焊锡培训知识分享
焊锡作业培训
二、急救:
1.吸入:吸入烟雾造成呼吸困难的患者,移动使呼吸新鲜空气, 必要时给予呼吸器辅助。
2.吞食:送医诊治。 3.眼睛:眼睛沾染须用大量清水冲洗,症状如持续须送医。 4.皮肤:烫伤须用冷水浸泡,疼痛不止再送诊治,皮肤过敏须送医诊治。
三、作业规范:
1.作业区需有充分的排气及换气设备。
2.作业温度不宜高余500℃ 。
2:露铜 产生之原因:焊垫氧化流锡慢,烙铁温度过低,回锡过快 改善对策: PCB板为真空包装,焊接时不可备太多料,PCB板工站 戴手套作业以免铜铂氧化;烙铁温度需进行点检,需在设定范围内; 焊锡时间需在2-3秒内完成
3:锡尖 产生之原因:烙铁温度过低,焊接时速度过慢,焊接时多次加锡未完全溶解; 作业顺序不正确,焊完后,先移烙铁,再移锡丝 改善对策:烙铁温度需进行点检,需在设定范围内;焊锡时间需在2-3秒内 完成;加锡时,入锡位置需均匀;焊接完成后,正确作业手法为:先移走锡 丝,再移烙铁
3.2 ).助焊剂的作用
一、清除焊接金属表面的氧化物﹒-------清除污物 二、在焊接物表面形成液态的保护膜﹐隔离高温时四周的空气﹐ 防止金属面的再氧化﹒------防止氧化降低焊锡表面张力,增加流动性.-------增 加焊锡流动性 三、焊接的瞬间可以让熔融状的焊锡取代,顺利完成焊接﹒ -----快速焊接
7.在焊接点完全凝固前,不可以移动零件. 8. 焊接时,不可用力敲烙铁的方式来清除烙铁头上的锡珠,锡渣.
三.良好焊点要求
1). 结合性好—圆滑,饱满且表面光泽. 2). 导电性佳--不造成短路,断路和冷焊,假焊. 3). 散热性良好--扩散均匀,全扩散. 4). 易于检验--除高压点外,焊锡不得太多, 零件轮廓清晰可辨. 5). 不伤及零件--勿烫伤零件或加热过久, 而损及零件寿命.
焊锡培训--方法与技巧

焊锡培训--方法与技巧制作:XXX日期:2020.03.08一.目的1-1 焊接的重要性(1)好的焊点才会有好的品质(2)好的焊点才会有好的可靠度1-2 为何需要作焊接训练(1)正确的焊接方法不只能够省时还可防止空气污染(2)错误地操作方式易造成冷焊、锡多、稀少、场内过多之松香烟(3)增进品质、降低成本二.锡丝的使用方法1.锡丝须整卷套在架子上,放置于身体左边2.使用左手拉锡丝,须和施力方向平行3.锡丝不可拉出太长,以免焊锡丝碰到地面致使其它污染物附着在焊锡丝上加附于焊点上,也不可太短,以免烫伤手.4.洗过手后方可进食,勿使锡丝残留物吃进口内锡丝的拿法三.烙铁的握法四.烙铁的使用规则1.休息前及新烙铁头使用前先清洁并加锡衣于烙铁头上,以防止氧化及腐蚀,并可加长烙铁头的寿命.2.焊接前擦拭烙铁头上的污染物,以得良好的焊点.3.海棉保持潮湿,但水不能加太多,需每天清洗,以去除锡渣及松香渣.4.工作区域保持清洁.5.每天测量烙铁温度两次,以防高温导致损坏半导体及表面粘着零件.6.焊锡残留在烙铁头上时,不可用敲烙铁的方式来去除焊锡,否则会造成陶瓷破裂,导致漏电,温度变化…等问题.7.烙铁故障后.修理完毕时一定要测量温度接地电阻及漏电量是否符合规定,符合规定才可使用.五.手工焊锡的概念5-1何谓焊接所谓焊接,就是用焊锡做媒介,藉加热而使A、B二金属接合并达到导电的目的,如图示.二金属间的接合力即靠焊锡与金属表面所产生的合金层,所以焊锡不能使用为机械力的支撑.5-2 焊接的障碍物焊接的障碍物存在于两被焊物的表面,障碍物有氧化物油酯及其他污染物,如轻酸性或轻碱性物将使焊接点腐蚀而导致产品不能使用.5-3 焊接的程序焊接五步骤:1.擦拭烙铁头2.加热源于焊接点上3.加焊锡丝4.移去焊锡丝5.移去热源注意:1.加焊锡丝之落点在烙铁与被焊物之接触点,以使锡丝较快熔解并达到迅速传热之效果.2.