总装工艺流程卡
汽车制造与装配技术《汽车装配工艺卡片》

作业、思考
一、掌握汽车装配工艺规程卡片的制定
1请完成以下内容的签字规那么
校核:
审查:
标准检查:
会签:
审定:
2编制以下图中曲柄连杆组件装配工艺规程,制作装配工艺卡。
汽车装配工艺卡片
授课内容
汽车装配工艺卡片
授课学时
1学时
教学பைடு நூலகம்的
掌握汽车装配工艺规程卡片的制定
教学重点、难点
汽车装配工艺规程卡片的制定
教具和媒体使用
多媒体课件、板书
教学方法
讲授法
教学过程
一、装配工艺规程〔1学时〕
1汽车总装工艺规程
汽车总装工艺规程就是对总装操作过程的规定,简单来说,总装工艺规程就是汽车总装配流程或过程的标准。
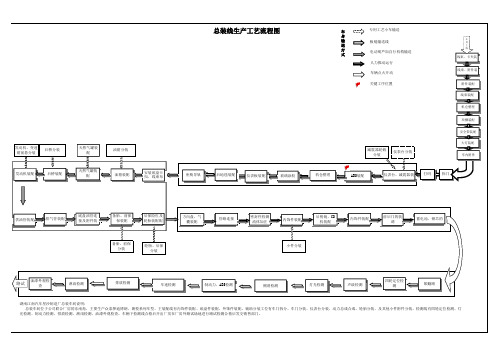
总装工艺流程

总装工艺流程图A001.车辆上线及检查。
A011.上线信息装备2.装配行李箱扭簧3.装配行李箱缓冲垫4.装配行李箱工艺堵头5.装配天窗排水管A021.装配机盖撑杆2.打刻VIN号码3.装配机盖拉线4.拆卸四车门限位装置5.安装行李箱左/右缓冲块6.装配油冷器左右支架(DSI)A031.装配发动机左右悬置总成2.装配行李箱锁带加油口盖锁开启手柄总成3.布置底板线束总成4.布置顶灯线束5.装配天灯及线束A041.粘贴车辆外部标识2.装配顶棚隔热垫3.粘贴顶灯线束A051.装配前门密封条总成2.装配前门线束总成3.装配行李箱通风口总成4.装配行李箱上/下消音垫5.布置底板线束A061.装配四门门密封条2.装配四门限位器A071.装配冷却风扇调节电阻2.装配谐振箱总成3.装配洗涤壶总成4.装配空气滤清器进气管5.安装行李箱密封条A081.固定四门限位器2.装配四门门控制开关总成3.固定底板线束搭铁线金敏,A09 F06 1.分装离合器总泵组件1.装配前风挡玻璃下接水槽2.装配发动机前围隔热板3.装配离合器总泵组件4.粘贴胶盖(机舱内)5.挂四门限位弹簧6.固定离合器泵出油硬管A10 F05 1.分装转向管柱及锁件1.装配行李箱锁总成2.装配行李箱锁扣总成3.装配洗涤软管及喷水头4.装配发动机盖隔热垫5.放置转向管柱及锁组件6.装配发动机盖密封条A111.拆卸四门限位器弹簧2.装配四门外把手3.装配四门锁机构4.装配车身工艺橡胶堵头5.布置底板线束A121.紧固四门锁机构2.装配四门锁扣总成3.布置底板线束(尾灯)4.布置底板线束(后置物台)A131.装配机舱线束总成2.装配电动天窗总成3.装配空调出水接头4.装配前围隔音垫总成5.装配副仪表台隔音垫总成A141.装配制动总泵总成2.连接离合器总泵进油软管3.装配油门拉线限位弹簧4.固定机舱线束保险丝盒及搭铁线5.粘贴胶盖(前/后底板)A151.装配油门踏板总成2.紧固加油口盖开启手柄A161.装配冷却油管护套2.装配油冷器总成3.装配冷凝器总成4.装配散热器组件5.装配机盖锁总成6.装配侧门帘总成A171.装配制动踏板离合踏板总成A181.装配顶棚内饰板总成2.装配后支柱总成A191.装配ABS模块2.装配后除霜保护器及搭铁线3.装配遮阳板总成4.装配前顶灯总成5.装配后顶灯总成6.装配ECU支架7.装配ECU总成8.骨架右支架A201.连接制动油管2.装配后扬声器总成3.固定除霜保护器总成及搭铁线4.检验油管扭力A211.装配加油弯管总成2.装配加油口盖开启手柄3.装配加注口盖总成4.装配后支柱紧固件螺栓5.固定散热器上支架6.装配换挡软轴总成7.分装安全气囊控制器8.装配安全气囊控制器组件9.装配空调过滤管A221.装配空调总成2.装配空调进出水管堵头3.装配右前乘客拉手支架4.装配乘客拉手5.装配牌照灯总成6.装配天窗装饰条A231.装配行李箱照明灯总成2.装配仪表板左右安装板总成3.校验后滑柱扭矩4.分装仪表线束总成5.装配仪表板骨架总成6.装配仪表板骨架上安装支架7.连接仪表线束组件A241.固定ABS油管支架2.装配空调低压油管支架3.固定换挡软轴总成4.连接ABS插接件5.装配室外温度传感器总成(自动空调)A251.装配雨刮器总成2.装配中立板隔热垫及中立柱线束护板3.装配侧转向灯4.零部件扫描B011.装配后安全带卷收器总成B021.装配电子防盗控制器及支架总成2.装配仪表板左右安装板总成3.紧固仪表线束总成4.装配动力转向管路带储液罐总成5.装配高压硬管总成B031、装配后排座通风口2、装配驻车制动操纵装置总成3、装配前地毯总成B041.装配氧气传感器固定支架、离合器软管支座2.装配高低音喇叭总成3.装配遥控防盗监控器及支架总成4.装配手动换挡器总成B051.安装车门框密封条B061.安装前排安全带高度调节器和中立柱上装饰板2.安装前安全带卷收器总成B071.预留B081.装配仪表板下罩总成2.装配电动后视镜开关面板总成B091.装配行李舱隔板装饰板2.装配高位制动灯B101.装配空调通风管B111.分装上仪表与安全气囊组件2.装配仪表板上罩组件3.固定安全气囊下支架B121.装配手动空调控制面板B131.装配前车门玻璃导槽及导槽密封条2.