金属技术监督规程发电机部件的监督
火力发电厂金属技术监督规程
火力发电厂金属技术监督规程总则1.1 为保证火力发电厂金属技术监督范围内各种金属部件的运行安全和人身安全,特制订本规程。
1.2 本规程适用于火力发电厂金属技术监督范围内各种金属部件的设计、安装、生产、修造、材料供应及试验研究等部门。
1.3 各电业管理局(电力联合公司、电力总公司)、电力工业局、电力建设局应有专职工程师负责金属技术监督的组织领导工作。
各试验研究所(院)在主管局领导下负责本地区的金属技术监督工作。
高温高压火力发电厂,电力建设工程公司(工程处)应设专职工程师负责本单位的金属技术监督工作,并设金属试验室负责本单位的金属试验工作。
1.4 中温中压火力发电厂和修造企业由主管局根据本地区的实际情况,必要时可设专职工程师或兼职专业技术人员主管。
1.5 金属技术监督必须贯彻安全第一预防为主方针,实行专业监督和群众监督相结合。
各地区可根据本规程制订适合本地区的监督制度或条例。
2 金属技术监督的体制、范围和任务2.1 金属技术监督的体制;2.1.1 金属技术监督实行在能源部领导下的电业管理局(电力联合公司、电力总公司),省(区)电力工业局(电力建设局),火力发电厂(电力建设工程公司)三级管理。
2.1.2 金属技术监督各级机构(或专职工程师)的职责。
2.1.2.1 电业管理局(电力联合公司、电力总公司)和省(区)电力工业局(电力建设局)金属技术监督机构的职责:a.贯彻部颁发的<<火力发电厂金属技术监督规程>>和下达的有关金属技术监督的各项指示;b.审批全局性的金属技术监督条例、规划、计划等;c. 组织召开金属技术监督工作会议,传达和布置金属技术监督的任务。
2.1.2.2 电业管理局(电力联合公司、电力总公司)和省局(区)的电力试验研究所(院)金属技术监督机构的职责:a.贯彻执行部、局颁发的金属技术监督规程、制度和条例;b.组织制订全局性的金属技术监督条例、技术标准、试验方法和有关技术措施;c.承担有关金属技术监督培训任务,负责归口金属技术监督管理工作;d.参加重大事故调查研究和试验研究工作;2.1.2.3 火力发电厂(电力建设工程公司)总工程师关于金属技术监督的职责;a.组织贯彻上级有关金属技术监督规程、指示和规定,审批本单位的金属技术监督规章制度;b.督促检查金属技术监督实施情况。
金属技术监督管理制度
金属技术监督管理制度一金属技术监督范围1、工作温度大于和等于450℃的高温承压金属部件(含主蒸汽管道、高温再热蒸汽管道、过热器管、再热器管、联箱、阀壳和三通),以及与主蒸汽管道相联的小管道;2、工作温度大于和等于435℃的导汽管;3、工作压力大于和等于3.82Mpa的锅筒;4、工作压力大于和等于5.88Mpa的承压汽水管道和部件(含水冷壁管、省煤器管、联箱和主给水管道);5、300MW及以上机组的低温再热蒸汽管道;6、汽轮机大轴、叶轮、叶片和发电机大轴、护环、风扇叶;7、工作温度大于和等于400℃的螺栓;8、工作温度大于和等于435℃的汽缸、汽室、主汽门。
二监督管理的一般要求1、设立与工程相适应的现场金属监督网,由分公司总工直接领导,金属监督专职工程师与其他成员具体负责工程施工中的金属技术监督工作,并接受公司金属技术监督网的归口管理。
2、在开工初期,人员基本到位的情况下,召开金属技术监督会议,落实本工程金属技术监督工作任务及相关工作,明确各相关专业和部门的金属技术监督网成员职责。
3、受监金属部件检验必须出具检验技术报告,报告中应注明被检部件名称、方法、项目、内容、日期、结果以及需要说明的问题。
4、在金属技术监督工作范围内,金属技术监督人员有如下权限:a)有权对本专业的金属技术监督工作的计划制定和实施情况进行督促和检查;b)有权制止不符合有关规程、规范和技术标准的技术措施和施工作业;c)有权查验参与施工的受监各工种的资质。
如:若发现有未经相应项目考试合格(或项目不能覆盖或证件过期)的焊工进行受监管道、容器或部件的焊接施工等现象时,有权制止和上报。
d)有权制止使用和安装未经检验合格的有关设备、部件、金属材料和焊接材料。
e)有权对到达现场的有关设备,部件和材料提出质疑和查验。
对发现的存在问题和设备缺陷提出相应的处理意见,报有关部门按相应程序处理。
f)参加受监金属部件质量事故的调查和原因分析,提出处理对策,并督促实施。
DL438_91火力发电厂金属技术监督规程完整
中华人民国电力行业标准DL 438—91代替SD 107—83火力发电厂金属技术监督规程中华人民国能源部1991-09-16批准 1992-05-01实施1总则1.1为保证火力发电厂金属技术监督围各种金属部件的运行安全和人身安全,特制订本规程。
1.2本规程适用于火力发电厂金属技术监督围各种金属部件的设计、安装、生产、修造、材料供应及试验研究等部门。
1.3各电业管理局(电力联合公司、电力总公司)、电力工业局、电力建设局应有专职工程师负责金属技术监督的组织领导工作。
各试验研究所(院)在主管局领导下负责本地区的金属技术监督工作。
高温高压火力发电厂,电力建设工程公司(工程处)应设专职工程师负责本单位的金属技术监督工作,并设金属试验室负责本单位的金属试验工作。