焊接时移动焊锡丝和烙铁以加速焊接.3.烙铁下处必须使烙铁头和两被焊接物表面有最大加热接触面.5-6焊点好坏的判断5.6.1.吃锡角度吃锡角度即焊锡与金属面间所成的角度.若依焊锡在被焊金属面上的扩散情况.可定义如下三种:不吃锡半吃锡全吃锡(最理想)多加焊锡使接触角度加大并不能加强其强度,反而浪费焊接时间与锡丝,并组碍目视检查.因为往上多加锡而接触面并没有加大.六.常见不良焊点介绍七.焊锡常见不良原因及解决方法7.1短路现象:两个分立点有焊锡连接处理方法:将烙铁头靠近短路点,待2~3秒后用吸锡枪将多余焊锡除去,然后以45 °角移开烙铁.不可用烙铁头将不良锡点加热后,甩动PCB使焊锡从PCB上脱落,以免造成锡珠,锡渣及其它等新的不良七.焊锡常见不良及解决方法冷焊﹕现象:焊点表面不平滑﹒表面呈现灰黑色处理方法:重新润焊(应避免焊点凝固过程中﹐零件与PCB相对移动)七.焊锡常见不良及解决方法锡珠﹕现象:球状颗粒附着于PCB表面﹒处理方法:将烙铁头接近不良点,大约1~2秒后使锡珠,锡渣自动附着在烙铁上后,将烙铁以45°角迅速提起以离开PCB.七.焊锡常见不良及解决方法冰柱﹕现象:也叫锡尖.焊点呈尖状突起﹒处理方法:重新润焊(时间2-3秒)七.焊锡常见不良及解决方法包焊﹕现象:也叫锡多, 焊点周围被过多的锡包围而不能判定是否为标准焊点﹒处理方法:将烙铁头靠近焊点,待2~3秒后用吸锡枪将多余焊锡除去,然后以45 °角移开烙铁.不可用烙铁头将不良锡点加热后,甩动PCB使焊锡从PCB上脱落,以免造成锡珠,锡渣及其它等新的不良。
电子公司手工焊锡基础理论知识培训

的加热方法(要善于利用烙铁头的形状进行加热)
• 合理的加热时间:快速合理地升温。(通常为2S)。 超出所需热量加热的话,会导致过度加热。
21
利用烙铁头的形状进行加热
在大的绿油上将烙铁移动而迅速大面积加热
烙铁头的收起方式
④将焊锡镀层部分用焊锡包住
②用海绵清洁
③新的焊锡重新供给烙铁 头
⑤放置在烙铁架并关掉电源
34
焊接
作业要点
• 焊锡除非将母材加热,否则焊锡焊不上 • 将两个母材同时加热 • 用适当的焊锡量 • 焊接没完成前不要移动 • 烙铁头撤离时要注意 • 要目测确认焊锡的延展情况 • 烙铁头和金属表面的清洁状况
183℃ 188℃ 普通
好
有光泽
217℃
不能使用融点低的鉛
220℃
剧烈
由于锡的扩散现象,导致烙铁头的铁,铜被侵蚀、
由于錫的含有率的增加而加速
差
除去了浸润性好的铅,加入了银,铜,
降低了浸润性
无光泽
焊锡凝固时,锡单体结晶化,集积在表面,
(白化現象) 形成白色而无光泽
11
3-3 助焊剂的作用
氧化膜
FLUX
如果清洁方法不正确、助焊剂会变成炭化物付着在烙铁尖上,易产生锡渣。 烙铁的导热性变差,是造成不良的原因。
16
清洁时的温度下降
温度下降
温度回升
(例 作)业的温度范围
350℃± 15℃
良好的状態为(约10S)
温度回升快,能够安定作業
水量过多时(约20S)
温度大幅度下降,温度回升需要很长時間
17
焊锡培训资料
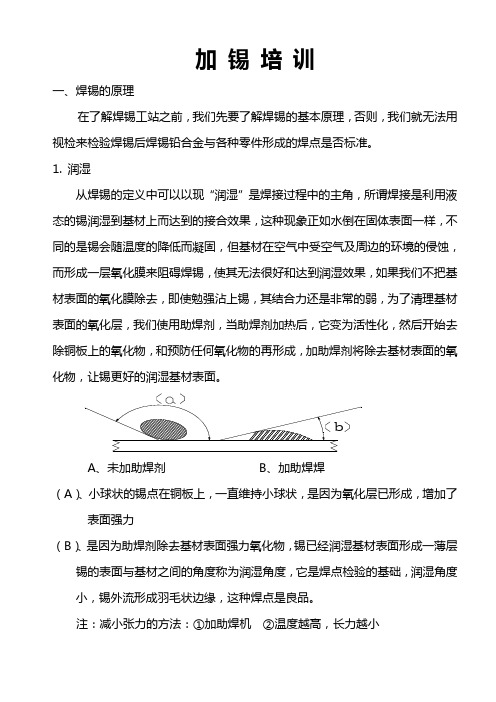
加锡培训一、焊锡的原理在了解焊锡工站之前,我们先要了解焊锡的基本原理,否则,我们就无法用视检来检验焊锡后焊锡铅合金与各种零件形成的焊点是否标准。
1.润湿从焊锡的定义中可以以现“润湿”是焊接过程中的主角,所谓焊接是利用液态的锡润湿到基材上而达到的接合效果,这种现象正如水倒在固体表面一样,不同的是锡会随温度的降低而凝固,但基材在空气中受空气及周边的环境的侵蚀,而形成一层氧化膜来阻碍焊锡,使其无法很好和达到润湿效果,如果我们不把基材表面的氧化膜除去,即使勉强沾上锡,其结合力还是非常的弱,为了清理基材铅,氧化铅形成一层膜保护锡不再受氧化。
