GB6414压铸件公差
铝合金压铸件的标准

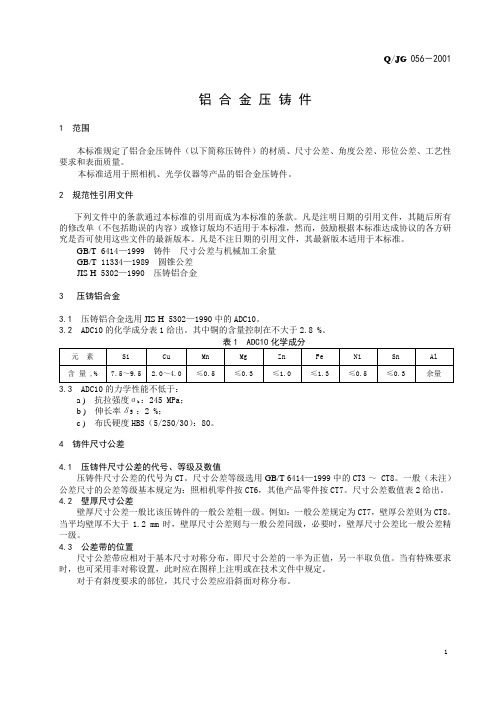
铝合金压铸件的标准公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]铝合金压铸件1 范围本标准规定了铝合金压铸件(以下简称压铸件)的材质、尺寸公差、角度公差、形位公差、工艺性要求和表面质量。
本标准适用于照相机、光学仪器等产品的铝合金压铸件。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 6414—1999 铸件尺寸公差与机械加工余量GB/T 11334—1989 圆锥公差JIS H 5302—1990 压铸铝合金3 压铸铝合金压铸铝合金选用JIS H 5302—1990中的ADC10。
ADC10的化学成分表1给出。
其中铜的含量控制在不大于 %。
:245 MPa;a ) 抗拉强度σbb ) 伸长率δ5 :2 %;c ) 布氏硬度HBS(5/250/30):80。
4 铸件尺寸公差压铸件尺寸公差的代号、等级及数值压铸件尺寸公差的代号为CT。
尺寸公差等级选用GB/T 6414—1999中的CT3 ~CT8。
一般(未注)公差尺寸的公差等级基本规定为:照相机零件按CT6,其他产品零件按CT7。
尺寸公差数值表2给出。
壁厚尺寸公差壁厚尺寸公差一般比该压铸件的一般公差粗一级。
例如:一般公差规定为CT7,壁厚公差则为CT8。
当平均壁厚不大于 mm时,壁厚尺寸公差则与一般公差同级,必要时,壁厚尺寸公差比一般公差精一级。
公差带的位置尺寸公差带应相对于基本尺寸对称分布,即尺寸公差的一半为正值,另一半取负值。
当有特殊要求时,也可采用非对称设置,此时应在图样上注明或在技术文件中规定。
对于有斜度要求的部位,其尺寸公差应沿斜面对称分布。
表2 压铸件尺寸公差数值受分型面及型芯的影响而引起的固定增量和错型值,已包含在尺寸公差数值之内。
铸件尺寸公差

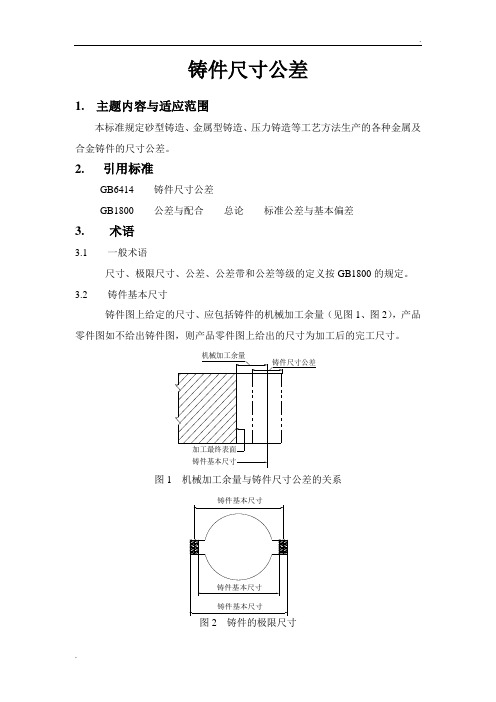
加工最终表面机械加工余量铸件尺寸公差铸件基本尺寸错型错型错型铸件尺寸公差1. 主题内容与适应范围本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2. 引用标准GB6414 铸件尺寸公差GB1800 公差与配合 总论 标准公差与基本偏差3. 术语3.1 一般术语尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
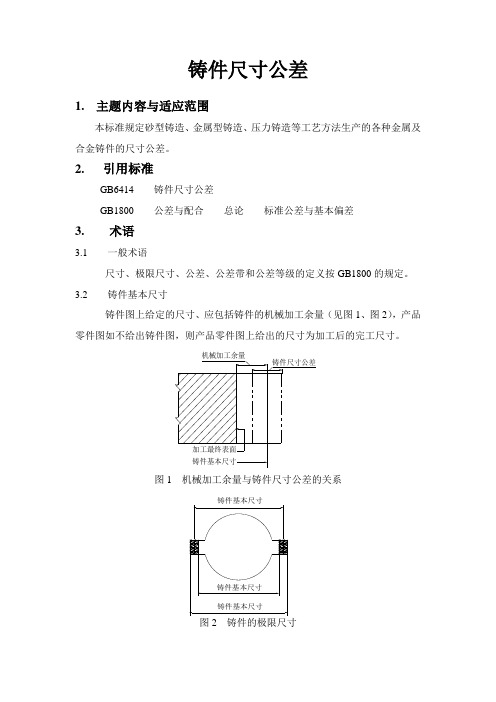
3.2 铸件基本尺寸铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。
图1 机械加工余量与铸件尺寸公差的关系 图2 铸件的极限尺寸 3.3 壁厚本标准的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。
3.4 错型(错箱)铸件的一部分与另一部分在分型面处相互错开(见图3)。
图3 错 型 4. 基本规定4.1 铸件尺寸公差代号、等级及数值铸件尺寸公差的代号为CT ,公差等级分为16级,各级公差数值列于表1. 4.2 壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。
4.3 公差带的位置公差带应以铸件基本尺寸为零线对称设置。
即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。
例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1。
当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。
公差值按铸件基本尺寸从表1中选取。
图4 倾斜部位的尺寸公差带4.4 错型(错箱)值错型必须位于表1规定的公差值之内。
其值从表1或表2中选取较小的值,且不得与表1中所列值相加。
表1 铸件尺寸公差数值 mm铸件基本尺寸公差等级大于至 3 4 5 6 7 8 9 10 11 12 13 14 15 16— 3 0.140.20.280.40.560.81.21.61.61.62.3———3 6 0.160.240.320.480.640.91.31.82.52.52.5———6 10 0.180.260.360.520.741.01.52.2.84.24.2———10 16 0.20.280.380.540.781.11.62.23.4.45.