1.4中温中压火力发电厂和修造企业由主管局根据本地区的实际情况,必要时可设专职工程师或兼职专业技术人员主管。
1.5金属技术监督必须贯彻安全第一预防为主方针,实行专业监督和群众监督相结合。
各地区可根据本规程制订适合本地区的监督制度或条例。
2金属技术监督的体制、围和任务2.1金属技术监督的体制2.1.1金属技术监督实行在能源部领导下的电业管理局(电力联合公司、电力总公司),省(区)电力工业局(电力建设局),火力发电厂(电力建设工程公司)三级管理。
2.1.2金属技术监督各级机构(或专职工程师)的职责。
2.1.2.1电业管理局(电力联合公司、电力总公司)和省(区)电力工业局(电力建设局)金属技术监督机构的职责:.贯彻部颁发的《火力发电厂金属技术监督规程》和下达的有关金属技术监督的各项指示;b.审批全局性的金属技术监督条例、规划、计划等;c.组织召开金属技术监督工作会议,传达和布置金属技术监督的任务。
2.1.2.2电业管理局(电力联合公司、电力总公司)和省局(区)的电力试验研究所(院)金属技术监督机构的职责:a.贯彻执行部、局颁发的金属技术监督规程、制度和条例;b.组织制订全局性的金属技术监督条例、技术标准、试验方法和有关技术措施;c.承担有关金属技术监督培训任务,负责归口金属技术监督管理工作;d.参加重大事故调查研究和试验研究工作。
DL438-2009火力发电厂金属技术监督规程解读
ICS 27.100F20备案号:26317-2009中华人民共和国电力行业标准火力发电厂金属技术监督规程The technical supervision codes for metalin fossil-fuel power plant中华人民共和国国家能源局发布目次前言 (II)2 规范性引用文件 (1)3总则 (2)4名词术语 (2)5 金属材料的监督 (3)6 焊接质量的监督 (3)7 主蒸汽管道和高温再热蒸汽管道及导汽管的金属监督 (4)8高温联箱的金属监督 (9)9 受热面管子的金属监督 (11)10 汽包的金属监督 (13)11 给水管道和低温联箱的金属监督 (14)12 汽轮机部件的金属监督 (15)13 发电机部件的金属监督 (16)14 紧固件的金属监督 (17)15 大型铸件的金属监督 (17)16 金属技术监督管理 (18)附录A(规范性附录)金属技术监督工程师和金属实验室的职责 ........... 错误!未定义书签。
9 附录B(资料性附录)电站常用金属材料和重要部件国内外技术标准 (20)附录C(规范性附录)电站常用金属材料的硬度参考值 (23)附录D(规范性附录)低合金耐热钢蠕变损伤评级 (25)I前言本标准是根据《国家发展改革委办公厅关于印发2005年行业标准项目计划的通知》(发改办工业[2005]739号)的要求修订的。
本标准与DL 438-2000《火力发电厂金属技术监督规程》相比,主要作了以下修订:——本标准修订后由强制性改为推荐性标准。
——在章节的内容、编排顺序上作了大的调整。
——将原规程中“10 联箱和给水管道的技术监督”改为“高温联箱的金属监督”和“给水管道和低温联箱的金属监督”。
——将原规程中“11 汽轮发电机转子的技术监督”改为“汽轮机部件的金属监督”和“发电机部件的金属监督”。
——将原规程的6个附录缩减为4个附录,取消了原规程的附录D、附录E和附录F。
金属技术监督标准

金属技术监督标准1 主题内容与适用范围本标准规定了国电太原第一热电厂金属监督的管理内容与要求、检查与考核。
本标准适用于国电太原第一热电厂金属技术监督的管理工作。
2 引用标准DL438-2000《火力发电厂金属技术监督规程》DL647-2004《电站锅炉压力容器检验规程》3 管理内容与要求3.1 金属监督的范围3.1.1介质温度>45(度或工作压力>6Mpa勺热力设备金属承压部件,例如:主蒸汽管道、再热蒸汽管道、导汽管、过热汽管、再热汽管、集汽联箱、汽缸、阀门、三通、紧固螺栓、汽包、给水管道及其联箱等设备。
3 . 1 . 2高速转动设备勺主要金属部件,如:汽轮机主轴、叶轮、叶片、发电机主轴、风扇、护环等。
3.1.3对锅炉压力容器监察范围内勺压力容器和重要承压部件进行定期检查。
3.2金属监督勺任务是:保证发电厂金属部件合理使用,在长期运行中安全可靠。
3.2.1监督承受高温、高压、高应力勺重要部件,在选用钢材、结构设计、加工工艺等方面能适应运行条件,保证长期安全运行。
3.2.2定期进行检查测试和分析研究,掌握上述金属部件的性能变化规律,对发现的问题,提出预防对策。
3.2.3在异常及事故情况下,协助分析原因,采取措施,排除故障。
3.3金属监督机构3.3.1厂金属监督在总工程师的领导下开展工作,设立三级金属监督网,厂部为一级网,专业为二级网,相关基层生产单位为三级网,并设立金属试验室,配备适当专业人员担负全厂的金属测试和检验任务,形成专业管理与群众管理相结合的金属技术监督机构。
3.3.2为加强金属监督工作,设厂金属监督专责人,同时是二级网和金属试验室的负责人,并作为总工程师在金属监督方面的职能助手。
