雷尼绍圆光栅resa_l-9517-9399-01-D(en)
rgh41安装
颜色 褐
褐(连接) 白
白(连接) 绿 黄 蓝 红 紫 灰 粉 黑 橙
透明 绿/黄
15针D型 (D) 7 8 2 9 14 6 13 5 12 4 10 11 3 1 15 壳
** 选项05/06(双限位)使用黑色导线作为限位开关功能P输出。 选项03/04(单限位)使用黑色导线作为报警功能E+输出。
读数头传感器经过磁励体时,将输出限位开关信号。完整输出规格,请参阅《RGH41 规格手册》(文档编号L-9517-9496)。 参考零位安装
为确保单向重复性,需要在设置基准的方向上,将参考零位与光栅尺定相。 在两个方向上均有参考零位脉冲输出,但仅能在定相方向上确保重复性。 读数头须正确安装,以确保在整个行程过程中,LED指示灯一直为绿色。应按照安装图 所示,安装参考零位磁励体。 注:建议将设置基准程序作为开机顺序的一部分来执行,以确保记录正确的基准位置。 注:参考零位输出与增量通道同步,信号宽度为分辨率脉冲宽度。 详细信息,请参阅“RGH41规格手册”(文档编号L-9517-9496)。
安装指南 M-9537-9012-03-D
RGH41系列读数头
仅与RGS40-S光栅尺配用合使用
符合EMC(电磁兼容性)标准
RG4光栅系统符合下述的相关欧洲统一电磁兼容性标准。
BS EN 61326-1: 2006 专利 雷尼绍的光栅系统及类似产品的功能特点已获得以下专利或已申请专利:
US 4959542 EP 0274491 US 4,974,962 EP 0274492 US 4926566
滚摆 0° ± 1°
俯仰 0° ±1°
扭摆 0° ±1°
橙色隔板 或 蓝色隔板 间隙 0.8 ±0.15 mm
雷尼绍探头在加工中心中的应用探讨

雷尼绍探头在加工中心中的应用探讨发布时间:2022-10-19T11:10:47.625Z 来源:《科学与技术》2022年第11期6月作者:高禾林王腾达肖冲赵登登[导读] 随着我国社会经济的全面发展,工业制造业发展速度逐渐加快,为了确保生产加工工件质量得到全面提高,通过利用探头在内的相关监测装置高禾林王腾达肖冲赵登登中车青岛四方机车车辆股份有限公司山东青岛 266111摘要:随着我国社会经济的全面发展,工业制造业发展速度逐渐加快,为了确保生产加工工件质量得到全面提高,通过利用探头在内的相关监测装置,对生产全过程进行监督管理,一旦发现在生产加工工件质量不达标、刀具磨损较为严重等情况,探头等监控装置会自动发出警报,工作人员会快速对加工生产设备进行调换,确保加工中心自动化生产效率以及生产质量得到保障。
因此,本文通过对雷尼绍探头的了解,促使其可以在加工中心中得到全面应用,提高工件加工生产质量,为工业制造业的全面发展奠定良好基础。
关键词:雷尼绍探头;加工中心;应用探究前言:雷尼绍公司作为跨国性企业,主要是以生产高精度监测仪器设备为主,其中以雷尼绍探头为主,在加工中心中对其进行有效运用,可以确保加工工件生产质量以及生产效率,是提高加工生产技术以及工件精度的重要监测设备之一,促使加工中心的功能得到全面优化与改善,提高加工中心工作效率,为工业领域的进一步发展提供良好帮助。
1雷尼绍探头相关内容1.1应用分类在加工中心对雷尼绍探头进行使用前,需要对探头自动测量参数进行相关调整,以便发挥出探头的功能,简化加工生产工装夹具,减少工件生产制造费用,缩短加工机床辅助时间,提高工件加工生产效率以及生产质量,全面改善机床性能。
在加工中心安装雷尼绍探头中,可以根据机床的功能,讲雷尼绍探头划分为刀具探头、工件监测探头等。
通过相关信号传输,也可以讲雷尼绍探头划分为光学式探头、硬线连接式探头、感应式探头、以及无线电式探头。
为此,工业制造企业在加工中心应用雷尼绍探头前,需根据合加工机床设备型号,选择配置相符合的雷尼绍探头。
RGH22光栅系统-Renishawresourcecentre

可使用特殊配方预涂不干胶和环氧胶粘合的“端压片”将栅 尺固定在轴基体上。这种安装方式可确保栅尺与基体之间的移动 差几乎为零,即使出现较大的温度波动也不受影响。
RGH22系列经验证可应对具有挑战性的工作。许多世界领先 的线性运动系统原始设备制造商 (OEM) 都安装了该系列光栅系 统,涉及的应用领域包括计量、电子、半导体和平板显示器制造 等。
RGH22读数头 • 开放式非接触光学系统 • 内置细分电路 • 行业标准数字和模拟信号选项 • 分辨率从5 µm至50 nm • 内置参考零位和限位传感器 • 集成LED安装指示灯
规格手册 L-9517-9742-01-A
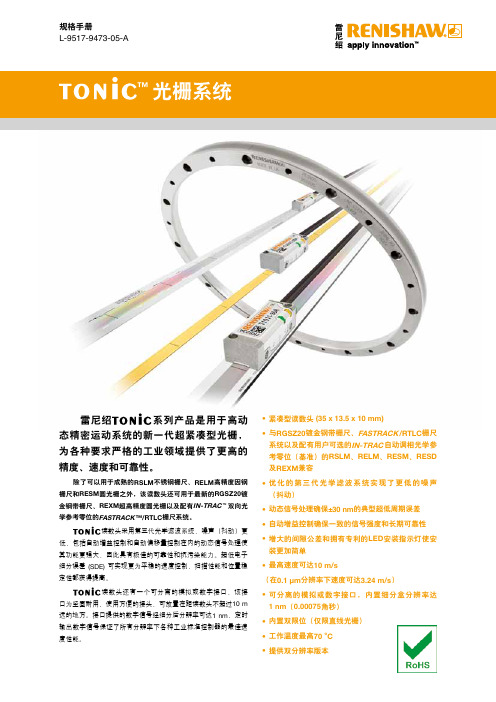
RGH22光栅系统
雷尼绍RGH22系列是一种非接触式光栅系统,可 提供高度可靠的位置反馈。RGH22读数头配有可简化 安装过程的LED安装指示灯、抗污能力优异的独特光 学滤波系统,以及分辨率达50 nm的内置细分电路。
RGH22可提供经验证的可靠性、性能和价值,因此成为最常 用的光栅系统之一。
RGS20栅尺 • 应用灵活,可按需裁剪 • 长度从100 mm至50 m不等 • 保护膜或坚固的聚酯涂层选项,适用于
使用强溶剂的应用场合 • 安装快捷、精准 • 可粘贴在大多数常见的工程材料上 • 背面自带不干胶带 • 安装工具可利用轴运动安装栅尺
规格手册 RGH22光栅系统
RGH22读数头安装图
栅尺的间隙
间隙 0.8 ± 0.1
电源
温度 湿度 防护等级 加速度 冲击 振动 质量 电缆 插头选项
数控机床精度检测项目及常用工具
数控机床精度检测项目及常用工具对每个工厂来讲,购买数控机床都是一笔相当可观的投资。
为使投资的设备在生产中真正发挥中坚作用,保证加工出合格的零件,尽快回收成本是至关重要的。
经验表明,80%以上的机床在安装时必须在现场调试后才能符合其技术指标。
因此在新机床验收时,要进行检定,使机床一开始安装就能保证达到其技术指标及预期的质量和效率。
另外经验也表明,80%已投入生产使用的机床在使用一段时间后,处在非正常超性能工作状态,甚至超出其潜在承受能力。
因此通常新机床在使用半年后需再次进行检定,之后可每年检定一次。
定期检测机床误差并及时校正螺距、反向间隙等可切实改善生产使用中的机床精度,改善零件加工质量,不至于产生废品,大大提高机床利用率。
总之,及时揭示机床问题可避免导致机床精度损失及破坏性地使用机床。
随着数控技术的进一步推广应用,越来越多的数控机床利用自身带有的测头系统来进行工件、刀具尺寸检测及进行仿形数字化。
要知道上述功能的实现,与机床自身的精度密切相关,若机床精度不作定期校准,则谈不上准确地完成上述工作。
雷尼绍ML10激光干涉仪线性位移测量软件可提供按下述标准进行的数据分析:BS4656英国三测机标准;BS3800英国机床标准;ISO 230-2国际标准;VDI/DGQ 3441德国工程师学会机床标准;VDI 2617德国工程师学会三测机标准;NMTBA美国机床协会标准;GB10931-89中国国家标准;ASME B89.1.12M美国机械工程师学会标准;ASME B5.54美国机械工程师学会标准;E60―099法国标准;JISB2330日本国家标准。
2 英国雷尼绍公司先进技术英国雷尼绍公司是专门从事设计、制造高精度检测仪器与设备的世界性跨国公司。
主要产品为三坐标测量机及数控机床用测头、激光干涉仪、球杆仪等,为机械制造工业提供了序前(激光干涉仪和球杆仪)、序中(数控机床用工件测头及对刀测头)和序后(三测机用测头及配置)检测的成系列质量保证手段。
雷尼绍探头使用指南(二)(2024)
引言:雷尼绍探头是一种广泛应用于科学研究和工程领域的设备,其使用可以帮助我们测量和探测各种物理和化学量。
本文旨在为使用雷尼绍探头的用户提供一份详尽的指南,以帮助他们更好地理解和使用这一设备。
概述:雷尼绍探头是一种用于测量和探测电磁场、温度、湿度等物理和化学量的设备。
它由一个探头和一个接收器组成,通过探头与被测物理量进行相互作用,然后通过接收器将获取的信号转换为可读的数据。
使用雷尼绍探头时需要注意一些关键的操作步骤和技巧,以确保测量结果的准确性。
正文内容:一、正确连接探头和接收器1.检查探头和接收器的连接接口,确保接口干净无杂质。
2.将接收器与电源和数据采集设备连接,确保接收器能够正常工作。
二、探头的校准和调试1.在使用雷尼绍探头前,需要对其进行校准,以确保测量结果的准确性。
2.根据探头的说明书,选择合适的校准方法和设备进行校准。
3.在校准过程中,注意细节,并记录下校准结果。
三、选择合适的测量参数1.根据被测量的物理量,选择合适的测量参数,如信号频率、采样率等。
2.在选择参数时,考虑被测量物理量的特性和探头的灵敏度,以保证测量结果的准确性。
四、使用探头进行实际测量1.在进行测量前,需要对被测量物体进行准备工作,如清洁、固定等。
2.将探头与被测物理量相互作用,并保持探头与被测物体的接触良好。
3.在测量过程中,注意探头的位置和动作,以避免误差的产生。
4.需要注意的是,在进行测量时,可能会受到外界环境的干扰,如电磁场、温度等,这些因素需要进行合理的控制或校正。
五、数据分析和解释1.测量完成后,将得到的数据进行分析和解释,以获取有意义的结果。
2.根据测量结果,可以进行数据处理、曲线拟合等操作,以进一步分析和解释测量数据。
3.在数据解释过程中,还需要考虑测量过程中的误差来源和对结果的影响。
总结:雷尼绍探头作为一种广泛应用的测量设备,使用正确的操作步骤和技巧可以提高测量结果的准确性。
本文从连接探头和接收器、探头的校准和调试、选择合适的测量参数、使用探头进行实际测量以及数据分析和解释等方面进行了详细阐述。
雷尼绍对刀仪(Renishaw)
