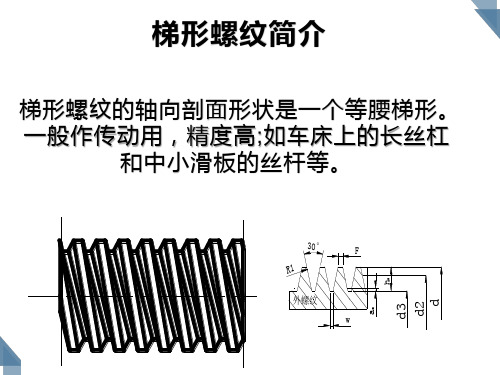
数控车应用宏程序车削梯形螺纹
梯形螺纹的数控车削加工

梯形螺纹的数控车削加工摘要:梯形螺纹的加工是数控车削的一个难点, 针对在数控车床加工梯形螺纹时容易出现扎刀等现象,本文介绍使用GSK980TDa系统的数控车床,运用调用子程序和编制宏程序两种编程方法,对梯形螺纹进行分层切削加工,较好的解决了加工过程中梯形螺纹车刀各切削刃的受力分配问题,有效避免了扎刀现象,为数控车削梯形螺纹提供一个实用的加工方法。
关键词:梯形螺纹;数控车削;宏程序;调用子程序;分层切削法一、前言梯形螺纹在传动中应用越来越广泛, 精度要求越来越高, 这就对梯形螺纹提出了高精度高效率的制造要求。
在车床上加工梯形螺纹是一项技术难度较高的工作, 梯形螺纹的车削在普通车床上应用比较广泛, 但要求工人要有比较熟练的操作技巧, 劳动强度大,螺纹加工的精度和效率受人为因素影响比较大,废品率较高。
数控车床稳定的高精度加工性能为梯形螺纹的车削提供了良好的加工基础, 但在数车上加工梯形螺纹编程与控制比较困难, 因此有人错误地认为数车不适合用来车削梯形螺纹, 实际上如果所编制的梯形螺纹加工程序工艺合理, 在数车上车削梯形螺纹也会取得很好的效果。
二、数控车加工梯形螺纹的难点1.数控车不能直接使用普通车床的梯形螺纹加工方法普通车床所使用的梯形螺纹加工方法如左右切削法、直槽法、阶梯槽法等都不能直接用于数控车。
因为数控车取消了普通车床上的机械传动链,通过装在主轴末端的同步传动带与主轴脉冲编码器连接,从而构成了主轴与大滑板传动丝杆之间的传动链。
主轴脉冲编码器在车螺纹时,同时输出两路信号:一路是按编程人员在加工程序中给定的主轴转速和螺距值,确定伺服电机的转速,保证主轴和伺服电机两种转速形成严格的传动比;另一路是控制彳轴的定位,保证螺纹车刀在多次循环切削过程中,车刀刀尖始终在螺旋槽内而不乱牙。
如果在加工过程中因出现扎刀或刀具损坏需要更换螺纹车刀而使数控车床停止旋转时,主轴脉冲编码器停止工作,上述两路信号停止输出,此时重新安装的螺纹车刀就很难准确地落在前一把螺纹车刀车出的螺旋槽内,从而加大对刀难度,甚至出现乱牙现象。
梯形螺纹在数控车床上的变速车削加工,很实用的技巧
梯形螺纹在数控车床上的变速车削加工,很实用的技巧我们知道,在数控车床上车削梯形螺纹工件,高速车削时不能很好地保证螺纹的表面粗糙度,达不到加工的要求,低速车削时生产效率又很低,而直接从高速变为低速车削时则会导致螺纹乱牙。
本人经过试验,变速车削时的乱牙问题可以用一种简单实用的方法加以解决,车削螺纹时可以先用较高转速车削,再用低速来精车及修光,从而提高了生产效率,并很好地保证了螺纹的尺寸精度和表面粗糙度。
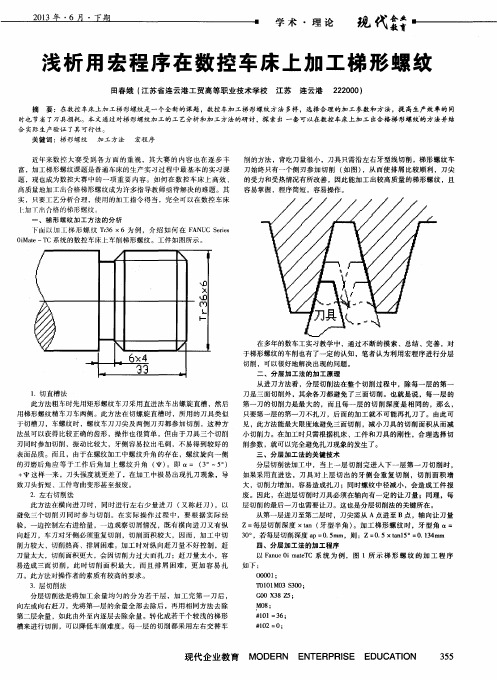
变速车削梯形螺纹的方法 1下面以加工梯形螺纹Tr36×6为例,介绍如何在CST980T系统的数控车床上变速车削梯形螺纹。
车削的梯形螺纹工件如图1所示。
由于此梯形螺纹的螺距较小,可采用斜进搭配刀法加工,因GSK980T系统的G76螺纹切削复合循环指令就是以斜进方式进刀的,故可采用G76指令,粗车梯形螺纹时编程如下,留出精车余量。
G00 X40 Z-20;G76 P010030 Q80 R0.05;G76 X29 Z-85 P3500 Q100 F6;G00 X200 Z50;粗车完成后,如果此时将转速直接调到低速调用原程序精车,则一定会乱牙,发生崩刃或撞车事故,故我们在低速车削之前要解决车刀乱牙问题。
考虑到低速车削时车刀进给速度很慢,我们可以用肉眼来观察车削时螺纹车刀与螺纹牙形槽是否对准,具体操作方法如下:(1)改变工件坐标系,使车刀车螺纹时不接触工件表面,粗车后将粗车刀停在位置X200 Z50处,此时在录入方式下输入G50 X192后执行,即改变了坐标系,相当于将坐标系原点沿X轴正方向移动了4mm,也就是稍大于一个牙高的距离。
此时将车床主轴转速调低,如调到25r/min,重新运行程序,粗车刀将车不到工件表面,在接近工件表面的位置移动。
如图2所示。
(2)使车刀与车出的梯形螺纹槽重新对正,由于车刀进给速度很慢,此时我们可以看出车刀与原先车出的梯形螺纹槽是不重合的,车刀偏移了一小段距离,如图2所示,目的就是要使车刀重新对准车出的梯形螺纹槽。
在数控车床上用宏程序加工梯形螺纹

不是理想的加工方法。
ቤተ መጻሕፍቲ ባይዱ
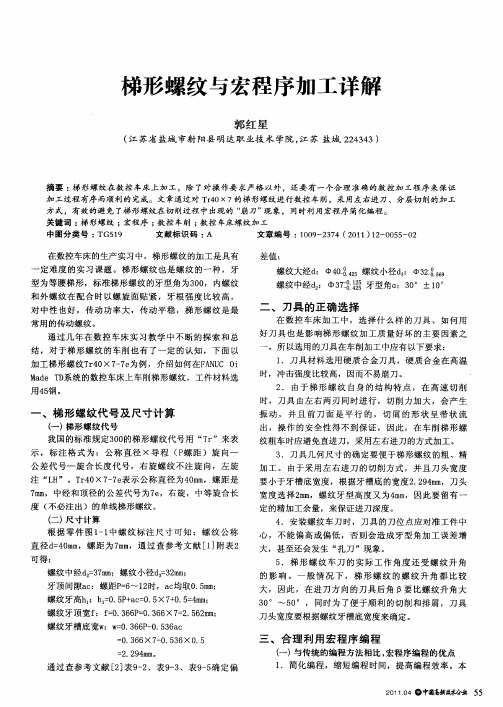
为了解决“直进分”和“斜进法”的缺点,就
必须改善刀具的切削方式。通过分析,最后选用
(见图3)“分层切削法”。“分层切削法”是先
把螺纹X向分成若干层,
每层Z向再进行若干次粗
切削,再进行左、右精车
切削。每层刀具只需沿左
右牙型线切削,背吃刀量
小,从而使排屑比较顺
利,刀具的受力和受热情
图3 分层切削法
