铝压铸件公差
铝合金压铸件的标准

铝合金压铸件的标准公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]铝合金压铸件1 范围本标准规定了铝合金压铸件(以下简称压铸件)的材质、尺寸公差、角度公差、形位公差、工艺性要求和表面质量。
本标准适用于照相机、光学仪器等产品的铝合金压铸件。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
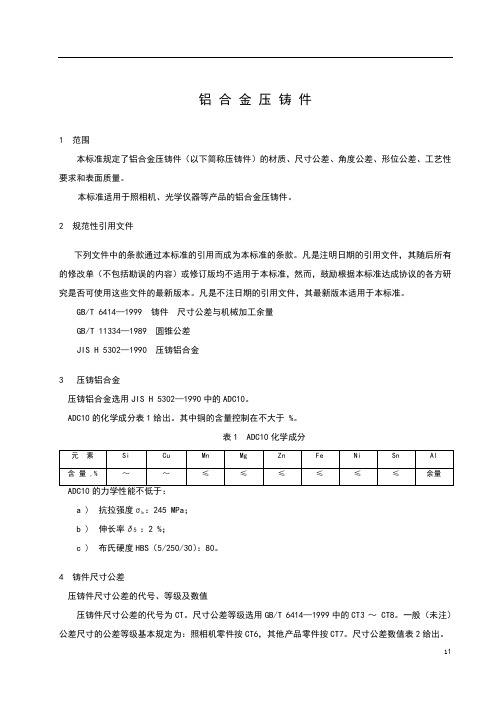
GB/T 6414—1999 铸件尺寸公差与机械加工余量GB/T 11334—1989 圆锥公差JIS H 5302—1990 压铸铝合金3 压铸铝合金压铸铝合金选用JIS H 5302—1990中的ADC10。
ADC10的化学成分表1给出。
其中铜的含量控制在不大于 %。
:245 MPa;a ) 抗拉强度σbb ) 伸长率δ5 :2 %;c ) 布氏硬度HBS(5/250/30):80。
4 铸件尺寸公差压铸件尺寸公差的代号、等级及数值压铸件尺寸公差的代号为CT。
尺寸公差等级选用GB/T 6414—1999中的CT3 ~CT8。
一般(未注)公差尺寸的公差等级基本规定为:照相机零件按CT6,其他产品零件按CT7。
尺寸公差数值表2给出。
壁厚尺寸公差壁厚尺寸公差一般比该压铸件的一般公差粗一级。
例如:一般公差规定为CT7,壁厚公差则为CT8。
当平均壁厚不大于 mm时,壁厚尺寸公差则与一般公差同级,必要时,壁厚尺寸公差比一般公差精一级。
公差带的位置尺寸公差带应相对于基本尺寸对称分布,即尺寸公差的一半为正值,另一半取负值。
当有特殊要求时,也可采用非对称设置,此时应在图样上注明或在技术文件中规定。
对于有斜度要求的部位,其尺寸公差应沿斜面对称分布。
表2 压铸件尺寸公差数值受分型面及型芯的影响而引起的固定增量和错型值,已包含在尺寸公差数值之内。
压铸公差

高精度公差
(0.01.30m03m) 0.001(0.025mm)
(0.08mm)
表格S/P-4A-4B : 角度公差
------通过分型线(平面) (增
加其它公差)
2. 通过分型线在对应拼合
模块的模具表面上形成的
表面。
类型 普通公差
等 于 3.00 英 寸 每 增 加 一 英 寸 (76.20mm) (25.4mm)的额外公
压铸件直径的最大尺寸 公差 英寸
(mm)
等于3.00英寸(76.20mm)
0.008 (0.20mm)
每增加一英寸(25.4mm)的额外公 0.002
差
(0.05mm)
表格S-4A-5B 通過分型
線的同心度公差 当同心的特征在对应的半
模上时 , 分型线上的模腔
面积决定同心度公差。
平方英寸(CM2)
公差 英寸
(+0.33mm)
(+0.48mm)
(+0.48mm)
51 in2 到 100 in2
0.019
0.024
0.024
(329.0cm2到 645.2cm2) 101 in2 到 200 in2
(651.6cm2到 1290.3cm2) 201 in2 到 300 in2
(1296.8cm2到1935.5cm2)
0.0075
0.0075
(+0.19mm)
(+0.19mm)
0.012
0.012
(+0.30mm)
(+0.30mm)
(所示公差仅为正值)
101 in2 到 200 in2
铝合金压铸件的标准
铝合金压铸件1 范围本标准规定了铝合金压铸件(以下简称压铸件)的材质、尺寸公差、角度公差、形位公差、工艺性要求和表面质量。
本标准适用于照相机、光学仪器等产品的铝合金压铸件。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 6414—1999 铸件尺寸公差与机械加工余量GB/T 11334—1989 圆锥公差JIS H 5302—1990 压铸铝合金3 压铸铝合金压铸铝合金选用JIS H 5302—1990中的ADC10。
ADC10的化学成分表1给出。
其中铜的含量控制在不大于 %。
表1 ADC10化学成分a ) 抗拉强度σb :245 MPa;b ) 伸长率δ5 :2 %;c ) 布氏硬度HBS(5/250/30):80。