如果助焊剂有大量的氯离子残留在表面。
结果完全不一样。
Pbo+2Hcl→Pbcl2+H2oPbcl2+H2O+C O2→2Hcl+PbcO3(白色粉状腐蚀物)由上面的化学反应可知,HCl不断与PbO反应再生成HCl,再与PbO反应生成HCl。
那样就会不断生成PbCO3,不断腐蚀。
而腐蚀会减少导电、损坏接点强度、漏电,而空气中的水会加速腐蚀及漏电。
腐蚀的原因:a.基材使用中使用的溶液b.人的汗水c.环境污染d.输送系统的污染e.包装材料的污染二.焊接的步骤准备:将烙铁头焊线靠近母材,处于准备状态,并对所要焊接处进行确认。
加热和焊锡的供给:烙铁头和锡线同时对母材进行加热和供给。
烙铁和焊线的离去:充分的焊接后将烙铁和锡经线离去。
五工程法和三工程法两者相比较,没有什么好坏区分。
实际操作中我们多是采取两者中间范围。
对于热容量大的母材,通常采用五工程法。
(3)焊锡的溶化方法如:(а)良(ь)良(с)不可(а):首先对基材加热,之后锡线烙铁头最靠近基材的部分进行溶化。
(ь):首先锡线放在基材处,烙铁在锡线上方进行加热,此方法适合于基材焊点较小情况。
(с):由于助焊剂遇热分解,会产生大量烟及氧化物,对焊接产生不良影响。
(4)、烙铁的离去方向与焊锡量的关系如图:(а) 烙铁头45°离去(b)烙铁头向上离去(c)水平方向离去让员工了解加锡所使用的工具及操作方法(二)、具的认识a)焊锡的工具有许多:锡炉、波峰焊锡机、热风回流焊、烙铁等,我们所所使用的烙铁为恒温烙铁,其温度为350℃+10℃(实测值)。
焊锡知识培训

焊锡知识培训 谢谢! 祝大家工作愉快!
焊锡知识培训
1.焊接的定义:两种属性 相同的物体通过焊材固定 在一起的过程叫做焊接。 2.焊接的种类:根据焊接 方式的不同分类,气焊、 电焊、焊锡焊接、超声波 焊接…….
焊锡知识培训
3.焊锡焊接的定义:
通过熔锡使两种物体固 定在一起,并能够导电 的过程。
焊锡知识培训
4.焊接的目的:连接部
品与部品、线与线、线与 部品,使之形成通路。 连接电流 物理上的结合
焊锡知识培训
8.助焊剂的作用: 清洁作用,以化学方法溶 解除去氧化物或污物。 降低表面张力的作用,会 使溶锡的表面张力降低, 促进其沾染性。 防止焊接过程中再度氧化 的作用。
焊锡知识培训
9.焊接的工具:电烙铁、回 流炉、波峰焊机……电烙 铁的使用和保护常识: 1.烙铁嘴上锡保护防止氧 化 2.烙铁芯严禁敲击损坏
焊锡知识培训
关于ROHS:
什么是RoHS? RoHS是《电气、电子设备中限制使用某些有害 物质指令》(the Restriction of the use of certain hazardous substances in electrical and electronic equipment)的英文缩写。
RoHS包含哪些有害物质: 铅Pb,镉Cd,汞Hg,六价铬Cr6+ 多溴二苯醚PBDE,多溴联苯PBB
焊锡知识培训
7.焊锡焊接的作业原理:进行 焊接时需要的2个条件: 第一个条件:首先要使熔锡 接触到金属表面,并流成一 片,这种现象叫做沾染性。 第二个条件:溶融的锡料在 金属的表面上沾染扩大成一 片,称之为扩散。
焊锡知识培训
5.焊锡的定义:焊锡
是一种合金,通常是铅锡 合金。
焊锡培训
深圳理思科技有限公司 Nexmed Tech Co.,LTD
介绍5
说明: 连接导体的一种方式,采用烙铁加热 丝,融化后连接,固定铜丝导体。 工具设备:锡丝(图1)、锡丝架(图2)
锡丝:
现在企业一般采用无铅锡丝,一般为锡/ 银/铜合金或锡/银合金,使用居多,锡丝 直径规格有Φ0.5mm,Φ0.6mm, Φ0.8mm, Φ1.0mm, Φ1.2mm 等,松香 含量分1.2%或2.2%.