装配前车门玻璃升降器总成B141、装配前门玻璃总成2、装配前门扬声器总成3、装配前门支架4、转卡塑料螺母(前门)B151.装卡后门玻璃升降器总成2.装配后门三角玻璃总成、玻璃导槽和密封条3.装卡后门塑料螺母B161.装配后门玻璃总成和玻璃外密封条B171.装配前后车门挡水膜总成2.安装后门支架3.装配前车门塑料堵头和后门塑料环形孔塞B181.打印粘贴国际代码编号标牌1.装配前组合灯总成B201.装配车门内把手和前门内饰板安装支架2.安装后车门内饰板安装支架3.装配前立柱内饰板总成B211.装配后门内饰板总成和后门控制面板总成B22、B231.分装前后风窗玻璃2.装配前风挡版玻璃组件3.装配后风挡版玻璃组件4.面板装饰罩B241.装卡后保险杠内衬条2.装配后保险杠总成组件B251.装配前保险杠内衬条2.装配前保险杠总成组件3.装配左右后组合灯总成B261.装配行李舱门装饰条2.装配行李舱门内饰板总成B271.扫描2.过程检验B28、B29、B301.预留返修工位C011.装配车身下部橡胶堵头2.装配油管组件3.刷PVC胶C021.装配换挡软轴固定板2.装配前排气隔热板3.装配轮速传感器中支架4.装配左右下护板组件5.装配后轴加强板C031.装配燃油滤清器2.装配油箱组件3.连接油管4.装配加油弯管塑料护套5.装配碳管总成(包括分装油管)6.两管夹C041.装配四通阀及油管连接2.装配油管卡子C05~C09 E线 1.装配发动机组件2.分装后桥组件1.装配发动机组件2.装配后桥组件1.前悬架部分扭力校验2.装配底护板塑料夹片螺母3.后桥扭力校验C111.固定手刹拉线2.装配后牵引环C121.校验传动轴与制动器连接扭力2.装配副车架堵头C131.连接左右后制动软管2.固定左右后轮速传感器线束C141.连接左右前制动软管2.固定左右前轮转速传感器C151.装配左右后轮罩衬板C161、紧固左右后轮罩衬板、装配左右挡风板C171.装配左右前轮内衬C181.装配左右前轮挡泥板、紧固左右前轮内衬C191.装配中排气管隔热板2.连接转向助力油管3.装配水箱下水管4.装卡转向管柱外防尘罩5.装配发动机左右底护板C201.装卡橡胶吊挂2.装卡中排气管3.装卡后排气管C211.连接前忠吼排气管及扭力校验C221.紧固左右后轮罩衬板装配左右挡风板C231.装配左右前轮内衬C241.装配水箱上水管2.装卡油管卡,高低、压软管扭力3.调整手刹行程4.连接ECU插头5.连接并固定轮速传感器C251.校验左右悬置扭力2.校验前滑柱扭力3.连接暖风进出水管/连接真空助力胶管4.连接离合软管5.连接换挡软管1.扫描2.吹油3.固定后氧气传感器线束C271.放置备胎2.装配轮胎C281.扭力校验D011.校验转向管柱扭力2.拉起手刹3.装配转向管柱防尘罩总成4.预装安装底座5.装配千斤顶6.固定氧气传感器7.固定发动机ECU护板8.拓印膜D021.紧固安装底座2.装配空气滤清器3.右储物盒分装/合装4.连接发动机线束与仪表线束D031.装配蓄电池总成2.装配左右外电动后视镜3.装配左右前门框角饰盖总成D041.装配组合仪表总成2.装配内后视镜总成3.机舱内线路管路连接D051.连接左右前小扬声器罩带扬声器组成2.装配左右前门门控面板支架3.装配左右前门内饰板总成4.加注防冻液5.黏贴标识D061.装配左右组合开关总成2.装配螺旋电缆总成3.装配电子防盗线圈总成4.装配转向管柱上下罩D071.加注空调制冷剂2.加注制动液3.装配车轮罩总成D101.装配副仪表板安装支架2.装配副仪表总成3.装配副仪表面板4.装配换挡机构装饰面板5.装配油箱口盖拉线6.装配备胎装置D111.加注动力转向液2.加注玻璃清洗液3.装配行李舱隔板左右装饰板D121.铭牌打印和装配2.气密及通气检测和扫描3.装配顶盖左右侧装饰条4.装配油箱盖D131.装配通风盖板总成和通风盖板密封条总成2.装配四门槛内装饰总成3.装配前柱左右下装饰板4.装配驾驶员左脚踏板饰件5.装配左右后柱上装饰板总成D141.装配雨刮臂刮片2.装配后安全带中部差锁器总成3.装配后座椅侧支架D151.装配后座椅靠背2.装配左右后座椅侧翼总成3.装配后座椅后垫总成4.装配水系灭火器总成5.装配行李舱地毯D161.装配左前座椅总成2.装配右前座椅总成D171.加注汽油/钥匙匹配D181.装配转向盘和扫描2.装配转向盘上盖3.装配散热器面罩4.装配水箱上横梁装饰板D191.装配发动机塑料护罩组件四轮定位检测、灯光检测侧滑检测车速检测制动轴重检测尾气检测、喇叭噪声监测淋浴检测路试检测整车检测合格入库。
商用车车身总装工艺流程
