【培训教材】锡膏基础知识生产工艺及使用问题讲解PPT(P77)
合集下载
锡膏工艺基础技术资料ppt课件
六、锡膏使用注意事项
保管:
1. 放置冷藏库中 2. 使用开始:与室温相同,基本上在印刷机相同的温度环境下在回温6小时内不可开封 3. 为防止结露问题将一天的使用量放至在室温内回温. 4. 搅拌:使用搅拌设备 5. 在使用时详细记录时间负责人,品名,制造编号,开始使用时间及使用终了时间
网板的清洁:
1. 以抗静电的塑料袋将钢板放入并放在固定置放架保管 2. 置放架不可有污染源,钢板表面注意不可有伤痕,钢板是以铝框有厚度保存,场地须
20 20 20
最多10 wt%小于
20 15 5
七、锡膏常用检验方式
七、锡膏常用检验方式
黏度(Viscosity) a.目的:确保锡膏印刷质量及保持良好的下锡性,确认是否符合标准值,
以及制定误差值 b.规范标准:
★JIS-Z 3284 Annex 6 IPC-TM-650 2.4.34.3 IPC-TM-650 2.4.34.2
的质量。 (3)、当天未使用完的锡膏,不可与尚未使用的锡膏共同置放,应另外存放在
别的容器之中. 锡膏开封后在室温下紧闭罐盖请于24小時内使用完毕
四、保存与使用方法
(4)、锡膏印刷在基板后,建议于4~8小时内置放零件进入回焊炉完成着装。 (5)、换线超过一小时以上,请于换线前将锡膏从钢板上刮起收入锡膏罐内封盖。 (6)、为确保印刷质量,建议每4小时将钢板双面的开口以人工方式进行擦拭。 (7)、室内温度请控制于25±3 ℃,湿度RH30~60%为最好的作业环境。 (8)、锡膏黏度值最佳化为170-200 Pa.s(25℃),最大允许使用范围为170~210 Pa.s
使用中 印刷后保存期限8小时(必须在此期限内置件并过回焊) 放置钢板上不印刷保存期限8小时(静置后印刷第一片 可能状况不佳,第2片恢复)
锡膏培训资料PPT课件

锡膏印刷机是一种将锡膏按需转 移到印制板上的设备,其工作原
理主要基于丝网印刷技术。
丝网印刷技术利用丝网作为模板, 将锡膏通过刮刀施加压力,从丝 网中挤压到印制板上,形成所需
的电路图形。
印刷过程中,丝网在刮刀的作用 下产生弹性形变,使锡膏通过网 孔转移到印制板上,形成锡膏焊
点。
锡膏印刷的工艺流程
准备丝网
外观检查
电气性能测试
检查焊点外观是否良好,无气泡、无杂质 。
对焊接完成的线路进行电气性能测试,确 保无短路、断路等问题。
清洁处理
记录与归档
使用适当的清洁剂清理残留的锡膏,保持 线路板整洁。
对焊接过程进行记录,并将相关资料归档 保存,以便后续查阅。
05 锡膏的应用实例
手机板的焊接
手机板是现代通讯设备中不可或缺的一部分,其焊接质量直 接影响到手机的使用寿命和性能。锡膏焊接技术广泛应用于 手机板的焊接,以确保电子元件的可靠连接。
使用搅拌机充分搅拌锡膏,使其均匀混 合。
控制炉温曲线,确保回流焊过程中温度 均匀上升,避免局部过热。
预防措施
选用合适的锡膏,确保其具有较好的热 稳定性和流动性。
桥连的产生与预防
预防措施
使用具有较低熔点的锡膏,提高 其流动性。
桥连的产生:在回流焊过程中, 由于锡膏流动不均匀或部分锡膏 过早熔化,导致两个焊点之间形 成桥接。
根据电路板上的焊盘尺寸和间距, 选择合适的丝网目数和网框尺寸。
放置丝网
将丝网放置在网框上,并固定好 边框。
涂布锡膏
将适量的锡膏涂布在丝网上,确 保锡膏均匀分布。
锡膏印刷的工艺流程
放置电路板
将电路板放置在丝网下方,对 准焊盘位置。
印刷锡膏
SMT知识介绍和常见问题分析.pptx
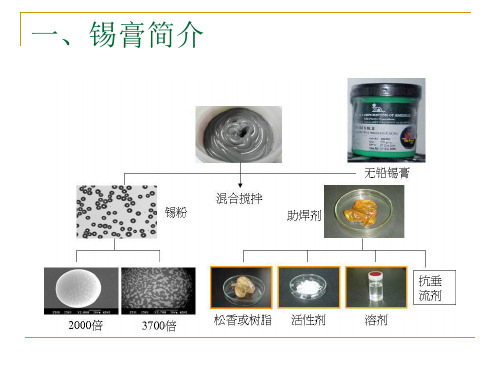
(二)、焊料粉:
焊料粉又称锡粉生要由锡铅合金组成,一股比例为63/37;另有特殊要求时,也有在锡铅合金中添加肯定破的银 、锡等金属的锡粉”概括来讲锡粉的相关特性与其品质要求方如下几点:
A、锡粉的颗粒形态对锡膏的工作性能有很大的影响:
A-U重要的一点是要求锡粉颗粒大小分布匀称,这里要谈到锡粉颗粒度分布比例的问题;在国内的焊料粉或焊 锡膏生产厂商,大家常常用分布比例来衡量锡粉的匀称度:以25~45μm的锡粉为例,通常要求35Um左右的颗粒分 度比例为60%左右,35μm以卜与以上部份各占20%左右;
SMT知识介绍和常见问题分析
SMT焊锡膏学问介绍之二:锡青的分类方式与选择标准
锡存的分类方式与选择标准
一般状况下,首先选择焊锡密大类,再依据合金组成、颗粒度、粘度等指标来选择。
(一)、分类方式:
A、一般松香清洗型[分RA(R。SINACTIVATED)与RMA(R。SINMI1.D1.YACTIVATED)):此种类型锡膏在焊接 过程中表现出较好“上锡速度”并能保证良好的“焊接效果”;在焊接工作完成后,PCB表面松香残留相对较多,可用适 当清洗剂清洗,清洗后板面光滑无残留,保证r清洗后的板面具有良好的绝缘阻抗,并能通过各种电气性能的技术检 测;B、免清洗型焊锡膏[NC(N。C1.EAN)]:此种锡膏焊接完成后,PCB板面较为光滑、残留少,可通过各种电气 性能技术检测,不须要再次清洗,在保证焊接品质的同时缩短了生产流程,加快了生产进度;
・两端白色挡锡块可以依据PCB的长度调整至合理的印刷宽度,锡膏可以依据PCB宽度来确定锡音的投放,大 大削减锡育作无效滚动。
・挡锡块的底部与钢网紧密贴合,使锡华不易从挡锡块两边溢出,这样可以保证锡育在疗效的丝印区域滚动运 用,削减由于助焊剂挥发,锡粉辄化,锡膏粘度变小等引起的印刷品质不良
焊料粉又称锡粉生要由锡铅合金组成,一股比例为63/37;另有特殊要求时,也有在锡铅合金中添加肯定破的银 、锡等金属的锡粉”概括来讲锡粉的相关特性与其品质要求方如下几点:
A、锡粉的颗粒形态对锡膏的工作性能有很大的影响:
A-U重要的一点是要求锡粉颗粒大小分布匀称,这里要谈到锡粉颗粒度分布比例的问题;在国内的焊料粉或焊 锡膏生产厂商,大家常常用分布比例来衡量锡粉的匀称度:以25~45μm的锡粉为例,通常要求35Um左右的颗粒分 度比例为60%左右,35μm以卜与以上部份各占20%左右;
SMT知识介绍和常见问题分析
SMT焊锡膏学问介绍之二:锡青的分类方式与选择标准
锡存的分类方式与选择标准
一般状况下,首先选择焊锡密大类,再依据合金组成、颗粒度、粘度等指标来选择。
(一)、分类方式:
A、一般松香清洗型[分RA(R。SINACTIVATED)与RMA(R。SINMI1.D1.YACTIVATED)):此种类型锡膏在焊接 过程中表现出较好“上锡速度”并能保证良好的“焊接效果”;在焊接工作完成后,PCB表面松香残留相对较多,可用适 当清洗剂清洗,清洗后板面光滑无残留,保证r清洗后的板面具有良好的绝缘阻抗,并能通过各种电气性能的技术检 测;B、免清洗型焊锡膏[NC(N。C1.EAN)]:此种锡膏焊接完成后,PCB板面较为光滑、残留少,可通过各种电气 性能技术检测,不须要再次清洗,在保证焊接品质的同时缩短了生产流程,加快了生产进度;
・两端白色挡锡块可以依据PCB的长度调整至合理的印刷宽度,锡膏可以依据PCB宽度来确定锡音的投放,大 大削减锡育作无效滚动。
・挡锡块的底部与钢网紧密贴合,使锡华不易从挡锡块两边溢出,这样可以保证锡育在疗效的丝印区域滚动运 用,削减由于助焊剂挥发,锡粉辄化,锡膏粘度变小等引起的印刷品质不良
【培训教材】锡膏基础知识生产工艺及使用问题讲解PPT(P77)

7 4
焊錫粉末顆粒(二)
二、粉末形狀 1、不規則型:印刷後易下塌造成 短路,球徑大小也難一致, 較不適合fine pitch印刷作業。 2、規則型:因為是球形的關係, 球徑大小也較規則,較適合 fine pitch印刷作業,另外球 型粉末在不活性氣體中製造, 所以焊錫氧化率較低。