温馨提示:电烙铁使用以后,一定要稳妥地插放在烙铁架上,并注意导 线等其他杂物不要碰到烙铁头,以免烫伤导线,造成漏电等事故
深圳理思科技有限公司 Nexmed Tech Co.,LTD
焊接操作五步曲
步骤1:准备施焊 左手拿焊丝,右手握烙铁;要求烙铁头保持干净,无焊渣等氧化 物,并在表面镀有一层焊锡 步骤2:加热烙铁 ,温度适当 烙铁头靠在两焊件的连接处,加热整个烙铁焊接部分,按实际电压 调试需求温度。对于印制板上焊接元器件,烙铁头必须同时接触两 个被焊接物。导线与接线柱、元器件引线与焊盘要同时均匀受热 步骤3:送入焊丝 焊件的焊接面被加热到一定温度时,焊锡丝从烙铁对面接触焊件 步骤4:移开焊丝 当焊丝熔化一定量后,立即向左上45°方向移开焊丝 步骤5:移开烙铁 焊锡浸润焊盘和焊件的施焊部位以后,向右上45°方向移开烙铁, 结束焊接。第三步开始到第五步结束,时间大约也是1至3S
注意事项2
3、烙铁撤离有讲究
烙铁的撤离要及时,而且撤离时的角度和方向与焊点的形成 有关。如图所示为烙铁不同的撤离方向对焊点锡量的影响
常用(a)
注: 上图所示
烙铁撤离方向和焊点锡量的关系
深圳理思科技有限公司 Nexmed Tech Co.,LTD
四、焊点质量检查与事项
焊锡的培训资料
焊锡的培训资料1. 焊锡的基本原理焊锡是一种常见的电子元器件连接技术,它通过在接头上加热并涂敷焊锡来实现连接。
焊锡本质上是一种合金,通常由锡和其他金属组成,如铅、银等。
焊锡具有低熔点、良好的润湿性和电导性,使它成为电子制造业中不可或缺的工艺。
2. 焊锡工具和设备进行焊锡工艺需要使用以下工具和设备:- 焊锡台或焊锡炉:用于加热焊锡并维持适当的工作温度。
- 焊锡笔或焊锡枪:用于施加热量和焊锡到接头上。
- 焊锡丝:焊接时需要融化和涂敷的焊锡材料。
- 焊锡垫:用于放置和固定工作件的表面。
- 剪刀和钳子:用于修剪和处理焊锡丝、导线等材料。
- 温度计:用于监测焊锡的工作温度是否符合要求。
- 防护设备:如手套、口罩和护目镜等,用于保护人员免受热量和焊锡飞溅的伤害。
3. 焊锡的操作步骤以下是焊锡的基本操作步骤:步骤1:准备工作区域。
确保工作区域整洁、通风良好,并放置好相应的设备和工具。
步骤2:选择合适的焊锡丝和焊锡笔。
根据焊接任务的要求选择适当的工具和材料。
步骤3:加热焊锡笔。
将焊锡笔置于焊锡台或焊锡炉上,并调节到适当的工作温度。
步骤4:清洁工作件表面。
使用刮刀或棉纱布等工具将接头表面清洁干净,以确保焊锡的良好润湿性。
步骤5:涂敷焊锡。
将焊锡笔的热头与接头轻轻触碰,并待焊锡融化后,将其均匀涂敷在接头上。
步骤6:冷却焊锡。
等待焊锡冷却并凝固,确保焊接完全完成。
步骤7:清理焊锡笔。
在完成焊接任务后,用湿布或海绵轻轻清洁焊锡笔的热头,并将其放回焊锡台或焊锡炉中。
4. 焊锡常见问题及解决方法- 铜线无法润湿:可能是因为接头表面有氧化物或污染物。
解决办法是使用化学溶剂或焊锡清洁剂清洁接头表面,以确保良好的焊锡润湿性。
- 焊锡不牢固:可能是因为焊锡温度过低或焊接时间过短。
解决办法是确保焊锡热头温度达到要求,并延长焊接时间以确保焊锡完全润湿和固化。
- 焊锡丝困在钳子中:可能是因为焊锡丝断裂或卷曲。
解决办法是使用适当的剪刀和钳子修剪焊锡丝,并确保焊锡丝保持平直状态。
焊锡培训.pptx

EH-520更新用烙铁
作为修理用烙铁使用 和无铅焊锡修理用 指定使用: MX-500S
焊锡烙铁头形状
无铅手焊用烙铁头必需要相对基板可以 面线接触的形状.作为无铅焊锡对应的 (1.2D~1.6D一字批型标准烙铁头)
一般部品 --- 先端宽1.2~1.6mm一字批型 大热容量部品 --- C切割型\1DK/2DK(粗小 刀型) DIP型-CCD --- Ø 2.0 C切割型 SMD型-CCD --- Ø 3.0 C切割型
焊盘
4
引线焊锡状态标准
1.锡层薄,能感觉到引线所在的位置. 2.焊盘表面都覆盖有锡且周围形成有锡波状. 3.焊锡无断裂、针孔样的小孔. 4.焊锡表面有光泽、亮度、光滑. 5.不可以有起角、锡珠、松香珠产生.
引线
焊盘
基板
无铅焊锡作业要点
大电容焊锡要点:
1.预加锡内容同引线焊锡一样.
2.插入端子后进行焊锡.
气的接触,以防止再次氧化.
• 9、春去春又回,新桃换旧符。在那桃花盛开的地方,在这醉人芬芳的季节,愿你生活像春天一样阳光,心情像桃花一样美丽,日子像桃子一样甜蜜。20. 7.2820.7.28Tuesday, July 28, 2020
以提高焊锡的流动性.
焊锡基础知识
5.焊锡三要素
首先要将焊盘表面清洁干净. 用烙铁把锡线加热至可溶温度. 然后再提供适量的锡线. ※以上被称为焊锡作业的三要素.
6.焊锡的四个条件
焊接部品与焊盘的物品(锡线、锡泥等) 需焊锡的部品与基板(母材) 使焊锡操作简单化(松香) 溶解锡线,加热母材(高温-电烙铁,回流炉等)
导电作用.