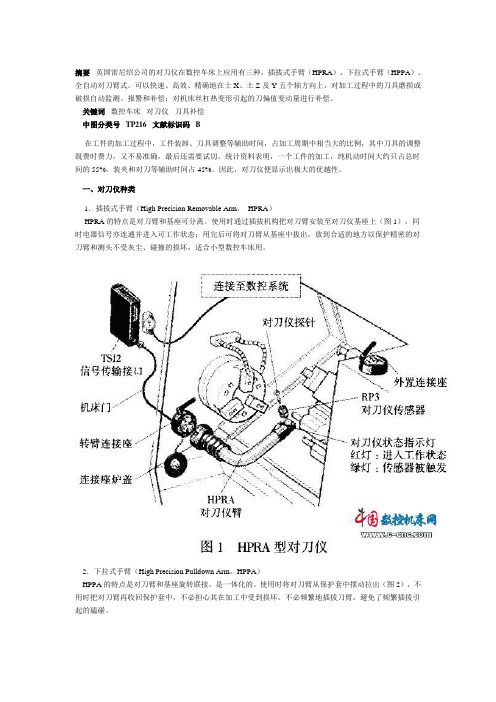
摘要英国雷尼绍公司的对刀仪在数控车床上应用有三种,插拔式手臂(HPRA)、下拉式手臂(HPPA)、全自动对刀臂式。
可以快速、高效、精确地在士X、土Z及Y五个轴方向上,对加工过程中的刀具磨损或破损自动监测、报警和补偿;对机床丝杠热变形引起的刀偏值变动量进行补偿。
关键词数控车床对刀仪刀具补偿中图分类号TP216 文献标识码B在工件的加工过程中,工件装卸、刀具调整等辅助时间,占加工周期中相当大的比例,其中刀具的调整既费时费力,又不易准确,最后还需要试切。
统计资料表明,一个工件的加工,纯机动时间大约只占总时间的55%,装夹和对刀等辅助时间占45%。
因此,对刀仪便显示出极大的优越性。
一、对刀仪种类1.插拔式手臂(High Precision Removable Arm,HPRA)HPRA的特点是对刀臂和基座可分离。
使用时通过插拔机构把对刀臂安装至对刀仪基座上(图1),同时电器信号亦连通并进入可工作状态;用完后可将对刀臂从基座中拔出,放到合适的地方以保护精密的对刀臂和测头不受灰尘、碰撞的损坏,适合小型数控车床用。
2.下拉式手臂(High Precision Pulldown Arm,HPPA)HPPA的特点是对刀臂和基座旋转联接,是一体化的。
使用时将对刀臂从保护套中摆动拉出(图2),不用时把对刀臂再收回保护套中,不必担心其在加工中受到损坏。
不必频繁地插拔刀臂,避免了频繁插拔引起的磕碰。
3.全自动对刀臂(High Precision Motorised Arm,HPMA)HPMA的特点是,对刀臂和基座通过力矩电机实现刀臂的摆出和摆回与HPPA的区别是加了力矩电机(见图2内括号中内容),提高了自动化程度。
更重要的是可把刀臂的摆出、摆回通过M代码编到加工程序中,在加工循环过程中,即可方便地实现刀具磨损值的自动测量、补偿和刀具破损的监测,再配合自动上下料机构,可实现无人化加工。
三、对刀仪的工作原理对刀仪的核心部件是由一个高精度的开关(测头),一个高硬度、高耐磨的硬质合金四面体(对刀探针)和一个信号传输接口器组成(其他件略)。
雷尼绍光栅尺

4
• 坚固的 20 µm 栅距因钢栅尺
• 精度达 ±1 µm,分辨率达 20 nm,周期误差为 ±40 nm
• 双向可重复 IN-TRAC ™光学零位
RG2 20 µm 和 RG4 40 µm 栅距直线光栅
8
• 20 µm 和 40 µm 栅距 RGS 钢带光栅
• 分辨率达 10 nm,精度达 ±3 µm/m
机来提供系统诊断 • 读数头和接口上的内置 LED 指示灯能够实现最佳安装和系统
诊断 • 用户可选的 AGC 保持 1 Vpp 的模拟信号幅度 • 读数头密封等级为 IP64,接口密封等级为 IP30 • 模拟信号输出,信号周期为 20 µm • 数字信号,分辨率从 5 um 到 20 nm • 有三态或差动线驱动的报警信号可选 • 警告和限位可被选为活动 - 高或活动 - 低 • 读数头:14.8 mm x 36.0 mm x 16.5 mm (H x L x W) • 高柔性、UL 认可的电缆 — 在读数头和细分盒之间长达 10 m
• 栅距为 40 µm 的镀铬刻线玻璃光栅尺
SiGNUM ™ RESM 和 RESR 圆光栅
14
• 提供多种外径,用于精密角度测量
• 角度分辨率达 0.01 秒,精度达 ±0.5 秒
• 双向可重复 IN-TRAC ™光学零位
磁旋转编码器
20
• 分辨率达 13 位(每转 8192 个脉冲)
• 绝对式或增量式输出方式
这些使用方便的特性与优异 的测量性能结合在一起。世界
种机器运动要求高水准的定位精度,同 高速度要求的完美选择
领先的高精度坐标测量机制造 商 在 生 产 中 大 量 应 用 RG2 和
时还要精确可靠,使用非接触光栅是理 • 零摩擦和零机器磨损,适合长期可靠 RG4 — 在他们的很多机器上
雷尼绍光栅尺分类

雷尼绍光栅尺分类雷尼绍光栅尺是一种精密测量工具,可用于测量物体的长度、角度和位置。
它由一系列均匀分布的刻线和光栅板组成,通过测量光栅条纹的位移来确定物体的尺寸。
雷尼绍光栅尺广泛应用于机械制造、精密加工、光学测量等领域。
雷尼绍光栅尺的分类主要有两种,分别是二维和三维光栅尺。
二维光栅尺通常用于测量物体的长度和位置,而三维光栅尺则可以测量物体的长度、角度和位置。
这两种光栅尺在原理和测量精度上有所不同。
二维光栅尺由一维光栅尺和读数头组成。
一维光栅尺是一根带有刻线的光栅板,通过光栅板上的刻线与读数头上的探测器相互作用,产生光电信号。
读数头将光电信号转换为数字信号,并通过计算器或计算机进行处理,最终得出物体的长度和位置。
三维光栅尺在二维光栅尺的基础上增加了角度测量功能。
它由两根垂直安装的一维光栅尺组成,分别用于测量物体的水平和垂直方向。
通过对两根光栅尺的信号进行处理,可以获得物体的长度、角度和位置。
雷尼绍光栅尺的测量精度非常高,一般在微米级别。
这得益于光栅尺的刻线间距非常小,可以达到纳米级别。
同时,光栅尺的读数头也具有很高的分辨率和稳定性。
雷尼绍光栅尺具有多种优点。
首先,它具有较大的测量范围,可以满足不同尺寸物体的测量需求。
其次,光栅尺可以实现非接触式测量,避免了物体表面的磨损和变形。
此外,光栅尺还具有快速、准确和可重复测量的特点,可以大大提高工作效率。
除了以上提到的二维和三维光栅尺,还有一种特殊的光栅尺,称为干涉式光栅尺。
干涉式光栅尺利用干涉现象来进行测量,具有更高的测量精度和稳定性。
它广泛应用于精密加工、光学仪器等领域,对于高精度测量要求较高的场合非常适用。
雷尼绍光栅尺是一种精密测量工具,具有较高的测量精度和稳定性。
通过测量光栅条纹的位移,可以准确地确定物体的尺寸、角度和位置。
不论是在机械制造、精密加工还是光学测量领域,雷尼绍光栅尺都发挥着重要的作用,为提高生产效率和产品质量做出了重要贡献。
雷尼绍圆光栅resa_l-9517-9399-01-D(en)

雷尼绍圆光栅resa_l-9517-9399-01-D(en)L-9517-9399-01-DRESA is a one-piece stain l ess steel ring with a single track, true absolute scale marked di r ect l y onto the periphery.Read by Renishaw’s revolutionary new absolute ? ne pitch encoder sys t em,, it has high tol e r a nce to dirt,scratch e s and greasy ? n g erprints that can cause other en c od e r sys t ems to mis c ount.The RESA offers impressive accuracy with resolution to 0.00030 arc second, suiting the most demanding precision applications. The low pro? le RESA, with large internal di a m e t er, is easy to design into most in s tal l a t ions. Equally important, its low mass, low inertia design does not compromise system per f or m ance. RESA is available in a wide range of sizes and line counts, providing compatibility with industry standard controllers.System featuresCompatible with the revolutionary newtrue absolute encoder, ? Angular resolution to 0.00030 arc second ? System repeatability to 0.0075 arc second ? 