商用车车身总装工艺流程英文回答:Body Assembly Process for Commercial Vehicles.1. Pre-Assembly.The body parts are подготовлены before assembly by cleaning, sanding, and painting them.The parts are then inspected for any defects.2. Sub-Assembly.The body parts are assembled into smaller sub-assemblies, such as the roof, doors, and fenders.These sub-assemblies are then inspected for any defects.3. Final Assembly.The sub-assemblies are assembled into the final body of the commercial vehicle.The body is then inspected for any defects and tested for leaks.4. Finishing.The body is finished by applying a primer and paint.The body is then polished and buffed to a high shine.5. Inspection.The finished body is inspected for any defects.The body is then approved for use on the commercial vehicle.中文回答:商用车车身总装工艺流程。
1. 预装。
组装前对车身零件进行准备,包括清洗、打磨和喷漆。
总装工艺流程图
6、垫圈Ø15×1.5 1件
7、密封圈Ø14.5×18.5×2.4 1件
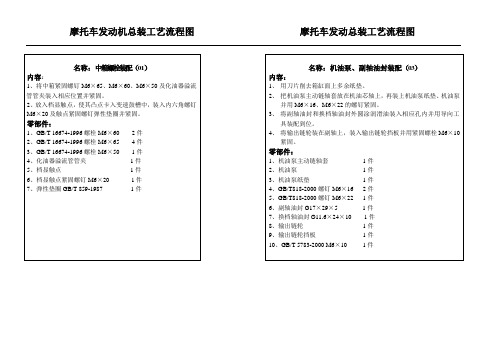
名称:气缸头装配(06)
内容:
1、将正时链条套在曲轴链轮上,装上张紧轮、正时链轮、导向轮、导向轮轴铝垫及导向轮轴并旋入三圈以上。
2、装缸头组件,把正时链轮提到与凸轮轴对齐,插入M6×110螺栓(带垫圈Ø6.2×1.5)进入凸轮轴孔中防止正时链轮滑落。
3、装离合器分离升板、曲轴过油管及弹簧、离合器分离臂。
4、检查离合器紧固螺母扭力。
零部件:
1、自动离合器1件2、离合器盖板1件
3、纸垫1件4、GB/T276-1994轴承1件
5、螺母1件6、防松垫片1件
7、弹性垫圈1件8、曲轴过油管1件
9、弹簧1件
10、离合器分离升板1件
11、离合器分离臂1件
12、GB/T 819.1-2000螺钉M5×7 4件
3、在活塞销表面上涂上润滑油后用手推入活塞销孔,用尖嘴钳将活塞销挡圈镶入槽内。
零部件:
1、A栓M6×202 2件
2、B栓M6×194 2件
3、定位销Ø8×12 26、活塞销1件
7、活塞销挡圈1件
8、气缸体底回油密封圈1件
名称:气缸体装配(05)
内容:
1、转动曲轴,使活塞留在上止点,用手指按住活塞环,把缸体向下推压致活塞全部进入缸体孔内。
10、档显线1件
11、档显线压板1件
12、GB/T 16674-1996螺栓M6×12 1件
名称:气密性检测(关键工序)(13)
内容:
1、将气压调整好后将通气管套在发动机废气管上。
2、将发动机放入水箱中,在保证进排气关闭的状态况下,发动机各部位不允许有气泡,若有气泡的地方用粉笔做好标识,进行返修。
纯电动重卡总装工艺流程

纯电动重卡总装工艺流程【摘要】纯电动重卡总装工艺流程在当今汽车行业中扮演着重要的角色。
本文将详细介绍了纯电动重卡总装工艺流程的各个环节,包括零部件采购与入库流程、总装车间的布置与准备工作、车身吊装与焊接、电池组装与安装以及电控系统集成与调试。
通过对这些工艺流程的分析,我们可以了解到纯电动重卡的装配过程是如何进行的。
在结论部分也分析了纯电动重卡总装工艺流程的优势和未来发展方向,指出了其在节能环保、提升车辆性能等方面的潜力与前景。
通过本文的介绍,读者可以更加深入了解纯电动重卡总装工艺流程的重要性和发展趋势。
【关键词】纯电动重卡、总装工艺流程、零部件采购、车身焊接、电池组装、电控系统、优势、未来发展方向1. 引言1.1 纯电动重卡总装工艺流程的重要性纯电动重卡总装工艺流程的重要性体现在多个方面。
对于汽车制造企业来说,确立一套科学高效的总装工艺流程能够提高生产效率,降低生产成本,提升产品质量,从而增强企业竞争力。
纯电动重卡总装工艺流程的完善不仅关系到整车的性能表现,还关乎整车的安全性和可靠性,直接关系到用户的舒适性和使用体验。
纯电动重卡总装工艺流程的优化还能够减少资源浪费,推动节能减排,符合当前社会对绿色可持续发展的需求。
正因为如此,纯电动重卡总装工艺流程的重要性不容忽视,需要制定科学合理的流程,确保每个环节都能够顺畅高效地进行,以实现产品质量和工艺水平的提升,为车辆的使用者提供更加优质的产品和服务。
1.2 纯电动重卡总装工艺流程的背景背景中值得注意的是,纯电动重卡总装工艺流程的建立和发展并非一蹴而就,而是经过了长期的探索和实践。
在初期阶段,纯电动重卡总装工艺流程存在着诸多技术难题和挑战,如电池技术的不断进步、电控系统的稳定性等问题。
但是随着科技的不断进步和工艺的不断优化,纯电动重卡总装工艺流程逐渐成熟和完善。