机械作用:连接两个金属体,使其两者位置能
焊锡培训资料
引言概述:焊锡是一种常见的电子元器件连接技术,广泛应用于电子行业和相关领域。
对于想要学习焊锡技术的人来说,培训资料是一种非常重要的学习资源。
本文将提供一份详细的焊锡培训资料,旨在帮助读者了解焊锡的基本原理、操作步骤、技巧和注意事项,从而提高他们在焊接过程中的能力和技巧。
正文内容:1.焊锡基本原理1.1焊锡的定义和作用1.2焊锡原理和工作原理1.3焊锡的种类和特性1.4焊锡与被焊接材料的适配性2.焊锡操作步骤2.1准备工作和安全注意事项2.2焊锡工具和材料准备2.3清洁焊接表面2.4加热焊接表面2.5施加焊锡和冷却3.焊锡技巧和常见问题3.1控制焊锡温度和时间3.2施加适量的焊锡3.3均匀涂敷焊锡3.4避免过度加热和过度焊接3.5解决焊锡相关的常见问题4.焊锡注意事项和安全措施4.1避免焊接电路板上的敏感部件4.2避免呼吸焊锡烟雾4.3使用防护手套和眼镜4.4避免漏电和火灾风险4.5文明焊接,保持工作环境整洁5.焊锡应用技巧和进阶知识5.1焊锡不同类型电子元件的特殊操作5.2焊锡不同类型电路板的焊接技巧5.3焊锡与其他连接技术的综合应用5.4焊锡在电子维修和制造过程中的应用5.5焊锡常见故障排除和维修技巧总结:本文详细介绍了焊锡的基本原理、操作步骤、技巧和注意事项。
通过学习本文提供的培训资料,读者可以掌握焊锡技术的基本知识和技能,提高他们在焊接过程中的能力和熟练程度。
同时,本文还介绍了焊锡的应用技巧和进阶知识,帮助读者更好地应对各种焊接场景和需求。
为了确保安全和质量,读者应严格遵守焊锡的操作规范和安全措施,并在实践中不断积累经验和提升技术水平。
通过不断学习和实践,读者将能够成为一名优秀的焊锡技术人员。
焊锡知识培训

焊锡前
焊锡后
10
焊锡的相关定义
• 焊接面:需要焊锡的基板铜箔、连接器接触片。
焊接面
焊接面
11
第三节 手工焊锡所需条件
1.适当的焊锡温度 2.合适的焊锡工具和辅助材料 (如烙铁、烙铁头、锡丝、助焊剂) 3.正确的焊锡方法
12
焊锡温度
• 焊锡温度有三种:(特殊要求根据具体设定)
第一节 焊锡种类
广泛应用于PITCH小于1.0mm的产品的焊接,如:连接器与线 材之间的焊锡,连接器与PCB间的焊锡等
4
第一节 焊锡种类
链条式自动焊锡机
广泛应用于PITCH大于1.0mm数据线焊锡,可实现去皮/预锡/ 焊接,生产效率高,如:USB数据线;TYPE C数据线的焊锡。
5
Hot Bar焊锡
第四节 焊锡作业方法---烙铁头的清洗
烙铁头清洗是每次焊锡开始前必须要做的工作.
烙铁头在空气中暴露时,烙铁头表面被氧化形成氧化层 表面的氧化物与锡珠没有亲合性,焊锡时焊锡强度弱.
海绵孔及边都可以清 洗烙铁头 要轻轻的均匀的擦动
海绵面上不要被清洗的异物覆盖, 否则异物会再次粘在烙铁头上
碰击时不会把锡珠弄掉 反而会把烙铁头碰坏
防止烙铁头氧化,与锡保持亲合性,可以方便作业并且延长烙铁寿命。
第四节 焊锡作业方法
手焊锡作业方法原则:不遵守以下原则会发生焊锡不良。 开始学5工程法,熟练后3工程法自然就会了
手工焊锡 5工程法
手工焊锡3工程法
准备
确认焊锡位置 同时准备焊锡
准备
接触烙铁头
轻握烙铁头母材与部品 同时大面积加热
45o
放烙铁头
第一节 焊锡种类
焊锡培训资料
焊锡培训资料学习焊锡,必须先要对焊锡岗位前后的操作流程做简要的说明与了解。
一、沾锡、治具打弯沾锡的目的:为了预备焊锡。
a、锡油(与无水乙醇)比例:1:3——1:7b、锡炉温度:310 ℃±10℃C、治具打弯二、焊锡三:焊锡焊锡结合原理:将结合物的金属温度加热到焊锡溶解点、使金属间的焊锡溶解被充分吸收、以此完成金属与金属的结合。
(由固体—液体后冷却的一个瞬间变化)共晶焊锡:正确配比为锡61.9%--铅38.1 %此配合比例的熔点最低,被称为~焊锡工具——烙铁头•烙铁头的选择方法(温度:365±15℃)根据焊锡接合物的热容量所需、提供最适接合的温度热量、以此选出相适应的烙铁。
电烙铁的发热量是与消费电力的瓦特数成比例、选择烙铁时、还需要将预测的热效率、热损失补进。
形状如下:图1.2-4 烙铁头形状操作方法:焊锡丝的持法•首先必须清洁所要使用的焊锡丝。
使用普通型烙铁时、为右手持烙铁、左手手持焊锡丝、使用大型烙铁时、与其相反。
如图所示、用拇指和食指轻握焊锡丝前端3.5~5cm处、呈可自由将焊锡丝供给状态。