4 铸件尺寸公差压铸件尺寸公差的代号、等级及数值压铸件尺寸公差的代号为CT。
尺寸公差等级选用GB/T 6414—1999中的CT3 ~ CT8。
一般(未注)公差尺寸的公差等级基本规定为:照相机零件按CT6,其他产品零件按CT7。
尺寸公差数值表2给出。
壁厚尺寸公差壁厚尺寸公差一般比该压铸件的一般公差粗一级。
例如:一般公差规定为CT7,壁厚公差则为CT8。
当平均壁厚不大于 mm时,壁厚尺寸公差则与一般公差同级,必要时,壁厚尺寸公差比一般公差精一级。
公差带的位置尺寸公差带应相对于基本尺寸对称分布,即尺寸公差的一半为正值,另一半取负值。
当有特殊要求时,也可采用非对称设置,此时应在图样上注明或在技术文件中规定。
对于有斜度要求的部位,其尺寸公差应沿斜面对称分布。
表2 压铸件尺寸公差数值单位为毫米受分型面及型芯的影响而引起的固定增量和错型值,已包含在尺寸公差数值之内。
铝合金压铸件检验标准
铝合金压铸件检验标准1.范围本标准规定了铝合金压铸件的技术要求、试验方法及检验规则等,主机厂和供应商双方确认的其他发动机及其附件支架可以参照执行此标准。
本标准仅适用于铝合金压铸件以及主机厂和供应商双方确认的其他发动机及其附件支架。
2.引用标准下列标准所包含的条文,通过在本标准中引用而构成本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1182 形状和位置公差.通则.定义.符号.和图样表示法GB 2828 逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB 2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB/T 6060.1 表面粗糙度比较样块铸造表面GB/T 6060.4 表面粗糙度比较样块抛光加工表面GB/T 6060.5 表面粗糙度比较样块抛(喷)丸,喷沙加工表面GB 6414 铸件尺寸公差GB/T 11350 铸件机械加工余量GB/T 15114 铝合金压铸件GB/T 15115 压铸铝合金3.技术要求3.1化学成分铝合金的化学成分应符合GB/T15115的规定。
3.2 力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定。
3.2.2当采用压铸件本体检验时,其指定部位切取试样的力学性能不得低于单铸试样的75%。
3. 3 压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合零件图样的规定。
3.3.2压铸件的尺寸公差应按GB6414的规定执行。
3.3.3压铸件有形位公差要求时,可参照GB/T15114;其标注方法按GB/T1182的规定。
3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,被包容面以大端为基准;待加工表面:包容面以大端为基准,被包容面以小端为基准。
3.3.5压铸件需要机械加工时,其加工余量按GB/T11350的规定执行。
3.4压铸件质量要求3.4.1压铸件应符合零件图样的规定。
铝合金压铸件的标准

铝合金压铸件1 范围本标准规定了铝合金压铸件(以下简称压铸件)的材质、尺寸公差、角度公差、形位公差、工艺性要求和表面质量。
本标准适用于照相机、光学仪器等产品的铝合金压铸件。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 6414—1999 铸件尺寸公差与机械加工余量GB/T 11334—1989 圆锥公差JIS H 5302—1990 压铸铝合金3 压铸铝合金3.1 压铸铝合金选用JIS H 5302—1990中的ADC10。
3.2 ADC10的化学成分表1给出。
其中铜的含量控制在不大于2.8 %。
元素Si Cu Mn Mg Zn Fe Ni Sn Al 含量 ,% 7.5~9.5 2.0~4.0 ≤0.5 ≤0.3 ≤1.0 ≤1.3 ≤0.5 ≤0.3 余量a )抗拉强度σb :245 MPa;b )伸长率δ5 :2 %;c )布氏硬度HBS(5/250/30):80。
4 铸件尺寸公差4.1 压铸件尺寸公差的代号、等级及数值压铸件尺寸公差的代号为CT。