锡粉的分布图:
锡膏的粘度和触变值:
Sharp Printing
Solder oozing Not Economical
Very Few
Polyurethane
Angle Adjustability
Difficult in Pressure Setting Good for Stencil
General
SUS SUS Coating
Easy Control
TI is big
3
10
30
转速பைடு நூலகம்RPM)
存贮与运输
锡膏的存贮:
存贮温度的要求: 锡膏需保存在10℃以下, 根据原料不同,保质期为 制造成品后90天或者 180天. 存贮运输的要求: 需使用冷冻设备保存运 输或者利用冰袋.
锡膏的回温与搅拌:
TAMURA锡膏从冷藏环 境中取出后需在常温下 回温1.5-3小时 TAMURA锡膏回温完成 后需要搅拌2-5分钟 O K
坍塌测试
–
–
冷坍塌测试,#1板在25 +/- 5C和湿度为50+/10%的环境下放置30分 钟 热坍塌测试,#2板在 150+/-10C的电炉上加 热10至15分钟,然后冷 却到室温
锡膏的测试(二):
锡球:
–
–
–
锡膏技术(III)PPT演示课件

表面絕緣阻抗 電子遷移
腐蝕性
离子污染
﹒﹒﹒﹒﹒﹒
5
General information on solder paste
表面絕緣阻抗
在高濕度及高溫的環境下,通過對flux的絕緣阻抗 進行量測以确定其危害性.
其量測方法可以通過IPC這一組織查找IPC-TM-650, 里面有測試方法的詳細介紹;環境的溫度及濕度分別是 85℃, 85%RH.
6
General information on solder paste
電子遷移
其現象是金屬在直流電的作用下,從陰极到陽极 這一過程.
因此在元件的兩個端頭之間如果有flux殘渣存在, 同時產品處于高濕度的環境之下,其結果會導致漏電事 故或者在元件的兩端頭之間出現樹枝狀現象.
其量測方法與表面絕緣阻抗的量測相似.
就是這種 樣子!
7
General information on solder paste
腐蝕性
腐蝕性的測試方法
copper plate corrosion test copper mirror corrosion test
No corrosion
Corrosion with black spots
16
General information on solder paste
ICT測試性能
殘留Flux的硬度
明白了!
17
General information on solder paste
ICT測試性能ຫໍສະໝຸດ 測試設備(針頭﹑測試 接触壓力以及測試位置 等等)
較早之前曾經介紹過﹐焊錫性與可靠性是成反比關係的﹐這是因為 在flux系統中活性劑(如有機酸﹑鹵化物)的緣故﹒其間的關係可以在 之前的描述中理解﹒這裡就此略過﹒
腐蝕性
离子污染
﹒﹒﹒﹒﹒﹒
5
General information on solder paste
表面絕緣阻抗
在高濕度及高溫的環境下,通過對flux的絕緣阻抗 進行量測以确定其危害性.
其量測方法可以通過IPC這一組織查找IPC-TM-650, 里面有測試方法的詳細介紹;環境的溫度及濕度分別是 85℃, 85%RH.
6
General information on solder paste
電子遷移
其現象是金屬在直流電的作用下,從陰极到陽极 這一過程.
因此在元件的兩個端頭之間如果有flux殘渣存在, 同時產品處于高濕度的環境之下,其結果會導致漏電事 故或者在元件的兩端頭之間出現樹枝狀現象.