起刀点Z轴偏 移量(CE)的计 算公式为
图7
CE=BE-BC=(AH+tan15°×HE)-BC =(P/4+tan15°×HE)-BC 即起刀点Z轴偏移量(螺纹右侧留0.1mm的精 加工量)参数变量为
#8=#2/4+TAN[15]*[#1-#3]/2-#6/2-0.1;
每层Z轴的切削余量(DF)的计算公式为
M 机床自动化 achine Tools Automation
在数控车床上用宏程序加工梯形螺纹
中国北车永济新时速电机电器有限责任公司 (山西 044502) 陈建军 永济电机高级技工学校 (山西 044500) 张丽波
一、梯形螺纹在数控车床上的加工工艺
数控车加工螺纹有三种指令:G32、G92、 G76。其中G32、G92的进刀方式为“直进法” (见图1);G76的进刀方式为“斜进法”(见图 2)。
DF=BF-BD=2(AH+tan15°×HE)-BD
即每层Z轴的切削余量(螺纹左侧留0.1mm的 精加工量)参数变量为
#9=#2/2+TAN[15]*[#1-#3]-#6-0.1
(3)外螺纹Tr36×6程序
O8888; M03S200; G00X100Z50; T0101; G00X40Z10; #1=36;(螺纹大径及公称直径) #2=6;(螺距) #3=#1-#2/2;(螺纹中径) #4=0.5;(牙顶间隙) #5=#1-#2-2*#4;(螺纹小径) #6=1(T型螺纹刀刀尖宽) #7=0.366*#2-2*TAN[15]*#4;(牙底槽宽) #8=#2/4+TAN[15]*[#1-#3]/2-#6/2-0.1;(起 到点Z轴偏移量,右侧留0.1mm) #9=#2/2+TAN[15]*[#1-#3]-#6-0.1;(每层Z 轴的切削余量,左侧留0.1mm) #10=0.5(X轴的吃刀量) N1IF[#1LE#5]GOTO4;(判断切削直径,如果X值 ≤小径,则执行N4程序段) N2IF[#9LE0.1]GOTO3;(判断每层Z轴切削余量如 果余量≤0.1mm,则执行N3程序段) G00Z[10+#8];(Z轴起刀点) G92X#1Z-42F#2;(切削螺纹) #8=#8-0.3;(重新计算Z轴起刀点偏移量,递减0.3mm) #9=#9-0.3;(重新计算每层Z轴切削余量,递减0.3mm) GOTO2;(无条件执行N2程序段) N3#1=#1-#10;(重新计算切削直径X值) #8=#2/4+TAN[15]*[#1-#3]/2-#6/2-0.1(重新 计算Z轴起刀点偏移量) #9=#2/2+TAN[15]*[#1-#3]-#6-0.1;(重新计 算每层Z轴切削余量) IF[#1GE33]THEN#10=0.5(判断切削直径,对X轴吃刀 量重新赋值)
宏程序在数控车床加工阀杆梯形螺纹中的应用
#504 = #504 + #505; ………………………… 循环相加 IF〔#504GT#503〕THEN#504 = #503; ……如果#504 > # 503 条件成立则#504 = #503 IF〔#504GE#502〕THEN#510 = 0……如果#504≥#502 条 件成立则#510 = 0 IF〔#502GE6. 0〕THEN#508 = #501 + 0. 1* #510; ……如 果#502≥6. 0 条件成立执行“左右借刀法”即#508 = #501 或 者#508 = #501 - 0. 1 END1; ………………………………………… 循环结束
2011 年第 5 期 文章编号:1002-5855(2011)05-0021-02
阀
门
— 21 —
宏程序在数控车床加工阀杆梯形螺纹中的应用
李双喜,吴尖斌 ( 浙江石化阀门有限公司,浙江 温州 325025)
摘要 介绍了宏程序在阀杆梯形螺纹加工中节约编程调试时间,改善切削条件,提高加工精度
等方面的广泛适用性和应用过程。给出了阀杆梯形螺纹运用宏程序在数控机床上的加工工艺。
LI Shuang-xi,WU Jian-bin
( Zhejiang Petrochemical Valve Co. ,ltd Wenzhou,325025,China)
Abstract: Introduces applicability and application process of macro program in the aspect of saving time on programming and adjusting in the process of machining stem acme thread; improving cutting conditions; increasing machine finish and so on,gives machining process of stem acme thread by applying macro program by numerically controlled lathe. Key words: stem; macro program; acme thread; lathe machining; CAM