尺寸公差等级选用GB/T6414—1999中的CT3 ~ CT8。
一般(未注)公差尺寸的公差等级基本规定为:照相机零件按CT6,其他产品零件按CT7。
尺寸公差数值表2给出。
4.2 壁厚尺寸公差壁厚尺寸公差一般比该压铸件的一般公差粗一级。
例如:一般公差规定为CT7,壁厚公差则为CT8。
当平均壁厚不大于1.2 mm时,壁厚尺寸公差则与一般公差同级,必要时,壁厚尺寸公差比一般公差精一级。
4.3 公差带的位置尺寸公差带应相对于基本尺寸对称分布,即尺寸公差的一半为正值,另一半取负值。
当有特殊要求时,也可采用非对称设置,此时应在图样上注明或在技术文件中规定。
铝压铸件通用检验标准

铝压铸件通用检验标准铝压铸件是一种常见的铝合金制品,被广泛应用于各行各业。
为了确保铝压铸件的质量,需要进行相应的检验。
下面是铝压铸件通用检验标准,详细介绍了常见的检验项目和标准。
1.外观检验:外观检验是铝压铸件检验的基础环节,主要目的是检查铸件是否有缺陷、变形、破裂、气孔、烧结等表面缺陷。
外观检验应按照以下标准进行:-表面应光洁、无明显的毛刺、裂纹和皱纹;-表面不得有破损、变形、气孔等缺陷;-焊接部分应无焊渣、裂纹和气孔等缺陷;-铝压铸件应无明显的色差和色斑。
2.尺寸检验:尺寸检验是铝压铸件质量检验的主要内容之一,通过检查铝压铸件的尺寸是否符合要求,判断其产品的准确性和一致性。
尺寸检验应按照以下标准进行:-尺寸公差应符合设计要求,在允许范围内;-尺寸应正确,与产品图纸相符;-孔径直径、深度等尺寸应准确;-壁厚应满足设计要求。
3.材料检验:材料检验是铝压铸件质量检验的重要环节,主要目的是检查铝合金材料的成分和性能是否符合要求。
材料检验应按照以下标准进行:-铝合金成分应符合产品设计要求;-铝合金抗拉强度和屈服强度应符合设计要求;-铝合金的硬度和弯曲性能应满足要求。
4.物理性能检验:物理性能检验是铝压铸件质量检验的重要环节之一,主要目的是检查铝压铸件的物理性能是否符合要求。
物理性能检验应按照以下标准进行:-铝压铸件的硬度应符合设计要求;-铝压铸件的强度和塑性应满足要求;-铝压铸件的热胀冷缩性能应符合要求。
5.化学性能检验:化学性能检验是铝压铸件质量检验的重要环节之一,主要目的是检查铝压铸件的化学性能是否符合要求。
化学性能检验应按照以下标准进行:-铝压铸件的化学成分应满足设计要求;-铝压铸件的金属元素含量应符合要求;-铝压铸件的强度和硬度应满足要求。
以上是铝压铸件通用检验标准的基本内容,这些标准可以确保铝压铸件的质量。
当然,具体的检验标准还可能根据不同的产品要求和应用领域而有所调整。
在实际检验过程中,还需要使用相应的检测仪器和设备,如金相显微镜、硬度计、拉力试验机等,以确保检验结果的准确性和可靠性。
铝合金压铸件公差标准

2
铝合金压铸件形状和位置公差
(参考件)
A1 形状公差
压铸件的表面行传公差值(平面度和拔模斜度除外)应在有关尺寸公差值范围内。
表 A1 平面度公差(mm)
被测量部位尺寸
铸态
公差值
整形后
~25
0.20
0.10
>25~63
0.30
0.15
>63~100
0.40
0.20
>100~160
0.55
0.25
>160~250
不动的
有一个动的
动的
不动的
有一个动的
动的
公
差
值
≤25
0.10
0.15
0.20
0.15
0.200.3源自>25~630.15
0.20
0.30
0.2
0.30
0.40
>63~100
0.20
0.30
0.40
0.30
0.40
0.60
>100~160
0.30
0.40
0.60
0.40
0.60
0.80
>160~250
0.40
0.60
0.80
0.60
0.80
1.00
>250~400
0.60
0.80
1.00
0.80
1.00
1.20
>400~630
0.80
1.00
1.20
1.00
1.20
1.40
技术部 | 深圳市御嘉鑫五金制品有限公司
1
>630
1.00
1.20
GB/T 15114-94
被测量部位 在测量方向
铝合金压铸件检验标准
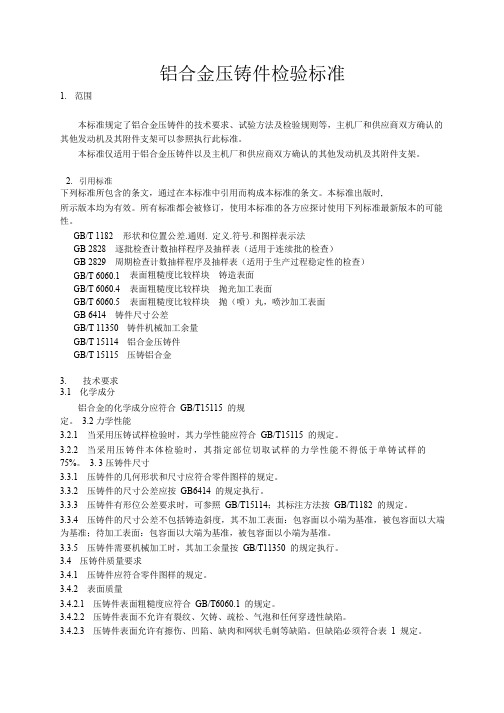
铝合金压铸件检验标准下列标准所包含的条文被引用,构成了本标准的条文。
