crease efficiency, reduce down time and are supported by extensive applications, technical support, and a global servicenetwork.M e a s u r e&I n s p e c t,B e n c h M o d e lUSER-FRIENDLY INTERFACEEntering the world of tool presetting is made easy with the Uniko Lite. Fully equipped and easy to use, the Uniko Lite offers a user-friendly intuitive interface, allowing for easy setting of tools and inspection. Easily check tool geometryusing one of the auto- measuring functions.Label printerCVS Smart post processing softwareERGONOMICALL Y DESIGNED CONTROLSWith the operator in mind, the Uniko Lite presetter was designed with an ergonomic micrometric hand wheel allowing for easy fine adjustment of the presetter’s optics. A “zero gravity” support column allows smooth, effortless movement of the camera optics in both X and Z. Easy to use interchangeable tool pots allows the presetter to be quickly switched to accommodate any type of tooling.SOFTWARESimple and intuitive, the CVS Smart software is easy to use. All functions are easy to find and shown using simple, graphical icons. It has never been easier or faster to set your tooling. Create tool lists and generate tool offsets in minutes with the CVS Smart software. (optional)VIEWING SYSTEMEasy to use software combined with a full 19” HD monitor provides the operator with full control. Easily select any of the presetters measuring options with one click, while still viewing the edge of the cutting tool. The telecentric lenses on the HD cameras provide a full field of vision.SLIDEWAYS / OPTICAL SCALESThe Uniko Lite is built with dual SP Precision guides and preloaded recirculating bearings mounted to a stabilized steel base ground to 2 microns of planarity. 1-micron glass optical scales are used to ensure the highest accuracy of tool measurements.POWERFUL COMPUTING SYSTEM TOOL DATA MANAGEMENTThis powerful new operating system uti-lizing Windows, features state-of-the-art tool measuring, inspection and data man-agement solutions. Koma presetters in-crease efficiency, reduce down time and are supported by extensive applications, technical support, and a global servicenetwork.M e a s u r e&I n s p e c t,B e n c h M o d e l•**********************•1-800-249-5662| 11USER-FRIENDLY INTERFACEEntering the world of tool presetting is made easy with the Uniko. Fully equipped and easy to use, the Uniko offers a user-friendly intuitive interface, allowing for easy setting of tools and inspection. Easily check tool geometry using one of the auto- measuring functions, and quickly send tool offsets direct to CNC controls using thepost-processor.Cool light LED ring illuminator Label printerPresetter support table C231ERGONOMICALL Y DESIGNED CONTROLSWith the operator in mind, the Uniko presetter was designed with an ergonomic micrometric hand wheel allowing for easy fine adjustment of the presetter’s optics. A “zero gravity” support column allows smooth, effortless movement of the camera optics in both X and Z. Easy to use interchangeable tool pots allows the presetter to be quickly switched to accommodate any type of tooling.SOFTWARESimple and intuitive, the CVS Smart software is easy to use. All functions are easy to find and shown using simple, graphical icons. It has never been easier or faster to set your tooling. Create tool lists and generate tool offsets in minutes with the CVS Smart software.VIEWING SYSTEMEasy to use software combined with a full 19” HD monitor provides the operator with full control. Easily select any of the presetters measuring options with one click, while still viewing the edge of the cutting tool. The telecentric lenses on the HD cameras provide a full field of vision.SLIDEWAYS / OPTICAL SCALESThe Uniko is built with dual SP Precision guides and preloaded recirculating bearings mounted to a stabilized steel base ground to 2 microns of planarity. 