通过不断地改进和创新,纯电动重卡总装工艺流程在提高生产效率、降低生产成本、保障产品质量等方面取得了显著的成果。
重卡总装工艺流程

重卡总装工艺流程
大家可能见过很多大卡车,但是你们知道这些大卡车是怎么组装起来的吗?今天,我们就来聊聊“重卡总装工艺流程”吧。
什么是重卡总装工艺流程呢?其实,重卡总装工艺流程就是把一辆大卡车的各个部件组装到一起的过程。
这个过程就像我们拼图一样,需要把不同的部分放到正确的位置,然后拼成了一辆大卡车。
首先,我们准备好所有的部件,如发动机、轮胎、驾驶室。
这些都是之前已经制作好的。
接下来,我们开始组装车架,也就是卡车的骨架。
这个过程需要把不同的钢板焊接在一起,组成一个坚固的框架。
然后,我们会把发动机和底盘安装到车架上。
发动机是卡车的“心脏”,让卡车能够跑起来;底盘包括刹车、燃油等重要的部件。
我们把驾驶室和车身安装到车架上。
驾驶室是司机工作的地方,车身包括车门、车窗等部分。
最后,我们会安装轮胎和电气设备。
轮胎让卡车能够稳稳地行驶在路上;电气设备包括车灯、喇叭等,让卡车在夜间要警示时能够发出信号。
以上就是我整理的重卡总装工艺流程!大家明白了吗!。
总装配工艺作业指导卡哪些内容

总装配工艺作业指导卡哪些内容总装配工艺作业指导卡是指导总装工艺操作的一份重要文件。
它包含了总装过程中的各个环节及相关工艺操作细节,旨在为工艺操作人员提供操作指导,确保总装过程中产品品质的稳定和提高生产效率。
下面将分别从指导卡的内容、编写流程和使用注意事项三个方面进行介绍。
一、指导卡的内容1.总装工艺流程:指导卡应包括总装工艺的流程图,包括每个环节的操作流程、顺序和对应的检查内容等。
2.工艺参数:指导卡应包括每个环节的工艺参数,如焊接温度、焊接时间、压力等参数,以保证产品的稳定质量。
3.工具和设备:指导卡应包括每个环节所需的工具和设备,如焊机、螺丝刀等,以确保操作人员具备必要的工具和设备。
4.检验方法:指导卡应包括每个环节的检验方法,如外观检查、尺寸检测、性能测试等,以确保产品质量满足要求。
5.质量控制:指导卡应包括每个环节的质量控制点,如焊接质量、表面处理等,以确保产品质量符合标准。
二、指导卡的编写流程1.确定总装流程:首先需要确定总装的流程,包括每个环节的顺序和操作方法等。
2.制定工艺参数:根据总装流程,制定每个环节的具体工艺参数,以保证产品质量稳定。
3.明确检验方法:根据总装流程,明确每个环节的检验方法,以确保产品质量符合要求。
4.制定质量控制点:根据总装流程,制定每个环节的质量控制点,以确保产品质量符合标准。
5.整合编写指导卡:将上述内容整合起来,编写成指导卡,确保操作人员能够准确、详细地了解每个环节的操作方法。
三、使用注意事项1.操作人员应认真阅读指导卡,确保操作符合要求。
2.操作人员应严格按照指导卡的流程和要求进行操作。
3.操作人员应注意工艺参数和质量控制点,确保产品质量符合要求。
4.操作人员应注意检验方法,确保产品质量符合标准。
5.指导卡应及时更新,以保证内容的准确性和实用性。
指导卡是一份非常重要的文件,它对于产品质量的稳定和生产效率的提高具有重要作用。
因此,在编写和使用指导卡时,需要认真对待,确保其内容准确、实用,并严格遵循操作要求和注意事项,以确保产品质量和工艺操作的稳定性。
汽车总装车间工艺流程
汽车总装车间工艺流程汽车的总装配是整个汽车制造过程的最后阶段,汽车整车的质量最终是由总装配来保证的。
因为如果装配不当,即使所有零件的加工质量都合格也难以获得符合质量要求的产品;反之,若零件加工的质量不够高,却可以通过制定合理的装配方法,使产品质量合格。
由于汽车总装配所花费的劳动量很大、占用时间多、占用场地大,其对整车生产任务的完成、企业劳动生产率以及生产成本与资金周转、市场营销等均有直接影响。
因此,必须高度重视汽车整车的总装配工作。
1、总装配的主要工作内容1.1物流系统准备:(1)组织进外协件、外购件。
(2)必要的物资储备。
1.2制定生产计划进度1.3制定装配工艺规程:(1)划分装配单元。
(2)制定装配工艺流程。
(3)制定调整、检测标准。
(4)设计装配中的夹具及工位器具。
(5)通过调试确定保证精度的装配方法。
1.4装配的工作内容1)冲洗、点件:进人加装的零件必须先展开冲洗,以除去在生产、储藏、运输过程中所附着的油脂、污物、工件、灰尘等。
有关部件、总成在运转磨合后也应清洗。
清洗对于保证和提高装配质量、延长产品的使用寿命有着重要意义。
2)均衡处置:运转机件的均衡就是加装过程中的一项关键工作。
尤其就是那些输出功率低、运转平稳性建议低的机器,对其零、部件的均衡建议更为严苛。
旋转体机件的均衡存有静平衡和动平衡两种方法。
对于盘状旋转体零件,例如皮带轮、飞轮等,通常只展开静平衡;对于长度小的转动机件,例如曲轴、传动轴等,必须展开动平衡。
3)过盈连接:对于过盈连接件,在装配前应保持配合表面的清浩。
常用的过盈连接装配方法有压人法和热胀法两种。
压人法系在常温条件下以一定压力压人配合,会把配合表面微观不平度挤平,影响过盈量。
压人法适用于过盈量不大和要求不高的场合。