3.3.3省电科院金属室是我省电力金属监督工作的业务主管部门,我厂金属监督专责人和金属试验室,接受省电科院金属室的指导和帮助,有关金属方面的重大技术问题,及时报请电科院金属室协助分析研究。
3.4职责3.4.1贯彻执行上级颁发的金属监督工作条例和有关规定,制定并负责督促执行本厂金属监督工作制度。
《火力发电厂金属技术监督规程》DLT 438—2016解读
《火力发电厂金属技术监督规程》D1/T438—2016解读随着我国超超临界机组发展,金属材料方面暴露出布了大量有关火电机组金属材料技术条件的新标准,故有必要对其进行修订。
近年来在火电机组金属部件的检验监督中暴露出的一些重要问题如下:(1)便携式里氏硬度计测量误差较大,国内外已有不少电站设备制造、检测单位采用现场布氏硬度计测量部件硬度,且测量的硬度值与试验室台式布氏硬度计测量值基本一致。
有必要在规程中对硬度检测做出相关规定。
(2)部件硬度的规定判据被电站设备制造行业认为不很合理,国内外标准对此有不同的规定。
根据以上情况,有必要对一些金属材料的硬度判据进行修订。
(3)蒸汽管道钢管端部区段层状缺陷检测无标准和判据。
(4)D1/T438-2009中没纳入对锅炉钢结构的金属监督。
(5)国内外大量新金属材料标准的颁布实施。
围内服役的集箱、管道数量较多,按服役温度400°C以上部件纳入金属监督的范围,一方面监督的联箱、管道数量大大增加,另一方面在这一温度范围服役的部件的蠕变损伤一般较小,故在规程中对400C~450C范围服役的集箱、管道的金属监督列出相应条款。
(2)在硬度检测方法和设备中增加采用现场布氏硬度计对有争议的硬度值进行校核。
(3)根据D1/T438—2009的实践和最新的一些相关标准对火电机组设备部件的硬度判据做出调整。
(4)对钢管端部0~500mm区段夹层缺陷的超声波探伤结果应规定判据。
(5)将D1/T438—2009中10“锅筒的金属监督”改为“锅筒、汽水分离器的金属监督”,并增加了对汽水分离器监督的条款和项目。
(6)关于锅炉受热面管的金属监督。
取消了原规程“9.1.1中的c)奥氏体不锈钢管应作晶间应力腐蚀试验''的见证或试验;增加了对奥氏体耐热钢管内壁喷丸层的质量检验;增加了T23钢制水冷壁管的检验监督条款和18Cr-8Ni系列奥氏体耐热钢的组织老化评级的条款。
(7)增加了汽轮机、发电机部件的金属检验验收的技术标准。
火电厂金属技术监督规程
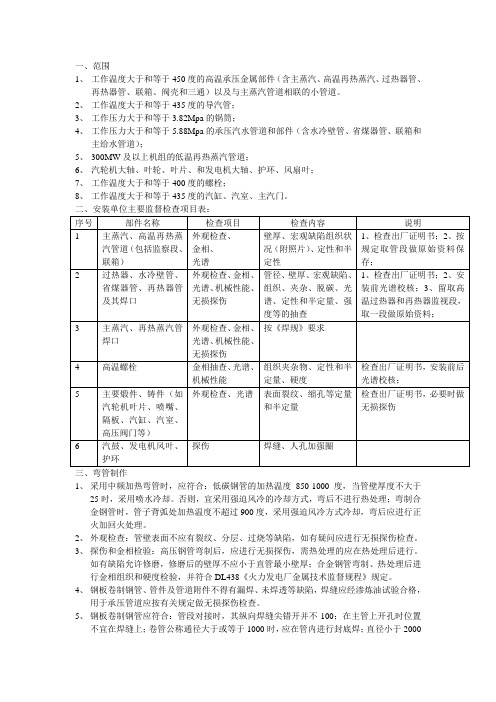
一、范围1、工作温度大于和等于450度的高温承压金属部件(含主蒸汽、高温再热蒸汽、过热器管、再热器管、联箱、阀壳和三通)以及与主蒸汽管道相联的小管道。
2、工作温度大于和等于435度的导汽管;3、工作压力大于和等于3.82Mpa的锅筒;4、工作压力大于和等于5.88Mpa的承压汽水管道和部件(含水冷壁管、省煤器管、联箱和主给水管道);5、300MW及以上机组的低温再热蒸汽管道;6、汽轮机大轴、叶轮、叶片、和发电机大轴、护环、风扇叶;7、工作温度大于和等于400度的螺栓;8、工作温度大于和等于435度的汽缸、汽室、主汽门。
二、安装单位主要监督检查项目表:三、弯管制作1、采用中频加热弯管时,应符合:低碳钢管的加热温度850-1000度,当管壁厚度不大于25时,采用喷水冷却。
否则,宜采用强迫风冷的冷却方式,弯后不进行热处理;弯制合金钢管时,管子背弧处加热温度不超过900度,采用强迫风冷方式冷却,弯后应进行正火加回火处理。
2、外观检查:管壁表面不应有裂纹、分层、过烧等缺陷,如有疑问应进行无损探伤检查。
3、探伤和金相检验:高压钢管弯制后,应进行无损探伤,需热处理的应在热处理后进行。
如有缺陷允许修磨,修磨后的壁厚不应小于直管最小壁厚;合金钢管弯制、热处理后进行金相组织和硬度检验,并符合DL438《火力发电厂金属技术监督规程》规定。
4、钢板卷制钢管、管件及管道附件不得有漏焊、未焊透等缺陷,焊缝应经渗炼油试验合格,用于承压管道应按有关规定做无损探伤检查。
5、钢板卷制钢管应符合:管段对接时,其纵向焊缝尖错开并不100;在主管上开孔时位置不宜在焊缝上;卷管公称通径大于或等于1000时,应在管内进行封底焊;直径小于2000卷管可有不多于两道的纵向焊缝,两纵向缝间距应大于300。
6、7、。
发电厂中金属技术监督管理
发电厂中金属技术监督管理摘要:在现代发电厂企业中,金属技术监督管理工作尤为重要,它所秉持的是全过程管理原则,充分掌握发电厂中不同设备的运行以及质量状况。
所以本文中所讨论的正是发电厂中金属技术监督管理工作的相关理论,指出其中管理问题,并对其管理工作优化对策进行了全面总结。
关键词:金属技术;监督管理;发电厂;管理问题;优化对策当前,发电厂企业中电厂均采用到金属技术监督管理工作体系,它对于发电厂整体的装置装备质量进行深度分析检查,其目的就是为了确保发电机组能够处理诸多技术故障问题,争取做到不断升级。
从某种程度来讲,要做到对金属技术监督管理工作体系操控性能方面的升级,确保其在发电厂中安全运行诸多重要任务,解决监督管理工作中所面临的各种难题。