1-micron glass optical scales are used to ensure the highest accuracy of tool measurements.FEATURESPOWERFUL COMPUTING SYSTEM TOOL DATA MANAGEMENTThis powerful new operating system uti-lizing Windows, features state-of-the-art tool measuring, inspection and data man-agement solutions. Koma presetters in-crease efficiency, reduce down time and are supported by extensive applications, technical support, and a global servicenetwork.12 |M e a s u r e&I n s p e c t,B e n c h M o d e l•**********************•1-800-249-5662HIGH PERFORMANCEPowerful and easy to use, the Leader PlusPresetter is a sophisticated machine for toolanalysis. With many advanced features andthe ability to manage your tooling library, theLeader Plus presetter is the ultimate in toolpresetting.ERGONOMICALL YDESIGNED CONTROLSWith the operator in mind, the Leader Pluspresetter was designed with an ergonomicmicrometric hand wheel allowing for easyfine adjustment of the presetter’s optics. A“zero gravity” support column allows smooth,effortless movement of the camera optics inboth X and Z. Easy to use interchangeabletool sleeves allows the presetter to bequickly switched to accommodate any typeof tooling.SOFTWARESimple and intuitive, the CVS software iseasy to use. All functions are easy to findand shown using simple, graphical icons.It’s never been easier or faster to set yourtooling; create tool lists tool offset files inminutes. The Leader Plus allows up to 200machine origins and tool lists up to 200tools. The optional DXF function allows theoperator to quickly compare tool profiles orcreate and export a tool profile. The easyto use post-processing system allows thepresetter to communicate with over 40 CNCcontrol types.SLIDEWAYS / OPTICAL SCALESThe Leader Plus is built with dual SP Precisionguides and preloaded recirculating bearingsmounted to a stabilized steel base ground to2 microns of planarity. 1-micron glass opticalscales are used to ensure the highest accuracyof tool measurements.VIEWING SYSTEMEasy to use software combined with a full22” HD monitor provides the operatorwith full control. Easily select any of thepresetters measuring options with oneclick, while still viewing the edge of thecutting tool. The telecentric lenses on theHD cameras provide a full field of vision.POWERFUL COMPUTING SYSTEMTOOL DATA MANAGEMENTThis powerful new operating system uti-lizing Windows, features state-of-the-arttool measuring, inspection and data man-agement solutions. Koma presetters in-crease efficiency, reduce down time andare supported by extensive applications,technical support, and a global servicenetwork.•**********************•1-800-249-5662| 1314 |A d v a n c e d M e a s u r e&I n s p e c t,F l o o r M o d elUSER FRIENDLY INTERFACESimple and intuitive, the CVS software is easy to use. All functions are easy to find and shown using simple, graphical icons. It’s never been easier or faster to set your tooling; create tool lists and tool offset files in minutes. VIEWING SYSTEMEasy to use software combined with a full24” HD monitor provides the operatorwith full control. Easily select any of thepresetters measuring options with oneclick, while still viewing the edge of thecutting tool. The telecentric lenses on the HDcameras provide a full field of vision.POWERFUL COMPUTING SYSTEMTOOL DATA MANAGEMENTThis powerful new operating system uti-lizing Windows, features state-of-the-arttool measuring, inspection and data man-agement solutions. Koma presetters in-crease efficiency, reduce down time andare supported by extensive applications,technical support, and a global servicenetwork.