———16 25 0.220.30.420.580.821.21.72.43.24.66.8 10 1225 40 0.240.320.460.640.91.31.82.63.65.7.9 11 1440 63 0.260.360.50.71.0 1.42.2.84.5.68.10 12 1663 100 0.280.40.560.781.1 1.62.23.24.46.9.11 14 18100 160 0.30.440.620.881.2 1.82.53.65.7.10 12 16 20160 250 0.340.50.71.0 1.42.02.84.5.68.11 14 18 22250 400 0.40.560.781.1 1.62.23.24.46.29.12 16 20 25400 630 —0.640.91.2 1.82.63.65.7.10 14 18 22 28630 1000 —— 1.0 1.4 2.0 2.8 4.6.8.11 16 20 25 321000 1600 ——— 1.6 2.2 3.2 4.7.9.13 18 23 29 376 0 01600 2500 ———— 2.6 3.8 5.48.10 15 21 26 33 422500 4000 ————— 4.4 6.29.12 17 24 30 38 49注:①本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量,但不包括由于拔模斜度引起的公差增量。
铜压铸件技术标准

铜压铸件技术标准
铜压铸件的技术标准通常涉及多个方面,包括尺寸公差、表面质量、内部质量等。
以下是一些常见的铜压铸件技术标准:
1.尺寸公差:铸件的尺寸公差应按照相关标准执行,如GB 6414等。
公差的具体要求取决于铸件的
应用场合和精度要求。
2.表面质量:铸件的表面应光滑,不允许有裂纹、欠铸、疏松、气泡和任何穿透性缺陷。
此外,铸
件表面粗糙度也应符合相关标准,如GB6060.1。
3.内部质量:铸件的内部质量也是重要的考虑因素。
虽然内部缺陷不一定导致铸件报废,但它们可
能会对铸件的性能和使用寿命产生影响。
因此,需要对铸件进行必要的无损检测,如X射线检测、超声波检测等,以确保其内部质量符合要求。
4.机械加工余量:如果铸件需要进行机械加工,应在图样上注明加工余量,或按照相关标准执行。
这有助于确保加工后的铸件尺寸精度和表面质量。
5.其他要求:根据具体的应用场合和需求,可能还需要对铸件的其他方面提出要求,如铸件的重量、
化学成分、力学性能等。
需要注意的是,这些标准只是一些常见的要求,具体的标准可能会因不同的应用场合和需求而有所不同。
因此,在选择和使用铜压铸件时,建议与专业的铸造厂家进行充分的沟通和讨论,以确保铸件符合实际需求和应用要求。
铝合金压铸件的标准
铝合金压铸件1范围本标准规定了铝合金压铸件(以下简称压铸件)的材质、尺寸公差、角度公差、形位公差、工艺性要乞降表面质量。
本标准合用于照相机、光学仪器等产品的铝合金压铸件。
2规范性引用文件以下文件中的条款经过本标准的引用而成为本标准的条款。
凡是注明天期的引用文件,其随后全部的改正单(不包含勘误的内容)或订正版均不合用于本标准,但是,鼓舞依据本标准完成协议的各方研究能否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本合用于本标准。
GB/T 6414— 1999铸件尺寸公差与机械加工余量GB/T 11334 — 1989圆锥公差JIS H 5302— 1990压铸铝合金3压铸铝合金压铸铝合金采纳JIS H 5302— 1990 中的 ADC10。
ADC10 的化学成分表 1 给出。
此中铜的含量控制在不大于%。
表 1 ADC10 化学成分元素Si Cu Mn Mg Zn Fe Ni Sn Al含量,%~~≤≤≤≤≤≤余量ADC10 的力学性能不低于:a )抗拉强度σ b:245 MPa;b )伸长率δ5:2 %;c )布氏硬度HBS( 5/250/30 ): 80。
4铸件尺寸公差压铸件尺寸公差的代号、等级及数值压铸件尺寸公差的代号为CT。
尺寸公差等级采纳GB/T 6414— 1999 中的 CT3 ~ CT8。
一般(未注)公差尺寸的公差等级基本规定为:照相机部件按CT6,其余产品部件按CT7。
尺寸公差数值表 2 给出。
壁厚尺寸公差壁厚尺寸公差一般比该压铸件的一般公差粗一级。
比如:一般公差规定为CT7,壁厚公差则为CT8。
当均匀壁厚不大于mm 时,壁厚尺寸公差则与一般公差同级,必需时,壁厚尺寸公差比一般公差精一级。
公差带的地点尺寸公差带应相关于基本尺寸对称散布,即尺寸公差的一半为正当,另一半取负值。
当有特别要求时,也可采纳非对称设置,此时应在图样上注明或在技术文件中规定。
关于有斜度要求的部位,其尺寸公差应沿斜面对称散布。
铝合金压铸件的标准
铝合金压铸件1 范围本标准规定了铝合金压铸件(以下简称压铸件)的材质、尺寸公差、角度公差、形位公差、工艺性要求和表面质量。
本标准适用于照相机、光学仪器等产品的铝合金压铸件。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 6414—1999 铸件尺寸公差与机械加工余量GB/T 11334—1989 圆锥公差JIS H 5302—1990 压铸铝合金3 压铸铝合金压铸铝合金选用JIS H 5302—1990中的ADC10。
ADC10的化学成分表1给出。
其中铜的含量控制在不大于 %。
表1 ADC10化学成分a ) 抗拉强度σb :245 MPa;b ) 伸长率δ5 :2 %;c ) 布氏硬度HBS(5/250/30):80。
4 铸件尺寸公差压铸件尺寸公差的代号、等级及数值压铸件尺寸公差的代号为CT。
尺寸公差等级选用GB/T 6414—1999中的CT3 ~ CT8。