本标准规定了铝合金压铸件的技术要求、试验方法及检验规则等。
除铝合金压铸件外,其他发动机及其附件支架也可以参照执行此标准。
本标准适用的版本均为有效,但所有标准都会被修订,使用本标准的各方应探讨使用下列标准的最新版本。
以下是被引用的标准:GB/T 1182形状和位置公差.通则.定义.符号.和图样表示法GB 2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB 2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB/T 6060.1表面粗糙度比较样块铸造表面GB/T 6060.4表面粗糙度比较样块抛光加工表面GB/T 6060.5表面粗糙度比较样块抛(喷)丸,喷沙加工表面GB 6414铸件尺寸公差GB/T 铸件机械加工余量GB/T 铝合金压铸件GB/T 压铸铝合金本标准要求铝合金压铸件的化学成分符合GB/T的规定。
在采用压铸试样检验时,其力学性能也应符合GB/T的规定。
若采用压铸件本体检验,则指定部位切取试样的力学性能不得低于单铸试样的75%。
压铸件的几何形状和尺寸应符合零件图样的规定。
其尺寸公差应按照GB6414的规定执行。
若压铸件有形位公差要求,则可参照GB/T;其标注方法应按GB/T1182的规定。
压铸件的尺寸公差不包括铸造斜度,其不加工表面的包容面以小端为基准,被包容面以大端为基准;待加工表面的包容面以大端为基准,被包容面以小端为基准。
若压铸件需要机械加工,则其加工余量应按照GB/T的规定执行。
压铸件应符合零件图样的规定。
其表面粗糙度应符合GB/T6060.1的规定。
压铸件表面不允许有裂纹、欠铸、疏松、气泡和任何穿透性缺陷。
压铸件表面允许有擦伤、凹陷、缺肉和网状毛刺等缺陷,但缺陷必须符合表1规定。
规定缺陷名称缺陷范围数值备注深度(mm)擦伤≤0.10 5% 面积不超过总面积的百分数凹陷凹入深度(mm)≤0.30 长度不大于(mm)≤0.50深度(mm)缺肉离压铸件边缘距离(mm)≥4 ≥10间距(mm)网状毛刺高度(mm)≤0.23.4.2 压铸件的工艺要求3.4.2.4 压铸件的浇口、飞边、溢流口、隔皮、顶杆痕迹等应清理干净,但允许留有痕迹。
铝合金压铸件检验标准
铝合金压铸件检验标准1.范围本标准规定了铝合金压铸件的技术要求、试验方法及检验规则等,主机厂和供应商双方确认的其他发动机及其附件支架可以参照执行此标准。
本标准仅适用于铝合金压铸件以及主机厂和供应商双方确认的其他发动机及其附件支架。
2.引用标准下列标准所包含的条文,通过在本标准中引用而构成本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1182 形状和位置公差.通则.定义.符号.和图样表示法GB 2828 逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB 2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB/T 6060.1 表面粗糙度比较样块铸造表面GB/T 6060.4 表面粗糙度比较样块抛光加工表面GB/T 6060.5 表面粗糙度比较样块抛(喷)丸,喷沙加工表面GB 6414 铸件尺寸公差GB/T 11350 铸件机械加工余量GB/T 15114 铝合金压铸件GB/T 15115 压铸铝合金3.技术要求3.1化学成分铝合金的化学成分应符合GB/T15115的规定。
3.2 力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定。
3.2.2当采用压铸件本体检验时,其指定部位切取试样的力学性能不得低于单铸试样的75%。
3. 3 压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合零件图样的规定。
3.3.2压铸件的尺寸公差应按GB6414的规定执行。
3.3.3压铸件有形位公差要求时,可参照GB/T15114;其标注方法按GB/T1182的规定。
3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,被包容面以大端为基准;待加工表面:包容面以大端为基准,被包容面以小端为基准。