•**********************•1-800-249-5662•**********************•1-800-249-5662| 15HIGH PERFORMANCEPowerful and easy to use, the Performance presetter is a sophisticated measuring machine for tool analysis. With many advanced features and the ability to manage your tooling library, the Performance presetter is the ultimate in tool presetting.CONSTANTGEOMETRY TECHNOLOGYMaterial choice is at the heart of constant geometry technology. Using only like materials with identical thermal expansion coefficients, we can guarantee constant presetter geometry in allworking conditions.ERGONOMICALL Y DESIGNED CONTROLSWith the operator in mind, the Performance presetter was designed with an ergonomic micrometric hand wheel allowing for easy fine adjustment of the presetter’s optics. A “zero gravity” support column allows smooth, effortless movement of the camera optics in both X and Z. Easy to use interchangeable tool pots allow the presetter to be quickly switched to accommodate any type of tooling. The full keyboard and mouse rest on an adjustable tray allowing any operator to quickly adjust for height.SOFTWARESimple and intuitive, the CVS software is easy to use. All functions are easy to find and shown using simple, graphical icons. It’s never been easier or faster to set your tooling; create tool lists and tool offset files in minutes. The Performance allows up to 200 machine origins and tool lists up to 200 tools. The new DXF function allows the operator to quickly compare tool profiles or create and export a tool profile. The easy to use post processing system allows the presetter to communicate with over 40 CNC control types.VIEWING SYSTEMEasy to use software combined with a full 24” HD monitor provides the operator with full control. Easily select any of the presetters measuring options with one click, while still viewing the edge of the cutting tool. The telecentric lenses on the HD cameras provide a full field of vision.SLIDEWAYS / OPTICAL SCALESThe Performance is built with dual SP Precision guides and preloaded recirculating bearings mounted to a stabilized steel base, ground to 2 microns of planarity. 1-micron glass optical scales are used to ensure the highest accuracy of tool measurements.SPINDLESHigh precision, interchangeable spindle pots allow a guaranteed maximum of ±2 microns of run-out. A built-in calibration sphere eliminates the need for an extra calibration gauge, and allows for fastand precise setup.FEATURESDIMENSIONSPresetter Complete 19.1 5/2/19。
拉动系统培训教材

2.一个KB一个横梁挂线时要注意先进先出的原则,将新开的线挂在上一批 次线的后侧; 在将新开的线按规定依次挂好;
3.严格按照看板拉动卡的要求留好安全库存; 4.将看板拉动卡有工艺的一侧放到挂线端,即横梁的高端; 5.挂线时若线捆的长度超过两个横梁间的距离,物料工有责任将此线返给 操作工,待其将线按正确的打捆方式捆扎后再挂线.
Page:18/13
KOMAX机Cutting拉动系统培训
现场放置挂线架
每种下线成品必须放 置在不同的横梁上
Page:19/13
KOMAX机Cutting拉动系统培训
现场放置挂线架
每种下线成品必须放 置在不同的横梁上
Page:20/13
KOMAX机Cutting拉动系统培训
04
05
06
07
Page:21/13
KOMAX机Cutting拉动系统培训
04
05
06
07
Page:22/13
看板卡拉动流程和权责
注: 1.每张卡必须对应相应的机器
2. 每台机器必须有拉动卡收集点 3. 下线物料工
4. 开线操作工 5.开线操作工 6. 开线物料工 7.下线物料工 8.总装物料工 9.总装物料工 3. 按照看板卡上的数量生产 4. 每台机器后侧的成品横量(最多 只可挂两个看板) 5. 将成品导线挂到挂线架上(根据 看板卡信号)