一般(未注)公差尺寸的公差等级基本规定为:照相机零件按CT6,其他产品零件按CT7。
尺寸公差数值表2给出。
壁厚尺寸公差壁厚尺寸公差一般比该压铸件的一般公差粗一级。
例如:一般公差规定为CT7,壁厚公差则为CT8。
当平均壁厚不大于 mm时,壁厚尺寸公差则与一般公差同级,必要时,壁厚尺寸公差比一般公差精一级。
公差带的位置尺寸公差带应相对于基本尺寸对称分布,即尺寸公差的一半为正值,另一半取负值。
当有特殊要求时,也可采用非对称设置,此时应在图样上注明或在技术文件中规定。
对于有斜度要求的部位,其尺寸公差应沿斜面对称分布。
表2 压铸件尺寸公差数值单位为毫米受分型面及型芯的影响而引起的固定增量和错型值,已包含在尺寸公差数值之内。
铸件尺寸公差

铸件尺寸公差TPMK standardization office【 TPMK5AB- TPMK08- TPMK2C- TPMK18】铸件尺寸公差1.主题内容与适应范围本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2.引用标准GB6414铸件尺寸公差GB1800公差与配合总论标准公差与基本偏差3.术语3.1一般术语尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
3.2铸件基本尺寸铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。
3.3壁厚本标准的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。
3.4错型(错箱)铸件的一部分与另一部分在分型面处相互错开(见图3)。
图3错型4.基本规定4.1铸件尺寸公差代号、等级及数值铸件尺寸公差的代号为CT,公差等级分为16级,各级公差数值列于表1.4.2壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。
4.3公差带的位置公差带应以铸件基本尺寸为零线对称设置。
即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。
例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1。
当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。
公差值按铸件基本尺寸从表1中选取。
图4倾斜部位的尺寸公差带4.4错型(错箱)值错型必须位于表1规定的公差值之内。
其值从表1或表2中选取较小的值,且不得与表1中所列值相加。
表1铸件尺寸公差数值mm注:①本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量,但不包括由于拔模斜度引起的公差增量。
②CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标注,可提高2~3级。
表2错型值注:错型值必要时可由供需双方商定。
铸件尺寸公差
铸件尺寸公差1. 主题内容与适应范围本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2. 引用标准GB6414 铸件尺寸公差GB1800 公差与配合总论标准公差与基本偏差3. 术语3.1 一般术语尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
3.2 铸件基本尺寸铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。
图1机械加工余量与铸件尺寸公差的关系—图2厂铸件的极限尺公差3.3 壁厚本标准的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。
3.4 错型(错箱)铸件的一部分与另一部分在分加工最最处相互错开:见图3)。
4.基本规定错型4.1 铸件尺寸公差代号、等级及数值错型4.2 铸件尺寸公差的代号为CT,公差等级分为16级,各级公差数值列于表1.I I壁厚尺寸公差一般可降一级选用CT11。
4.3 公差带的位置般尺型公差为CT1Q则壁厚公差为公差带应以铸件基本尺寸为零线对称设置。
即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。
例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为土1。
当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。
公差值按铸件基本尺寸从表1中选取。
图4倾斜部位的尺寸公差带4.4 错型(错箱)值错型必须位于表1规定的公差值之内。
其值从表1或表2中选取较小的值,且不得与表1中所列值相加。
表1铸件尺寸公差数值mm注:① 本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量, 但不包括由于拔模斜度引起的公差增量。
②CT13至CT16小于或等于16mm勺铸件基本尺寸,其公差值需单独标注,可提高2〜3级。
注:错型值必要时可由供需双方商定。