用宏程序加工梯形螺纹
梯 形 螺 纹 在 生 产 中广 泛 用 于 传 递 动 力 , 以精 度 要 求 高 , 果 所 如 用普通车床加工 , 要采用开倒顺车的方法 , 则 然后 要 不 断 的 进 给 中 滑 板 、 移 小 滑 板 , 作 步骤 繁 琐 , 易 产 生 误 差 , 工 效 率 低 。 果 偏 操 容 加 如 采 用 数 控 车 床 加 工梯 形螺 纹 , 宏 程 序 控 制 螺 纹 车 刀 的刀 具 路 径 , 用 就可 以提高加工 效率 , 加工 出高精度的螺纹 , 有普通车床难以 比 具 拟的优点 。 举例 : 工如 图l 加 所示 梯 形 螺纹 零件 , 已知 坯 料 为 4 钢 、 径 5 直 4 mm棒 料 , 求 编 写 完 整 的 梯 形 螺 纹 加 工 程 序 。 6 要
图 3 分 层切 削 法
梯形螺纹一般采用低速车削 , 使用高速钢车刀容易车 出光滑的 表面 , 螺纹刀分为 粗车刀和精车刀 。 梯形螺 纹槽 底宽W= .6 P一 0 36 0 5 6 c 0 3 6×7 . 0 5 6=2 24 .3a = .6 —0 5× .3 .9 mm, 型 角 为 3 。 粗 车 牙 0, 刀 刀 宽值 应 略 小 于 槽 底 宽 w , 以 取 粗 车 刀 刀 宽B = rm, 尖 角 所 2 a 刀 应略小于牙型角 , E = 9 , 取 2 。精车刀刀宽取B =2 2 m , . r 刀尖角 £ a 3 。粗 、 车 刀 均 采 用 左 刀尖 点编 程 。 0, 精
2 工 艺分 析 与 变 量 赋 值 、
21车刀 的选 择 . 数控编程 时确定切削深度 、 给量要考虑刀具 能否承受起切削 进 力 和 切 削 热 的作 用 , 能否 车 出 光 滑 的 零件 表 面 。 整 车 削本 零件 需 完 要 四把 刀 : 0 0 硬 质 合 金 右 偏 刀 , ①T 1 1 ②T00 硬 质 合 金 切 槽 刀 , 22 刀 宽B = .rm( ,45 a 编程时用左刀 尖点 ) ̄T00 高速钢梯 形螺 纹粗车 , 33 刀 , T 44 速钢梯形螺纹精 车刀。 9 ( 00 高
浅谈在数控车床上运用宏程序加工多线梯形螺纹轴的应用
MANUFACTURING AND PROCESS | 制造与工艺浅谈在数控车床上运用宏程序加工多线梯形螺纹轴的应用曾金平广西南宁技师学院 广西南宁市 530031摘 要: 本文以广州数控GSK980TD系统数控车床上加工多线梯形螺纹轴为例,借助于宏程序中的变量、算术代码及转移代码特点,编写出切实可行的多线梯形螺纹加工程序。
经过实践操作验证,该程序结构简单,运行可靠,其通用性、灵活性强。
关键词:宏程序 多线梯形螺纹 变量 数控车床多线梯形螺纹在机械工业应用十分广泛,多用于快速机构的传动中。
随着社会的发展,多线梯形螺纹应用的场合越来越精密,而对于加工技术要求也越来越高,无论是在普通车床上还是在数控车床上加工多线梯形螺纹,都是具有较大的挑战性。
都需要经过合理的分析图纸计算螺纹的各个参数、制定加工工艺、选择适合的刀具材料及几何角度。
而在数控车床加工中,有手工编制程序和自动编程两种。
对于大部分的零件,采用自动编程都能够达到很好的效果,而且快捷、方便。
但是在少数情况下如复杂的零件,很难采用自动编程完成,比如加工多线梯形螺纹。
本文以广州数控GSK980TD系统数控车床上加工多线梯形螺纹轴为例,对多线梯形螺纹的数控车削加工方法进行解析。
1 实例分析如图6-3所示,该零件为三线梯形螺纹轴零件,材料为:45#钢,该零件梯形螺纹部分的直径为40mm,导程为21mm,螺距为7mm,中径和顶径的公差等级为7e,牙两侧的表面粗糙度值为1.6μm,要求左端外圆φ440-0.018与右端外圆φ300-0.013同轴度达φ0.03。
该零件要求的表面质量及表面粗糙度值较高。
根据对图纸进行分析,本次装夹方式可采用一夹一顶的装夹方式进行加工。
加工步骤如下:1.工件伸出三爪自定心卡盘20mm并夹紧。
2.车平端面,钻中心孔。
3.掉头装夹,工件伸出三爪自定心卡盘45mm夹紧,车端面控制总长。
4.粗车外圆φ44.2×35mm、φ35.2×25mm5.精车外圆φ440-0.018×8mm、φ350-0.062×25mm6.使用φ23麻花钻钻孔。
宏程序在梯形螺纹数控车削加工中的应用

数控系统宏程序可允许在编程阶段对变量予以设置,同时还可就变量实施算数、逻辑运算处理,利用程序开展条件转移与循环操作处理,从而加强对刀具的控制精确性,加工出形状更加复杂、性能更加优异的零件。加工时,及时做好对程序中的宏参数的测量与修改,以便实现对其精度的有效控制。在对切削用量进行调节亦或进行刀具更换时,仅需调整程序中#4、#5参数即可。进行多种不同螺距的梯形螺纹加工时,仅需调整宏程序内的X、Z等参数即可。因在低速切削时所采用的是高速钢刀具,所以主轴转速不宜过高。