其量測方法與表面絕緣阻抗的量測相似.
就是這種 樣子!
7
General information on solder paste
腐蝕性
腐蝕性的測試方法
copper plate corrosion test copper mirror corrosion test
No corrosion
Corrosion with black spots
16
General information on solder paste
ICT測試性能
殘留Flux的硬度
明白了!
17
General information on solder paste
ICT測試性能ຫໍສະໝຸດ 測試設備(針頭﹑測試 接触壓力以及測試位置 等等)
較早之前曾經介紹過﹐焊錫性與可靠性是成反比關係的﹐這是因為 在flux系統中活性劑(如有機酸﹑鹵化物)的緣故﹒其間的關係可以在 之前的描述中理解﹒這裡就此略過﹒
无铅锡膏培训课程PPT课件

78,200 220,000
15,000 8000 10,200,000
200 122,300 300,000
1,500 4000
2,200,000 100
44,100 80,000
常用金属参考
金属
Sb(锑) Bi(铋) Cd(镉) Cu(铜) In(铟) Pb(铅) P(磷) Ag(银) Sn(锡) Zn(锌)
科利泰专利无铅锡膏
美国专利号
5,435,857
专利日期
7-25-1995
提供替换当前Sn/Pb 的锡膏 温度范围在170。C--200 。C之间 固态--188 。C,液态--197 。C
关键成份Sn/In/Ag/Sb或Bi
过去10年来的发展
合金
专利所属
固相温度 液相温度
Sn77.2/In20/Ag2.8 铟公司
价格($/lb)
2.43 2.52 2.73 25.76 1.77 3.32 5.29 21.88 2.57 43.96
最新的无铅基准
由于铅在各种金属中的存在,对与无铅来 讲是相对而言的,且在无铅焊料的采矿以 及制做过程中,都可能有铅的存在和加入。
根据IPC最新的规定铅含量在1000Dppm以 下的焊料就符合无铅焊料的概念。
187 。C 217 。C E 188 。C
219 。C E 227 。C 200 。C
无铅锡膏中的参数要求
熔点:接近现行的Sn63/Pb37的熔点183。C,或力 求保持在200。C以下的范围;
特性:焊接效果与常用锡膏一样或常用锡膏更好; 其他:用DIP、SMT和维修方面都一样,并且要免洗
15HB
14HB
热膨胀系数 13.8
24.5
15,000 8000 10,200,000
200 122,300 300,000
1,500 4000
2,200,000 100
44,100 80,000
常用金属参考
金属
Sb(锑) Bi(铋) Cd(镉) Cu(铜) In(铟) Pb(铅) P(磷) Ag(银) Sn(锡) Zn(锌)
科利泰专利无铅锡膏
美国专利号
5,435,857
专利日期
7-25-1995
提供替换当前Sn/Pb 的锡膏 温度范围在170。C--200 。C之间 固态--188 。C,液态--197 。C
关键成份Sn/In/Ag/Sb或Bi
过去10年来的发展
合金
专利所属
固相温度 液相温度
Sn77.2/In20/Ag2.8 铟公司
价格($/lb)
2.43 2.52 2.73 25.76 1.77 3.32 5.29 21.88 2.57 43.96
最新的无铅基准
由于铅在各种金属中的存在,对与无铅来 讲是相对而言的,且在无铅焊料的采矿以 及制做过程中,都可能有铅的存在和加入。
根据IPC最新的规定铅含量在1000Dppm以 下的焊料就符合无铅焊料的概念。
187 。C 217 。C E 188 。C
219 。C E 227 。C 200 。C
无铅锡膏中的参数要求
熔点:接近现行的Sn63/Pb37的熔点183。C,或力 求保持在200。C以下的范围;
特性:焊接效果与常用锡膏一样或常用锡膏更好; 其他:用DIP、SMT和维修方面都一样,并且要免洗
15HB
14HB
热膨胀系数 13.8
24.5
培训教材锡膏基础知识生产工艺及使用问题讲解
良好的锡膏粘度值应在 粘 300 160 Pa •s--240 Pa •s 度 之间.(PCU-205 10rpm 25℃) 200 触变值(TI)应在0.4-0.7 之间. TI=log(viscosity of 3 100
rpm/viscosity of 30 rpm)
TI is small
显微镜下的锡粉
锡膏的测试(三):
粘度测试 :
–
–
粘着力测试非常重要, 对于测试在高速贴片过 程中,锡膏对电子元件 的粘接能力 粘着力的测试方法依照 IPC-TM-650 的 2.4.44
锡膏的测试(四):
扩展率测试 : 扩展率是衡量锡 膏活化性能的一个指标
锡膏的测试(五):
溶熔性测试: 试验基板为陶器板 试验温度为锡膏熔点加上 50℃
锡膏制造与相关参数
锡膏的特性和各项参数:
组成部分: 锡粉 主要指标:成分和大小 助焊剂 主要指标: 松香,活性剂,触变剂 和溶剂
锡粉的成分直接影响到锡膏 的熔点和可靠性等.锡粉的直 径大小分类按IPC标准可以分 为几类,市场上常见的是三号 和四号锡粉.