5. 铸件公差的选用5.1 铸件尺寸公差按表3规定的等级范围从表1中选取。
铝合金压铸件的标准

铝合金压铸件1 范围本标准规定了铝合金压铸件(以下简称压铸件)的材质、尺寸公差、角度公差、形位公差、工艺性要求和表面质量。
本标准适用于照相机、光学仪器等产品的铝合金压铸件。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 6414—1999 铸件尺寸公差与机械加工余量GB/T 11334—1989 圆锥公差JIS H 5302—1990 压铸铝合金3 压铸铝合金3.1 压铸铝合金选用JIS H 5302—1990中的ADC10。
3.2 ADC10的化学成分表1给出。
其中铜的含量控制在不大于2.8 %。
元素Si Cu Mn Mg Zn Fe Ni Sn Al 含量 ,% 7.5~9.5 2.0~4.0 ≤0.5 ≤0.3 ≤1.0 ≤1.3 ≤0.5 ≤0.3 余量a )抗拉强度σb :245 MPa;b )伸长率δ5 :2 %;c )布氏硬度HBS(5/250/30):80。
4 铸件尺寸公差4.1 压铸件尺寸公差的代号、等级及数值压铸件尺寸公差的代号为CT。
尺寸公差等级选用GB/T6414—1999中的CT3 ~ CT8。
一般(未注)公差尺寸的公差等级基本规定为:照相机零件按CT6,其他产品零件按CT7。
尺寸公差数值表2给出。
4.2 壁厚尺寸公差壁厚尺寸公差一般比该压铸件的一般公差粗一级。
例如:一般公差规定为CT7,壁厚公差则为CT8。
当平均壁厚不大于1.2 mm时,壁厚尺寸公差则与一般公差同级,必要时,壁厚尺寸公差比一般公差精一级。
4.3 公差带的位置尺寸公差带应相对于基本尺寸对称分布,即尺寸公差的一半为正值,另一半取负值。
当有特殊要求时,也可采用非对称设置,此时应在图样上注明或在技术文件中规定。
压铸件尺寸及表面质量分析
二 压铸件的几何尺寸
二、压铸件的几何尺寸
二 压铸件的几何尺寸
1、压铸件尺寸公差 GB/T6414-1999《铸件尺寸公差与机械加工余
量》中规定了压力铸造生产的各种铸造金属及合 金铸件的尺寸公差。
此项国家标准等效采用ISO8062:1994《铸件尺 寸公差制》。铸件尺寸公差的代号为CT,不同等 级的公差值列于下表中。
10 16 9 3 8 6 6 2 4 1.1 1.6 2.2 3.0 4.4 — — — —
16 25 0.1 0.1 0.2 0.2 0.3 0.5 0.7 1.2 1.7 2.4 3.2 4.6 6 8 10 12
0.1 4 0.2 8 8 4 8
1 0.1 2 0.3 0.4 0.5 0.8
0.08 9 0.05 7 0.08 9
0.09 7 0.06 3 0.09 7
0.07 0 1.10
0.08 0 1.25
0.09 0 1.40
1.05 1.65
相近公 差等级 (GB/T1 800.31999) IT9 IT10
IT11 IT10 IT11
IT12 IT11 IT12
IT13 IT12 IT13
5
0282
25 40 0.1 0.1 0.2 0.3 0.4 0.6 0.9 1.3 1.8 2.6 3.6 5 7 9 11 14
10 63 2 7 4 2 6 4 1 1.4 2 2.8 4 5.6 8 10 12 16
63 100 0.1 0.1 0.2 0.3 0.5 0.7 1.1 1.6 2.2 3.2 4.4 6 9 11 11 18
线性尺寸受模具活动部位影响时的附加公差表
模具活动部位 的投影面积cm2
铸件尺寸公差
制造工艺方法
公差等级CT
铸钢
灰铁
球铁
可锻
铜合金
锌合金
轻合金
砂型手工造型
11~13
10~13
11~13
11~13
10~12
9~11
砂型机器造型及壳型
8~10
8~10
8~10
8~10
8~10
7~9
金属型
7~9
7~9
7~9
7~9
7~9
6~8
低压铸造
7~9
7~9
7~9
7~9
7~9
6~8
续表3铸件尺寸公差等级
5.2.2轻金属合金铸件
电机轻金属合金零件的铸件尺寸公差按不同的铸造工艺方法,在表3中选用CT最高级。
5.2.3铜合金铸件
铜合金铸件机械加工部位的尺寸公差按不同的铸造工艺方法在表3中选用CT最低级。不加工的毛坯尺寸公差选用CT最高级。
6.铸件尺寸公差在图样上的标注
6.1电机零件的铸件尺寸公差符合第5.2.1、5.2.2、5.2.3条和第4.2、4.3条的规定时,图样上可省略标注。
铸件尺寸公差
1.主题内容与适应范围
本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2.引用标准
GB6414铸件尺寸公差
GB1800公差与配合总论标准公差与基本偏差
3.术语
3.1一般术语
尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
3.2铸件基本尺寸
0.28
0.38
0.54
0.78
1.1
1.6
2.2
3.0
压铸件的尺寸精度

压铸件的尺寸精度2.1.1 压铸件尺寸公关的标准GB6414-86《铸件尺寸公差》中规定了压力铸造生产的各种铸造金属及合金铸件的尺寸公差。
此项国家标准等效采用ISO8062-1984《铸件尺寸公差制》。
铸件尺寸公差的代号为CT。