重要的、精密的机械以及过盈量较大的连接处常用热胀(或冷缩)法装配,即采用加热孔件或冷缩轴件的办法,使得缩小过盈量或达到有间隙后再进行装配。
4)螺纹连接:在汽车结构中广泛采用螺纹连接,对螺纹连接的要求是:(1)螺栓杆部不产生伸展变形,螺栓头部、螺母底面与被连接件碰触较好。
工艺流程卡模板

工艺流程卡模板工艺流程卡是一种用于记录和传递生产工艺信息的重要文档。
它包含了从原材料准备到最终成品制作的详细工序和操作要求。
在生产过程中,工艺流程卡扮演着指导作用,帮助生产人员准确无误地完成各项工作。
下面是一个工艺流程卡的模板示例,旨在帮助企业制定自己的工艺流程卡。
工艺流程卡模板1. 产品信息•产品名称:•产品代码:•规格型号:•客户要求:2. 原材料准备•原材料代码:•采购批次号:•数量:3. 工艺要求•工艺步骤:•操作要求:•产品缺陷:•质量控制点:4. 设备与工具•设备名称:•编号:•清洁要求:5. 工序流程工序1:•工序名称:•操作者:•准备时间:•操作步骤:1.步骤1:2.步骤2:3.步骤3:•检验要求:工序2:•工序名称:•操作者:•准备时间:•操作步骤:1.步骤1:2.步骤2:3.步骤3:•检验要求:(继续添加更多工序)6. 检验与测试•检验项目:•检验方法:•标准要求:•检验结果:7. 包装与储存•包装要求:•标签要求:•储存条件:8. 工艺确认与批准•工艺制定者:•工艺审核者:•工艺批准者:结论工艺流程卡是企业管理生产过程中不可或缺的文档,它详细记录了产品制造过程中的所有工序和操作要求。
通过使用工艺流程卡,企业可以提高生产工作的准确性和一致性,避免因操作失误导致的质量问题。
同时,工艺流程卡也为质量管理人员提供了重要的数据来源,可以用于监控和改进生产工艺。
因此,制定和使用工艺流程卡对于企业来说非常重要。
使用上述模板可以帮助企业制定规范的工艺流程卡,以确保生产过程的良好运行和产品质量的稳定性。
总装工艺流程图
安装燃油箱总 成及组件
安装前轮速传感 器及线束总成
安装车身下和 两侧防护板
安装发动机悬 置支架
安装前、后轮 挡泥板
安装排气管中 段总成及组件
安装轮胎总成
安装左右前制 动软管总成
a
5
HAWTAI MOTOR
发动机
安装起动机
安装离合器从 动盘
华泰 巍巍中
然屹立
安装变速箱
安装膨胀水箱 出水管
安装油冷器出 水管
安装点火开关、 时钟弹簧
安装转向柱上 下护罩
安装空调控制 面板
安装大杂物箱 总成
安装仪表板左 下面板本体
安装桃木装饰 板
安装中控台面 板
a
4
HAWTAI MOTOR
安装堵盖
安装燃油系统 管路
华泰 巍巍中
然屹立
安装燃油系统 管路
安装变速器换挡操纵 机构及组件
安装排气吊挂、排气系 后悬挂、排气隔热板
安装排气管后 段总成
安装变速箱换挡 操纵机构
安装行李箱锁体
安装后保险杠总成
安装前后风挡玻璃 及后视镜
安装前后保险杠支 架及前防撞梁
华泰 巍巍中
然屹立
安装风窗洗涤器管路 及组件
安装前后组合灯
安装加热器进 出水管
安装A\B\C柱上下 护板
安装发动机罩 密封条
安装行李箱密封 条及装饰板
安装冷凝器、散热器、中 冷器及冷却风扇
安装发动机罩锁体、车温 传感器、高低音电喇叭
安装动力转向 油罐
安装膨胀水箱
安装顶棚及 相关部件
安装安全带
安装驻车制动踏板、真 空助力泵及管路
安装ABS防抱死 装置及组件
安装仪表板及组件
东风卡车流水线总装工艺流程

东风卡车流水线总装工艺流程英文回答:The assembly process of Dongfeng trucks involves several stages in order to ensure the efficient and smooth production of high-quality vehicles. The overall process can be divided into nine main steps: chassis assembly, engine installation, electrical system installation, cabin assembly, painting, interior installation, exterior assembly, quality inspection, and final testing.During the chassis assembly stage, the main frame of the truck is constructed by welding together various components such as the beams, cross members, and suspension system. This forms the skeleton of the vehicle and provides the necessary structural strength.Next, the engine is installed onto the chassis. This involves