松香和活性剂都有预防氧化的功能, 松香还有去除氧化的功能. 触变剂的主要作用是防止各成分的分离. 溶剂的主要功能是溶解锡膏的各项成分, 使各成分能够均匀分布.
TI is big
3
10
30
转速(RPM)
存贮与运输
锡膏的存贮:
存贮温度的要求: 锡膏需保存在10℃以下, 根据原料不同,保质期为 制造成品后90天或者 180天. 存贮运输的要求: 需使用冷冻设备保存运 输或者利用冰袋.
锡膏的回温与搅拌:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2、規則型:因為是球形的關係, 球徑大小也較規則,較適合 fine pitch印刷作業,另外球 型粉末在不活性氣體中製造, 所以焊錫氧化率較低。
锡粉的分布图:
锡膏的粘度和触变值:
良好的锡膏粘度值应在 160 Pa •s--240 Pa •s 之间.(PCU-205 10rpm 25℃)
触变值(TI)应在0.4-0.7 之间. TI=log(viscosity of 3
触变剂:可印刷性,埸陷流 挂性(包括热流挂和冷流 挂)
溶剂:置放时间,热流挂和 印刷时间
Solder Powder Resin Activator Thixotropy Agent
Solvent
锡粉的制造过程:
锡粉由液态焊料通过离 心器的作用,最后经过 分类而得出我们所需要 的锡粉.
O2 control
25
0.5 -
3°C/sec
0
50
100
200°C over 30 -
45sec
150
200
TAMURA无铅标准回流曲线
Preheat Recommended:180-200℃ final
time : 60-120 sec
・Too low.:Difficulty of peak temperature increase in solder ball increase in tombstone phenomenon
焊锡膏 助焊剂 清洗剂 OSP 油墨
锡膏制造与相关参数
锡膏的特性和各项参数:
组成部分: 锡粉 主要指标:成分和大小
助焊剂 主要指标: 松香,活性剂,触变剂
和溶剂
锡粉的成分直接影响到锡膏 的熔点和可靠性等.锡粉的直 径大小分类按IPC标准可以分 为几类,市场上常见的是三号 和四号锡粉.
锡珠产生的原因(二):
锡膏印刷量过大 钢网开孔不佳 印刷速度过慢
锡珠解决方案(参考):
改变钢网开孔方式 调整钢网厚度(例如:从
0.15mm改为0.12mm)
锡珠现象影像:
立碑现象的原因分析:
PCB板温不均匀 PAD水平高度不统一 钢网开孔方式不佳
PS:含有少量银元素的锡 膏此不良会有明显减少.
印壓不足 鋼版上錫膏殘留
易產生空焊
印刷不良模拟图片(一)
印刷速度太快 >> 调整印刷速度
钢网不下锡 >>调整脱网速度
刮刀压力过大 >>减小刮刀压力
印刷不良模拟图片(二)
减小印刷压力 减小刮刀速度 检查钢网是否与PCB对准
检查锡膏粘度与触变值
不良现象解析(参考):
锡珠产生的原因(一):
印刷过后网板上沾有流 挂的锡. 锡粉氧化 锡膏超过了保质期限
膏活化性能的一个指标
锡膏的测试(五):
溶熔性测试: 试验基板为陶器板
试验温度为锡膏熔点加上 50℃
合格品 不合格品
锡膏的测试(六):
焊接性测试: 试验基板为铜制板
试验温度为锡膏熔点加上 50℃
Sn-Pb-0.4Ag Sn-3Ag-0.5Cu
锡膏的分类:
从原料方面可以分为有 铅和无铅锡膏
例:TAMURA有铅
整个过程中我们需要控 制氧气的含量.同时分 类时我们会根据要求而 筛选.