36 000 rev/min maximum speed for all resolutions ? Patented taper mount sim p li ? es integration and minimises installation errors ? Large internal diameter for ease of integration ? Available in sizes from ?52 mm to ?550 mmCustom sizes also available Low mass and low inertia Ultra-low inertia versions also availableIntegral set-up LED on readhead for quick set-up and instant ‘health check’ at any time30 µm scale pitch ensures exceptional motion control performanceResolutions to 27 bit with FANUC or 32 bit with BiSSRESA absolute angle encoder± 0.2°NOTE: θ is the angle between one tapped hole and the adjacent clearance hole. For example, the angle between two clearance holes is 2θ.Sec t ion A-ADimensions and tolerances in mmDH 3.5Mounting holesθ30°30°30°30°20°15°15°15°11.25°11.25°10°*18°9°DH (mm)406590105140196219245290340390462520N666691212121616182020DO(mm)52.2052.1075.4075.30104.40104.20114.70114.50150.40150.20208.80208.40229.40229.00254.80254.40300.40300.20350.40350.20417.40417.00 489.12488.72550.20549.80Nominal external diameter (mm)DI(mm)30.0430.0055.0455.0080.0480.0095.0495.00130.04130.00186.05186.00209.05209.00235.06235.00280.06280.00330.06330.00380.10380.00 451.10450.90510.10510.005275104115150209229255300350417489550*NOTE: There are no tapped holes on the 489 mm ringNOTE: When using an RESOLUTE ETR the hub should be made of a material with a CTE of between 15 and 19 µm/m/°C. Contact your local Renishaw representative for more information.Dimensions and tolerances in mmNominal external diameter (mm)7510015020075.4075.30100.30100.20150.40150.20200.40200.2055.0455.0080.0480.00130.04130.00180.04180.00DO (mm)DH (mm)DI (mm)Nθ61861361866691230°30°20°15°NOTE: θ is the angle between one tapped hole and the adjacent clearance hole. For example, the angle between two clearance holes is 2θ. Sec tion A-AFor further information on installation and mounting options, please refer to the RESOLUTE RESA Installation guide(M-9553-9140) which is available from your local representative, or can be downloaded from:/doc/16ee2628d15abe23492f4d5a.htmlMounting methodsRing rotation to give increasing countNOTE: When using an RESOLUTE ETR the hub should be made of a material with a CTE of between 15 and 19 µm/m/°C. Contact your local Renishaw representative for more information.installation drawing (on RESA ring)Dimensions and tolerances in mmd e d r e d >R 20 D y n >R 10 S t a t i ? 4.7 ±0.2e(O f f s e t N O T E : R o l l t o l e r a n c e a p p l i e s o v e r m o u n t i n g f a c e s d i m e n s i o n *S c a l e c e n t r e l i n ‘F o r w a r d ’ i r r e s F o r m o r e i n f o r m a t i o n o n i n s t a l l a t i o n a n d m o u n t i n g o p t i o n s p l e a s e r e f e r t o t h e R E S O L U T E R E S A I n s t a l l a t i o n g u i d e (M -9553-9140). T h i s c a n b e d o w n l o a d e d f r o m o u r w e b s i t e w w w .r e n i s h a w .c o m /e n c o d e r o r c o n t a c t y o u r l o c a l r e p r e s e n t a t i v e .R e c o m m e n d e d t h r e a d e n g a g e m e n t 5 m i n (8 m m i n c l u d i n g c o u n t e r b o r e ). R e c o m m e n d e d t i g h t e n i n g t o r q u e 0.5 t o 1.0 N m .Operating speci? cationsMaterial303/304 stainless steel Coef? cient of expansion 17 µm/m/°C (ppm/°C)Temperature Storage standard RESOLUTE: +80 °C to -20 °C ETR: +80 °C to -40 °COperating standard RESOLUTE: +80 °C to 0 °CETR: +80 °C to -40 °C Nominal external diameter (mm)Nominal internal diameter (mm)Mass (kg)Moment of inertia (kgmm 2)52300.1–47–75550.150.0716********–0.1–200104800.25–550–115950.25–640–200180–0.2–1 8001501300.30.151 600720‘A’ section ‘B’ section ‘A’section ‘B’ section2091860.5–4 900–Nominal external diameter (mm)Nominal internal diameter (mm)Mass (kg)Moment of inertia (kgmm 2)‘A’ section ‘B’ section ‘A’ section ‘B’ section2292090.5–5 900–2552350.55–8 000–3002800.65–14 000–3503300.75–22 000–4173801.76–70 000–4894512.12–120 000–5505102.67–188 000–System accuracy is graduation accuracy plus SDE. Effects such as eccentricity in? uence installed accuracy;for application advice, please contact your local representative.Caution: Very high speed motion axes require additional design consideration. For applications that will exceed 50% of the rated maximum reading speed of the ring, please contact Renishaw for further advice .Speed and accuracyResolutionRESOLUTE is available with a variety of resolutions, to meet the needs of a wide range of applications.The choice of resolutions depends on the serial protocol being used, but there are no limitations due to ring size, eg, FANUC 27 bit resolution is available on all ring sizes.BiSS RESOLUTE resolution options:18 bit (262 144 counts per revolution, ≈ 4.94 arc second)26 bit (67 108 864 counts per revolution, ≈ 0.019 arc