不同等级的公差数值死于表2-5。
2.对锌合金压铸件选取CT4~CT6。
3.对铜合金压铸件选取CT6~CT8。
4.当有特殊要求时,公差超出注1、2、3的等级范围,经有关各方商定后仍从表2-5中选取。
对于成批和大量生产压铸件,在正常情况下所能达到的公差等级:对轻金属合金为CT5~CT7;对锌合金为CT4~CT6;对铜合金为CT6~CT8。
铸件的部分尺寸由于受分型面及型芯装配的影响增大了尺寸公差。
为了适用于各种类型的铸件基本尺寸,表2-5中的公差值已包括了分型面及型芯影响而引起的公差增量。
壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸为CT6,则壁厚尺寸公差为CT7。
公差带就对称分布,即公差的一半取正值,另一半取负值。
但有特殊要求时,也可采用非对称公差设置,并应在图样上注明或在技术文件中规定。
错型(箱)值按表2-6选取。
当需进一步限制错型值时,则应在图样上注明。
2.2.2 精密压铸件的尺寸分类及公差1.影响压铸件尺寸精度的主要因素(1)压铸件空间轮廓尺寸。
(2)基本尺寸。
(3)模具结构对该尺寸的影响,主要取决于分型面或活动成型的锁紧状况及脱模斜度。
(4)合金种类。
(5)设计模具选用收缩率与该尺寸实际表现收缩率的差值。
(6)压铸工艺参数的变动,主要是模温和脱模时的铸件温度。
(7)模具直至达到工作寿命,制造维修对其精度的保证。
2.精致压铸件的尺寸分类产品图要求的合理性,压铸技术保证的可能性,实现批量生产的经济性,由这三方面考虑,从压铸毛坯到成品零件的全过程来择定各个尺寸公差。
通常认为,精密压铸件也应当对同一个铸件上各种各样的尺寸,按照压铸达到各个尺寸公差数值等级的不同而区分为三种类型,即一般尺寸,严格尺寸和高精度尺寸。
国家标准《铸件尺寸公差、几何公差与机械加工余量》解读
国家标准《铸件尺寸公差、几何公差与机械加工余量》解读1 标准概况GB/T 6414—2017《铸件尺寸公差、几何公差与机械加工余量》是铸造基础性标准之一。
本标准使用重新起草法,修改采用ISO8062-3: 2007《产品几何量技术规范(GPS)模制件尺寸和几何公差第3部分:铸件一般尺寸、几何公差和机械加工余量》。
本标准代替GB/T 6414—1999《铸件尺寸公差与机械加工余量》。
2 标准的主要内容2.1 标准的范围本标准适用于由各种铸造方法生产的铸件[1]。
2.2 术语和定义2.2.1 铸件公称尺寸机械加工前的毛坯铸件的设计尺寸,包括必要的机械加工余量。
2.2.2 铸件尺寸公差铸件允许尺寸的变动量。
公差等于最大极限尺寸与最小极限尺寸之差的绝对值,也等于上偏差与下偏差之差的绝对值。
2.2.3 错型(错箱)由于合型时错位,铸件的一部分与另一部分在分型面处相互错开。
2.2.4 机械加工余量在毛坯铸件上为了随后可用机械加工方法去除铸造对金属表面的影响,并使之达到所要求的表面特征和必要的尺寸精度而留出的金属余量。
2.2.5 起模斜度为使模样容易从铸型中取出或型芯自芯盒脱出,平行于起模方向在模样或芯盒壁上的斜度。
2.3 尺寸标注除壁厚的尺寸标注(允许存在由两个尺寸组成的尺寸链)外,应避免链式尺寸标注。
2.4 倾斜要素2.4.1 在设计要求有斜度(如有起模斜度)的位置,应采用沿斜面对称分布的公差。
2.4.2 图样上一般应规定斜度是增加材料,还是减去材料,或取平均值,表示为:斜度+;斜度-;斜度±。
2.4.3 与图样上通用的斜度布置不同的特殊表面的斜度,应在该表面上单独标注,标注应符合GB/T 131的规定,例如。
2.4.4 对于要机械加工的尺寸,为了能获得成品尺寸,应采用“斜度+”,而不考虑图样上对斜度的通用技术要求。
2.5 公差等级铸件尺寸公差等级的代号为DCTG,即英文Dimensional Casting Tolerance Grade的缩写,公差等级分为16级,标记为DCTG1~DCTG16,见表1。
GB6414-86铸件尺寸公差
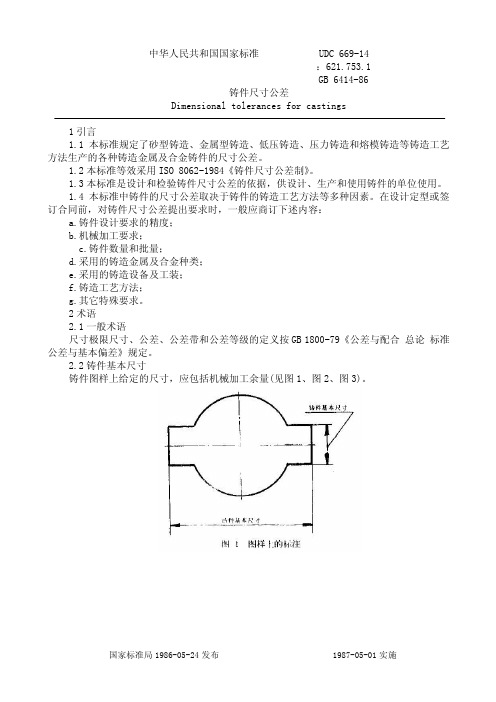
中华人民共和国国家标准 UDC 669-14:621.753.1GB 6414-86铸件尺寸公差Dimensional tolerances for castings1引言1.1本标准规定了砂型铸造、金属型铸造、低压铸造、压力铸造和熔模铸造等铸造工艺方法生产的各种铸造金属及合金铸件的尺寸公差。
1.2本标准等效采用ISO 8062-1984《铸件尺寸公差制》。
1.3本标准是设计和检验铸件尺寸公差的依据,供设计、生产和使用铸件的单位使用。
1.4本标准中铸件的尺寸公差取决于铸件的铸造工艺方法等多种因素。
在设计定型或签订合同前,对铸件尺寸公差提出要求时,一般应商订下述内容:a.铸件设计要求的精度;b.机械加工要求;c.铸件数量和批量;d.采用的铸造金属及合金种类;e.采用的铸造设备及工装;f.铸造工艺方法;g.其它特殊要求。
2术语2.1一般术语尺寸极限尺寸、公差、公差带和公差等级的定义按GB 1800-79《公差与配合总论标准公差与基本偏差》规定。
2.2铸件基本尺寸铸件图样上给定的尺寸,应包括机械加工余量(见图1、图2、图3)。
国家标准局1986-05-24发布 1987-05-01实施2.8壁厚本标准中的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。