A.连续作业时的持法b.断续作业时的持法烙铁头的持法:•烙铁的持法•大型号端子的焊锡用量多、可左手持烙铁、通常右手持烙铁为一般方式。
将焊锡接合体放置在距自己眼部以下适当的位置、在保持安定的状态下、如图持法所示、注意保持烙铁稳定、以免影响焊锡接合品质。
a.面板配线b.支架配线c. 小部品配线d.线路板配线在焊锡附着部有米色的锡膏覆盖导线在焊锡的附着部有米色的锡膏覆盖绝缘板无变色焊锡接合部绝缘板无变色0.1mm左右为宜.主要的焊锡接合不良原因、对策日常生活中最常遇到的焊锡接合物外露、焊锡结块、焊锡接合通联的相关事项、做简单说明:一:焊锡接合物外露•原因1、加热不足。
2、母材污渍。
3、锡膏浸透不足•对策:1、进行适当的加热(烙铁的选定、时间)2、清洁母材(保管状态、期间)导线外露二:焊锡结块•原因–因加热过度、焊锡酸化变质。
焊锡初级培训资料

检查元件焊接情况
元件应无虚焊、漏焊等现象,插 脚应无变形、弯曲等情况
检查电路板线路
线路应无短路、断路等情况,元件 标识应清晰可辨
元器件的质量检测和更换
检查元件型号
元件型号应与图纸相符,标识 清晰
检查元件质量
元件应无破损、裂纹、锈蚀等 现象,性能符合要求
元件更换操作
根据故障现象,判断需要更换 的元件及型号,按照更换流程
THANKS
感谢观看
电烙铁的使用
电源接通
连接电源,打开电烙铁开关, 预热至所需温度。
选择合适的烙铁头
根据焊接需求,选择合适的烙 铁头形状和大小,以便更好地
适应待焊表面。
控制焊接时间
焊接时间不宜过长,以免烫伤 电路板或其他元件。
焊锡的熔化和沾锡
焊锡的熔化
将焊锡置于烙铁头上加热,直至其完全熔化。
沾锡
将熔化的焊锡涂抹在待焊表面,使其与元件引脚或电路板形成良好的接触。
焊锡在汽车工业中的应用
在汽车工业中,焊锡主要用于发 动机、底盘、车架等机械零件的
制造和维修。
焊锡在汽车工业中需要具备高强 度、耐腐蚀性和良好的加工性能
。
焊锡在汽车工业中主要应用包括 车身焊接、发动机焊接、车架焊
接等。
焊锡在航空航天中的应用
在航空航天领域,焊锡需要具 备高强度、耐高温、耐低温、
抗腐蚀等特殊性能。
焊点的质量标准和检测方法
焊点大小适中
焊点应与焊盘大小相近, 不起眼,不突出,无毛刺 ,平滑过渡到导体表面
焊点形状规则
焊点应呈半圆形或椭圆形 ,没有针尖或不规则的突 起
焊点光泽稳定
焊点的表面应光滑有泽, 呈半透明状,无黑斑、气 泡、氧化等现象
焊锡培训资料
一、錫焊的原理:錫焊:是將熔化了的焊錫附著於潔淨金屬的表面時,焊錫成分中的錫和鉛(環保錫絲內含鉛良極<0.5ppm,主要由錫Sn銀AG銅Cu組成)與被焊物變成金屬化合物,相互連接在一起。
錫和鉛與其他金屬有親附性,在溫度不是超高的狀況下就能很容易和其它金屬構成金屬化合物。
總之錫焊是利用錫和鉛做媒介,藉加熱而使兩個金屬物接合。
二、焊接材料及工具的認識:A、材料:錫絲(錫條); 助焊劑①錫条成份: 錫,鉛和助焊劑組成。
通常使用的成份60:40左右和63:37左右兩种,錫的比例越大,焊點越光亮,焊接效果越好。
②助焊劑: 以松香為主,松香有助焊作用,松香在受熱以後,能夠迅速地作無規則的布朗運動,從而清除被焊物表面的雜物達到助焊的作用。
B、工具:烙鐵和海棉①烙鐵由電源線,發熱絲,烙鐵頭和控制箱組成。
烙鐵不可長時間持續加熱,烙鐵頭在未使用時,須加錫保護,以免氧化。
②海棉:加水不可太多,也不可太少。
加水量的制約:將海棉放入水中,使其完全吸水後,再用大姆指,食指和中指三個手捏住海棉,使多餘水份擠出即可.三、焊接的溫度及焊接的時間錫絲應在溫度控制在350~430℃範圍內的烙鐵下進行焊接。
用錫爐鍍錫時,溫度控制在300+10℃以上即可,因本廠之產品鍍錫幾乎都是裸銅絲鍍錫,溫度不可太高。
焊接的時間一般控制在0.5~1.5S ,當對CONN很小或PIN針很細的產品進行焊接時,則焊接時間很短,相反則相對較長。
四、焊接線位的認識a.注意第1PIN PIN位的定義;b.焊接線位是焊接站最重要的品質之一,特別是對接點較多的產品(如15PIN~15PIN,25PIN~50PIN系列);五、錫尖的定義:焊點表面不是呈現出光滑的連續面,而是具有尖銳的刺狀凸起,其發生的可能原因是銲錫速度過快,助劑分佈不均等造成。
六、良好焊點的要求:a.結合性好-------光澤好且表面呈連續的凹形曲線。
b.導電性能好------不在焊點處形成高電阻(不在凝固前移動零件),不造成短路/開路。