3.3.5压铸件需要机械加工时,其加工余量按GB/T11350的规定执行。
3.4压铸件质量要求3.4.1压铸件应符合零件图样的规定。
铝铸件公差

R = √l2 + b2 + h2 (空间对角线)
h
R
l
b
˘˘
表1. 直线尺寸(长、宽、高、中心至中心距离、直径、曲线)偏差表
铸件公差
空 间 对 角 线 尺 精度 寸范围
模具功能
≤18
常规尺寸范围
18~30 30~50 50~80 80~120 120~18 180~25 250~31 315~40 400~50 500~63 630~80 800~10 1000~1
± 1,2 ± 1,5
± 1,4 ± 1,7
± 1,6 ± 1,9
本公司不保证上述数据的准确性。
表2. 铸件厚度公差
空间对角线尺寸范 围 不超过 50 50~ 180
180~ 500
500以上
精度
模具功能
GTA 13 GTA 13/5 GTA 14 GTA 14/5
按模具尺寸 与模具尺寸无关 按模具尺寸 与模具尺寸无关 按模具尺寸 与模具尺寸无关 按模具尺寸 与模具尺寸无关
本公司不保证上述数据的准确性。
常规尺寸范围 3~6
不超过3
± 0,15
± 0,2
± 0,25
± 0,3
± 0,2
± 0,25
± 0,35
± 0,4
± 0,25
± 0,3
± 0,45
± 0,5
± 0,3
± 0,4
± 0,55
± 0,65
零件尺寸根据模具尺寸确定。 零件尺寸,包括间壁厚度、底部厚度等,根据模具内可活动的部分确定。
0
0
5
0
0
0
0
00
250
不超过50
压铸件表面质量及公差要求标准
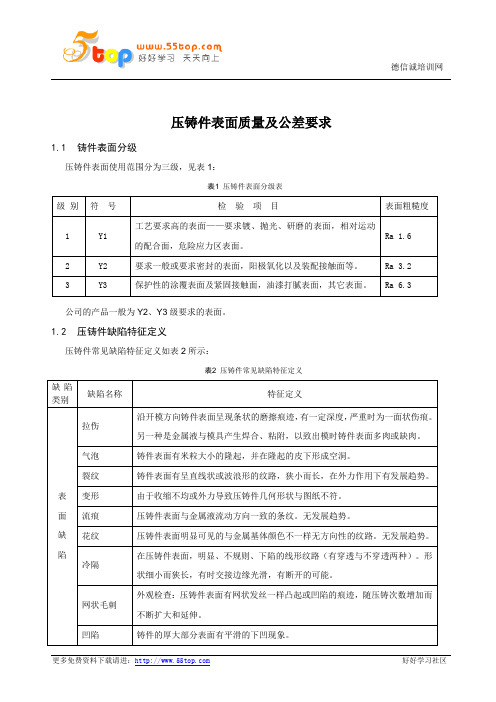
压铸件表面质量及公差要求1.1铸件表面分级压铸件表面使用范围分为三级,见表1:表1压铸件表面分级表级别符号检验项目表面粗糙度1 Y1工艺要求高的表面——要求镀、抛光、研磨的表面,相对运动的配合面,危险应力区表面。
Ra 1.62 Y2 要求一般或要求密封的表面,阳极氧化以及装配接触面等。
Ra 3.23 Y3 保护性的涂覆表面及紧固接触面,油漆打腻表面,其它表面。
Ra 6.3公司的产品一般为Y2、Y3级要求的表面。
1.2压铸件缺陷特征定义压铸件常见缺陷特征定义如表2所示:表2压铸件常见缺陷特征定义缺陷类别缺陷名称特征定义表面缺陷拉伤沿开模方向铸件表面呈现条状的磨擦痕迹,有一定深度,严重时为一面状伤痕。
另一种是金属液与模具产生焊合、粘附,以致出模时铸件表面多肉或缺肉。
气泡铸件表面有米粒大小的隆起,并在隆起的皮下形成空洞。
裂纹铸件表面有呈直线状或波浪形的纹路,狭小而长,在外力作用下有发展趋势。
变形由于收缩不均或外力导致压铸件几何形状与图纸不符。
流痕压铸件表面与金属液流动方向一致的条纹。
无发展趋势。
花纹压铸件表面明显可见的与金属基体颜色不一样无方向性的纹路。
无发展趋势。
冷隔在压铸件表面,明显、不规则、下陷的线形纹路(有穿透与不穿透两种)。
形状细小而狭长,有时交接边缘光滑,有断开的可能。
网状毛刺外观检查:压铸件表面有网状发丝一样凸起或凹陷的痕迹,随压铸次数增加而不断扩大和延伸。
凹陷铸件的厚大部分表面有平滑的下凹现象。
欠铸铸件表面有浇不足的部位,导致轮廓不清。
飞边、毛刺在分型面边缘出现金属薄片,或粗糙、锋利的棱角。
粘附物痕迹其它材料(如机器润滑油,离型剂等)的加入使铸件表面上呈现出不同于基体金属颜色的斑点和痕迹。
脱皮铸件表面部分与基体剥离的现象。
内部缺陷气孔因卷入气体而导致的压铸件内部的孔状缺陷,解剖后外观检查或探伤检查,气孔具有光滑的表面、形状为圆形。
缩孔、缩松解剖或探伤检查,孔洞形状不规则、不光滑、表面呈暗色。
铝合金压铸件的标准
铝合金压铸件1 范围本标准规定了铝合金压铸件(以下简称压铸件)的材质、尺寸公差、角度公差、形位公差、工艺性要求和表面质量。
本标准适用于照相机、光学仪器等产品的铝合金压铸件。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 6414—1999 铸件尺寸公差与机械加工余量GB/T 11334—1989 圆锥公差JIS H 5302—1990 压铸铝合金3 压铸铝合金3.1 压铸铝合金选用JIS H 5302—1990中的ADC10。