2.4错型 (错箱)铸件的一部分与另一部分在分型面处相互错开(见图4)。
图4错型3基本规定3.1铸件尺寸公差的代号、等级及数值铸件尺寸公差的代号为CT(CT为英文Casting Telerances)。
公差等级分为16级,各级公差数值列于表1。
表2所示公差值仅适用于各种铸造金属及合金生产的压铸件和熔模铸件小于lOmm的铸件。
3.2壁厚尺寸公差壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸公差为CTlO,则壁厚尺寸公差为CTll。
3.3公差带的位置公差带应对称分布,即公差的一半取正值,另一半取负值(见图3)。
但有特殊要求时,也可采用非对称设置,并应在图样上注明或在技术文件中规定。
铝合金压铸件的标准
铝合金压铸件1 范围本标准规定了铝合金压铸件(以下简称压铸件)的材质、尺寸公差、角度公差、形位公差、工艺性要求和表面质量。
本标准适用于照相机、光学仪器等产品的铝合金压铸件。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 6414—1999 铸件尺寸公差与机械加工余量GB/T 11334—1989 圆锥公差JIS H 5302—1990 压铸铝合金3 压铸铝合金3.1 压铸铝合金选用JIS H 5302—1990中的ADC10。
3.2 ADC10的化学成分表1给出。
其中铜的含量控制在不大于2.8 %。
a )抗拉强度σb :245 MPa;b )伸长率δ5 :2 %;c )布氏硬度HBS(5/250/30):80。
4 铸件尺寸公差4.1 压铸件尺寸公差的代号、等级及数值压铸件尺寸公差的代号为CT。
尺寸公差等级选用GB/T6414—1999中的CT3 ~ CT8。
一般(未注)公差尺寸的公差等级基本规定为:照相机零件按CT6,其他产品零件按CT7。
尺寸公差数值表2给出。
4.2 壁厚尺寸公差壁厚尺寸公差一般比该压铸件的一般公差粗一级。
例如:一般公差规定为CT7,壁厚公差则为CT8。
当平均壁厚不大于1.2 mm时,壁厚尺寸公差则与一般公差同级,必要时,壁厚尺寸公差比一般公差精一级。
4.3 公差带的位置尺寸公差带应相对于基本尺寸对称分布,即尺寸公差的一半为正值,另一半取负值。
当有特殊要求时,也可采用非对称设置,此时应在图样上注明或在技术文件中规定。
对于有斜度要求的部位,其尺寸公差应沿斜面对称分布。
受分型面及型芯的影响而引起的固定增量和错型值,已包含在尺寸公差数值之内。
当需进一步限制错型值时,则应在图样上注明其允许的最大错型值。
铸件尺寸公差
加工最终表面机械加工余量铸件尺寸公差铸件基本尺寸铸件基本尺寸铸件基本尺寸铸件基本尺寸铸件尺寸公差1. 主题内容与适应范围本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2. 引用标准GB6414 铸件尺寸公差GB1800 公差与配合 总论 标准公差与基本偏差3. 术语3.1 一般术语尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
3.2 铸件基本尺寸铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。
图1 机械加工余量与铸件尺寸公差的关系图2 铸件的极限尺寸3.3 壁厚本标准的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。
3.4 错型(错箱)铸件的一部分与另一部分在分型面处相互错开(见图3)。
错型错型错型图3 错型4. 基本规定4.1 铸件尺寸公差代号、等级及数值铸件尺寸公差的代号为CT,公差等级分为16级,各级公差数值列于表1.4.2 壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。
4.3 公差带的位置公差带应以铸件基本尺寸为零线对称设置。
即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。
例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1。
当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。
公差值按铸件基本尺寸从表1中选取。
铸件尺寸公差带角度图4 倾斜部位的尺寸公差带4.4 错型(错箱)值错型必须位于表1规定的公差值之内。
其值从表1或表2中选取较小的值,且不得与表1中所列值相加。