关键词:宏程序;梯形螺纹;数控车削;加工应用
目前,我国在数控机床方面的发展已经有了很大的提高,各项数控技术和管理也在逐渐完善,但是还有很多的不足。专业人士经过调查研究发现,对数控编程不及时是造成数控机床发生故障的主要原因。所以说,数控的编程的效率能够在很大程度上关系到数控技术的价值。现在,数据技术已经在我国快速发展起来,其中宏程序是其必不可少的,它可以将数控编程进行扩展,进一步提高数控编程程序的范围,并且还可以使加工程序得到简化,大大提高数控机床的效率。
宏程序在梯形螺纹数控车削加工中的应用
摘要:近年来,我国科学技术在快速发展,机械行业也不断地将先进的科学技术应用到机械制造中。而在数控车削的加工过程中,梯形螺纹的制造是其中的一个极其繁杂的程序,这些年来,我国对梯形螺纹的加工技艺已经有了很大的改进,但从国际的科学水平上来看,该加工技术还有很大的发展空间。这篇文章主要分析了我国对梯形螺纹数控加工技术的现状,归纳出一些加工难点,将宏程序应用到梯形螺纹数控车削加工程序中,这样能够大大的提高!梯形螺纹加工程序的精确度,进而可以使梯形螺纹数控加工工艺得到快速的发展。
三、梯形螺旋数控车削加工技艺的改进。
通过对以上四种梯形螺纹加工方式的对比分析后发现,斜切法、车槽法、左右切削法均能够在一定程度上降低甚至完全杜绝三刃同时切削的情况,由此便能够确保刀尖的磨损情况得到有效改善,在进行废屑排除时也更加畅通,能够极大的规避振动与扎刀情况的出现,大幅提升刀具切削参数,保证梯形螺纹较高的加工质量水平。然而,要想十分熟练的掌握以上三种车削方式面临着较大挑战,且操作较为复杂,因此还有待进一步改进、优化。为了同时提高车削质量与效率,可将直切法与左右切削法相结合,以此形成“分层切削法”。利用这一方法实施梯形螺纹切削加工处理,可大幅改善梯形螺纹加工中的各种问题缺陷。
B类宏程序在数控车床加工梯形螺纹中的应用

B类宏程序在数控车床加工梯形螺纹中的应用摘要:螺纹是车削加工中常见的加工内容。
数控车床的普及大大提高了螺纹的加工精度和生产效率,但对于大螺距的螺纹,由于螺旋槽比较深,车削螺纹时产生的切削力较大,易损坏刀具。
通过用b类宏程序控制单一固定循环指令,采用分层斜进的加工方法,精确控制刀具每次车削螺纹起刀点的位置和切削深度,减小了作用在刀具上的切削力,当切削深度到达终点后,可控制刀具只车削螺旋槽侧面,直至中径尺寸符合要求。
关键词:数控车床宏程序梯形螺纹程序参数化数控车床在制造业中的广泛应用,不仅减小了车工操作者的劳动强度,而且大大提高了零部件的加工精度和生产效率。
但是,对于大螺距或者大导程的螺纹,例如梯形螺纹的加工和蜗杆的加工,如果简单的使用螺纹加工指令,由于切削力大,容易损坏刀具和工件。
如果能精确控制刀具切深,可有效地解决这一难题。
一、工艺分析梯形螺纹由于螺旋槽较深,切削力较大,通常采用一夹一顶的装夹方式。
图1中梯形螺纹部分较短,刚性好,采用三爪卡盘夹持,伸出卡盘的长度应略大于50mm,以刀架或刀具与卡盘不发生干涉为宜,采用一把高速钢车刀分粗精车完成。
梯形螺纹的牙型高为3.5mm,螺旋槽较深,车削时刀具受力较大,易产生扎刀现象,如何降低刀具受力成为车削成功的关键。
采用g92指令直进法进刀,车刀的三个切削刃都参加切削,随着切削深度的加大,切削力也不断增大,易损坏刀具。
采用g76指令斜进法进刀,刀具每次切削时仅有二个切削刃参加切削,减小了作用在刀具上的切削力。
但对于大螺距的螺纹,由于螺旋槽深度大,刀具在到达一定深度时,切削力仍然很大,也易损坏刀具。
采用斜进法分层车削,如图2所示,刀具在同一切削深度上,切削完一层后,再切第二层,即便是螺旋槽很深,而每次作用在刀具上的切削力并不大,可有效解决车削大螺距螺纹时刀具受力过大的问题。
二、加工准备1.参数计算2.刃磨刀具刃磨螺纹刀具符合参数要求,如图3所示,刀头宽度小于牙槽底宽,一般为牙槽底宽的2/3,这里取1.5mm。
数控车床加工工艺编程-车削梯形螺纹
• (2)刀头的角平分
α/2
线要垂直于工件轴线。
α/2
用样板找正装夹,以
工件的装夹
•一般采用两顶尖或一夹一顶装夹。 当尺寸精度 和形位精度要求不高,也可用三爪卡盘直接装夹。 为保证装夹牢固应使工件的一个台阶靠住卡爪平 面(或用轴向撞头限位),固定工件的轴向位置, 以防止因切削力过大,使工件移位而车坏螺纹。
选取。 • 2、为防止乱牙,采用正反转控制。操作中一手握住操纵杆,另一手
则操纵中滑板的进退刀。 • 3、①、粗车、半精车梯形螺纹时,螺纹大径留0.1mm左右余量,且
倒角与端面成15°。 ②、选用刀头宽度稍小于槽底宽的车槽刀(图a),粗车螺纹(每
边留0.25-0.35mm左右的余量)。 ③、用梯形螺纹车刀采用左右切削法车削梯形螺纹两侧面,
归纳总结