焊锡的培训资料
焊锡的培训资料
焊锡是一种常见的电子器件连接方式,通过熔化特定的焊锡合金,将焊锡与电子元器件及电路板相连接。
它是电子制造和维修中最常用的技术之一。
本文将为您提供一份详尽的焊锡培训资料,帮助您了解焊锡的基本原理、使用技巧和安全注意事项。
一、焊锡的基本原理
焊锡的基本原理是将焊锡材料与待连接的电子元器件或电路板熔接在一起,形成稳固可靠的连接。
要理解焊锡的基本原理,需要了解以下几个重要概念:
1.1 焊锡材料
焊锡材料通常是由铅和锡的合金组成,常见的焊锡合金含锡量在60%至63%之间。
为了提高焊点的可靠性,还可添加一些助焊剂和助焊剂活性剂。
焊锡的选择应根据具体的焊接需求,如电路板类型、焊接环境和焊接温度等因素。
1.2 焊接温度
焊接温度是焊接过程中最关键的参数之一,它决定了焊锡是否能够达到熔点并与待焊接的部件形成连接。
一般情况下,焊锡的熔点在180°C至220°C之间。
过高或过低的焊接温度都会对焊接结果产生不良的影响。
1.3 助焊剂
助焊剂是一种辅助焊接材料,它能够提高焊接表面的湿润性,促进焊锡与待焊接部件的接触,并去除氧化层。
助焊剂的选择应根据焊接材料和环境来确定。
二、焊锡的使用技巧
焊锡虽然是一种简单的连接技术,但是掌握一些使用技巧可以提高焊接的效果和质量。
以下是一些建议和技巧:
2.1 准备工作
在进行焊接前,需要准备好所需的工具和材料。
包括焊锡丝、焊台、助焊剂、焊锡吸取器等。
同时,要确保焊接环境通风良好,避免有毒气体的吸入。
2.2 清洁和热敏感元件处理。
焊锡的培训

• • • • 焊接的基本介绍 电烙铁的使用步骤 烙铁的使用、维护及保养 焊锡的技术要点
一、焊锡的基本介绍
1、焊锡的定义
当二金属施焊时,彼此并不熔合,而是依靠熔点低 于华氏800(摄氏427)度的焊料(锡铅合金)由于毛细管 的作用使其完全充塞于金属结合面间,使工作物相互 牢结在一起的方法即称之为锡焊.因其施焊熔融温度 低,故又称软焊.所以锡焊可说是将两洁净金属,以第 三种低熔点金属接合在一起使金属面获得充分粘合 的工作。
一、焊锡的基本介绍 (4)锡焊用的工具
1、电烙铁 2、烙铁架 3、海棉 4、其它辅助工具 5、清洁工具(钢刷、钢棉、砂纸及锉刀)
二、电烙铁使用步骤 (1)电烙铁使用开始步骤 1、确认海棉潮湿 2、清除发热管表面杂质 3、确认烙铁螺丝锁紧无松动 4、确认220V电源插座插好 5、开始使用。
二、电烙铁使用步骤 (2)电烙铁结束使用步骤 1、清洁擦拭烙铁头并加少许锡丝保护。 2、拔下电源插头。 3、清理桌面。
四、焊锡的技术要点 (3)手工焊接操作要领
3. 不要用过量的焊剂 适量的焊剂是必不可缺的,但不要认为越多越好。过量的松香不仅造成焊 后焊点周围需要清洗的工作量,而且延长了加热时间(松香融化,挥发需 要并带走热量),降低工作效率;而当加热时间不足时又容易夹杂到焊锡 中形成“夹渣”缺陷; 合适的焊剂量应该是松香水仅能浸湿将要形成的焊点。对使用松香芯的焊 丝来说,基本不需要再涂焊剂。 4. 保持烙铁头的清洁 因为焊接时烙铁头长期处于高温状态,又接触焊剂等受热分解的物质,其 表面很容易氧化而形成一层黑色杂质,这些杂质几乎形成隔热层,使烙铁 头失去加热作用。因此要随时在烙铁架上蹭去杂质。用一块湿布或湿海绵 随时擦烙铁头,也是常用的方法。
1. 焊件表面处理 手工烙铁焊接中遇到的焊件是各种各样的电子零件和导线,除非在规模生 产条件下使用“保险期”内的电子元件,一般情况下遇到的焊件往往都需 要进行表面清理工作,去除焊接面上的锈迹,油污,灰尘等影响焊接质量 的杂质。手工操作中常用机械刮磨和酒精,丙酮擦洗等简单易行的方法。 2. 预焊 预焊就是将要锡焊的引线或导电的焊接部位预先用焊锡润湿,一般也称为 镀锡,上锡,搪锡等。称预焊是准确的,因为其过程合机理都是锡焊的全 过程——焊料润湿焊件表面,靠金属的扩散形成结合层后而使焊件表面 “镀”上一层焊锡。 预焊并非锡焊不可缺少的操作,但对手工烙铁焊接特别是维修,调试,研 制工作几乎可以说是必不可少的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊锡培训资料
一、焊锡的定义
所谓焊锡就是通过电烙铁将锡线加热溶解后把两个母材(部品)焊接在一起。
二、焊锡的作用
1、连接金属导体使其导通或尽可能用低温使金属连接.