second)32 bit (4 294 967 296 counts per revolution, ≈ 0.00030 arc second)Note that 32 bit resolution is below the noise ? oor of the RESOLUTE encoder. FANUC RESOLUTE resolution options:23 bit (8 388 608 counts per revolution, ≈ 0.15 arc second)27 bit (134 217 728 counts per revolution, ≈ 0.0097 arc second)For resolution options on other protocols, please contact Renishaw.Nominal externaldiameter (mm)Maximum reading speed (rev/min)System accuracy (arc second)527510010411515020020922925530035041748955036 00025 00019 00018 00016 50012 0009 5009 0008 3007 4006 3005 4004 5003 9003 400±5.49±3.82±2.86±2.69±2.44±1.91±1.43±1.4±1.27±1.11±0.95±0.82±0.68±0.59±0.52Scale codeB - Standard Diameter052 - 52 mm 075 - 75 mm100 - 100 mm (‘B’ section only)104 - 104 mm 115 - 115 mm 150 - 150 mm200 - 200 mm (‘B’ section only)209 - 209 mm 229 - 229 mm 255 - 255 mm 300 - 300 mm 350 - 350 mm 417 - 417 mm 489 - 489 mm 550 - 550 mm FormA - tapered internal diameterB - low inertia (only available in 75, 100, 150 and 200 mm diameters)MaterialS - stainless steelPitch30U - 30 µmAbsolute angle encoder seriesRenishaw plcNew Mills, Wotton-under-Edge,Gloucestershire GL12 8JR United KingdomT +44 (0)1453 524524F +44 (0)1453 524901E uk@/doc/16ee2628d15abe23492f4d5a.html/doc/16ee2628d15abe23492f4d5a.html*L-9517-9399-01*For worldwide contact details, please visit ourmain website at /doc/16ee2628d15abe23492f4d5a.html /contactRENISHAW HAS MADE CONSIDERABLE EFFORTS TO ENSURE THE CONTENT OF THIS DOCUMENT IS CORRECT A T THE DA TE OF PUBLICA TION BUT MAKES NO WARRANTIES OR REPRESENT ATIONS REGARDING THE CONTENT . RENISHAW EXCLUDES LIABILITY , HOWSOEVER ARISING, FOR ANY INACCURACIES IN THIS DOCUMENT .RENISHAW ? and the probe emblem used in the RENISHAW logo are registered trademarks of Renishaw plc in the UK and other countries. apply innovation is a trademark of Renishaw plc.? 2009-2011 Renishaw plc All rights reserved Issued 1211Angle encoder part numbersRESA 30U S A 300 BRESA compatible readheadsRESAInstallation guide M-9553-9140 Data sheet FANUC L-9517-9442 BiSS L-9517-9448 Mitsubishi L-9517-9454ETRL-9517-9420。
雷尼绍光栅尺分类

雷尼绍光栅尺分类雷尼绍光栅尺是一种用于测量长度和位移的精密测量工具。
它基于光学干涉原理,通过测量光的干涉条纹来确定被测量物体的长度或位移。
雷尼绍光栅尺广泛应用于机械加工、精密仪器制造、光学仪器等领域,具有高精度、高分辨率和稳定性好等特点。
雷尼绍光栅尺的工作原理是利用平行光束在光栅上的衍射现象。
光栅是一种具有一定周期性的光学元件,它由许多平行的透明和不透明条纹组成。
当光束照射到光栅上时,会发生衍射现象,光束会被分成许多平行的光线,并在接收器上形成干涉条纹。
通过测量干涉条纹的位移,就可以确定被测物体的长度或位移。
雷尼绍光栅尺通常由光源、光栅、接收器和信号处理器等组成。
光源发出平行的光束,经过光栅的衍射后,被接收器接收到。
接收器将接收到的光信号转换为电信号,并经过信号处理器处理后输出。
通过测量干涉条纹的位移,信号处理器可以计算出被测物体的长度或位移。
雷尼绍光栅尺具有高精度和高分辨率的特点。
它的分辨率通常可以达到亚微米甚至纳米级别,能够满足对精密度要求较高的测量需求。
同时,雷尼绍光栅尺的稳定性也非常好,可以在长时间的使用中保持高精度的测量结果。
雷尼绍光栅尺的应用非常广泛。
在机械加工领域,雷尼绍光栅尺常用于机床的定位和测量,可以实现对加工精度的控制。
在精密仪器制造领域,雷尼绍光栅尺可以用于制造和校准各种精密仪器,如光学测量仪器、精密医疗设备等。
在光学仪器领域,雷尼绍光栅尺可以用于光学系统的调试和校准,确保光学系统的准确性和稳定性。
除了传统的雷尼绍光栅尺,还有一种叫做增量式雷尼绍光栅尺。
增量式雷尼绍光栅尺是在传统光栅尺的基础上进行改进的一种光栅尺,它可以实现非接触式的测量,并且具有更高的分辨率和更高的测量速度。
增量式雷尼绍光栅尺广泛应用于自动化设备、精密机械等领域。
总结起来,雷尼绍光栅尺是一种基于光学干涉原理的精密测量工具,具有高精度、高分辨率和稳定性好等特点。
它在机械加工、精密仪器制造、光学仪器等领域有着广泛的应用。
雷尼绍光栅尺
LED“最佳”状态指示灯在内的内置安 指示。
装状态指示灯和 SiGNUM ™软件使系统
安装简便,并能对系统进行实时诊断。
SiGNUM ™ RELM 技术资料
SiGNUM ™ RELM 技术资料
RELM 因钢栅尺
SiGNUM ™ RELM 系统由 SiGNUM ™ SR 读数头、Si 细分盒和 RELM 栅尺组成。
但选择位置反馈光栅非常关键。利用一
在制造商努力提高新一代机器的指
流的精度、重复精度、可靠性和速度, 标时,许多人寻求位置反馈系统来提供
您可以依靠 RELM 为您的机器提供优势。 更强大的性能。焊线机要求低 CTE、重
复 精 度 和 速 度 — 这 只 是 SiGNUM ™
RELM 众多优异性能中的三个。
光栅、坚固耐用的磁旋转编码器以及一 速地制造并发货。
系列激光尺产品。
Renishaw 光 栅 测 量 系 统 应 用 于 工
Renishaw 的光栅系统基于创新的非 业自动化的所有领域,如半导体、电子、
接触式光学结构。这种设计在实现零机 医 疗、 扫 描、 印 刷、 科 研、 空 间 测 量、
械滞后和精确测量的同时,还具有极强 影像和专用机床等,其中包括精密测量
师提供了高性能和使用便利的完美平衡, 自动光学检测系统 (AOI) 在此过程中扮
其许多应用以前只能靠易损的小栅距光 演着重要角色,要求高性能的直线光栅
栅来实现。
提供精确的位置反馈。具有低膨胀系数
7
晶片处理和切割
的高精度光栅尺对许多高性能的光学检 测机器来说都非常重要。
随着晶片尺寸的增加,晶片处理机
ATOM_Data_Sheet_雷尼绍

技术规格
材料 尺寸 栅距 基准固定 参考零位
精度(20 °C时) 热膨胀系数 长度 (mm)
质量
钠钙玻璃 1.1 mm x 6.35 mm (H x W)(包括不干胶带) 20 µm和40 µm 栅尺的一侧涂抹粘合剂 (A-9531-0342) 自动调相光学参考零位的重复精度在整个指定速度和温度范围内均可达到单位分辨率 在行程中间或一端,由读数头的方向确定 ±3 µm ~8 µm/m/°C
ATOM是使用雷尼绍TONiC系列光栅的独特 光学滤波系统的微型化版本。
这一光学系统设计可以产生特定的空间频 率,因此可以过滤其他谐波信号,包括由灰尘或 其他污染物导致的谐波信号。
结果便是利萨如 (Lissajous) 圆具有极高的纯度,即 使栅尺暴露在污染物之中,也可以维持其保真度:适合用 于可靠性至关重要的场合。
有关详细信息,请联系当地的雷尼绍业务代表。
5
规格手册 ATOM光栅系统
RCLC玻璃栅尺安装图
端部参考零位 读数头方向
读数头基准面
1.42 ±0.25 5
40 µm型 (扭摆公差±1°)
0.39
20 µm型 (扭摆公差±0.5°)
0.18
LED安装指示灯