1、三种车削方法 :左右切削法、车直槽法、车阶梯槽法 所有的方法都依赖于正确地判别车刀的位置及对切削情况的正确估计,同学们应多练
习。 2、二种对刀 : 静态对刀法、动态对刀法
对刀不能孤立进行一种方法,要结合使用。 3、三字口诀 :车削前:一降转速,二扳手柄,三合开合 螺母
车削中:一听、二看、三观察 车削后:一提开合螺母、二转手柄、三变转速
卡盘
工件
车床的调整
• 1、正确调整机床各处间隙,对床鞍、中、 小滑板的配合部分进行检查和调整,注意 控制机床主轴的轴向窜动、径向圆跳动以 及丝杆轴向窜动。
• 2、开始车削前,仔细检查机床的挂:一降转速,二扳手柄,三合开合螺母顺序进行。 这里的手柄是指走刀箱部位各手柄,梯形螺纹按螺距(或导程)来
低速车梯形螺纹时的进刀方法
• 1、左右车削法 车削时利用小滑板作向前或向后的轴向进给,来防
浅析用宏程序在数控车床上加工梯形螺纹
时也节省 了刀具损耗。本文通过对梯形螺纹加工的工艺分析和加 工方法的研讨 ,探 索出 一套可以在数控 车床 上加工 出合格梯 形螺纹的方 法并结 合 实际 生 产 验 证 了其 可 行 性 。 关键词 :梯 形螺纹 加 工方 法 宏程序 近年来数 控 大赛 受到各 方面 的重 视 ,其 大赛 的内 容也在 逐 步丰 富 ,加工梯形螺 纹课题是普通 车床 的生产实 习过 程中最基本 的实习课 题 ,现也成 为数控大赛 中的一 项重 要内容 。如 何在 数控车 床上 高效 、 高质量地加工 出合格梯形螺纹成为许 多指导教师 亟待解决 的难 题。其 实 ,只要工艺分析合理 ,使用 的加工 指令得 当,完全 可以在数控 车床 I 加1 合格 的梯形螺纹 。
刀是三面切削外 ,其余各 刀都避 免了三面切削 。也就是 说 ,每一层 的 第一刀的切削力是 最大 的,而 且每一 层 的切削深 度是相 同的 ,那 么, 只要第一层 的第一 刀不扎刀 ,后 面的加 工就不可能再扎 刀 了。 由此可
见 ,此方法 能最大 限度地避免三面切 削,减小 刀具 的切 削面积从而减
—
切削 ,可以很好地解决 出现 的问题 。 二、分层加工法的加工原 理 从进刀方法看 ,分层 切削法在整个 切削过程 中,除每 一层的第一
1 .切 直 槽 法
此方法粗 车时先用矩形螺纹 车刀 采用直进法 车出螺旋直槽 ,然后 用梯形螺纹精车 刀车两侧 。此方法在 切螺旋直槽 时 ,所 用 的刀具类 似 于切槽刀 ,车螺纹时 ,螺纹车刀刀尖及 两侧刀刃都参 加切削 ,这种 方
避免三个切削 刃 同时参 与切 削。在实 际操作 过 程 中,要 根 据实 际经 验 ,一边控制左右进给量 ,一边观察切屑情 况 ,既有横 向进 刀又有纵 向赶刀 ,车刀对牙侧必须重复切削 ,切 削面积较大 ,因而 ,加 工 中切 削力较大 、切削热高 、排屑困难 。加 工时对纵 向赶刀量不好 控制 ,赶 刀量太大 ,切削面积更 大 ,会 因切削力过大 而扎刀 ;赶刀量 太小 ,容 易造成三面切 削 ,此 时切 削面积 最 大,而且 排 屑困难 ,更加 容 易扎 刀。此方法对操作 者的素质有较 高的要求 。 3 .层 切 削法
数控车床车削梯形螺纹

数控车床车削梯形螺纹梯形螺纹有低速切削和高速切削两种方法。
(1)低速切削梯形螺纹对精度要求较高的梯形螺纹,以及在修配或单件生产时,常采用低速切削的方法。
当车削螺距较大的梯形螺纹时,为避免三个切削刃同时参与切削而产生振动,应先用粗车刀,采用左右赶刀法的进给方式进行租车。
数控车床厂在保证牙型高度后,再采用精车刀采用直进法进行精加工成形;当螺距很大时,则用径向前角为零、两侧磨有卷屑槽的精车刀,采用左右赶刀的方法精车梯形螺纹。
(2)高速切削梯形螺纹在车削刚度、精度要求不高的梯形螺纹时,可用硬质合金螺纹车刀进行高速切削。
采用这种车刀切削时,由于三个切削刃同时参与切削,会产生带状切屑流出,操作很不安全。
为此,可采用数控车床厂螺纹车刀。
这种螺纹车刀在前面磨出对称的两个圆弧,使径向前角y。
增大。
数控车床厂两圆弧还使前刀面呈3。
~5。
的屋脊状结构。
这种车刀可减小切削力,增加了车刀的强度,从而减轻了切削振动。
数控车床厂同时形成球状切屑,使排屑顺畅。
可以用G76或G92编程,螺距大的螺纹采取左右进刀法车削比较好。
先用G76车,G76 P0100**(**为梯形螺纹牙型角)Q150 R0.03;G76 X Z P Q R F ;(第一行可以套用,Q是每次吃刀量,单位微米。
R是精车余量,半径值)(第二行:X、Z是目标点坐标,P是牙型高,Q是第一刀的吃刀量,R是锥螺纹编程的螺纹起点与终点的半径差(直螺纹不用),F是螺距。
)大螺距螺纹用G76粗车过之后,留点余量用G92车效果好点,车削起点不要变化。
先走一刀G92 X Z F ;,然后起点分别往左边和右边偏0.01或0.02毫米再走第二刀和第三刀。