一、金属技术监督工作的基本概述金属技术监督管理工作的主要目的就是为了保证发电厂企业中电力生产、人身生命财产绝对安全。
在生产期间,必须认真贯彻落实预防为主的核心方针,保证实行专业监督与群众监督相结合,如此才能体现金属技术监督工作的重要价值,做好相关工作。
一般来说,金属技术监督管理工作的主要运行范围为设备检修、材料供应以及检验等诸多环节。
比如说对发电生产过程中承压金属部件工作温度的监督、汽轮机大轴、叶轮、叶片、发电机风叶、护环的转动过程监督等等。
大体来讲就是要求金属技术监督工作实施到位,满足施工质量监督、材料监督、金属测试监督等多项工作的监督要求,确保发电厂设备生产运行质量提升。
二、发电厂中金属技术监督管理工作的困境难题发电厂企业采用金属技术监督管理体系优化实施相关监督管理工作是有必要的,它对于发电厂装置装备的整体质量改善帮助较大。
而作为发电厂企业中最为重要的工作任务,其在具体的技术监督管理实施过程中还是会遇到诸多困境难题的,下文具体来谈:(一)技术监督管理问题的提出实际上,我国发电厂企业基本遵循《火力发电厂金属技术监督规程》相关要求,即建立金属技术监督三级网络。
就目前发电厂金属技术监督管理工作现状来看,其中大量发电厂企业都希望围绕这一工作展开调研,在调研工作中就发现诸多缺陷问题。
金属技术监督实施细则

宝珠寺水力发电厂金属技术监督实施细则第一章总则第一条为进一步加强宝珠寺水力发电厂金属技术监督的工作,根据《中国华电集团公司技术监督管理办法(试行)》和《国家电网公司金属技术监督规定》,结合电力生产金属技术监督工作实际,特制定本实施细则。
第二条金属技术监督工作应坚持贯彻“安全第一、预防为主”的方针,在运行维护、停用、检修、设备改造及材料供应各个环节实行全过程、全方位的金属技术监督。
通过对受监金属部件的检测和诊断,及时了解并掌握设备金属部件的质量情况和健康状况,防止由于选材不当、材质不佳、运行工况不良、应力状态不当等因素而引起的各类事故,提高设备安全运行的可靠性,保证设备的使用寿命,提高安全运行水平。
第三条金属技术监督应严格按照《中国华电集团公司技术监督管理办法(试行)》的要求,建立相应的管理体系、制订相应的管理制度,规范、有序地开展技术监督工作。
第四条本实施细则适用于宝珠寺水力发电厂。
第二章金属技术监督机构设置和职责第五条金属技术监督机构设置1.宝珠寺水力发电厂金属技术监督实行“统一协调、分层管理、分级监督、信息共享、有效分析、共同防范”的原则。
2.建立金属技术三级监督网,在总工程师或分管厂长领导下,生产技术部设立一名金属技术监督工程师(一级),负责金属技术监督的技术管理工作;机修公司、发电部各设立一名金属技术监督工程师(二级),负责金属技术监督的协调及管理工作;班组(主机班、辅机班、综合班、发电部各班组)各设立一名金属技术监督员(三级),具体开展金属技术监督工作。
3.金属技术监督网络图第六条金属技术监督职责(一)生产技术部是电厂金属技术监督工作的归口管理部门,在总工程师或分管厂长领导下,负责金属技术监督的管理工作。
1.协助总工程师或分管厂长做好金属技术监督工作,积极主动协调金属技术监督执行部门完成金属技术监督任务。
2.具体贯彻落实制定的《宝珠寺水力发电厂技术监督管理制度》及本细则。
3.完善金属技术监督有关规章制度、细则、技术档案、设备台帐等并进行妥善管理。
DL438-2009火力发电厂金属技术监督规程
ICS 27.100F20备案号:26317-2009中华人民共和国电力行业标准DL/T 438—2009代替DL438-2000火力发电厂金属技术监督规程The technical supervision codes for metalin fossil-fuel power plant2009-07-22发布2009-12-01实施中华人民共和国国家能源局发布目次前言 (II)2 规范性引用文件 (1)3总则 (2)4名词术语 (2)5 金属材料的监督 (3)6 焊接质量的监督 (3)7 主蒸汽管道和高温再热蒸汽管道及导汽管的金属监督 (4)8高温联箱的金属监督 (9)9 受热面管子的金属监督 (11)10 汽包的金属监督 (13)11 给水管道和低温联箱的金属监督 (14)12 汽轮机部件的金属监督 (15)13 发电机部件的金属监督 (16)14 紧固件的金属监督 (17)15 大型铸件的金属监督 (17)16 金属技术监督管理 (18)附录A(规范性附录)金属技术监督工程师和金属实验室的职责 ............ 错误!未定义书签。
9 附录B(资料性附录)电站常用金属材料和重要部件国内外技术标准 (20)附录C(规范性附录)电站常用金属材料的硬度参考值 (23)附录D(规范性附录)低合金耐热钢蠕变损伤评级 (25)I前言本标准是根据《国家发展改革委办公厅关于印发2005年行业标准项目计划的通知》(发改办工业[2005]739号)的要求修订的。
本标准与DL 438-2000《火力发电厂金属技术监督规程》相比,主要作了以下修订:——本标准修订后由强制性改为推荐性标准。
——在章节的内容、编排顺序上作了大的调整。