3.2 ADC10的化学成分表1给出。
其中铜的含量控制在不大于2.8 %。
a )抗拉强度σb :245 MPa;b )伸长率δ5 :2 %;c )布氏硬度HBS(5/250/30):80。
4 铸件尺寸公差4.1 压铸件尺寸公差的代号、等级及数值压铸件尺寸公差的代号为CT。
尺寸公差等级选用GB/T6414—1999中的CT3 ~ CT8。
一般(未注)公差尺寸的公差等级基本规定为:照相机零件按CT6,其他产品零件按CT7。
尺寸公差数值表2给出。
4.2 壁厚尺寸公差壁厚尺寸公差一般比该压铸件的一般公差粗一级。
例如:一般公差规定为CT7,壁厚公差则为CT8。
当平均壁厚不大于1.2 mm时,壁厚尺寸公差则与一般公差同级,必要时,壁厚尺寸公差比一般公差精一级。
4.3 公差带的位置尺寸公差带应相对于基本尺寸对称分布,即尺寸公差的一半为正值,另一半取负值。
当有特殊要求时,也可采用非对称设置,此时应在图样上注明或在技术文件中规定。
对于有斜度要求的部位,其尺寸公差应沿斜面对称分布。
受分型面及型芯的影响而引起的固定增量和错型值,已包含在尺寸公差数值之内。
当需进一步限制错型值时,则应在图样上注明其允许的最大错型值。
铝合金压铸件一般技术要求
铝合金压铸件一般技术要求1.压铸件应按照图纸和顾客提出的要求检查所有尺寸和表面质量。
2.对于图纸(或顾客)没有明确提出来注尺寸、形状公差和表面质量要求,以下述标准和指标为检验依据。
①未注几何尺寸公差:按GB6414铸件尺寸公差②未注形状、位置公差:按GB/T15114铝合金压铸件 附录A③未注明表面质量要求:⑴铸件表面不允许有裂纹、裂缝、欠铸、缩松和任何穿透性缺陷⑵铸件的浇口 、飞边、溢流口、隔皮、顶杆痕迹等应清理干净⑶压铸件按使用要求不同分为3级:1级:涂覆工艺要求高的表面、镀铬、抛光、研磨的表面、相对运动的配合面、危险应力区的表面等;2级:涂覆要求一般的或要求密封的表面、镀锌阳极氧化油漆不打腻以及装配接触面;3级:保护性涂覆表面及紧固接触面,油漆打腻表面及其他表面。
⑷表面粗糙度1级:Ra3.2 2级:Ra6.3 3级:Ra12.6⑸表面缺陷极限压铸件表面质量级别 1级 2级 3级缺陷面积不超过总面积的百分数(%) 5 25 40说明:①在不影响使用和装配的情况下,网状毛刺和痕迹:高度不超过0.2mm;②受压铸模镶块或受分型面影响而形成的表面高低不平的偏差,不超过相关的公差尺寸;③推杆痕迹表面凸出或凹入铸件表面的深度,一般为±0.2mm;⑹表面质量要求(见附表)⑺挫痕:目视挫痕应均匀、一致,不允许有明显的凹凸。
经锉加工的表面和未经锉加工的表面允许有角度,但角度应在10°以内;⑻变形:压铸件成型后,如有变形应进行调整,经调整后的压铸件表面不允许有明显的打击痕迹。
调整部分的平面度:0.2mm;⑼对于顾客的特殊要求,要形成相应的工艺文件,规定其相关的工艺过程和检验方法。
总工办2003年4月附表: 缺陷名称 缺陷范围表面质量级别 备注 1级2级 3级 流痕深度(mm )≤ 0.05 0.07 0.15 面积不超过总面积的百分数515 30冷隔深度(mm )≤ 不允许1/5壁厚 1/4壁厚 1. 在同一部分对应出不允许同时存在 2. 长度是指缺陷流向的展开长度长度不大于铸件的最大轮廓尺寸的(mm ) 1/101/5所在面上的不允许超过的数量 2处 2处 离铸件边缘距离(mm )≥ 4 4 两冷隔间距(mm )≥10 10 拉伤深度(mm )≤ 0.05 0.1 0.25 除一级表面外,浇道部位允许增加一倍 面积不超过总面积的百分数35 10 凹陷 凹入深度(mm ) 0.10.3 0.5 粘附物痕迹整个铸件缺陷不允许超过 不允许1处 2处 占带缺陷的表面面积的百分比5 10气泡平均直径≤3mm1.每100cm 2缺陷个数不超过 不允许 1 2 允许两种气泡同时存在,但大气泡不超过3个,总数不超过10个。
铝压铸件公差

JS14 JS15 (JS14+JS15)/2 (JS15+JS16)/2 JS15 JS16 (JS15+JS16)/2
B ±0.42 ±0.46 ±0.51 ±0.57 ±0.64 ±0.7 ±0.8 ±0.85 ±0.9 ±1 注:1、引自 DIN 1688。我司暂时采用Ⅱ级精度等级。此标准适用于金属部所的压铸铝合金产品。