connecting the engine to the transmission system, fuel system, and exhaust system. The engine is carefullyaligned and secured to ensure proper functioning and performance.Following the engine installation, the electrical system is installed. This includes the wiring harness, battery, alternator, and various electrical components such as lights, switches, and gauges. The electrical system is crucial for powering the vehicle's electrical components and ensuring proper operation.The cabin assembly stage involves attaching the cabin to the chassis. This includes installing the seats, dashboard, steering wheel, and other interior components. The cabin provides the driver and passengers with a comfortable and functional space.Once the basic assembly is complete, the truck goes through the painting process. This involves applying multiple layers of paint to the exterior surfaces of the vehicle. The paint not only enhances the appearance of the truck but also protects it from corrosion and other environmental factors.After painting, the interior installation takes place. This includes installing the upholstery, carpets, dashboard trim, and other interior components. The interior of the truck is designed to provide a comfortable and ergonomic environment for the driver and passengers.Following the interior installation, the exterior assembly stage begins. This involves attaching various exterior components such as the grille, bumpers, mirrors, and lights. These components not only enhance the appearance of the truck but also contribute to its functionality and safety.Once the assembly process is complete, the truck undergoes a thorough quality inspection. This includes checking for any defects or issues in the assembly, as well as testing the functionality of various systems such as the engine, electrical system, and brakes. Any necessary adjustments or repairs are made to ensure the vehicle meets the required standards.Finally, the truck undergoes final testing. Thisinvolves driving the vehicle under various conditions to ensure its performance, stability, and safety. The truck is tested for acceleration, braking, handling, and othercritical factors. Once the final testing is completed and the truck passes all required criteria, it is ready for delivery to the customer.中文回答:东风卡车的总装工艺流程包括多个阶段,以确保高效、顺畅地生产出高质量的车辆。