如M100X4的螺纹长度50T0101M3S500M8G0X105.Z2.G92X99.Z-50.F2.X98.5X98.X97.5X97.X96.5X96.1X96.也就是车床的左右借刀法程序没什么特殊的,主要就是你的起刀点的位置变化,比如开粗的起点为X60 Z3 先车到底径或留点精光一刀(刀要小于30度要么用槽刀)那么第二把刀(30度但刀头是比标准的小的好像是0.366*螺距)。
宏程序在梯形螺纹加工中的巧妙应用

宏 程 序 在 梯 形 螺 纹 加工 中的巧妙 应 用
王 思忠 ’ 刘锦 武
( 1 . 南 车 戚 墅堰 机 车 车 辆 丁艺 研 究 所 有 限公 司 , 常州, 2 1 3 0 1 1 ; 2 . 常 州 机 电职 业 技 术学 院 , 常州 , 2 1 3 1 6 4)
“ 扎刀” 和“ 爆刀” 现象 。 而且 容 易 造成 工 件 变形 。 因 此 梯 形
所示 。采 用 此方 法 车 削 梯 形 螺纹 时 , 螺 纹 车 刀 x 向( 垂 直 于主 轴 方 向 ) 间歇 进 给至 牙 深处 。加 工 程 序较 长 。虽 然 可 以获 得 较 高 的牙 型精 度 。但 由于刀 具 三面 同时参 加 切 削 ,
由 于 切 削 刀 具 进 刀 方 式 的 不 同 ,使 这 两 种 加 工 方 法 有 所
圈 1 梯 形 螺 纹 牙 型
区别 , 各 自的 编 程 方 法 也 不 同 , 造成 加 工 误 差 也不 同, 工 件
由于 梯 形 螺 纹 相 对 而 言 , 深度较深 ( 如 图 1梯 形 螺 纹 牙型 ) , 如果采用 F A N U C S e r i e s 0 i — T C 系 统 为 用 户 配 备 的
种 切 削循 环 加 工 指令 , 每 一 种指 令都 有 各 自的加 工 特 点 ,
工 件 加 工 后 的 加 工 精 度 也 有 所 不 同 ,各 自 的 编 程 方 法 也
不 同, 我 们在 选 择 的 时 候 要 仔 细 分 析 , 合理选用 , 争 取 加
工 精 度 高 的零 件 。如 螺 纹 切 削 循 环加 工 就 有 两 种 加 工 指令 : G 9 2直 进 式 切 削 、 G 7 6斜 进 式 和 G 7 6交 错 式 切 削 。
数控车床上应用宏程序加工梯形螺纹之欧阳体创编
数猪乡凉仑应用宏繹瘁加3榛糅衫緩总逼常比三色綏总緩更如劳型尢,致俊梯够緩金孑 杳)时,叱刀探、走刀僅、切削会逻尢、切杳)犹力尢,迫就导致 了糅衫谡盘的■的加3姙虐筱尢。
由孑尢乡数0;埼型敌施乡傾 約速傾也艇应®,糅衫緩幺炭总乡凉£不務刁:采用J 叱刀蚤僅 逬诒方式加工,加3中的刀路夏多,采用基本北今数挖编終鑿 瘙,而采用宏程存备程可以俚阿斜块迪一向腿。
样够鯉仗加工方法分朽善乡上釦的糅衫緩盘,常采用篇速絢刀翼傾速夕树,侖国 种逍刀方:主:盍逬法、左右切树:主、孑&槽:主和乡陷榛槽:主。
盍逬注□适用孑孑削緩更殓J(Pv4mm)的糅衫緩&,而粗 孑綏鉅验尢(P>4mm)的糅衫緩&常采用左右切•的:•去、孑盍橹注 餉孑隋糅橹:主。
下而分朽迫几神孑树方:主丝点:以E 北工方:主險盍逬:主夕卜,典他三种乡剖方注都急刁:同往 虐他滅包或遊免三刀同时切杳),俊站用筱顺场,刀支登力、< 必懾况侖函改善,从而彳昌出呢链动如九刀珈兔,込可握爲切 树闱蚤,改善緩俊恚而爲煽。
X,敌滋夕树梯够経仗走刀方裔倨合数怎乡凉游点,稔合盍逬怙敘率如左右切树注敘果, 孑树糅衫谡金采创作:欧阳体用“老切:主”殓合俺。
把牙橹分戌若孑卮,fi 亿戌若彳个验濱的糅衫槽来逬矽切树。
备卮的切削都采用先益逬后左右的乡树方:主,由孑左右切削吋槽除不卷,刀翼口须筱角左或角右的以初“左刀"逬诒即可。
三,宠住厚偽終夕剖修彩縫盘本幺以力© 3 —个Tr36x6的糅衫緩幺力。
1筠例介区用宏終唐移存备富方:主:修够厶下:1,糅衫磯&加工尺寸皆愆糅的緩&的皆篇式乞豐痞数侥:左(右)紹刀蚤的讨算&上谢可以爲出尼切时左(右)左刀蚤皆篇式巧①、比刀块寃虐等孑劳橹凉寃时,左(右)為刀f =tanl5^x(劳除一老渤老背叱刀蚤);②、省刀块寃廈J孑孑牙橹凉妄时,左(右)卷刀蚤=tanl5°x (劳探一省前老背吃刀逻)+ (另橹凉寃一刀块寃虐)/22,“老切:主'’■的糅衫谡总的刀典逸择“卮切:•主"孑削梯衫緩&所用的粗孑刀如耦乡刀与善孑用刀—样。
梯形螺纹与宏程序加工详解
= . 9m 2 2 4 m。
大 ,因此 ,在进刀方 向的刀 具后角 B要 比螺纹升 角大 3 。~5 。,同时为 了便于顺利的切削和 排屑,刀具 0 0 刀头宽度要根据螺纹牙槽底宽度来确定。
三 、合理利用 宏程序 编程
。
所 以选 用 的刀 具在 车 削加 工 中应 有 以下要 求 : 1 .刀 具 材 料选 用 硬 质 合 金 刀 具 ,硬 质 合 金在 高温
时 ,冲击 强 度 比较 高 ,因而 不 易崩 刀 。
2 由于 梯形螺 纹 自身的结 构特点 ,在高速 切 削 .