——将原规程中“10 联箱和给水管道的技术监督”改为“高温联箱的金属监督”和“给水管道和低温联箱的金属监督”。
——将原规程中“11 汽轮发电机转子的技术监督”改为“汽轮机部件的金属监督”和“发电机部件的金属监督”。
燃煤火力发电厂技术监控规程金属技术监督

燃煤火力发电厂技术监控规程第1部分:金属技术监督1 范围本规程规定了中国大唐集团有限公司(以下简称“集团公司”)燃煤火力发电厂金属技术监督相关的内容、技术要求、管理要求、评价与考核。
本规程适用于集团公司燃煤火力发电厂金属技术监督工作。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 713 锅炉和压力容器用钢板GB/T 1591 低合金高强度结构钢GB/T 3274 碳素结构钢和低合金结构钢热轧钢板和钢带GB/T 5310 高压锅炉用无缝钢管GB/T 5677 铸件射线照相检测GB/T 5777 无缝钢管超声波探伤检验方法GB/T 7233 铸钢件超声波检测GB/T 8732 汽轮机叶片用钢GB/T 9443 铸钢件渗透检测GB/T 9444 铸钢件磁粉检测GB/T 11263 热轧H型钢和剖分T型钢GB/T 16507 水管锅炉GB/T 17394 金属材料里氏硬度试验GB/T 19624 在用含缺陷压力容器安全评定GB/T 20410 涡轮机高温螺栓用钢GB/T 50764 电力动力管道设计规范TSG G0001 锅炉安全技术监察规程NB/T 47008 承压设备用碳素钢和合金钢锻件NB/T 47010 承压设备用不锈钢和耐热钢锻件NB/T 47013 承压设备无损检测NB/T 47014 承压设备焊接工艺评定NB/T 47015 压力容器焊接规程NB/T 47018 承压设备用焊接材料订货技术条件NB/T 47019 锅炉、热交换器用管订货技术条件NB/T 47043 锅炉钢结构制造技术规范NB/T 47044 电站阀门DL/T 292 火力发电厂汽水管道振动控制导则DL/T 297 汽轮发电机合金轴瓦超声波检测DL/T 438 火力发电厂金属技术监督规程DL/T 439 火力发电厂高温紧固件技术导则DL/T 440 在役电站锅炉汽包的检验及评定规程DL/T 441 火力发电厂高温高压蒸汽管道蠕变监督规程DL/T 473 大直径三通锻件技术条件DL/T 505 汽轮机主轴焊缝超声波检测规程DL/T 515 电站弯管DL/T 531 电站高温高压截止阀闸阀技术条件DL/T 561 火力发电厂水汽化学监督导则DL/T 586 电力设备监造技术导则DL/T 612 电力行业锅炉压力容器安全监督规程DL/T 616 火力发电厂汽水管道与支吊架维修调整导则DL/T 647 电站锅炉压力容器检验规程DL/T 654 火电机组寿命评估技术导则DL/T 674 火电厂用20号钢珠光体球化评级标准DL/T 678 电力钢结构焊接通用技术条件DL/T 679 焊工技术考核规程DL/T 694 高温紧固螺栓超声检测技术导则DL/T 695 电站钢制对焊管件DL/T 714 汽轮机叶片超声波检验技术导则DL/T 715 火力发电厂金属材料选用导则DL/T 717 汽轮发电机组转子中心孔检验技术导则DL/T 718 火力发电厂三通及弯头超声波检测DL/T 734 火力发电厂锅炉汽包焊接修复技术导则DL/T 752 火力发电厂异种钢焊接技术规程DL/T 753 汽轮机铸钢件补焊技术导则DL/T 786 碳钢石墨化检验及评级标准DL/T 794 火力发电厂锅炉化学清洗导则DL/T 819 火力发电厂焊接热处理技术规程DL/T 820 管道焊接接头超声波检验技术规程DL/T 821 金属熔化焊对接接头射线检测技术和质量分级DL/T 850 电站配管DL/T 855 电力基本建设火电设备维护保管规程DL/T 868 焊接工艺评定规程DL/T 869 火力发电厂焊接技术规程DL/T 884 火电厂金相检验与评定技术导则DL/T 889 电力基本建设热力设备化学监督导则DL/T 922 火力发电用钢制通用阀门订货、验收导则DL/T 925 汽轮机叶片涡流检验技术导则DL/T 930 整锻式汽轮机转子超声检测技术导则DL/T 939 火力发电厂锅炉受热面管监督技术导则DL/T 940 火力发电厂蒸汽管道寿命评估技术导则DL/T 956 火力发电厂停(备)用热力设备防锈蚀导则DL/T 991 电力设备金属光谱分析技术导则DL/T 1105 电站锅炉集箱小口径接管座角焊缝无损检测技术导则DL/T 1113 火力发电厂管道支吊架验收规程DL/T 1317 火力发电厂焊接接头超声衍射时差检测技术规程DL/T 1422 18Cr-8Ni系列奥氏体不锈钢锅炉管显微组织老化评级标准DL/T 1423 在役发电机护环超声波检测技术导则DL/T 1603 奥氏体不锈钢锅炉管内壁喷丸层质量检验及验收技术条件DL/T 5054 火力发电厂汽水管道设计规范DL/T 5190 电力建设施工技术规范DL/T 5204 发电厂油气管道设计规程DL/T 5210 电力建设施工质量验收及评价规程DL/T 5366 