中间参考零位 读数头方向
L/2
栅尺 基准边缘
参考零位 粘贴式基准夹具 (长度8 - 16,宽度1 - 5)
技术规格
材料 尺寸 栅距 基准固定 参考零位
精度(20 °C时)
热膨胀系数 长度
质量
经过硬化和淬火处理的马氏体不锈钢,背面自带不干胶
0.41 mm x 8 mm (H x W)(包括不干胶带)
雷尼绍使用手册
雷尼绍中文说明书 山善(上海)贸易有限公司技术部一. 雷尼绍测头的标定:测头标定是矫正测头球相对主轴中心线的偏差和测头的长度误差以及探针球的半径误差。
1在以下几种情况下需要标定测头: a 第一次使用测头时。
b 测头上安装了新的探针。
c 怀疑探针弯曲或测头发生碰撞时。
d 周期性地进行标定以补偿机床的机械变化误差。
e 如果测头柄的重新定位的重复性差。
2 将已知内孔经的Master (随测头一起标定用的标准块)置于工作台且靠近主轴的一边。
a. 如图一所示用千分表将Master 沿着X 方向拉平后水平的固定在台 面上;b. 用千分表找正Master标位置(将其置于G54X- Y-中); c.在主轴上安装验棒(Testbar),移动 Z 轴并用块规测量master 的位置如图二所示 d.使w 轴在原点位置,譬如 Testbar 长度=350.311mm块规长度=30.00mm此时Z轴机械坐标为-1148.291mm (图一)(图二) e.设定标定时用的工件坐标系Z=-1148.291+(-30.0)+(-350.311)=-1528.602mm(将其置于G54Z--)f.执行T1M06(因为预先设定T01为测头专用);g.将测头安装到主轴上,擦干净测球并用千分表测量测球的跳动,如果跳动大需要重新调整(测头柄上四个方向均有调整螺丝);h.测头每次安装到主轴孔内时必须一致即不能旋转180度再安装,为了避免误差;3.完整标定测头需要O9801、O9802及其O9803或者O9804程序 标定程序依次说明:1.(O9801)测头长度的标定:格式如下:G65P9801Zz Tt;例题:在G54工件坐标系中设置X、Y、Z的值;O0001G90G80G40G0G54X0Y0G43H01Z100. (因测头通常设定为T01,激活1号补正,定位到100mm处) G65P9832 (旋转开启测头包含主轴定位)G65P9810Z10.F3000(保护定位移动)G65P9801Z0T1 (Z向标定,T1表示刀补号码)G65P9810Z100 (保护定位移动到Z100.0处)G65P9833 (旋转关闭测头)G28Z100. (参考点返回)H00 (取消刀补)M302(O9802)标定探针的X、Y方向偏心:格式:G65P9802Dd Zz上述D是表示标准块的内径值,当使用凸台标定时要使用Zz,省略时表示用孔来标定。
雷尼绍SRSM圆光栅

L-9517-9155-01-ARenishaw’s SR readhead and Si interface are part of the new range of encoders.They have been designed for use with Renishaw’s range of RESM angle encoders which incorporate the IN-TRAC TMbi-directional reference mark.Like all Renishaw encoders, therange offers high speed, reliable operation and open, non-contact performance with excellent immunity to dirt and electrical noise.The interface incorporates dynamic signal control which, combined with the patentedfi ltering optics ensure excellent signal integrity and low cyclic error.The Si interface can be mounted remotely and a small connector on the readhead cable allows it to be fed easily through machines where access is restricted.Readhead (s R)s R005A – 0.5 m cables R010A – 1.0 m cables R015A – 1.5 m cables R030A – 3.0 m cables R050A – 5.0 m cables R100A – 10.0 m cableInterface unit (s i)s i-0004 – 5 µms i-0020 – 1 µms i-0040 – 0.5 µms i-0100 – 0.2 µms i-0200 – 0.1 µms i-0400 – 50 nms i-1000 – 20 nms i-0000 – Analogue•IN-TRAC TM bi-directional reference markand on-scale dual limit outputs•Operating temperature up to 85 °C•Speeds up to 3673 rev/min (10 m/sec)•Dynamic signal control to give cyclicerror of less than ± 40 nm tangentially•Comprehensive software for ease ofinstallation and system diagnostics•Integral LED’s for optimum set up andsystem diagnostics•Industry standard Analogue andDigital outputs with resolutions from40 to 0.02 arc seconds (5 µm to 20 nm)•Non-contact open optical system•Filtering optics providing excellentdirt immunity•Compatible with RESM•High fl ex, UL approved cableSR installation drawingDimensions and tolerances in mmSi installation drawingDimensions and tolerances in mm14.2Note: IN-TRAC TM reference mark is integrated in the scale and does not require any external magnetic actuators or physical adjustment. For applications such as partial arc, dual on-scale limits can be used on ‘A’ section rings having an external diameter of 100 mm or more.Maximum speed (m/s)Speeds quoted in m/s. Angular speed depends on ring diameter - use the following equation to convert to rev/min.Angular speed (rev/min) = V x 1000 x 60π D Where V = maximum linear speed (m/s) and D = external diameter of RESM (mm)Interface s i-0004 s i-0020 s i-0040 s i-0100 s i-0200 s i-0400 s i-1000 s i-00004010101052.51.250.5102010106.52.71.250.60.25101210841.50.80.40.151081052.510.50.250.110Recommended counter clock frequency (MHz)*Resolution5 µm1 µm0.5 µm0.2 µm0.1 µm50 nm20 nmanalogue10106.531.250.60.30.1210610420.80.40.20.081041031.50.60.30.150.0610140.80.40.150.0750.040.0210*Digital onlyD ata sheet FeaturesConnections Si output (all models)26 pin high density ‘D’ type plugElectrical connectionsSi and SR grounding and shieldingInterfaceCustomer electronics Inner shieldOuter shieldOutput signals0 V5 VNOTE: Inner shield must beconnected to 0V atcustomer electronics onlyNOTE: The external earthing tag on theinterface should be used when