Liquid solder
Solder powder
有铅焊錫粉末合金
銲錫粉末=錫鉛合金或是添加其他特 合金 錫 鉛 銀 熔點(℃) 備
殊金屬
比例
註
*添加銀(Ag)金屬會使強度硬
度增加,連機械強度耐疲勞也 會增加。
*添加鉍(Bi)金屬會降低熔點
Merits
Demerits
User
Polyurethane
Economical Gap Printing
Solder oozing
Very Few
Polyurethane
Polyurethane
SUS SUS Coating
Sharp Printing
Solder oozing Not Economical
锡膏的回温与搅拌:
TAMURA锡膏从冷藏环 境中取出后需在常温下
N
回温1.5-3小时
G
TAMURA锡膏回温完成 后需要搅拌2-5分钟
O
N
K
G
印刷 PRINT
錫膏與印刷條件(參考值)
錫粉末形狀:不規則 規則
焊錫粉末最大粒徑 錫膏黏度(Pa.s) 鋼版厚度(mm) 鋼版的開口幅(mm) 鋼版與基板間隙(mm) 刮刀速度(mm/sec)
用於不規則形狀之焊錫粉末。
0 0 05000
2、μ m:公制單位(10-3mm) ,
使用光學檢測篩選所需焊錫 球徑大小,粉末為規則形狀 (真圓形) 才適用。
μm 7 6 5 4 3 3 2 4 3 34715
焊錫粉末顆粒(二)
二、粉末形狀 1、不規則型:印刷後易下塌造成
短路,球徑大小也難一致, 較不適合fine pitch印刷作業。
63/3 63 37 7
183 共 晶 銲
並使焊點變得又硬又脆,使焊
錫
點產生斷裂,但其導電性奇佳。 含銀 62 36 2 179~18
*鋅(Zn)是錫膏中極欲排除雜
2%
3
質之一,無法與錫鉛融合,經
時變化後會析出,易造成焊點
斷裂。
锡膏中助焊剂的配比:
松香
活性剂 其它
溶剂
触变剂
A类
树脂
活性剂 其它
触变剂
触变值的大小与印刷关系:
Small(low) no-good no-good
good good
TI
Big (high)
Slump
good
Solder oozing
good
Paste rolling
Tacky to squeegee
no-good no-good
刮刀的类型:
Type
Material
Stencil Thickness(μ
m)
38-63
0.5
150-200
38-45 20-45
0.4
120-150
20-38
0.3
100-120
關於印刷速度
印刷速度如太快,會發
生虛印、漏印或錫膏量 不足(錫膏印刷時下降未 完全)。相反印刷速度太 慢,錫膏雖有充分時間 下降,但鋼版與基板接 觸時間過長,而使錫膏 流至反面,造成錫膏拉 絲而出現小錫珠。當錫 膏黏度太低,再連續印 刷時易造成滲漏下塌而 產生短路。
rpm/viscosity of 30 rpm)
粘 度 300
200 100
TI is small
TI is big
3 10
30
转速(RPM)
存贮与运输
锡膏的存贮:
存贮温度的要求: 锡膏需保存在10℃以下, 根据原料不同,保质期为 制造成品后90天或者 180天.
存贮运输的要求: 需使用冷冻设备保存运 输或者利用冰袋.