发电厂汽水管道应力计算技术规程JB/T 1265 25MW~200MW汽轮机转子体和主轴锻件技术条件JB/T 1266 25MW~200 MW汽轮机轮盘及叶轮锻件技术条件JB/T 1267 50MW~200MW汽轮发电机转子锻件技术条件JB/T 1268 汽轮发电机Mn18Cr5系无磁性护环锻件技术条件JB/T 3595 电站阀门一般要求JB/T 5255 焊制鳍片管(屏)技术条件JB/T 5263 电站阀门铸钢件技术条件JB/T 6439 阀门受压件磁粉探伤检验JB/T 6902 阀门液体渗透检测JB/T 7024 300MW以上汽轮机缸体铸钢件技术条件JB/T 7026 50MW以下汽轮发电机转子锻件技术条件JB/T 7027 300MW以上汽轮机转子体锻件技术条件JB/T 7030 汽轮发电机Mn18Cr18N无磁性护环锻件技术条件JB/T 8705 50MW以下汽轮发电机无中心孔转子锻件技术条件JB/T 8706 50MW~200MW汽轮发电机无中心孔转子锻件技术条件JB/T 8707 300MW以上汽轮机无中心孔转子锻件技术条件JB/T 8708 300MW~600MW汽轮发电机无中心孔转子锻件技术条件JB/T 9625 锅炉管道附件承压铸钢件技术条件JB/T 9626 锅炉锻件技术条件JB/T 10087 汽轮机承压铸钢件技术条件JB/T 10326 在役发电机护环超声波检验技术标准JB/T 11017 1000MW及以上火电机组发电机转子锻件技术条件JB/T 11018 超临界及超超临界机组汽轮机用Cr10型不锈钢铸件技术条件JB/T 11019 超临界及超超临界机组汽轮机用高中压转子锻件技术条件JB/T 11020 超临界及超超临界机组汽轮机用超纯净钢低压转子锻件技术条件JB/T 11030 汽轮机高低压复合转子锻件技术条件ASME B31.1 压力管道规范ASTM A335/A335M 高温用无缝铁素体合金钢管BS EN 10246-14 钢管的无损检测第14部分:无缝和焊接(埋弧焊除外)钢管分层缺欠的超声检测DIN EN 10216-2 承压无缝钢管技术条件第2部分:高温用碳钢和合金钢管3 总则3.1 基层企业应贯彻落实国家、行业和集团公司、分子公司技术标准、规章制度和有关要求,保证金属技术监督工作有效开展。
火电厂金属技术监督规程

技术监督专责工程师的职责见本标准附录A。
请大家认真学习,为了深入推进公司“抓基 层、打基础、苦练基本功”的工作方针,每月月 底将依据培训内容进行班组培训考试。
3 名词术语 3.1 高温集箱 High Temperature Headers 指工作温度高于等于400℃的集箱。 3.2 低温集箱 Low Temperature Headers 指工作温度低于400℃的集箱。 3.3 监督段 Supervision Section of Pipe 蒸汽管道上主要用于金相组织和硬度跟踪检验的区段。
4.4 A级检修 A Class Maintenance A级检修是指对机组进行全面的解体检查和修理,以保持、恢复或提高设备
性能。国产机组A级检修间隔4~6年,进口机组A级检修间隔6~8年。 4.5 B级检修 B Class Maintenance B级检修是指针对机组某些设备存在的问题,对机组部分设备进行解体检查
检测和评判,提出相应的技术措施。 d )按照相应的技术标准,检查和掌握受监部件服役过程中表面状态、几何尺
寸的变化、金属组织老化、力学性能劣化,并对材料的损伤状态作出评估,提出相 应的技术措施。
e )对重要的受监金属部件和超期服役机组进行寿命评估,对含超标缺陷的部 件进行安全性评估,为机组的寿命管理和预知性检修提供技术依据。
本标准适用于以下金属部件的监督:
a)工作温度高于等于400℃的高温承压部件(含主蒸汽管道、再热热段蒸汽管 道、过热器管、再热器管、集箱和三通),以及与管道、集箱相联的小管。
b)工作温度高于等于400℃的导汽管、联络管。 c)作压力高于等于3.8MPa锅筒和直流锅炉的汽水分离器、储水罐和压力容器。 d)工作压力高于等于5.9MPa的承压汽水管道和部件(含水冷壁管、蒸发段、 省煤器管、集箱、减温水管道、疏水管道和主给水管道)。
中国大唐集团公司水电金属技术监督制度(大唐集团制〔2007〕70号)附件1
附件1:中国大唐集团公司水电金属技术监督制度第一章总则第一条为保证中国大唐集团公司(以下简称集团公司)水力发电厂金属技术监督范围内各种金属部件的运行安全和人身安全,根据原国家经济贸易委员会颁发的DL438-2000《火力发电厂金属技术监督规程》和《中国大唐集团公司技术监控管理办法》,制定本制度。
第二条本制度适用于集团公司及其各分、子公司、各基层发电企业和技术监控管理服务单位。
第三条金属技术监督是电力生产、建设过程中技术监督的重要组成部分,是保证水力发电厂安全生产的重要措施,要从设备设计、选型、制造、安装、调试、试运行、运行、停用、检修、设备改造等各个环节进行全过程技术监督和技术管理。