时 , 刀 具 由左 右 两 刃 同 时 进 行 ,切 削 力 加 大 ,会 产 生 振 动 , 并 且 前 刀 面 是 平 行 的 , 切 屑 的 形 状 呈 带 状 流
、
梯形 螺纹代 号及 尺寸计算
( 梯形螺纹代号 一)
我 国 的标 准 规 定 3 0 0 的梯 形 螺 纹 代 号用 “ r T ”来 表
出,操 作的安全性得不到保证 ,因此 ,在车削梯形螺
纹粗 车 时应 避免 直进 刀 ,采 用左 右 进刀 的 方式 加工 。
示 ,标 注 格 式 为 :公 称 直 径 X 导 程 ( 螺 距 )旋 向一 P 公差 代 号一 旋 合 长度 代 号 , 右 旋 螺 纹 不 注 旋 向 ,左 旋 注 “ H 。T 4 - e 示 公 称 直 径 为4 m ,螺 距 是 L” r 0 77表 X 0m 7 m 中经 和顶 径 的 公 差代 号 为 7 ,右 旋 ,中 等旋 合 长 m, e
用4 钢 。 5
一
一
螺纹大经d 4—4 螺纹小径d:0 2.9 :0 0.5 32 3 3 36 5 螺纹中经d 2 7i 牙型角a 0 : ̄3  ̄ 5臻 :3。±1’ 0
如何运用宏程序加工梯形螺纹

如何运用宏程序加工梯形螺纹通用宏程序举例下面用通用程序加工一个长度40的Tr36X6(P3)梯形螺纹。
3.1变量的使用所有变量见表1中,首先根据图纸尺寸填写表1 中的螺纹尺寸参数变量,然后结合工艺条件选取切削加工参数并填入表1中对应各栏。
表1 通用程序变量表将表1中各参数带入表2的通用程序表。
对于不同的规格的梯形螺纹只要填写程序中的#1到#14后的值,便可直接应用程序进行加工。
表2 应用实例程序及说明我们在FANUC0I系统的数控车床上,利用本通用程序进行了多头梯形螺纹的实际加工,取得了良好的效果。
本通用程序考虑全面,加工时只需快速地将变量表中各项变量的值赋入程序便可进行加工,程序适应性广、工艺编制合理、加工质量高,解决了梯形螺纹数控编程加工的诸多难题,可以直接将本程序编为子程序推广作为机床的配套程序。
内梯形螺纹(Tr40x7)的宏程序内梯形螺纹(Tr40x7)的宏程序系统:FANUC-oimait编程思想:每一层分中、右、左三分,每一刀的Z轴方向的起刀点都不同1、内梯形螺纹加工程序:G54G99M3S100T0101G0Z3X33#101=0.2; 每一刀的的深度(半径)#102=4 梯形螺纹的深度(半径)#103=1 分层切削的次数N90 G0U[2*#101*#103]G32Z-32F7G0X32Z[3+[#102-#101]*0.268+A];A是槽底宽-刀尖宽的一半X33U[2*#101*#103]G32Z-32F7G0X32Z[3-[#102-#101]*0.268-A] 梯形螺纹的牙顶宽:0.366x螺距梯形螺纹的牙底宽:螺距-牙顶宽-2倍的(螺纹深度Xtg15°)X33U[2*#101*#103]G32Z-32F7G0X32G0Z3X33#102=#102-0.2#103=#103+1IF[#103LE20]GOTO90;G0Z100M5M30。
宏程序在数控车床上对梯形螺纹的加工及分析

宏程序在数控车床上对梯形螺纹的加工及分析中等职业学校在“以服务为宗旨、以就业为导向、以能力为本位、以学习者为中心”的办学思想指导下,注重实践性教学,以培养学生的操作技能为核心,强调培养学生的创新能力和实践能力。
职业学校培养出的学生既是专业方面的能手,更是高素质的综合性人才。
宏程序在数控车床上对梯形螺纹的加工过程实践性、实用性、可操作性都很强,与企业的实际需求能实现零距离对接。
下面就对梯形螺纹的加工过程进行分析。
如图1所示,设定齿顶圆直、倒角等已经车削到尺寸范围,可直接进行梯形螺纹加工:图11、梯形螺纹部分的几何尺寸及加工中参数。
梯形螺纹基本尺寸及加工中需要用到的参数如下:牙型角α=30º螺距P=6mm牙顶间隙αc=0.5mm大径d=32mm小径d3=d-2h3牙高h3=0.5P+αc牙顶宽f=0.366P顶槽底宽w=0.366P-0.536αc2、加工中需要考虑的几个问题加工梯形螺纹常用方法及其特点。
梯形螺纹车削常用方法包括左右车削法、车直槽法、直进法(图2)等。
图2①左右车削法。
因在每次横向进给时,都必须把车刀向左或向右做微量移动,在普车上很不方便。
但是可防止因三个切削刀同时参加切削而产生振动和扎刀现象,此种方法适用于低速切削。
②车直槽法。
可先用主切削刀宽度等于牙槽底宽W的矩形螺纹车刀车出螺旋直槽,使槽底直径等于梯形螺纹的小径,然后用梯形螺纹精车刀精车牙型两侧,此种方法适用于粗车。
③直进法。
刀具材料一般为硬质合金,先粗车,后精车,适用于高速切削。
3、工艺分析工件材料为45钢,刀具材料选择高速钢,车梯形螺纹时,坐标原点设在工件右端面轴心处,使用G92命令实现左右切削法完成螺纹的加工,工件编程时不需要设置退尾量。
车床转速200r/mi,刀尖宽度1mm。
工件的装夹采用于一夹一顶的装夹方法。
4、梯形螺纹的测量梯形螺纹的测量分综合测量、三针测量和单针测量三种。
图3图4 图5综合测量法是用标准螺纹量规对螺纹各主要参数进行综合性测量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
BACK
14:34
2:1
BACK
14:34
(2)掌握螺纹加工时尺寸精度的控制方法。
2.生产实习应注意的问题 (1)程序输入完成后要认真检查,确保程序准确。 (2)粗精加工转速保持恒定,Z向定位点不可随意改变。
14:34
作业布置
1.如图所示梯形螺纹,试编程加工该零件。 2.思考:在数控车床如何用宏程序编程车削双线梯形螺纹?