mounting the interface on a DIN rail ReadheadMaximum cable lengthReadhead to interface: 10 mInterface to controller: Dependent on output frequency. See tablebelow for details.P Q W<25 V*Select R so max. current does notexceed 20mAV0 V1 V2-V0 V1 V2+Recommended signal terminationDigital outputs- all Si interfaces except Si0000Limits and Warning outputs - all Si interfacesAnalogue outputs - all Si interfacesAlternatively, use a relay or opto-isolatorgRenishaw plcNew Mills, Wotton-under-Edge,Gloucestershire GL12 8JR United KingdomT +44 (0)1453 524524F +44 (0)1453 524901E uk@ RENISHAW ® and the probe emblem used in the RENISHAW logo are registered trademarks of Renishaw plc in the UK and other countries. apply innovation is a trademark of Renishaw plc.© 2004 Renishaw plc Issued 1104 Renishaw reserves the right to change specifi cations without noticeFor worldwide contact details, please visit our main website at /contact*L-9517-9155-01*。
雷尼绍光栅尺读数头定义
雷尼绍光栅尺读数头定义雷尼绍光栅尺是一种测量长度的精密仪器,广泛应用于工程、科研和制造领域。
它的读数头是一个重要的组成部分,用于读取光栅尺上的刻度,并将其转化为数字信号输出。
本文将介绍雷尼绍光栅尺读数头的定义、工作原理以及在实际应用中的注意事项。
我们来了解一下雷尼绍光栅尺读数头的定义。
雷尼绍光栅尺读数头是一种光电传感器,用于检测光栅尺上的刻度,并将其转化为数字信号输出。
它通常由光电二极管、信号处理电路和数字接口组成。
读数头通过接收光栅尺上的光信号,经过光电转换和信号处理,将刻度信息转化为脉冲信号或模拟电压信号输出,供数显仪表或计算机进行数据处理和显示。
接下来,我们来了解一下雷尼绍光栅尺读数头的工作原理。
光栅尺是一种具有周期性刻度的光学元件,通过光栅尺上的刻度间距来确定被测长度。
在测量过程中,光栅尺通过移动装置与被测物体相连,随着被测物体的运动,光栅尺上的刻度也会相应移动。
当光栅尺上的刻度通过读数头时,光电二极管会接收到刻度上的光信号。
光电二极管将光信号转化为电信号,并将其送入信号处理电路。
信号处理电路会对电信号进行放大、滤波和数字化处理,以确保信号的准确性和稳定性。
最终,处理后的信号会通过数字接口输出,供数显仪表或计算机进行读取和显示。
在实际应用中,使用雷尼绍光栅尺读数头需要注意一些事项。
首先,读数头应与光栅尺配套使用,以确保测量的准确性和稳定性。
其次,读数头的安装位置应固定,避免因振动或移动而引起的误差。
此外,读数头应定期进行校准和维护,以确保其正常工作和精确度。
总结起来,雷尼绍光栅尺读数头是一种重要的测量仪器,用于将光栅尺上的刻度转化为数字信号输出。
它通过光电传感器、信号处理电路和数字接口等组成部分,实现了对刻度的检测和转换。
在实际应用中,正确使用和维护读数头可以确保测量的准确性和可靠性。
因此,在使用雷尼绍光栅尺读数头时,我们需要注意配套使用、固定安装和定期校准等事项,以提高测量的精确度。
TONiC_Data_Sheet_ZH
Ti0100
Ti0200
Ti0400 A
Ti1000 B
Ti2000
Ti4000
Ti10KD
Ti20KD
P (µm) S (µm)
20 4 2 0.8 0.4 0.2 0.08 0.04 0.02 0.008 0.004
5 1 0.5 0.2 0.1 0.05 0.02 0.01 0.005 0.002 0.001
对于数字输出,当与120 Ω连接时,每对通道(如A+、A-)会再消耗25 mA。 对于模拟输出,当与120 Ω连接时,会再消耗20 mA。 5 V直流电源,符合标准EN (IEC) 60950 SELV要求。 频率达500 kHz时最大200 mVpp
存储 工作
-20 °C至+70 °C 0 °C至+70 °C
触发点 触发点公差
典型P磁铁
典型Q磁铁
与行程方向一致的磁铁前缘
安装 位置 重复性
读数头移动 方向
自粘式 用户根据需要放置 < 0.1 mm
触发点公差3 mm 标称触发点
动态信号处理
实时信号调节,优化整个工作条件范围内的性能 – 自动增益控制 (AGC) – 自动偏移量控制 (AOC) 超低典型周期误差:±30 nm
0 V线和地线之间短路,进而导致电子干扰问题。
最大电缆长度 读数头到接口:
接口到控制MHz)
40至50 <40 模拟
最大电缆 长度 (m)
25 50 50
建议的信号终端 数字输出
接口 A B Z E+
客户端 电子设备
电缆Z 0 = 120R
电子定相,无需物理调节 T1xx0:根据磁励体选择单个参考零位 (A-9653-0143),用户定位 T1xx1和T2xx1:无需零位选择器,所有参考零位输出 在整个工作温度和速度范围内,重复性为一个单位分辨率
雷尼绍机床测头及对刀仪(KIA)

总结问题
1. 2 3 4
5
6
将对刀仪安装在工作台的支架上; 使用专用扳手将弱保护(breakstem) 及保护夹圈安装在对刀仪;
使用内六角扳手将探针及探针支承安 装在弱保护上;
完全拧紧前端底部的两H螺母; 使用L3及L4调节螺母调整探针左右的
偏摆水平;
使用L1与L2 调节螺母调整探针前后的 俯仰水平; 最终调整前后及左右至0.01mm内
7.自动刀径量测
O8004; G65 P9857 (自动刀长/刀径量测程序) B2 T1. D12.; M30; B2 自动刀径量测 T 先将大约刀长值放入1 号补正内 D12 刀具直径
8.自动刀长刀径量测
O9002; G65 P9857 (自动刀长/刀径量测程序) B3 T1. D12. ; M30; B3 自动刀长刀径量测 T1. 将大约刀长值放入1 号补正 D12.刀具直径
9.断刀破损检测
O9003; G65 P9858(断刀检测程序) T1. H0.5.; M30; H 刀具破损判断公差值(此一公差为双向公差),依照使用者认定之断刀标准 设定,若超过此公差范围,则产生异警讯息BROKEN TOOL H0.5 = ±0.5
10.断刀破损检测
O9004; G65 P9858(断刀检测程序) D12. H0.5.; M30; D12 刀具直径,此功能用于非中心刀具:如面铣刀会偏移至探边缘作量测
雷尼绍光栅尺读数头定义

雷尼绍光栅尺读数头定义雷尼绍光栅尺是一种用于测量长度的精密仪器,广泛应用于工业生产、科研实验和其他领域。
它的读数头是指用于读取和记录测量结果的部分。
本文将从雷尼绍光栅尺的原理、结构和使用方法等方面介绍读数头的定义和作用。
一、原理雷尼绍光栅尺是利用光的干涉原理测量长度的仪器,其核心部件是光栅。
光栅是一种具有周期性光透过率分布的光学元件,通过光栅上的光透过率变化可以实现对光的干涉,从而测量出长度。
读数头的作用就是通过读取光栅上的干涉信号,将其转化为电信号,并进一步处理得到测量结果。
二、结构读数头通常由光学系统和电子系统组成。
光学系统包括光源、透镜和光电二极管等部件,它们协同工作将光栅上的干涉信号转化为光电信号。
电子系统主要包括电路板、模数转换器等部件,它们负责接收光电信号并进行放大、滤波、数字化等处理,最终输出测量结果。
三、使用方法使用雷尼绍光栅尺的读数头进行测量通常需要以下几个步骤:1. 安装:将光栅尺安装在被测对象上,并连接好读数头和电源等设备。
2. 校准:在测量前需要对光栅尺进行校准,以确保测量结果的准确性。
校准过程中通常需要设置零点和刻度值等参数。
3. 读取:通过读数头读取光栅上的干涉信号,并将其转化为电信号。
可以通过数显仪表、计算机等设备进行读取和显示。
4. 计算:根据读取到的干涉信号,结合校准参数,进行计算得到实际测量结果。
一般情况下,测量结果以长度值或位移值的形式呈现。
四、优势与应用领域雷尼绍光栅尺的读数头具有很多优势,例如高精度、高分辨率、抗干扰能力强等。
因此,它在许多领域得到了广泛的应用。
1. 机械制造:在机床、测量仪器等机械制造领域,雷尼绍光栅尺的读数头常用于测量和控制机械零件的位置和运动,以提高加工精度。
2. 科学研究:在科学实验和研究中,雷尼绍光栅尺的读数头可以用于测量材料的热膨胀、纳米尺度的位移等,为科学家提供准确的数据支持。
3. 自动化控制:在自动化生产线、机器人等自动化控制系统中,雷尼绍光栅尺的读数头可以实时监测和控制设备的运动状态,提高生产效率和产品质量。
雷尼绍对刀仪使用培训教程

D:刀具直径 H:损量公差值(预设值0.5mm)
精品文档 欢迎下载
读书破万卷,下笔如有神--杜甫
G65 P9857 Bb [Dd Tt Qq Hh Zz M1 ] [ ]可选参数