第四条金属技术监督的目的是通过对受监部件的检测和诊断,及时了解并掌握设备金属部件的质量情况和健康状况,防止由于选材不当、材质不佳、焊接缺陷、运行工况不良、应力状态不当等因素而引起的各类事故,减少非计划停运次数,保证人身安全,提高设备安全运行的可靠性,延长设备的使用寿命。
第五条金属技术监督要依靠科技进步,采用和推广成熟、行之有效的新技术、新方法,不断提高金属技术监督的专业水平。
第六条金属技术监督必须贯彻“安全第一、预防为主”的方针,坚持“关口前移、闭环管理”的原则,实行专业监督与群众监督相结合的方法,实行全过程监督。
第二章金属技术监督的任务第七条做好受监范围内各种金属部件在制造、安装和检修过程中的材料质量、焊接质量、部件质量监督以及相应的金属试验工作。
第八条检查和掌握受监金属部件和结构在运行过程中发生的空蚀、磨损、腐蚀、裂纹、变形、渗漏等现象的变化和发展情况,及时采取措施避免设备发生事故。
第九条了解及掌握压力容器及其他特种设备的运行情况及检查的结果。
第十条参加受监金属部件事故的调查和原因分析,总结经验,提出处理对策,并督促实施。
第十一条参与焊工培训考核工作。
第十二条参与新机组的监造和老机组更新改造工作,参加带缺陷设备和超期服役机组的安全评估、寿命预测和寿命管理工作。
中国大唐集团公司火电金属技术监督制度

中国大唐集团公司火电金属技术监督制度第一章总则第一条为保证中国大唐集团公司(以下简称集团公司)火力发电厂金属技术监督范围内各种金属部件的运行安全和人身安全,根据DL438《火力发电厂金属技术监督规程》和《中国大唐集团公司技术监控管理办法》,制订本制度。
第二条金属技术监督是电力生产、建设过程中技术监督的重要组成部分,是保证火力发电厂安全生产的重要措施,要从设备设计、选型、制造、安装、调试、试运行、运行、停用、检修、设备改造等各个环节进行全过程技术监督和技术管理。
第三条金属技术监督的目的是通过对受监部件的检测和诊断,及时了解并掌握设备金属部件的质量情况和健康状况,防止由于选材不当、材质不佳、焊接缺陷、运行工况不良、应力状态不当等因素而引起的各类事故,减少非计划停运次数,保证人身安全,提高设备安全运行的可靠性,延长设备的使用寿命。
第四条金属技术监督要依靠科学进步,采用和推广成熟、行之有效的新技术、新方法,不断提高金属技术监督的专业水平。
第五条金属技术监督必须贯彻“安全第一、预防为主”的方针,坚持“关口前移、闭环管理”的原则,实行专业监督与群众监督相结合的方法,实行全过程监督。
第六条本办法适用于集团公司各上市公司、分公司、省发电公司,各基层发电企业,技术监控管理服务单位。
第二章金属技术监督的任务第七条做好受监范围内各种金属部件在设计、制造、安装和检修过程中的材料选型、制造质量、焊接质量、部件质量监督以及相应的金属试验工作。
第八条检查和掌握受监部件服役过程中金属部件受力状况、组织变化、性能变化和缺陷发展情况。
如发现问题,及时采取防爆、防断、防裂措施。
对调峰运行的机组,其重要部件应加强监督。
第九条掌握受监范围内管道长期运行后的应力状态和支吊架全面检查的结果。
第十条参加受监金属部件事故的调查和原因分析,总结经验,提出处理对策,并督促实施。
第十一条参与焊工培训考核工作,加强焊接管理。
第十二条参与新机组的材料选型、设备监造和老机组更新改造工作,参加带缺陷设备和超期服役机组的安全评估、寿命预测和寿命管理工作。
dl438-火力发电厂金属技术监督规程
ICS 27.100F20备案号:26317-2009中华人民共和国电力行业标准火力发电厂金属技术监督规程The technical supervision codes for metalin fossil-fuel power plant中华人民共和国国家能源局发布目次前言.............................................................. 错误!未定义书签。
2 规范性引用文件...................................................... 错误!未定义书签。
3总则................................................................. 错误!未定义书签。
4名词术语............................................................. 错误!未定义书签。
5 金属材料的监督...................................................... 错误!未定义书签。
6 焊接质量的监督...................................................... 错误!未定义书签。
7 主蒸汽管道和高温再热蒸汽管道及导汽管的金属监督 ...................... 错误!未定义书签。
8高温联箱的金属监督................................................... 错误!未定义书签。
9 受热面管子的金属监督................................................ 错误!未定义书签。