压接区和组装区:
压接和组装物料员根据生产线需求取线,取线时按先进先出的原则从取线端取线,取完
线后将拉动卡放到卡片收集点相应的位置上,将取空的挂钩放到相应的退钩处。
Page:13/13
KOMAX机Cutting拉动系统培训
负责人 1.把看板卡放到收集点上 2. 将看板在规定的时间点分发到各台 机器上 3. 将看板卡按照顺序排列并分发到机 器的等待生产拉动卡的横梁上 4. 开始生产 5. 将每一把导线放到开线机后的架子 上 1. 总装物料工 2. 下线物料工
KOMAX 机器资料

KOMAX 机器资料KOMAX设备使用来加工电线的设备,包括Alpha433s、Gamma333PC/PC-B,Alpha411,Alpha355,Alpha455,Alpha4 88等,使用的软件为Topwin,Topwin在各种机器上的视图基本相同,这里我们仅以Alpha433为例制作培训资料,客户在使用它对操作者培训的时候请根据实际针对的机器类型做适当调整,由有经验的人员进行示范是最佳的培训方式。
一,设备简介1,功能:设备功能(下料,压接,穿防水塞)①双端/单端全剥/半剥②打印文字③压端子④压端子穿防水塞2,俯视图:机器主要部位分布3,操作台分布图:4,TOPWIN各个界面简介a)配置界面:用于机器配置,操作者用不到b)工艺界面:设置工艺参数,(见软件详解)c)样品界面:加工样品取样,(见软件详解)d)生产界面:用于自动生产,(见软件详解)e)错误统计:显示错误信息,操作者用不到。
f)状态统计:显示生产状态,操作者用不到二,软件详解a)工艺界面总体视图:在工艺界面中,我们可以根据工艺卡的规定的导线规格、长度、剥头长度、端子和雨塞等建立待加工产品或者选择以前建立的工艺进行加工。
对应上图中所标数字部位的说明:①:后端剥皮长度,鼠标左键点击数字可更改,单位是毫米②:加工长度,鼠标左键点击数字可更改,单位毫米③:前端剥皮长度,鼠标左键点击数字可更改,单位毫米④:进线驱动部位,鼠标左键点击可进入导线选择和编辑界面⑤:端子压接机,鼠标左键点击可进入端子选择和编辑界面⑥:雨塞加工设备,鼠标左键点击可进入雨塞选择和编辑界面⑦:背景黄色并显示电源可打开,此时可按下给电按钮i.选择或添加导线(名称,线径,颜色)第一步:第二步:(鼠标点击上图所示后弹出下面窗口)第三步:(在第二步中选择建立/复制后弹出下面界面)第四步:输入导线规格颜色①这里输入导线截面积,比如0.5平方毫米②这里输入导线芯线直径,一般使用默认值即可③这里输入绝缘皮直径,一般使用默认值即可④这里用来设置线的颜色,可设多色线⑤点此按钮将正在编辑的线加载为要加工的线ii.选择或添加端子(名称,尺寸,外观)第一步:鼠标左键点压接机位置(类似于添加线)第二步:选择你需要的端子,如果没有选择“建立/复制”第三步:输入端子序号(类似于添加线)第四步:输入端子数据,如下图①鼠标点这里可进入速度设置界面,可使用默认选项②鼠标点这里进入CFA设置界面,操作者禁用③这里输入端子长度,参考⑥位置所示④这里输入该端子需要的剥头长度,工艺卡上有规定⑤端子样式,都是开式端子垂直地,不需要更改⑥端子图象,可以看到端子长度剥头长度测量位置iii.选择或添加雨塞(名称,尺寸,颜色)雨塞的选择和建立复制过程等同与端子,不再复述。
optia机器工作原理

optia机器工作原理Optia机器是一种基于人工智能技术的智能机器人,它的工作原理是通过深度学习算法和自然语言处理技术,实现对人类语言的理解和分析,从而能够进行智能化的交互和服务。
Optia机器的工作原理主要包括以下几个方面:1.语音识别技术Optia机器能够通过麦克风接收到人类的语音信号,并通过语音识别技术将语音信号转化为文本信息。
这一过程需要依靠深度学习算法和大量的语音数据进行训练,以提高语音识别的准确率和稳定性。
2.自然语言处理技术Optia机器能够对人类的语言进行理解和分析,这需要依靠自然语言处理技术。
自然语言处理技术主要包括语义分析、情感分析、实体识别等方面,通过这些技术,Optia机器能够理解人类的语言意图,并进行相应的回答和服务。
3.智能交互技术Optia机器能够进行智能化的交互和服务,这需要依靠智能交互技术。
智能交互技术主要包括对话管理、知识图谱、推荐系统等方面,通过这些技术,Optia机器能够进行智能化的对话和服务,为用户提供更加个性化和精准的服务。
4.机器学习技术Optia机器能够通过机器学习技术不断地学习和优化自己的算法和模型,以提高自己的智能化水平和服务质量。
机器学习技术主要包括监督学习、无监督学习、强化学习等方面,通过这些技术,Optia 机器能够不断地学习和优化自己的算法和模型,以提高自己的智能化水平和服务质量。
Optia机器的工作原理是基于人工智能技术的,通过语音识别、自然语言处理、智能交互和机器学习等技术,实现对人类语言的理解和分析,从而能够进行智能化的交互和服务。
随着人工智能技术的不断发展和应用,Optia机器将会在更多的领域发挥重要作用,为人类带来更加便捷和智能化的服务。
KOMAX 机器资料
KOMAX 机器资料KOMAX设备使用来加工电线的设备,包括Alpha433s、Gamma333PC/PC-B,Alpha411,Alpha355,Alpha455,Alpha488等,使用的软件为Topwin,Topwin在各种机器上的视图基本相同,这里我们仅以Alpha433为例制作培训资料,客户在使用它对操作者培训的时候请根据实际针对的机器类型做适当调整,由有经验的人员进行示范是最佳的培训方式。
一,设备简介1,功能:设备功能(下料,压接,穿防水塞)①双端/单端全剥/半剥②打印文字③压端子④压端子穿防水塞2,俯视图:机器主要部位分布3,操作台分布图:4,TOPWIN各个界面简介a)配置界面:用于机器配置,操作者用不到b)工艺界面:设置工艺参数,(见软件详解)c)样品界面:加工样品取样,(见软件详解)d)生产界面:用于自动生产,(见软件详解)e)错误统计:显示错误信息,操作者用不到。
f)状态统计:显示生产状态,操作者用不到二,软件详解a)工艺界面总体视图:在工艺界面中,我们可以根据工艺卡的规定的导线规格、长度、剥头长度、端子和雨塞等建立待加工产品或者选择以前建立的工艺进行加工。
对应上图中所标数字部位的说明:①:后端剥皮长度,鼠标左键点击数字可更改,单位是毫米②:加工长度,鼠标左键点击数字可更改,单位毫米③:前端剥皮长度,鼠标左键点击数字可更改,单位毫米④:进线驱动部位,鼠标左键点击可进入导线选择和编辑界面⑤:端子压接机,鼠标左键点击可进入端子选择和编辑界面⑥:雨塞加工设备,鼠标左键点击可进入雨塞选择和编辑界面⑦:背景黄色并显示电源可打开,此时可按下给电按钮i.选择或添加导线(名称,线径,颜色)第一步:第二步:(鼠标点击上图所示后弹出下面窗口)第三步:(在第二步中选择建立/复制后弹出下面界面)第四步:输入导线规格颜色①这里输入导线截面积,比如0.5平方毫米②这里输入导线芯线直径,一般使用默认值即可③这里输入绝缘皮直径,一般使用默认值即可④这里用来设置线的颜色,可设多色线⑤点此按钮将正在编辑的线加载为要加工的线ii.选择或添加端子(名称,尺寸,外观)第一步:鼠标左键点压接机位置(类似于添加线)第二步:选择你需要的端子,如果没有选择“建立/复制”第三步:输入端子序号(类似于添加线)第四步:输入端子数据,如下图①鼠标点这里可进入速度设置界面,可使用默认选项②鼠标点这里进入CFA设置界面,操作者禁用③这里输入端子长度,参考⑥位置所示④这里输入该端子需要的剥头长度,工艺卡上有规定⑤端子样式,都是开式端子垂直地,不需要更改⑥端子图象,可以看到端子长度剥头长度测量位置iii.选择或添加雨塞(名称,尺寸,颜色)雨塞的选择和建立复制过程等同与端子,不再复述。
makinoPMC参数注释
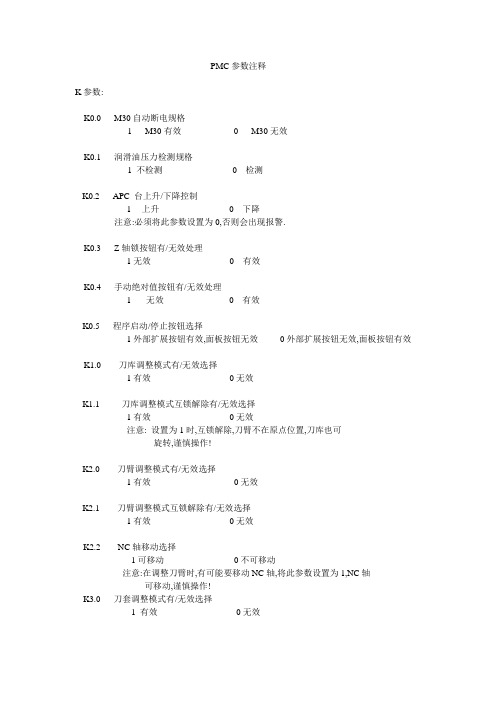