总装工艺流程图
工位② : 安装液压系统接头。
工位③ : 安装吸油钢管及管路,铆装油箱标牌。
门架式天车
油箱组装完毕后通过传送装置输送到总装线对应工位。
(2T)1部
作业装置部装区靠近物流通道侧为零部件存放区,在铲刀存放区两侧设有铲
刀刀片安装工位和角位器等小件预装工位,作业装置部装区靠近总装线端设
有作业部装传送装配线,装配线为链板式电动传送线。主要工艺流程如下:
光检测、制动力检测、排放检测、淋雨检测、油漆外观检查。车辆下检测线合格后开出厂房在厂房外路试场地进行路试检测合格后发交销售部门。
最终装配
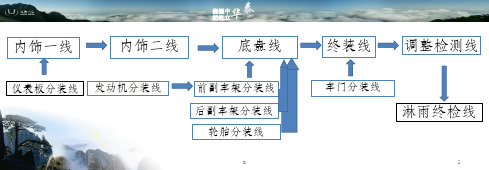
总装生产线典型工艺流程
动力总成装配
仪表台分装 内饰件装配
车身上线
电器检测、防盗钥匙 匹配
四轮定位检测
灯光检测
制动力检测
排放检测
能。
共7部
部件预装区位于南一跨,主要由电气部装区、前桥部装区、发动机变速箱部
装区、油箱部装区、作业装置部装区、轮胎部装区组成。最东端有前机架预
装区。各工位工艺布局及工艺流程如下:
主要为前机架预装线准备预装部件和零件存放。主要工艺内容为
(1)摆架轴套预装、支座总成组装、前机架铜套、油缸叉子总成预装
(2)进行液压元件组装,油门踏板总成的组装、仪表箱配装、胶管、橡胶
垫 的下料和管卡预装。
龙门式天车
(3)活动操纵台总成预装
(2T)1部
(1)进行仪表箱电气仪表的装配
(2)活动操纵台仪表盘的装配
(3)整车电气、线束的安装准备
前桥部装区中部设有前桥部装线,部装线为电动辊板式传送线,既可实现部
装各工位的工件移动,又可以向总装线过跨输送前桥总成。部装线两侧为前
桥零部件存放和小组件组装区。
重卡总装工艺流程详解

重卡总装工艺流程详解下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!重卡总装工艺流程详解重卡,即重型卡车,是交通运输中的重要工具,其生产过程中的总装工艺流程是决定其性能和质量的关键环节。
客车底盘总装焊装生产工艺流程
客车生产工艺流程简介一、客车制造工艺概述客车制造工艺特点客车制造的主要工艺技术二、客车制造工艺流程常见工艺流程简介我公司主要生产线、工艺流程及其概况客车制造工艺概述客车制造从原材料和外购件的投入至整车装配检测完毕,其过程经过多条生产线,采用多级综合工艺,生产方式是流水线生产和批量生产混在一起,而主要生产线的生产方式为流水线生产方式,生产形态是连续性生产客车制造工艺的特点➢客车的特点:多品种、小批量、大尺寸、装配工作量大。
➢我公司客车产品覆盖从6米到13米,目前在用约1700多个车型代码➢小型客车工艺形式及方法:车身壳体主要由车身覆盖件和构件等冲压件构成,其制造工艺与乘用车相近。
➢中型、大型客车工艺形式及方法:车身有车身骨架,且车身尺寸大、品种多、生产纲领小,其制造工艺与乘用车有着明显的不同,多采用典型的混合流水线生产方式。
为了与此生产方式相适应,从工艺布置、工位设置、作业安排到设备选型、生产管理等,形成了客车制造的工艺特点。
➢工艺路线布置特点:1.由客车主要生产线构成的工艺路线多采用回转式布置,其主要特点是工艺路线便捷,工艺传递方便,主要生产线之间产品流动通畅,有利于生产进度控制和现场管理。
在主要生产线衔接处设置缓冲工位,以控制生产节拍。
设置后备工位,对于有特殊要求、作业量较大的产品,移到后备工位进行制作,保证生产线平稳运行。
工位布置特点:客车生产线的工位面积大、工位数少、工位作业量大、作业内容繁杂、作业时间不均衡。
所以对作业量大的瓶颈工位设置了必要的辅助工位,并通过设置辅助生产线,适当分组装配,减少生产线上的总装配量,提高生产线对多品种混合生产的适应性,以稳定流水线生产。
2.一些生产规模较大的客车企业为了提高生产能力,适应客车品种多、批量小的生产特点,多采用设置两条并行的车身焊装线和两条并行的车身装配线与一条车身涂装线相衔接的方式,焊装线、装配线的工位采用串联式布置,整体浸渍磷化和浸漆、电泳底漆生产线工位采用串联式布置;涂装线其他工位采用并列式布置。
ecu总装工艺流程
ecu总装工艺流程
标题:ECU总装工艺流程详解
一、引言
ECU(Electronic Control Unit),即电子控制单元,是现代汽车电子技术的核心部件。
它主要负责对发动机的工作状态进行实时监控和精确控制,以提高发动机的效率和性能。
本文将详细介绍ECU的总装工艺流程。
二、ECU总装工艺流程
1. 零件准备:根据设计要求,准备相应的电子元件,如微处理器、传感器、执行器等。
2. 印刷电路板制作:使用印刷电路板制造设备,按照设计图纸制作ECU的电路板。