10 汽包的金属监督..................................................... 错误!未定义书签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金属技术监督规程发电机部件的监督
1.1 制造阶段的监督
制造阶段应依据DL/T 586对发电机转子大轴、集电环(或称滑环)、护环、中心环、风扇叶片等部件的制造质量进行现场监督检验和资料审查。
1.2 安装阶段的监督
1.3 安装前,应对发电机转子大轴、护环等部件以下出厂资料进行审查:
a)制造商提供的部件质量证明书,质量证明书中有关技术指标应符合现行国家标准、行业技术标准(若无国
内外国家标准或行业标准,可按企业标准)和合同规
定的技术条件;对进口锻件,除应符合有关国家的技
术标准和合同规定的技术条件外,还应有商检合格证
明单;发电机转子大轴、护环材料及制造有关技术条
件见附录G、附录H;
b)转子大轴和护环的技术指标包括:
1)部件图纸。
2)材料牌号。
3)锻件制造商。
4)坯料的冶炼、锻造及热处理工艺。
5)化学成分。
6)力学性能:拉伸、硬度、冲击、脆性形貌转变温度
FATT50(若标准中规定)或FATT20。
7)金相组织、晶粒度。
8)残余应力测量结果。
9)无损检测结果。
10)发电机转子、护环电磁特性检验结果。
11)几何尺寸。
1.4 国产汽轮发电机转子、护环锻件验收,应满足以下规定:
a)1000MW及以上汽轮发电机转子锻件技术要求和质量检
验应符合JB/T 11017;
b)300MW~600MW汽轮发电机转子锻件技术要求和质量检
验应符合JB/T 8708;
c)50MW~200MW汽轮发电机转子锻件技术要求和质量检
验应符合JB/T 1267;
d)50MW~200MW汽轮发电机无中心孔转子锻件技术要求
和质量检验应符合JB/T 8706;
e)50MW以下汽轮发电机转子锻件技术要求和质量检验应
符合JB/T 7026;
f)50MW以下汽轮发电机无中心孔转子锻件技术要求和质
量检验应符合JB/T 8705;
g)300MW~600MW汽轮发电机无磁性护环锻件技术要求和
质量检验应符合JB/T 7030;
h)50MW~200MW汽轮发电机无磁性护环锻件技术要求和
质量检验应符合JB/T 1268;
1.5 转子安装前应进行如下检验:
a)对发电机转子大轴、护环等部件进行外观检查,对易
出现缺陷的部位重点检查,应无裂纹、严重划痕,依
据检验结果作出处理措施。
对一些可疑缺陷,必要时
进行表面检测。
对表面较浅的缺陷应磨除,转子若经
磁粉检测应进行退磁;
b)若制造商未提供转子、护环检测报告或对其提供的报
告有疑问时,应对转子、护环进行无损检测;
c)对转子大轴进行硬度检验,圆周不少于4个截面且应
包括转子两个端面,每一截面周向间隔90°进行硬度
检验。
同一圆周的硬度值偏差不应超过30HB,同一母
线的硬度值偏差不应超过40HB。
硬度检验按本规程
4.5.2.5执行,若硬度偏离正常值幅度较多,应分析原
因,同时进行金相组织检验;
1.6 运行阶段的监督
1.7 发电机运行过程中应加强巡检,当发生振动超标、超速情况时,应及时查明原因并处理,防止发电机金属部件发生损伤或损伤事故的扩大。
1.8 机组进行超速试验时,转子大轴的温度不得低于转子材料的脆性转变温度。
1.9 检修阶段的监督
1.10 机组投运后每次A级检修对转子大轴(特别注意变截面位置)、护环、风冷扇叶等部件进行表面检验,主要检查表面有无裂纹、严重划痕、碰撞痕印,有疑问时进行无损检测;对表面较浅的缺陷应磨除;转子若经磁粉检测后应进行退磁。
无损检测按NB/T 47013执行。
1.11 护环拆卸时应对内表面进行渗透检测,应无表面裂纹类缺陷;护环不拆卸时按DL/T 1423或JB/T 10326进行超声波检测。
1.12 机组运行10万小时后的第1次A级检修,应根据设备状况对转子大轴的可检测部位进行无损检测。
以后的检验为2 个A级检修周期。
1.13 机组运行10万小时后第1次A级检修中,应对护环内壁进行无损检测,以后的检验为2个A级检修周期。
1.14 机组每次A级检修,应对转子滑环(或称集电环)进行表面质量检验,检验结果应无表面裂纹。
1.15 对Mn18Cr18系钢制护环,在机组第三次A级检修时开始进行无损检测和晶间裂纹检查(通过金相检验),此后每次A级检修进行无损检测和晶间裂纹检验,金相组织检验完后应对检验点多次清洗;对18Mn5Cr系钢制护环,在机组每次A级检修时,应进行无损检测和晶间裂纹检查(通过金相检验)。
1.16 根据检查结果采取如下处理措施:
a)对表面较浅缺陷,应磨除;
b)对存在超标缺陷的转子,应进行安全性评估和剩余寿
命评估,评估按照 DL/T 654 执行。
带缺陷、需监督
运行的转子,应根据情况制定安全运行技术措施;
c)对护环内表面检测存在裂纹时,应更换处理。
对存在
晶间裂纹的护环,应作较详细的检查,根据缺陷情况,组织有关专家进行讨论,确定消缺方案或更换;。