自动刀长与刀径测量(O9857)
例:指定B1执行自动刀长测量,D10. Q6.;
T:更新目标刀具号 D:刀径的粗略值 Q:过行程距离
刀具破损检测 (O9858)
雷尼绍对刀仪TS27R使用培训
• 对刀仪探头坐标位置校正(O9855) • 手动刀长测量(O9856) • 自动刀长与刀径测量(O9857) • 刀具破损检测 (O9858)
校正
手动刀长测量
测量
自动刀长与刀径 测量
刀具破损检测
对刀仪探头坐标位置校正(O9855)
• 以手动方式将一已知长度的基准刀移到探头上方约 10mm 位置,并尽 量使刀具中心与探头中心成一直线
G65 P9855 D12.7 R8. T100;
基准刀的刀号
探头盘面直径 基准刀直径
探头坐标位置校正(O9855)
• 完成校正后,相关数值会储存在以下变量
变量号 #520 #521 #522 #523 #524 #525 #526
描述 探头Z轴机械坐标位置: 探头+X轴机械坐标位置 探头-X轴机械坐标位置 探头+Y轴机械坐标位置 探头-Y轴机械坐标位置 探头Z轴机械坐标位置 Z轴长度误差值
手动刀长测量(O9856)
• 以手动方式将刀具移到探头上方约 10mm 位置,执行此程式
G65 P9856 T2 ; G65 P9856 T2 D12 ;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
L-9517-9399-01-DRESA is a one-piece stain l ess steel ring with a single track, true absolute scale marked di r ect l y onto the periphery.Read by Renishaw’s revolutionary new absolute fi ne pitch encoder sys t em,, it has high tol e r a nce to dirt,scratch e s and greasy fi n g erprints that can cause other en c od e r sys t ems to mis c ount.The RESA offers impressive accuracy with resolution to 0.00030 arc second, suiting the most demanding precision applications. The low profi le RESA, with large internal di a m e t er, is easy to design into most in s tal l a t ions. Equally important, its low mass, low inertia design does not compromise system per f or m ance. RESA is available in a wide range of sizes and line counts, providing compatibility with industry standard controllers.System features• Compatible with the revolutionary newtrue absolute encoder, • Angular resolution to 0.00030 arc second • System repeatability to 0.0075 arc second • 36 000 rev/min maximum speed for all resolutions • Patented taper mount sim p li fi es integration and minimises installation errors • Large internal diameter for ease of integration • Available in sizes from Ø52 mm to Ø550 mm• Custom sizes also available • Low mass and low inertia • Ultra-low inertia versions also available• Integral set-up LED on readhead for quick set-up and instant ‘health check’ at any time• 30 µm scale pitch ensures exceptional motion control performance• Resolutions to 27 bit with FANUC or 32 bit with BiSS± 0.2°NOTE: θ is the angle between one tapped hole and the adjacent clearance hole. For example, the angle between two clearance holes is 2θ.Sec t ion A-ADimensions and tolerances in mmØDH Ø3.5Mounting holesθ30°30°30°30°20°15°15°15°11.25°11.25°10°*18°9°DH (mm)406590105140196219245290340390462520N666691212121616182020DO(mm)52.2052.1075.4075.30104.40104.20114.70114.50150.40150.20208.80208.40229.40229.00254.80254.40300.40300.20350.40350.20417.40417.00489.12488.72550.20549.80Nominal external diameter (mm)DI(mm)30.0430.0055.0455.0080.0480.0095.0495.00130.04130.00186.05186.00209.05209.00235.06235.00280.06280.00330.06330.00380.10380.00451.10450.90510.10510.005275104115150209229255300350417489550*NOTE: There are no tapped holes on the 489 mm ringNOTE: When using an RESOLUTE ETR the hub should be made of a material with a CTE of between 15 and 19 µm/m/°C. Contact your local Renishaw representative for more information.Dimensions and tolerances in mmNominal external diameter (mm)7510015020075.4075.30100.30100.20150.40150.20200.40200.2055.0455.0080.0480.00130.04130.00180.04180.00DO (mm)DH (mm)DI (mm)Nθ61861361866691230°30°20°15°NOTE: θ is the angle between one tapped hole and the adjacent clearance hole. For example, the angle between two clearance holes is 2θ.Sec tion A-AFor further information on installation and mounting options, please refer to the RESOLUTE RESA Installation guide(M-9553-9140) which is available from your local representative, or can be downloaded from: Mounting methodsRing rotation to give increasing countNOTE: When using an RESOLUTE ETR the hub should be made of a material with a CTE of between 15 and 19 µm/m/°C. Contact your local Renishaw representative for more information.installation drawing (on RESA ring)Dimensions and tolerances in mmd e d r e d >R 20 D y n >R 10 S t a t i Ø 4.7 ±0.2e(O f f s e t N O T E : R o l l t o l e r a n c e a p p l i e s o v e r m o u n t i n g f a c e s d i m e n s i o n *S c a l e c e n t r e l i n ‘F o r w a r d ’ i r r e s F o r m o r e i n f o r m a t i o n o n i n s t a l l a t i o n a n d m o u n t i n g o p t i o n s p l e a s e r e f e r t o t h e R E S O L U T E R E S A I n s t a l l a t i o n g u i d e (M -9553-9140). T h i s c a n b e d o w n l o a d e d f r o m o u r w e b s i t e w w w .r e n i s h a w .c o m /e n c o d e r o r c o n t a c t y o u r l o c a l r e p r e s e n t a t i v e .