2、关于 A 类、B 类的区分,引用《压铸模设计手册》第二版,表 2-7。 (共 2 页,第 1 页)
±0.3
±0.35
B
±0.45
±0.5
±0.55
注:1、引自 DIN 1688。我司暂时采用Ⅱ级精度等级。此标准适用于金属部所的压铸铝合金产品。 2、关于 A 类、B 类的区分,引用《压铸模设计手册》第二版,表 2-7。 (共 2 页,第 2 页)
发放部门: 工模
金属品管
金属工程
拟订:
审核:
批准:
(mm)
±0.45
~180
Ⅰ
A
±0.15
±0.2
±0.23
B
±0.25
±0.3
±0.33
>180
Ⅱ
A
±0.25
±0.3
±0.35
B
±0.45
±0.5
±0.55
~500
Ⅰ
A
±0.2
±0.25
±0.3
B
±0.35
±0.4
±0.45
Ⅱ >500
Ⅰ
A
±0.13
±0.4
±0.45
B
±0.55
±0.6
铝合金压铸件的标准
铝合金压铸件1 范围本标准规定了铝合金压铸件(以下简称压铸件)的材质、尺寸公差、角度公差、形位公差、工艺性要求和表面质量。
本标准适用于照相机、光学仪器等产品的铝合金压铸件。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 6414—1999 铸件尺寸公差与机械加工余量GB/T 11334—1989 圆锥公差JIS H 5302—1990 压铸铝合金3 压铸铝合金3.1 压铸铝合金选用JIS H 5302—1990中的ADC10。
3.2 ADC10的化学成分表1给出。
其中铜的含量控制在不大于2.8 %。
a ) 抗拉强度σb :245 MPa;b ) 伸长率δ5 :2 %;c ) 布氏硬度HBS(5/250/30):80。
4 铸件尺寸公差4.1 压铸件尺寸公差的代号、等级及数值压铸件尺寸公差的代号为CT。
尺寸公差等级选用GB/T 6414—1999中的CT3 ~ CT8。
一般(未注)公差尺寸的公差等级基本规定为:照相机零件按CT6,其他产品零件按CT7。
尺寸公差数值表2给出。
4.2 壁厚尺寸公差壁厚尺寸公差一般比该压铸件的一般公差粗一级。
例如:一般公差规定为CT7,壁厚公差则为CT8。
当平均壁厚不大于1.2 mm时,壁厚尺寸公差则与一般公差同级,必要时,壁厚尺寸公差比一般公差精一级。
4.3 公差带的位置尺寸公差带应相对于基本尺寸对称分布,即尺寸公差的一半为正值,另一半取负值。
当有特殊要求时,也可采用非对称设置,此时应在图样上注明或在技术文件中规定。
对于有斜度要求的部位,其尺寸公差应沿斜面对称分布。
受分型面及型芯的影响而引起的固定增量和错型值,已包含在尺寸公差数值之内。
当需进一步限制错型值时,则应在图样上注明其允许的最大错型值。
铝合金压铸件质量检验标准

铝合金压铸件质量检验标准铝合金压铸件质量检验标准1 主题内容与适用范围本标准规定了铝合金压铸件的技术要求、质量保证、试验方法及检测规则和交货条件等。
本标准适合于铝合金压铸件。
2 引用标准GB 1182形状和位置公差代号及其标准GB 2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB 2829用期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB 6060.1表面粗糙度比较样块铸造表面GB 6060.4表面粗糙度比较样块抛(喷)妨丸,喷砂加工表面GB6214铸件尺寸公差GB/T 11.350铸件机械加工余量GB/T 15115压铸铝合金3 技术要求3.1 化学成分。
合金的化学成分应符合GB/T 15115的规定。
3.2 力学性能。
3.2.1当采用压铸试样检验时,其力学性能应符合GB/T 15115的规定。
3.2.2当采用压铸件本体试验时,其指定部位切取试样的力学性能不得低于单铸试样的75%,,若有特殊要求,可由供需双方商定。
3.3 压铸件尺寸。
3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定。
3.3.2压铸件尺寸公差应按GB 6414的规定执行,有特殊规定和要求时,须在图样上注明。