PMC参数注释K参数:K0.0 M30自动断电规格1 M30有效0 M30无效K0.1 润滑油压力检测规格1 不检测0 检测K0.2 APC 台上升/下降控制1上升0 下降注意:必须将此参数设置为0,否则会出现报警.K0.3 Z轴锁按钮有/无效处理1无效0 有效K0.4 手动绝对值按钮有/无效处理1无效0 有效K0.5 程序启动/停止按钮选择1外部扩展按钮有效,面板按钮无效0外部扩展按钮无效,面板按钮有效K1.0 刀库调整模式有/无效选择1有效0无效K1.1 刀库调整模式互锁解除有/无效选择1有效0无效注意: 设置为1时,互锁解除,刀臂不在原点位置,刀库也可旋转,谨慎操作!K2.0 刀臂调整模式有/无效选择1有效0无效K2.1 刀臂调整模式互锁解除有/无效选择1有效0无效K2.2 NC轴移动选择1可移动0不可移动注意:在调整刀臂时,有可能要移动NC轴,将此参数设置为1,NC轴可移动,谨慎操作!K3.0 刀套调整模式有/无效选择1 有效0无效D参数:D0 主轴刀号设置D36 刀库侧刀臂上刀号,换完刀必须为0D38 主轴侧刀臂上刀号,换完刀必须为0警告: !除D0外,所有的D参数禁止修改,(包括洗脑后),否则会出现不可预料的情况.C参数:C1 刀库旋转计数A相PRESET 值必须设置为33 C2 刀库旋转计数B相PRESET 值必须设置为33 C3 刀套升降计数A相PRESET 值设置为5C4 刀套升降计数A相PRESET 值设置为5其它C参数设置为0.T参数:T01: 主轴速度到达检测时间初始值1968T02: 润滑油开时间调整初始值19968T03: 润滑油关时间调整初始值600000T05: 刀臂左移A延时检测调整初始值9984T06: 刀臂右移A延时检测调整初始值9984T07: 刀臂左移B延时检测调整初始值9984T08: 刀臂右移B延时检测调整初始值9984T09: 刀臂左移C延时检测调整初始值9984T10: 刀臂右移C延时检测调整初始值10000T11: 刀库门开延时检测调整初始值10000T12: 刀库门关延时检测调整初始值10000T13: 刀臂出延时检测调整初始值10000T14: 刀臂入延时检测调整初始值20000T15: 刀臂旋转A延时检测调整初始值10000T16: 刀臂旋转B延时检测调整初始值10000T17: 主轴刀具松开延时检测调整初始值10000T18: 主轴刀具夹紧延时检测调整初始值10000 注意:T05----T18设置的太小,可能会导致报警!刀库调整的处理:需进入调整模式的原因:出现了A0.4(刀臂旋转异常)的报警,且按下复位键不能够清除此报警.进入调整模式的方法:将K1.0设置为1(会出现A0.5报警)调整的方法: 1. 将K1.0设置为1.2. 按下复位键.3. 在手动模式下按下刀库正转或反转按钮,将1号刀套旋转至换刀位置处.4. 将K1.0设置为0.5. 按下复位键.如果通过以上调整后,还出现A0.4的报警,可能是计数感应开关或原点开关异常,调整好感应开关后,再按上述步骤调整,直到不出现A0.4的报警.注意:如果因刀臂不在正常位置,导致刀库不能旋转,可将K1.1设置为1忽略刀臂的位置. 警告:互锁解除,谨慎操作!刀套调整的处理--需进入调整模式的原因:出现了A1.1(刀套位置异常)的报警,且按下复位键不能够清除此报警.进入调整模式的方法:将K3.0设置为1(会出现A1.2报警)调整的方法: 1. 将K3.0设置为1.2. 按下复位键.3. 在手动状态下,将数字开关设置为14,并按下启动按钮,刀套可上升移动;将数字开关设置为15,并按下启动按钮,刀套可下降移动.为了使刀套到原点位置,将数字开关设置为15,并按下启动按钮,当按钮指示灯亮时(或刀套下降停止),释放启动按钮.(警告:如果原点开关异常,先必须调整好原点开关,否则,可能会损坏机械部分.)4. 将K3.0设置为0.5. 按下复位键.如果通过以上调整后,还出现A1.1的报警,可能是计数感应开关异常,调整好感应开关后,再按上述步骤调整,直到不出现A1.1的报警.PMC 显示密码178 初始K参数列表0000 P0*******0001 P0*******0002 P0*******0003 P0*******0004 P0*******0005 P0*******0006 P0*******0007 P0*******0008 P0*******0009 P0*******0010 P0*******0011 P0*******0012 P0*******0013 P0*******0014 P0*******0015 P0*******0016 P0*******0017 P0*******0018 P0*******0019 P0*******0020 P0*******0021 P0*******0022 P0*******0023 P0*******0024 P0*******0025 P0*******0026 P0*******0027 P0*******0028 P0*******0029 P0*******0030 P0*******0031 P0*******0032 P0*******0033 P0*******0034 P0*******0035 P0*******0036 P0*******0037 P0*******0038 P0*******20039 P0*******0040 P0*******0042 P0******* 0043 P0******* 0044 P0******* 0045 P0******* 0046 P0******* 0047 P0******* 0048 P0******* 0049 P0******* 0050 P0******* 0051 P0******* 0052 P0******* 0053 P0******* 0054 P0******* 0055 P0******* 0056 P0******* 0057 P0******* 0058 P0******* 0059 P0******* 0060 P0******* 0061 P0******* 0062 P0******* 0063 P0******* 0064 P0******* 0065 P0******* 0066 P0******* 0067 P0******* 0068 P0******* 0069 P0******* 0070 P0******* 0071 P0******* 0072 P0******* 0073 P0******* 0074 P0******* 0075 P0******* 0076 P0******* 0077 P0******* 0078 P0******* 0079 P0******* 0080 P0******* 0081 P0******* 0082 P0******* 0083 P0******* 0084 P0*******0086 P0*******0087 P0*******0088 P0*******0089 P0*******0090 P0*******0091 P0*******0092 P0*******0093 P0*******0094 P0*******0095 P0*******0096 P0*******0097 P0*******0098 P0*******0099 P0*******0900 P1*******0901 P0*******0902 P0*******0903 P0*******0904 P0*******0905 P0*******0906 P0*******0907 P0*******0908 P0*******0909 P0*******0910 P0*******0911 P0*******0912 P0*******0913 P0*******0914 P0*******0915 P0*******0916 P0*******0917 P0*******0918 P0*******0919 P0*******初始D参数控制列表P0******* P0 P1 P0P0******* P0 P22 P36P0******* P0 P3 P70P0******* P0 P8 P100 P0******* P0 P28 P200 P0******* P0 P0 P0P0******* P0 PO P0P0******* P0 P10 