练习:编程,输 入宇龙仿真模 拟加工。
2:1
14:34
(1)装夹工件 (2)装夹刀具
一夹一顶 对中心高 对角度 夹紧 对刀
4.执行任务
(3)轨迹模拟
(4)车削加工
(5)测量 调整
5.任务评价 (自检、交老师检测)
14:34
课堂小结
1.学习目标 知识点:用宏程序编制梯形螺纹加工程序。 技能点: (1)宏程序的灵活应用,车削梯形螺纹编程 时,合理实现条件判断和转移控制语句的循环。
G92 X#1 Z-46 F6
#1=#1-0.3
YES
#1≥33 N0 结束循环
14:34 表达式
3.程序编制
○0001
M3 S500 (启动主轴) T0303 (换刀) #1=40 (设定初始变量值) N10 G0 X46 Z10(定位螺纹起点) G92 X#1 Z-46 F6(车梯形螺纹左侧) G0 W0.4 (向右借刀,移动0.4) G92 X#1 Z-46 F6(车梯形螺纹右侧) #1= #1- 0.3(变量运算) IF [#1 GE 33] GOTO10 (条件转移) G0 X200 Z20(退刀) M30 (程序结束)
14:34
请各位老师多批评指正!
14:34
BACK
14:34
G92——螺纹车削单一循环
(1)格式:G92 X(U)_ Z(W)_
R_
F_
导程值 起始端减终止端的半径差
(2)加工轨迹
螺纹终点坐标
BACK
14:34
BACK
14:34
2:1
返回任务 返回提问 返回编程 返回注意
14:34
BACK
在普车如何车削梯形 螺纹?需要多长时 间完成?
同学思考
回答问题
归纳总结
螺纹车削属成型加工。对于螺距大于4mm的梯形螺纹的车削,因切 削力较大,适合采用左右借刀切削法,既可保证加工的安全可靠性, 又可提高加工质量和加工效率。如何在数控车床采用左右借刀高速 车削梯形螺纹,是本课题要学习的新的内容。
14:34
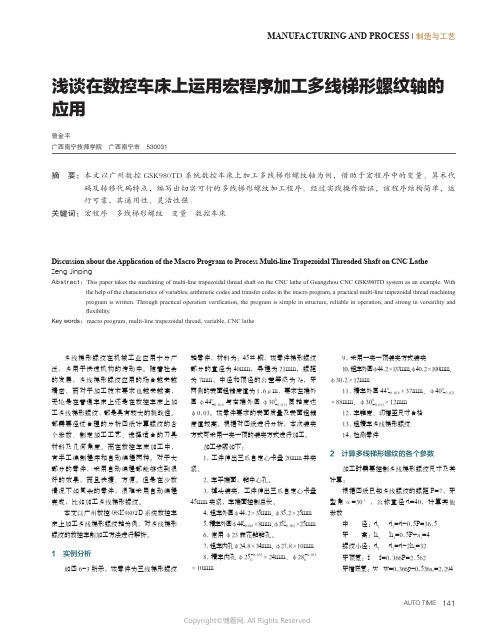
☆ 加工工艺分析
1)工件装夹 采用一夹一顶方式
2)梯形螺纹参数分析
名 称 牙型角 螺 距 牙顶间隙 参数计算 α=30° P=6 mm ac=0.5 mm
螺纹中径
牙型高度 牙顶宽 牙槽底宽
14:34
d2=d(公称直径)-0.5P
h3=0.5×P+ac=3.5 mm f=0.366×P=2.196 mm W=0.366P-0.536 ac=1.928 mm
测量,补偿误差调整至尺寸。
③
④
切断工件。
14:34
注意:车螺纹应用宏程序重复执行G92螺纹加工指令的方法。
如何实现左 右借刀车削?
14:34
2.相关理论
应用宏程序编制梯形螺纹加工程序
G92 X39.7 Z-46 F6 X39.4 X39.1 … 运算符号:
1.变量赋值:#1=40 如:G92 X#1 Z-46 F6
2.算术功能:#1= #1- 0.3
3.条件转移:IF [ 条件表达式 ] GOTO n IF [ #1 GE 33 ] GOTO10
= ≠ > < ≥ ≤
流程图
EQ NE GT LT GE LE
14:34
设刀宽为1.4mm
14:34
φ33
φ40
#1=40 G0 X46 Z10 G0 W0.4
G92 X#1 Z-46 F6
数控车床
应用宏程序车削梯形螺纹
复习回顾
1.G92指令的格式和含义是什么? 2.G92指令编程并在仿真软件加工该零件螺纹。
14:34
导入新课
螺纹在生产领域应用很广,其种类也很多。
三角螺纹 梯形螺纹 矩形螺纹 锯齿形螺纹
提出任务
数控高速车削梯形螺纹
14:34
讲授新课
1.分析任务
(1) (2) (3)
3)刀具选择 选择涂层或硬质合金梯形螺纹车刀.
4)确定工艺路线 ① 先粗、精加工外圆,然后切槽并倒角。
14:34
②
应用宏程序编程实现左右借刀高速加工。粗车梯形螺纹时, 选择转速500 r/min,每次进刀深度为0.3mm,留0.1mm精车 余量;精车时转速为500 r/min,加工余量0.1mm,进刀至 牙底,加工至符合尺寸精度要求即可。