3.3.3压铸件有形位公差要求时,其标注方法按GB 1182的规定。
3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,被包容面以大端为基准;待加工表面:包容面以大端为基准,被包容面以小端为基准,有特殊规定和要求时,须在图样上注明。
3.4 压铸件需要机械加工时,其加工余量按GB/T 11350的规定执行。
若有特殊规定和要求时,其加工余量须在图样上注明。
3.5 表面质量。
3.5.1铸件表面粗糙度应符合GB 6060.1的规定。
3.5.2铸件不允许有裂纹、欠铸、疏松、气泡和任何穿透性缺陷。
3.5.3铸件允许有擦伤、凹陷、缺肉和网状毛刺等缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致。
铝铸件标准——精选推荐

铝铸件标准铝铸件企业标准1.范围:本标准规定本⼚所有铝铸件产品/零部件之设计/制造与检验标准.如图纸中标注与本标准有对应项,以图纸标注为准,图纸标准未涉及项以本标准为准,余依图纸标注。
2.引⽤标准:GB 15115-1994 《压铸铝合⾦》GB 1173-1986 《铸造铝合⾦》ISO 3522-1984 《铸造铝合⾦》GB 6414-1999 《铸件尺⼨公差与机械加⼯余量》GB 11351-1989 《铸件重量公差》GB 1800-1979 《标准公差和极限偏差》GB 1804-1979 《⼀般公差线性尺⼨的未注公差》GB 6060.5 《表⾯粗糙度⽐较样块抛(喷)丸,喷砂加⼯表⾯》 GB 15114-1994 《铝合⾦压铸件》GB 9438-1999 《铝合⾦铸件》GB6060.4 《表⾯粗糙度⽐较样块抛光加⼯表⾯》GB15114-1994 《铝合⾦压铸件》GB9438-1999 《铝合⾦铸件》JB2702-80 《锌合⾦、铝合⾦、铜合⾦压铸件技术条件》GB5611-1998 《铸造术语》3.要求:3.1材质3.1.1⾦属型铸造铝合⾦化学成分,杂质,⼒学性能依GB15115-1994《压铸铝合⾦》为准,参考GB1173-86《铸造铝合⾦》。
3.1.2国际标准铸造铝合⾦依 ISO3522-19843.1.3压铸铝合⾦各国牌号近似对照表:中国GB/T ⽇本UNS 美国ASTMB85德国DIN1725\2 HISH5302ZL104 ADC3 A13600 A360.0 GD-AlSi10Mg(239) ZL112 ADC10 A13800 A380.0ZL113 ADC12 A03830 383.0 GD-AlSi9Cu3(226) ZL102 ADC1 A14130 A413.0 GD-AlSi12CuZL117 ADC14 A03900 B390.0ZL108 A13320ZL303 ADC6 G-AlMg5Si3.2表⾯质量(粗糙度/针孔/刮伤)3.2.1铝压铸件⾮加⼯⾯按JB2702-80执⾏,具体表⾯质量等级依零件图为准,未注明时:不进⾏表⾯处理的表⾯按1级执⾏,此时要求铝压铸件外表⾯粗糙度相当于Ra1.6um;对需进⾏⾮烤漆或喷塑表⾯处理的表⾯按2级执⾏,此时要求铝压铸件外表⾯粗糙度相当于Ra3.2um;对需要有进⾏烤漆或喷塑后处理的表⾯质量按3级执⾏,对需要其它形式后理的表⾯质量要求依后处理⽅式的具体要求决定,余按3级执⾏,在可接受范围内的表⾯质量缺陷不得出现在影响产品使⽤和机械性能的部位,对存在多种表⾯处于理形式的零件,按最⾼级别执⾏。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铝镁合金压铸尺寸未注公差(长、宽、高、直径、中心距)(mm)
注:1、引自DIN 1688。
我司暂时采用Ⅱ级精度等级。
此标准适用于金属部所的压铸铝合金产品。
2、关于A类、B类的区分,引用《压铸模设计手册》第二版,表2-7。
(共2页,第1页)
发放部门:工模金属品管金属工程
拟订:审核:批准:
铝、镁合金压铸尺寸未注公差(壁厚、肋、圆角) (mm)
注:1、引自DIN 1688。
我司暂时采用Ⅱ级精度等级。
此标准适用于金属部所的压铸铝合金产品。
2、关于A类、B类的区分,引用《压铸模设计手册》第二版,表2-7。
(共2页,第2页)
发放部门:工模金属品管金属工程
拟订:审核:批准:。