相关测试参数:
金属含量 锡球 粘度 SIR (表面阻抗测试) 铜镜 铬酸银试纸
粘力 塌落性 可焊性 助焊剂绝缘性 酸度(mgKOH/g) 卤化物含量
影响粘度的因素:
焊膏中的金属含量 粘度 助焊剂的粘度 温度 焊膏寿命、储存情况 预搅拌
金属含量
锡膏的测试(一):
坍塌测试
– 冷坍塌测试,#1板在25 +/- 5C和湿度为50+/10%的环境下放置30分 钟
– 热坍塌测试,#2板在 150+/-10C的电炉上加 热10至15分钟,然后冷 却到室温
锡膏的测试(二):
锡球:
– 锡球测试是测试锡膏回 流后,在未润湿的底板 上出现的小锡球
– 测试方法依照IPC-TM650 的 2.4.43
Good No-good
5 powder less 4 powder
8 powder less 7 powder
4 powder less 3 powder
锡粉直径与钢网开孔之间的联系(二)
stencil
Reference Data
Solder Powder (μm)
Pitch Size (mm)
non-melting ・Too high:surface roughness
Melting Time
Temp. (℃)
Heating
Recommended:1~3℃/s
・Too fast:more slump increase in chip side ball in crease solder ball
Relationship stencil thickness and solder powder
Printing ability
Stencil opening Square pattern Round pattern
Thickness
Very –good
over 6 powder over 10 powder over 5 powder
・Too high:non-melting down of spread factor down of self alignment effect
Reflow peak and time
Recommended:235~240℃ over 220℃,20-60 sec
・Change in yield of void ・Too low:down of spread factor
Time (s)
Cooling speed
recommended:2~5℃/s
・Too slow:Possibility joint Reliability down
锡粉的分布图:
锡膏的粘度和触变值:
良好的锡膏粘度值应在 160 Pa •s--240 Pa •s 之间.(PCU-205 10rpm 25℃)
触变值(TI)应在0.4-0.7 之间. TI=log(viscosity of 3
触变剂:可印刷性,埸陷流 挂性(包括热流挂和冷流 挂)
溶剂:置放时间,热流挂和 印刷时间
Solder Powder Resin Activator Thixotropy Agent
Solvent
锡粉的制造过程:
锡粉由液态焊料通过离 心器的作用,最后经过 分类而得出我们所需要 的锡粉.
O2 control
25
0.5 -
3°C/sec
0
50
100
200°C over 30 -
45sec
150
200
TAMURA无铅标准回流曲线
Preheat Recommended:180-200℃ final
time : 60-120 sec
・Too low.:Difficulty of peak temperature increase in solder ball increase in tombstone phenomenon
焊锡膏 助焊剂 清洗剂 OSP 油墨
锡膏制造与相关参数
锡膏的特性和各项参数:
组成部分: 锡粉 主要指标:成分和大小
助焊剂 主要指标: 松香,活性剂,触变剂
和溶剂
锡粉的成分直接影响到锡膏 的熔点和可靠性等.锡粉的直 径大小分类按IPC标准可以分 为几类,市场上常见的是三号 和四号锡粉.
锡珠产生的原因(二):
锡膏印刷量过大 钢网开孔不佳 印刷速度过慢
锡珠解决方案(参考):
改变钢网开孔方式 调整钢网厚度(例如:从
0.15mm改为0.12mm)
锡珠现象影像:
立碑现象的原因分析:
PCB板温不均匀 PAD水平高度不统一 钢网开孔方式不佳
PS:含有少量银元素的锡 膏此不良会有明显减少.
印壓不足 鋼版上錫膏殘留
易產生空焊
印刷不良模拟图片(一)
印刷速度太快 >> 调整印刷速度
钢网不下锡 >>调整脱网速度
刮刀压力过大 >>减小刮刀压力
印刷不良模拟图片(二)
减小印刷压力 减小刮刀速度 检查钢网是否与PCB对准
检查锡膏粘度与触变值
不良现象解析(参考):
锡珠产生的原因(一):
印刷过后网板上沾有流 挂的锡. 锡粉氧化 锡膏超过了保质期限
膏活化性能的一个指标
锡膏的测试(五):
溶熔性测试: 试验基板为陶器板
试验温度为锡膏熔点加上 50℃
合格品 不合格品
锡膏的测试(六):
焊接性测试: 试验基板为铜制板
试验温度为锡膏熔点加上 50℃
Sn-Pb-0.4Ag Sn-3Ag-0.5Cu
锡膏的分类:
从原料方面可以分为有 铅和无铅锡膏
例:TAMURA有铅
整个过程中我们需要控 制氧气的含量.同时分 类时我们会根据要求而 筛选.