表1 铸件尺寸公差数值mm铸件基本尺寸公差等级大于至 3 4 5 6 7 8 9 10 11 12 13 14 15 16 — 3 0.14 0.20 0.28 0.40 0.56 0.80 1.2 1.6 1.6 1.6 2.3 ———3 6 0.16 0.24 0.32 0.48 0.64 0.90 1.3 1.8 2.5 2.5 2.5 ———6 10 0.18 0.26 0.36 0.52 0.74 1.0 1.5 2.0 2.8 4.2 4.2 ———10 16 0.20 0.28 0.38 0.54 0.78 1.1 1.6 2.2 3.0 4.4 5.0 ———16 25 0.22 0.30 0.42 0.58 0.82 1.2 1.7 2.4 3.2 4.6 6.08 10 12 25 40 0.24 0.32 0.46 0.64 0.90 1.3 1.8 2.6 3.6 5.0 7.09 11 14 40 63 0.26 0.36 0.50 0.70 1.0 1.4 2.0 2.8 4.0 5.6 8.0 10 12 16 63 100 0.28 0.40 0.56 0.78 1.1 1.6 2.2 3.2 4.4 6.0 9.0 11 14 18 100 160 0.30 0.44 0.62 0.88 1.2 1.8 2.5 3.6 5.0 7.0 10 12 16 20 160 250 0.34 0.50 0.70 1.0 1.4 2.0 2.8 4.0 5.6 8.0 11 14 18 22 250 400 0.40 0.56 0.78 1.1 1.6 2.2 3.2 4.4 6.2 9.0 12 16 20 25 400 630 —0.64 0.90 1.2 1.8 2.6 3.6 5.0 7.0 10 14 18 22 28 630 1000 —— 1.0 1.4 2.0 2.8 4.0 6.0 8.0 11 16 20 25 32 1000 1600 ——— 1.6 2.2 3.2 4.6 7.0 9.0 13 18 23 29 37 1600 2500 ———— 2.6 3.8 5.4 8.0 10 15 21 26 33 42 2500 4000 ————— 4.4 6.2 9.0 12 17 24 30 38 49 注:①本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量,但不包括由于拔模斜度引起的公差增量。
GB6414 铸件尺寸公差.62

铸件尺寸公差1.主题内容与适应范围本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2. 引用标准GB6414 铸件尺寸公差GB1800 公差与配合总论标准公差与根本偏差3. 术语3.1 一般术语尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
3.2 铸件根本尺寸铸件图上给定的尺寸、应包括铸件的机械加工余量〔见图1、图2〕,产品零件图如不给出铸件图,那么产品零件图上给出的尺寸为加工后的完工尺寸。
图1 机械加工余量与铸件尺寸公差的关系图2 铸件的极限尺寸3.3 壁厚本标准的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。
3.4 错型〔错箱〕铸件的一局部与另一局部在分型面处相互错开〔见图3〕。
图3 错型4. 根本规定4.1 铸件尺寸公差代号、等级及数值铸件尺寸公差的代号为CT,公差等级分为16级,各级公差数值列于表1.4.2 壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸公差为CT10,那么壁厚公差为CT11。
4.3 公差带的位置公差带应以铸件根本尺寸为零线对称设置。
即按表1所示公差值的一半为上偏差,另一半取负值为下偏差〔见图2〕。
例如:中选铸件尺寸公差为CT9级时,那么铸件根本尺寸50的公差注为±1。
当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注〔见图4〕。
公差值按铸件根本尺寸从表1中选取。
图4 倾斜部位的尺寸公差带4.4 错型〔错箱〕值错型必须位于表1规定的公差值之内。
其值从表1或表2中选取较小的值,且不得与表1中所列值相加。
注:①本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量,但不包括由于拔模斜度引起的公差增量。
②CT13至CT16小于或等于16mm的铸件根本尺寸,其公差值需单独标注,可提高2~3级。
表2 错型值注:错型值必要时可由供需双方商定。
5. 铸件公差的选用5.1 铸件尺寸公差按表3规定的等级范围从表1中选取。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
前言
本标准在技术内容上和编写格式上等效采用尺寸公差与机械加工余量体
根据我国铸
而不使用
本标准与和有如下一些重要差别
对机械加工余量与尺寸公差的关系按即用
腔尺寸为的
增加了的公差消了中为尺寸段规定的公差
数值表消了进一步限制错型用的表
按照和根据实测验证的数表中各类合金铸件大批量生产时
通常能达到的公差等级作了修
铸件要求的机械加工余量数值由铸件最终机械加工后成品铸件的最大轮廓尺寸来决
个铸件同加工面上要求的机械加工余量数值一般是相同
本标准自实代替和
本标准的附录和附录都是提示
本标准由国家机械工业局提出
本标准由全国铸造标准化技术
本标准起草单位铁道部戚墅堰机车车辆工铸造州日升有色铸造有限公本标准主要起草人
前言
化世界范围各国家标准机成员团联合国际标准通常由
技术委员会进行制凡对已成立的技术委员会的某一课题感兴趣的各成员团权派代表参
加该与有关系的政府性或非政府性国际组织也可参加本项