P300P0******* P0 P18 P400 P0******* P0 P0 P0P0******* P0 P0 P0P0******* P0 P0 P0初始D参数值列表0000 P190036 P00037 P00038 P00039 P00040 P00041 P00042 P100043 P00044 P00045 P00046 P00047 P00048 P280049 P00050 P190051 P00052 P00053 P00054 P00055 P00056 P70057 P00070 P10071 P00072 P00100 P10101 P20102 P40103 P80104 P160105 P320106 P640107 P-1280200 P30201 P60202 P120203 P240204 P48 0205 P96 0206 P-64 0207 P5 0208 P9 0209 P17 0210 P33 0211 P65 0212 P-127 0213 P10 0214 P18 0215 P34 0216 P66 0217 P-126 0218 P20 0219 P36 0220 P68 0221 P-124 0222 P40 0223 P72 0224 P-120 0225 P80 0226 P-112 0227 P-96 0400 P22 0401 P0 0402 P0 0403 P0 0404 P6 0405 P0 0406 P0 0407 P3 0408 P0 0409 P0 0410 P19 0411 P0 0412 P0 0413 P0 0414 P0 0415 P0 0416 P0 0417 P0。
KOMAX 机器资料讲解学习

K O M A X机器资料KOMAX 机器资料KOMAX设备使用来加工电线的设备,包括Alpha433s、Gamma333PC/PC-B,Alpha411,Alpha355,Alpha455,Alpha488等,使用的软件为Topwin,Topwin在各种机器上的视图基本相同,这里我们仅以Alpha433为例制作培训资料,客户在使用它对操作者培训的时候请根据实际针对的机器类型做适当调整,由有经验的人员进行示范是最佳的培训方式。
一,设备简介1,功能:设备功能(下料,压接,穿防水塞)①双端/单端全剥/半剥②打印文字③压端子④压端子穿防水塞2,俯视图:机器主要部位分布3,操作台分布图:4,TOPWIN各个界面简介a)配置界面:用于机器配置,操作者用不到b)工艺界面:设置工艺参数,(见软件详解)c)样品界面:加工样品取样,(见软件详解)d)生产界面:用于自动生产,(见软件详解)e)错误统计:显示错误信息,操作者用不到。
f)状态统计:显示生产状态,操作者用不到二,软件详解a)工艺界面总体视图:在工艺界面中,我们可以根据工艺卡的规定的导线规格、长度、剥头长度、端子和雨塞等建立待加工产品或者选择以前建立的工艺进行加工。
对应上图中所标数字部位的说明:①:后端剥皮长度,鼠标左键点击数字可更改,单位是毫米②:加工长度,鼠标左键点击数字可更改,单位毫米③:前端剥皮长度,鼠标左键点击数字可更改,单位毫米④:进线驱动部位,鼠标左键点击可进入导线选择和编辑界面⑤:端子压接机,鼠标左键点击可进入端子选择和编辑界面⑥:雨塞加工设备,鼠标左键点击可进入雨塞选择和编辑界面⑦:背景黄色并显示电源可打开,此时可按下给电按钮i.选择或添加导线(名称,线径,颜色)第一步:第二步:(鼠标点击上图所示后弹出下面窗口)第三步:(在第二步中选择建立/复制后弹出下面界面)第四步:输入导线规格颜色①这里输入导线截面积,比如0.5平方毫米②这里输入导线芯线直径,一般使用默认值即可③这里输入绝缘皮直径,一般使用默认值即可④这里用来设置线的颜色,可设多色线⑤点此按钮将正在编辑的线加载为要加工的线ii.选择或添加端子(名称,尺寸,外观)第一步:鼠标左键点压接机位置(类似于添加线)第二步:选择你需要的端子,如果没有选择“建立/复制”第三步:输入端子序号(类似于添加线)第四步:输入端子数据,如下图①鼠标点这里可进入速度设置界面,可使用默认选项②鼠标点这里进入CFA设置界面,操作者禁用③这里输入端子长度,参考⑥位置所示④这里输入该端子需要的剥头长度,工艺卡上有规定⑤端子样式,都是开式端子垂直地,不需要更改⑥端子图象,可以看到端子长度剥头长度测量位置iii.选择或添加雨塞(名称,尺寸,颜色)雨塞的选择和建立复制过程等同与端子,不再复述。
阿玛达数冲自动松夹钳代码
阿玛达数冲自动松夹钳代码一、引言阿玛达数冲自动松夹钳是一种用于数控冲床机械手的自动夹钳装置。
它具有高效、精确和稳定的特点,能够实现对工件的自动夹取、松开和定位。
本文将对阿玛达数冲自动松夹钳的代码进行详细讨论,并介绍其在生产制造中的应用。
二、数控冲床机械手的自动夹钳功能数控冲床机械手是一种利用计算机和控制系统来控制机械臂进行自动化操作的设备。
自动夹钳功能作为其重要的一部分,充分发挥了机械手的优势,提高了生产效率和质量。
阿玛达数冲自动松夹钳代码实现了以下主要功能:2.1 自动夹取工件通过编写特定的代码,阿玛达数冲自动松夹钳可以实现对工件的自动夹取。
当机械手定位到指定位置后,通过控制夹钳的运动轴,将夹持装置移动到工件附近,并夹取住工件。
夹取完成后,机械手即可将工件移动到其他指定位置进行下一步操作。
2.2 自动松开工件在完成对工件的加工操作后,阿玛达数冲自动松夹钳可以自动松开工件,以便进行下一步的操作。
通过编写相应的代码,可以控制夹钳松开装置的动作,将夹持工件的力减小或完全松开,使得机械手能够顺利地取下已加工完成的工件。
2.3 自动定位工件阿玛达数冲自动松夹钳代码还可以实现对工件的自动定位。
通过计算工件的尺寸、位置和形状等参数,编写相应的代码,可以使机械手将工件准确地定位到指定的位置。
这样可以确保加工过程中的精度和稳定性,提高工件的质量和生产效率。
三、阿玛达数冲自动松夹钳代码的编写要点编写阿玛达数冲自动松夹钳代码需要考虑以下几个关键要点:3.1 运动轴的控制阿玛达数冲自动松夹钳通过控制运动轴来实现夹取、松开和定位功能。
编写代码时,需要明确每个运动轴的控制方式和运动范围,并将其与工件的位置和姿态相匹配。
对于复杂的工件形状和位置,可能需要结合相关的数学算法和传感器数据进行运动轴的控制。
3.2 传感器数据的处理阿玛达数冲自动松夹钳通常配备有各种传感器,用于感知工件的位置、形状和力量等信息。
编写代码时,需要处理传感器数据,包括采集、滤波、解析和处理等过程。
常规带干接点逆变器KOX2000BW3(500-2000VA)
1.4 搬运…………………………………………………………………………………………………………5
第二章 产品简介…………………………………………………………………………………………………5
2.1 产品外观……………………………………………………………………………………………………5
公司产品代号
2.3工作原理
1、纯逆变式工作方式:
工作状态说明:
a、直流输入正常时,由直流经过隔离、滤波后,逆变成纯正的交流电,向负载提供电源(即直流逆变供电);
b、当直流输入异常或机器出现过载、过温、大电流冲击及内部故障等情况时,机器自动保护关机;
2、后备式工作方式:
工作状态说明:
a、当交流输入和直流输入都正常时,由交流输入通过转换开关向负载提供电源(即交流供电);
蜂鸣器声音报警和LED指示灯报警
切换时间
交流与直流
0ms
逆变与旁路
5ms
绝缘强度
1500 VAC, 1min(输入和输出)
噪 声
45db(正面1米)
冷却方式
风扇强制风冷
续表2.4
2.5保护功能
KOX系列正弦波逆变电源具有完善的保护功能,一旦出现下述所列故障,逆变电源将关闭输出或跳至旁路供电,以保证负载不受损坏,同时逆变电源自身也得到保护。
◆ 逆变电源必须可靠接地,接地电缆尽量使用粗线,连接地点尽量靠近逆变电源,接地线尽量短。
◆ 逆变电源在切断输入电源后,内部仍会有高压,切勿打开机箱触摸内部器件,以免对操作者和逆变电源造成伤害。
◆ 安装地点请远离水、蒸气和其它液体物质,远离易燃易爆物质。
最新KOMAX 机器资料