3. 元器件贴装:使用SMT(Surface Mount Technology)设备,将电子元件准确地贴装到电路板上。
4. 回流焊接:通过回流炉,对电路板上的元器件进行高温焊接,使其与电路板牢固结合。
5. 功能测试:在专门的测试台上,对ECU的各项功能进行严格的检查和验证。
6. 外壳装配:将完成测试的ECU安装到特定的外壳中,并进行密封处理,以保护内部电路不受外界环境影响。
7. 性能测试:在模拟实际工况的环境下,对整个ECU进行性能测试,确保其能够满足设计要求。
8. 包装入库:对通过测试的ECU进行包装,然后入库等待出库。
三、结论
ECU的总装工艺流程是一个精密而复杂的过程,涉及到多个环节,需要严格的质量控制和专业的技术操作。
只有这样,才能保证生产出来的ECU具有良好的性能和稳定性,从而为汽车的高效运行提供保障。
总装工艺流程图

调焦 重点工序
责任人: 测试图像及入录 比对效果 重点工序
涂防潮油
包装贴标签及目检插 座有无虚焊,及其他材 料有无连焊漏贴 重点工序
盖好后盖板 一般工序
责任人: 责任人:
生产流程图
产品型号
技有限公司
生产流程图
产品名称
共一页
下单做线路板 一般工序来自检查 cmos 芯片有无虚 焊,还有就是 20 芯插 座有无虚焊 重点工序
组装过程需要注 意清洁度, 注意焊 接处有无虚焊 一般工序
责任人:
采购材料 一般工序
送加工厂片 重点工序
目检 cmos 板 重点工序
送外组装头 子 重点工序
轮对总装工艺流程

轮对总装工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!轮对总装工艺流程一、准备工作阶段。
在进行轮对总装之前,需要开展全面细致的准备工作。
轮对总装工艺流程

轮对总装工艺流程轮对嘛,简单说就是火车轮子那部分。
这轮对总装啊,就像是给火车的脚好好地穿上鞋,还得穿得稳稳当当的。
一、轮对零部件准备。
轮对的零部件那可得准备齐全喽。
这就像做饭之前得把食材都准备好一样。
车轮、车轴这些主要的零部件,那都是轮对的关键组成部分。
车轮要检查有没有啥缺陷,可不能带着伤就上场呀。
车轴也是,得确保它的材质、尺寸啥的都符合要求。
而且这些零部件的存放也有讲究,不能随随便便扔在一边,得放在合适的地方,既不能让它们受潮生锈,也不能磕着碰着。
二、清洗与除锈。
轮对的零部件在组装之前,得好好洗个澡,把脏东西都去掉。
这就好比咱人出门得把脸洗干净一样。
那些铁锈之类的东西,就像脸上的脏东西,看着就不舒服。
清洗除锈的方法有不少呢。
有的时候用专门的清洗剂,就像咱们用洗面奶洗脸一样,能把那些脏东西溶解掉。
然后再用工具把那些顽固的锈迹给除掉。
这一步可不能马虎,要是除锈不干净,就可能影响后面的组装质量。
三、车轴加工。
车轴加工也是很重要的一步。
车轴的表面得加工得特别光滑,这样才能和车轮很好地配合。
加工的时候就像是在精心雕琢一件艺术品。
工人师傅们要控制好加工的精度,一丝一毫都不能差。
比如说车轴的直径,要是大了一点或者小了一点,那车轮可能就套不上去,或者套上去松松垮垮的,这火车跑起来可就危险啦。
而且车轴上有些部位还得有特殊的形状或者纹路,这都是为了让轮对整体性能更好。
四、车轮与车轴的组装。
这一步就像是把鞋子穿到脚上一样。
不过这可比咱们穿鞋子要复杂多啦。
首先得把车轮加热,就像给鞋子加热让它变得软软的,这样才能更容易套到车轴上。
然后再用专门的设备把车轮精确地安装到车轴上。
安装的时候得保证车轮和车轴的中心是对齐的,就像咱们走路的时候两只脚得走在一条直线上一样。
这中间还得不断地检查安装的质量,看有没有缝隙或者不平整的地方。
要是有问题,就得赶紧调整。
五、轮对的检测与调整。
轮对组装好之后,可不能就这么完事儿了。
还得好好检测一下呢。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工作令号:共1页第1页
产品名称
氢气储罐
主要组件名称
产品图号
件号
组合件
组合件
组合件
序号
工序
名称
工序内容及工艺要求
设备工装或工种
操作者
日期检验质控符号检验项目实测数据
结论
签字
日期
1
组装
焊接
汇集筒体、上封头、下封头组合件,衬圈、垫板
按照图样方位对上封头、筒体进行组对
按照焊卡要求进行焊接,保证错边量,校角度
铆工
焊工
2
无损检测
RT100%检查Ⅲ级合格
探伤工
3
组装
合格后才能组对下封头与筒体焊接
组对筒体与衬圈进行点固焊
铆工
焊工
4
焊接
组对焊接筒体与下封头,按照焊卡要求进行焊接
焊工
5
无损检测
RT100%检查焊缝Ⅲ级合格
探伤工
6
组装
组对14-4垫板与筒体焊接的垫板,按照焊卡要求进行焊接,保证图样方位尺寸
组对14#件中的角钢、底板、盖板焊接铭牌、铭牌架
铆工
焊工
7
压力试验
试压0.75MPa无变形、无泄漏、无异常响声试验结论合格
试压源
8
酸洗钝化及防腐蚀处理
筒体进行酸洗钝化,无蓝点结论合格,碳钢进行喷漆防腐蚀处理
防腐工
R6-8.0符号说明:H为停止点G为控制点