由技术委员会采纳的国际标准草案要寄送给成员团体投票的成员团有
的赞成才批准此标准草
国际标准由极限与配合技术委员会制定
经过技术修订的本标准第二版废止并代替第一
本标准的附录和附录均为提示
引言
本标准内容为有关金属及其合
对铸件规定的公差可以确定铸造方在设计完成或合同签订之采购方应与铸造厂取得联定
铸件设计和所要求的精度
铸造方
所要生产的铸件数量
所采用的铸造
各种特殊准目标系公差以及个别的机械
加工余量
是否有更适合该铸件的其他
由于铸件的尺寸精度与生产因素对下列生产方式在附录中介绍了用不同方法和不同
金属所能达到的公差等级
大批和大通过对铸造设备的改整和维护以获得精密
小批量生产和单
附录给出了通常要求的机械加工余量等级的
中华人民共和国国家标准
铸件
尺寸公差与机械加工余量
代
替
国家质量技术监督局
批准实施
范围
本标准适用于由各种铸造方法生产的各类金属及其合金铸件的尺寸
本标准既适用于在图样上给出的一般
一般要求的机械加工余量也适用于标注在具体尺寸后面的个
个本公差体系用于铸造厂家提供模样或金属型装备或承担模样或金属型装备检验责任的场
合引用标准
下列标准所包含的过在本标准中引用而构成为本标准的本标准出版版本均
为所有标准都会被各方应探讨使用下列标准最新版本的可能
技术制图表面特征表示方
法
定义
下列定义适用于
铸件基本尺寸
机械加工前的毛坯
必
尺寸公差
允许尺寸的变动于最大极限尺寸与最小极限尺寸之代数差的绝对值也等于上偏差与下偏差之代数差的绝对
错
由于合型部分与另一部分在分型面处相互错
在毛坯铸件上为了随后可用机械加工方法去除铸造对金属表面的使之达到所要求的表面特征和必要的尺寸精度而留对圆柱形的铸件部分或在双侧机械加工的情况
应加
和
图
起模斜度
为使模样容易从铸型中取出或型芯自芯盒脱行于起模方向在模样或芯盒壁上的斜
壁厚
壁厚是指由芯与型芯之间构成的铸壁厚
图
图样标注
图尺寸公差与极限尺寸
尺寸标注
除壁厚的尺寸标许存在由两个尺寸组成的尺寸应避免链式尺寸标
公差等级
铸件公差有
号为
表
对于不适合采用一般规定个
除非另型应处在表所规定的公差范围当需要进一步限制错型在图
样上注明最大错型
图
最大错型
壁厚
除非另至级中的壁厚公差应比其他尺寸的一般公差粗一级例果图样
上标注的一般公差为
公差为
倾斜要素
在设计要求有斜如带有起模斜场采用沿斜面对称分布
图斜面上的公差
图样上一般应规定斜度是增加是取平均如
斜斜
与图样上通用的斜度布置不同的特殊表面的斜度应在该表面上单独标注例如
对于了能获得成品尺寸应考虑图样上对斜度的通用技
公差带的位置
除非另带应相对于基本尺寸对半在基本尺寸之半在基本尺寸之下
因特殊原铸造厂与采购方协商同带也可以不对称分布在此种情况下公差应单独标注在基本尺寸的
除非另适用于整个毛坯所有需机械加工的表面只规定一
个值且该值应根据最终机械加工后成品铸件的最大轮廓相应的尺寸范围选
铸件某一部位在铸态下的最大尺寸应不超过成品尺寸与要求的加工余量及铸造总公差之
和图当采用斜度度应图
要求的机械加工余量等级
要求的机械加工余量等级有级称表
注推荐用于各种铸造合金和铸造方法的等级列在中仅作为参考资料
图凸台外面作机械加工
图内腔作机械加工
图台阶尺寸作机械加工
图在铸件某一部分一侧作机械加工
图最终机械加工后铸件的最大轮廓尺寸
由铸造厂预机械加工的表面
采购方应按图样上规定需要由铸造厂进行预机械加工的表面和为进行最终机
械加工所需
为达到预机械加工状态所需的机械加工余量与表中的规定值无关应由铸造厂负责确
在图样上的标注
铸造公差的标注
符合本标准的铸造公差应按下列方式之一标注在图样上
用公差代号统一标注
例般公差
如果需要进一步限制错第
例般公差型
如果需要在基本尺寸后面标注个
例
机械加工余量的标注
应在图样上标出需机械加工的表面和要求的机械加工余量在括号内标出要求的机械加工余当制造模样或金属型装备时应考虑这些要求
要求的机械加工余量应按下列方式标注在图样上
用公差和要求的机械加工余量代号统一标注
例如对于轮廓最大尺寸在范围为
械加工余量值为铸件的一般公差为
注允许在图样上直接标注经计算后得出的尺寸
如果需要个应标注在图样的特定表面
例如见图
图要求的机械加工余量在特定表面上的标注
表铸件尺寸公差
表
附
录
铸造公
差
和
列出了各种铸造方法通常能够正如在本标准引言中所指造方法的精度取决于许多铸件的复杂程度
模样装备或金属型装备的类所涉及的金属或合模样或金属型的状铸造厂的生产方
对于大批量重复生产方可能通过精心调整和控制型芯的位置达到比
表所示更精的公差
等级
在用砂型铸造方法作小批量和单个铸件生产过采用金属模样和研制开发装备及铸造工艺来达到小公差的做法通常是不切实际且不经济
给出了适用于这种生产方式的较宽
本标准
表中的公差是根据许多国家的铸造厂的数这些数据被用于构成一组光这些
曲线采用的增量
为
于
于
铸件的许多尺寸受分型面和型芯的影响因而需要增大尺寸公差鉴于设计者没有必要了解所用的铸型和型芯的这些公差增加量已经包括在
表
表
大批量生产的毛坯铸件的公差等级
表小批量生产或单件生产的毛坯铸件的公差等级
附录
推荐用于各种铸造合金及铸造方法等级列于中
表毛坯铸件典型的机械加工余量等级
附录
参考文献
技术制图几何形位公差形置和跳动公差制图的
号和表示方法
技术制图几何公差几何公差的基准和基准系统
技术制图锻件的简化表示。