KOMAX 机器资料12KOMAX设备使用来加工电线的设备,包括Alpha433s、3Gamma333PC/PC-B,Alpha411,Alpha355,Alpha455,Alpha488等,使用的软件为4Topwin,Topwin在各种机器上的视图基本相同,这里我们仅以Alpha433为例制5作培训资料,客户在使用它对操作者培训的时候请根据实际针对的机器类型做6适当调整,由有经验的人员进行示范是最佳的培训方式。
一,设备简介781,功能:设备功能(下料,压接,穿防水塞)9①双端/单端全剥/半剥10②打印文字11③压端子12④压端子穿防水塞13141516172,俯视图:机器主要部位分布18193,操作台分布图:20214,TOPWIN各个界面简介22a)配置界面:用于机器配置,操作者用不到23b)工艺界面:设置工艺参数,(见软件详解)24c)样品界面:加工样品取样,(见软件详解)25d)生产界面:用于自动生产,(见软件详解)26e)错误统计:显示错误信息,操作者用不到。
f)状态统计:显示生产状态,操作者用不到2728二,软件详解29a)工艺界面总体视图:30在工艺界面中,我们可以根据工艺卡的规定的导线规格、长度、剥头长度、31端子和雨塞等建立待加工产品或者选择以前建立的工艺进行加工。
3233对应上图中所标数字部位的说明:34①:后端剥皮长度,鼠标左键点击数字可更改,单位是毫米35②:加工长度,鼠标左键点击数字可更改,单位毫米36③:前端剥皮长度,鼠标左键点击数字可更改,单位毫米37④:进线驱动部位,鼠标左键点击可进入导线选择和编辑界面38⑤:端子压接机,鼠标左键点击可进入端子选择和编辑界面39⑥:雨塞加工设备,鼠标左键点击可进入雨塞选择和编辑界面40⑦:背景黄色并显示电源可打开,此时可按下给电按钮4142i.选择或添加导线(名称,线径,颜色)43第一步:4445第二步:(鼠标点击上图所示后弹出下面窗口)4647第三步:(在第二步中选择建立/复制后弹出下面界面)4849第四步:输入导线规格颜色5051①这里输入导线截面积,比如0.5平方毫米52②这里输入导线芯线直径,一般使用默认值即可53③这里输入绝缘皮直径,一般使用默认值即可54④这里用来设置线的颜色,可设多色线55⑤点此按钮将正在编辑的线加载为要加工的线5657ii.选择或添加端子(名称,尺寸,外观)58第一步:鼠标左键点压接机位置(类似于添加线)59第二步:选择你需要的端子,如果没有选择“建立/复制”60第三步:输入端子序号(类似于添加线)61第四步:输入端子数据,如下图6263①鼠标点这里可进入速度设置界面,可使用默认选项64②鼠标点这里进入CFA设置界面,操作者禁用65③这里输入端子长度,参考⑥位置所示66④这里输入该端子需要的剥头长度,工艺卡上有规定67⑤端子样式,都是开式端子垂直地,不需要更改68⑥端子图象,可以看到端子长度剥头长度测量位置69iii.选择或添加雨塞(名称,尺寸,颜色)70雨塞的选择和建立复制过程等同与端子,不再复述。
后缀自动机(SuffixAutomaton)
后缀⾃动机(SuffixAutomaton)⽬录\mathbf{Endpos}后缀⾃动机(Suffix Automaton)⼀个基于后缀⾃动机的另⼀种统计⼦串出现次数的⽅法定义⼀个字符串的后缀⾃动机(SAM)是⼀个 DAG(Directed Acyclic Graph),边(或者说转移)带权,权值是⼀个字符,除了起始节点O,节点分为两种,⼀种是中间节点,只是为了连边⽽新建的节点,⼀种是结束节点,表⽰从O到它的路径上边的字符连起来是字符串的⼀个后缀。
最容易被忽视的,每个节点⼀种边只能有⼀条,也就是说,从某个节点向外连接两条字符为b的边是不被允许的。
在所有合法的 DAG 中,后缀⾃动机是规模最⼩的⼀个。
从后缀⾃动机的O点出发,任何⼀条到达某结束节点的路径上,边的字符连成的字符串都是原字符串的⼀个后缀。
这样就可以推得后缀⾃动机的⼀个性质。
因为⼀个字符串的任意字串都能表⽰成它的某个后缀的前缀,⽽且从O出发到任意节点的路径都是从O点到某个结束节点路径的⼀部分。
也就是说任意从O出发的路径都表⽰原字符串的后缀的⼀个前缀,即原字符串的⼦串。
举例这是字符串sdflk的后缀⾃动机:其中,节点①是结束节点,点O是起始节点。
\mathbf{Endpos}引⼊⼀个概念,⼀个字符串的⼦串[l, r]的Endpos就是它每次在字符串中出现时的末尾字符位置的集合。
对于Endpos有两个引理显⽽易见:对于两个⼦串a, b,假设len_a < len_b。
1. 若有Endpos_a = Endpos_b,则a是b的后缀。
2. 如果a是b的后缀,则Endpos_b \sube Endpos_a; 否则Endpos_a \cap Endpos_b = \varnothing引⼊⼀个Endpos等价类的概念,所有满⾜Endpos_i相等的字符串i组成⼀个Endpos的等价类。
所以两个引理的意思是,两个Endpos只有⼀个包含另⼀个和交集为空两种关系。
柯马机器人教程

柯马配的总线接线方式有Profibus、DeviceNet以及以太网,三菱PLC使用的是IO通讯方式。
以下介绍IO的连接方式。
一、柯马机器人电源模块,12点输入模块,6点输出模块接线。
1.一个接线实例。
2.电源模块接法,一个+24V I/O接P0;GND接N0,其他的都不用接就可以了。
另机器人来的时候,柯马内部电源已经接好了,因为我们使用自己的电源,所以拆掉其自带的电源线即可。
3.12点输入模块接法。
12点输入,6点输出(GND不用接)如上图,按顺序接就可以了。
一个电源模块配2个输入模块,4个输出模块,提材料时需要特别注意。
二、安全信号接线使用柯马X30 插头(哈丁插头)原厂配件,不用提材料。
1.连接位置2.插头引脚图3.X30接线图外部急停使用6-13、7-14,短接4-11、5-12;门停止使用18-20、19-21,不使用就短接短接25-27、26-28以上6-13、7-14接在急停继电器的触点上即可,其余在X30插头上短接即可。
三、PLC选型柯马是源型(24+)输入、输出,对应的PLC就也应该是源型输入、输出;欧系的PLC非常方便,三菱的远程IO和FX3U等的输入一般是源漏公用的,也没有问题,但是三菱的远程IO源型输出模块订货困难,价格昂贵。
推荐使用FX3U的继电器型输出型(输入共用端S/S接N0,输出的公用端COM接P0)这样就可以了。
四、示教器IO设置接线完成之后,IO设置也是非常重要的,每一个模块、每一个点都是需要在示教器上配置正确的,否则无法使用!柯马叫IO MAP。
1.一位IO设置,也就是DIN、DOUT以下开机界面,MORE可以翻页,以下不赘述。
选择 SETUP选择Io-Map,等待一下。
选择 Device机架上挂载的设备可以自动识别。
其中SDM是柯马的安全P板,不用设置;后面PS2100是柯马的电源模块,不用设置;下面是两个12点的输入和4个6点输出模块,需要逐个设置。
从BC-129-DI9371-2开始,点击Modfy此页不用管,选择Next page光标移到2.1 DigitalInout01开始,点击MAP如上图设置,Index是IO开始的编号,Ports number数目设置12,全部设置成个位输出。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
切线机分类
• KOMAX 40T切线机 • KOMAX G333切线机 • KOMAX 433 切线机 • schleuniger CC60 切线机
型号 生产厂商 现有数量 加工长度范围
长度准确度
40T KOMAX
4 40mm-1500mm +/-1 毫米或<0.2 % , 取决 于导线长度
G333
偏心翼形螺丝钉
一般垂直机 构比水平机 构压得紧
防
结 盘
垂直校直机构
校直轮
水平校直机构
送线机构
送线同步驱动轮
1 2
3
4 56
9 78
10 11
12
G333型
1 3 4:
驱动轮
2 6:
止紧螺丝
5:
编码轮
7:
送线安全罩
8:
调节螺杆(轮1和3)
9:
调节螺杆(轮4和5)
10:
送线按钮(在送线状态
下此按钮,线送入)
(70%~85%)
编辑.命名.载入端子
1.2台的序号 和名称不能相同!