✝R e c o m m e n d e d t h r e a d e n g a g e m e n t 5 m i n (8 m m i n c l u d i n g c o u n t e r b o r e ). R e c o m m e n d e d t i g h t e n i n g t o r q u e 0.5 t o 1.0 N m .Operating specifi cationsMaterial303/304 stainless steel Coeffi cient of expansion 17 µm/m/°C (ppm/°C)Temperature Storage standard RESOLUTE: +80 °C to -20 °C ETR: +80 °C to -40 °COperating standard RESOLUTE: +80 °C to 0 °CETR: +80 °C to -40 °C Nominal external diameter (mm)Nominal internal diameter (mm)Mass (kg)Moment of inertia (kgmm 2)52300.1–47–75550.150.0716********–0.1–200104800.25–550–115950.25–640–200180–0.2–1 8001501300.30.151 600720‘A’ section ‘B’ section ‘A’ section ‘B’ section2091860.5–4 900–Nominal external diameter (mm)Nominal internal diameter (mm)Mass (kg)Moment of inertia (kgmm 2)‘A’ section ‘B’ section ‘A’ section ‘B’ section2292090.5–5 900–2552350.55–8 000–3002800.65–14 000–3503300.75–22 000–4173801.76–70 000–4894512.12–120 000–5505102.67–188 000–System accuracy is graduation accuracy plus SDE. Effects such as eccentricity infl uence installed accuracy;for application advice, please contact your local representative.Caution: Very high speed motion axes require additional design consideration. For applications that will exceed 50% of the rated maximum reading speed of the ring, please contact Renishaw for further advice .Speed and accuracyResolutionRESOLUTE is available with a variety of resolutions, to meet the needs of a wide range of applications.The choice of resolutions depends on the serial protocol being used, but there are no limitations due to ring size, eg, FANUC 27 bit resolution is available on all ring sizes.BiSS RESOLUTE resolution options:18 bit (262 144 counts per revolution, ≈ 4.94 arc second)26 bit (67 108 864 counts per revolution, ≈ 0.019 arc second)32 bit (4 294 967 296 counts per revolution, ≈ 0.00030 arc second)Note that 32 bit resolution is below the noise fl oor of the RESOLUTE encoder. FANUC RESOLUTE resolution options:23 bit (8 388 608 counts per revolution, ≈ 0.15 arc second)27 bit (134 217 728 counts per revolution, ≈ 0.0097 arc second)For resolution options on other protocols, please contact Renishaw.Nominal externaldiameter (mm)Maximum reading speed (rev/min)System accuracy (arc second)527510010411515020020922925530035041748955036 00025 00019 00018 00016 50012 0009 5009 0008 3007 4006 3005 4004 5003 9003 400±5.49±3.82±2.86±2.69±2.44±1.91±1.43±1.4±1.27±1.11±0.95±0.82±0.68±0.59±0.52Scale codeB - Standard Diameter052 - 52 mm 075 - 75 mm100 - 100 mm (‘B’ section only)104 - 104 mm 115 - 115 mm 150 - 150 mm200 - 200 mm (‘B’ section only)209 - 209 mm 229 - 229 mm 255 - 255 mm 300 - 300 mm 350 - 350 mm 417 - 417 mm 489 - 489 mm 550 - 550 mmFormA - tapered internal diameterB - low inertia (only available in 75, 100, 150 and 200 mm diameters)MaterialS - stainless steelPitch30U - 30 µmAbsolute angle encoder seriesRenishaw plcNew Mills, Wotton-under-Edge,Gloucestershire GL12 8JR United KingdomT +44 (0)1453 524524F +44 (0)1453 524901E uk@ *L-9517-9399-01*For worldwide contact details, please visit ourmain website at /contactRENISHAW HAS MADE CONSIDERABLE EFFORTS TO ENSURE THE CONTENT OF THIS DOCUMENT IS CORRECT A T THE DA TE OF PUBLICA TION BUT MAKES NO WARRANTIES OR REPRESENT ATIONS REGARDING THE CONTENT . RENISHAW EXCLUDES LIABILITY , HOWSOEVER ARISING, FOR ANY INACCURACIES IN THIS DOCUMENT .RENISHAW ® and the probe emblem used in the RENISHAW logo are registered trademarks of Renishaw plc in the UK and other countries. apply innovation is a trademark of Renishaw plc.© 2009-2011 Renishaw plc All rights reserved Issued 1211Angle encoder part numbersRESA 30U S A 300 BRESA compatible readheadsRESAInstallation guide M-9553-9140 Data sheet FANUC L-9517-9442 BiSS L-9517-9448 Mitsubishi L-9517-9454ETRL-9517-9420。