Liquid solder
Solder powder
有铅焊錫粉末合金
銲錫粉末=錫鉛合金或是添加其他特 合金 錫 鉛 銀 熔點(℃) 備
殊金屬
比例
註
*添加銀(Ag)金屬會使強度硬
度增加,連機械強度耐疲勞也 會增加。
*添加鉍(Bi)金屬會降低熔點
Merits
Demerits
User
Polyurethane
Economical Gap Printing
Solder oozing
Very Few
Polyurethane
Polyurethane
SUS SUS Coating
Sharp Printing
Solder oozing Not Economical
锡膏的回温与搅拌:
TAMURA锡膏从冷藏环 境中取出后需在常温下
N
回温1.5-3小时
G
TAMURA锡膏回温完成 后需要搅拌2-5分钟
O
N
K
G
印刷 PRINT
錫膏與印刷條件(參考值)
錫粉末形狀:不規則 規則
焊錫粉末最大粒徑 錫膏黏度(Pa.s) 鋼版厚度(mm) 鋼版的開口幅(mm) 鋼版與基板間隙(mm) 刮刀速度(mm/sec)
用於不規則形狀之焊錫粉末。
0 0 05000
2、μ m:公制單位(10-3mm) ,
使用光學檢測篩選所需焊錫 球徑大小,粉末為規則形狀 (真圓形) 才適用。
μm 7 6 5 4 3 3 2 4 3 34715
焊錫粉末顆粒(二)
二、粉末形狀 1、不規則型:印刷後易下塌造成
短路,球徑大小也難一致, 較不適合fine pitch印刷作業。
63/3 63 37 7
183 共 晶 銲
並使焊點變得又硬又脆,使焊
錫
點產生斷裂,但其導電性奇佳。 含銀 62 36 2 179~18
*鋅(Zn)是錫膏中極欲排除雜
2%
3
質之一,無法與錫鉛融合,經
時變化後會析出,易造成焊點
斷裂。
锡膏中助焊剂的配比:
松香
活性剂 其它
溶剂
触变剂
A类
树脂
活性剂 其它
触变剂
触变值的大小与印刷关系:
Small(low) no-good no-good
good good
TI
Big (high)
Slump
good
Solder oozing
good
Paste rolling
Tacky to squeegee
no-good no-good
刮刀的类型:
Type
Material
Stencil Thickness(μ
m)
38-63
0.5
150-200
38-45 20-45
0.4
120-150
20-38
0.3
100-120
關於印刷速度
印刷速度如太快,會發
生虛印、漏印或錫膏量 不足(錫膏印刷時下降未 完全)。相反印刷速度太 慢,錫膏雖有充分時間 下降,但鋼版與基板接 觸時間過長,而使錫膏 流至反面,造成錫膏拉 絲而出現小錫珠。當錫 膏黏度太低,再連續印 刷時易造成滲漏下塌而 產生短路。
rpm/viscosity of 30 rpm)
粘 度 300
200 100
TI is small
TI is big
3 10
30
转速(RPM)
存贮与运输
锡膏的存贮:
存贮温度的要求: 锡膏需保存在10℃以下, 根据原料不同,保质期为 制造成品后90天或者 180天.
存贮运输的要求: 需使用冷冻设备保存运 输或者利用冰袋.
相关测试参数:
金属含量 锡球 粘度 SIR (表面阻抗测试) 铜镜 铬酸银试纸
粘力 塌落性 可焊性 助焊剂绝缘性 酸度(mgKOH/g) 卤化物含量
影响粘度的因素:
焊膏中的金属含量 粘度 助焊剂的粘度 温度 焊膏寿命、储存情况 预搅拌
金属含量
锡膏的测试(一):
坍塌测试
– 冷坍塌测试,#1板在25 +/- 5C和湿度为50+/10%的环境下放置30分 钟
– 热坍塌测试,#2板在 150+/-10C的电炉上加 热10至15分钟,然后冷 却到室温
锡膏的测试(二):
锡球:
– 锡球测试是测试锡膏回 流后,在未润湿的底板 上出现的小锡球
– 测试方法依照IPC-TM650 的 2.4.43
Good No-good
5 powder less 4 powder
8 powder less 7 powder
4 powder less 3 powder
锡粉直径与钢网开孔之间的联系(二)
stencil
Reference Data
Solder Powder (μm)
Pitch Size (mm)
non-melting ・Too high:surface roughness
Melting Time
Temp. (℃)
Heating
Recommended:1~3℃/s
・Too fast:more slump increase in chip side ball in crease solder ball
Relationship stencil thickness and solder powder
Printing ability
Stencil opening Square pattern Round pattern
Thickness
Very –good
over 6 powder over 10 powder over 5 powder
・Too high:non-melting down of spread factor down of self alignment effect
Reflow peak and time
Recommended:235~240℃ over 220℃,20-60 sec
・Change in yield of void ・Too low:down of spread factor
Time (s)
Cooling speed
recommended:2~5℃/s
・Too slow:Possibility joint Reliability down