需要相应用 户权限
编辑.命名.载入密封塞
SPA的 数值应根 据不同支
路调整
(样品)
样品:
1.端子.毛刷补偿 2.剥皮参数调整 3.爪子打开等待/摆臂速度调整 4.打开.关闭挡线杆 5.样品.短试样.只用于导线.取
清洁,无磨损
保养周期 每月 每月 每月
每月
5送线机构和皮带
清洁,无破损
每月
6刀轴机构
清洁,加油脂,刀片无破损
每月
7摆臂机构 8下线皮带 9压接机 10密封塞装置 11各按钮 12各管路,接头,螺丝 13整机内外部清洁
清洁,加油脂,皮带无破损 清洁,无破损 清洁,加油脂,运行正常 清洁,加润滑油 工作正常,无破损 坚固 清洁
有(K-13为PAWO密封塞装 置,其余为KOMAX) 有(KOMAX自带) 有(KOMAX自带) 均由此功能 无(WINDOWS2000)
能调整压接速度,且压接控制 板易坏
对不同线径不需更换剥皮刀, 无换刀时间
多数为KOMAX专有备件
有 有(2台)
有 有(2台)
有(KOMAX)
有(PAWO)
有(KOMAX自带)
刀头
1 V型剥离刀片
2 切断刀片
4
3 废件切断刀片
4 上刀架
5 下刀架
注意:
安装刀时,剥皮刀要同一型号, 安装时注意方向和清洁,还有检 查螺母是否开裂,装好后上.下 刀合一下。
5
刀头工作过程
压接装置
电气控制板 控制面板
模具快速安装手柄 压接高度调整螺栓
压接电机 指示灯
注: 安装设备需要一定的用户权限
安装/添加装置
点击圆圈里装置需安装的位置
选择需安装装置的类型
点击更改选择通道或点击下一步一直到完成
(设置)
设置菜单:
1编辑.命名.载入线束 2编辑.命名.载入端子 3编辑.命名.载入密封塞
编辑.命名.载入线束
在生产中.短 支路时加速度
不能高
对大截面和绝缘 皮韧性好的支路 应降低腿皮速度
每月 每月 每月 每月 每月 每月 每月
故障项
故障描述
故障代码 预防性维护
所占比例
程序系统
A1
程序系统、控制
板及不明原因的 控制板/伺服控制器 A2
故障
不明原因的故障ຫໍສະໝຸດ A3不能预防性维护 不能预防性维护 不能预防性维护
5.66% 13.48%
7.81%
106送线机/机构故障 B1
送线/下线机构 故障
维修
无打滑,松紧适度
调整/更换
完好,无断股和剥皮不良 调整/更换
9摆臂气管和传感器线
完好,整齐,捆扎良好
整理
10下线皮带/下线电机 11安全罩
完好/无异响 完好
维修 维修
切线机定期保养
检查部位 1空气过滤器 2K106 3校直轮
4送线编码轮,驱动轮
检查点要求 清洁,油杯加油 清洁,无磨损 清洁,无磨损
多数为KOMAX专有备件
基本备件为通用件,在市场 能购买到
V
cutter downtime rate 2006 2007
2006-2007维修停机率统计汇总
Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec 平均值 1.25% 1.59% 2.19% 1.88% 1.28% 1.48% 2.66% 2.51% 2.08% 1.63% 1.86% 1.55% 1.83% 1.50% 1.32% 2.02% 1.49% 2.06% 1.23% 1.04% 0.77% 1.23% 0.78% 0.86% 1.04% 1.28%
有(schleuniger自带)
有(KOMAX自带)
有(schleuniger自带)
均由此功能
均由此功能
无(WINDOWS XP)
无(WINDOWS2000),
能调整压接速度,且压接控制板 能调整压接速度,压接控制
易坏
板至今未坏过
对不同线径不需更换剥皮刀,无 对不同线径不需更换剥皮
换刀时间
刀,无换刀时间
基本操作(开机)
打开总电源:正常情况下, 电脑自动启动
输入用户名和指令
按启动按钮
按重设
关机
不能直 接关电 源开关
点击圈点键出现此介 面.选择关机,确认 退出TOWIN后关
电源.
菜单功能(配置)
配置 在配置菜单里可以
安装或删除装置如: K106辅助送线机构 MCI711压接装置 MCI761密封塞装置 还可以调整刀片的形式,型号及刀架
cutter downtime rate
year
3.00% 2.50% 2.00% 1.50% 1.00% 0.50% 0.00%
Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec
monthly
2006 2007
功能列表
技术数据/性能范围
安全标志 !
密封塞加工设置 4总量,批量设置 5送入,出导线
二台压接监控 总量设置
线束长度设定
剥皮长度设定
批量设置
密封塞监控 加工速度显示
加工量显示
压接定位
选择设置单步级
如果安全罩是 打开的则需要 同时按下手动
键
选择区1或区2
选择单步级
选择送入导线
选择整付刀片
选择移到加工位置
选择定位
前,后,左,右调整 好位置后点击保 存数据,再点关闭
3*380VAC,50Hz,16A
4-6bar
5-6bar
6bar
噪声水平/空气消耗 小于77 分贝( 不包括压具) 小于75 分贝( 不包括压具) 小于75 分贝( 不包括压具)
量
6.5 m3/h ( 不包括附件) 6.5 m3/h ( 不包括附件) 9m3/h ( 不包括附件)
重量
650 公斤( 包括两台mci 711 1030 公斤( 包括两台mci 711 1250公斤( 包括两台mci 711 850公斤( 包括两台压接
切线机操作指南--
(G333 G433型)
编制:刘庆勇
切线机培训
目的:操作工和维修人员充分了解和正确 使用设备
切线机培训
• 切线机结构介绍 • 切线、剥皮、压接动作讲解 • 切线机操作软件使用介绍 • 切线机日常保养和定期保养介绍 • 软件高级用户使用介绍 • 切线机常见故障排除方法
注:前4点适用于生产操作工培训;最后2点仅适用于维 修工培训
全伺服控制
设 剥离长度
备 技 加工导线截面
术 送线速度
参 数
进线电源
压缩空气气源
在1 侧,0.1mm-13mm 在2 侧,0.1mm-13mm 0.14 -6.0 平方毫米 (AWG 26- AWG 10) max 6m/s
3*380VAC,50Hz,1.5KVA
5-8bar
在1 侧,0.1mm-15mm 在2 侧, 在1 侧,0.1mm-15mm 在2 侧, 在1 侧,0.1mm-18mm 在2
样等.
2台端子.毛刷补偿
1台端子.毛刷补偿
剥皮参数调整
后退设置大了会 剥皮不干净,过 小会拉丝.断股
爪子打开等待/摆臂速度调整
1抓手带线可以加抓 手打开等待时间 2 摆入速度不宜过高 (20%~50%)
(生产)
生产:
1压接单步级/定位 2密封塞单步级/定位 3剥皮长度.线长.压接.半剥.穿
压接机)
压接机)
压接机)
机)
配 106送线装置 备 压接装置 装 置 穿密封塞装置
端子压接监控器 防错 密封塞监控
出错切断功能 操作系统 压接装置
缺陷 剥皮
备件通用性
推荐购买机型
无
有
有(2台)
有(2台)
无
有(OES CFM,SLC PS) 无穿塞装置
1台有此功能,2台无此功能 DOS下操作系统,功能少 不能调整压接速度,压接台固 定方式有缺陷造成工作台晃 动,监控器易误报警且压接控 制板易坏 对不同线径需操作工手工更换 剥皮刀和导向刀,换刀时间较 长 多数为KOMAX专有备件
传感器/传感器 线故障
皮带引起的故障
B2
易损轮子引起的故障 B3
爪子或托线架引起的故 障
B4
位置不对引起故障
C1
传感器坏引起故障
C2
通过保养能减少停 机时间 通过保养能减少停 机时间 通过保养能减少停 机时间 通过保养能减少停 机时间 通过保养能减少停 机时间