2、具有容易替换一些不良部件的功能.
三、焊锡的目的
1、电气作用: 连接两个金属体,使其能容易进行导电作用.
2、机械作用: 连接两个金属体,使其两者位置能固定.
3、推广应用: 密封作用.
四、焊锡的优点
1、操作性: 容易操作且成本低.
2、替换部件: 容易替换(取下/焊上)不良部品.
3、安全性: 因为在低温短时间操作,不会损伤耐热能力差的部件.
4、防锈效果: 对金属表面焊锡可以防止生锈.
5、防氧化效果: 对金属表面焊锡或加焊接层,可以提高焊锡的流动性.
五、焊锡三要素
1、首先要将焊盘表面清洁干净.
2、用烙铁把锡线加热至可溶温度.
3、然后再提供适量的锡线.
六、焊锡的四个条件
1、焊接部品与焊盘的物品(锡线、锡泥等)
2、需焊锡的部品与基板(母材)
3、使焊锡操作简单化(松香)
4、溶解锡线,加热母材(高温-电烙铁,回流炉等)
七、判断焊锡状态良好的标准
1、焊点要流畅.
2、焊点轮廓要有光泽、滑润.
3、锡量要适当,不要过多、过少.
4、焊点表面上要无裂纹、锡珠、松香残渣等缺陷.
八、焊锡的种类
有铅焊锡和无铅焊锡.
九、焊锡的管理
1、烙铁头的温度:
有铅(330-350℃)、无铅(370-390℃).
2、烙铁头的寿命
标准寿命3周:每天确认2次、定期更换,管理规律化.以3周为期限,在温度测定后,将烙铁头在焊锡海棉中来回擦三次,确认烙铁头的状况.(无铅焊锡使用时的烙铁头寿命为有铅焊锡的三分之一,根据作业有时10天更换一次)
3、烙铁头高温放置时会产生氧化膜,热传导降低,不易上锡(和有铅烙铁头相比温度高,主要成分是容易氧化的锡).因而在休息时间或不用时要在烙铁头上沾上锡,再切断电源,(高频率烙铁电源的开关调至OFF),以防止烙铁头遇空气氧化.
※如果发现烙铁头有氧化现象,则切断电源待其冷却后,用1000号的砂纸在上面擦(仅适用于除去氧化膜).
十、松香的作用
1、去除需焊锡焊盘处的氧化物.
2、促进锡的湿润扩展.
3、降低焊锡的表面张力.
4、清洁焊锡的表面.
5、将金属表面包裹起来,杜绝其与空气的接触,以防止再次氧化.
十一、烙铁操作规程
1、首先确认烙铁调温旋钮方向应指在规定的范围;
2、接通电源后,待电源指示灯慢闪时才能进行焊接;
3、焊接前检查烙铁头是否上锡良好,没有被氧化或起毛刺;
4、烙铁应尽量远离易燃物,如:酒精、棉布、抹机水等;
5、下班前,应先关闭烙铁电源,再离开岗位。
6、剪切海棉的方法:在海棉中间开孔,在孔的边缘剪四个开口。
烙铁嘴擦拭海棉的方法:在海棉剪口处擦拭。
7、烙铁温度按作业指导书要求调整,除工序检查员外,任何人不得调整烙铁温度。
8、焊接前准备:1.先将烙铁预热10分钟;2.浸湿烙铁架的烙铁海绵;3.将烙铁头擦干净;
4.在烙铁头上沾少量的焊锡
9、焊接四步操作1.一边确认焊接位置,同时准备好烙铁和焊锡2.握紧烙铁,将烙铁和焊锡同时接近母材,使适量的焊锡熔化 3.当焊接在母材上的预定范围内扩散开之后,拿开烙铁和焊锡,但焊锡不得晚于烙铁离开焊点。
4、左手拿需要焊接物料,右手拿烙铁,将需要焊接的物料靠近已经上锡且需要焊接的位置,同时右手的烙铁靠近的需要焊接的位置(60度角)将锡融化,左手将需要焊接的物料固定在已经融化锡的焊点上,右手迅速撤回烙铁,左
手维持物料待冷却。
十二、焊接注意事项
1、在焊接过程中,烙铁每次加热时间为2秒内,如果超过2秒会造成焊锡酸化、松香消失,导致焊点不光滑,严重时导致焊盘脱落;若不够2秒,易造成漏焊或虚焊。
2、在焊接过程中,焊料表面绝对不能有多余的焊锡(如锡珠、锡渣等),如果有,必须要用竹签剥掉锡珠、锡渣。
3、使用烙铁时,每焊一次必须在海绵上擦洗一次烙铁头;
不用时,应该把烙铁插入烙铁架上,注意不要碰撞烙铁头,以免烙铁头起毛刺。
十三、焊锡缺陷及分析
1、焊料过多
外观特点:焊料面呈凸形。
危害:浪费焊料且可能包藏缺陷。
原因分析:焊丝撤离过迟
2、焊料过少
外观特点:焊料未形成平滑面。
危害:机械强度不足。
原因分析:焊丝撤离过早。
3、松香焊
外观特点:焊缝中夹有松香渣。
危害:强度不足,导通不良,有可能时通时断。
原因分析:
1、加焊剂过多或已失效;
2、焊接时间不足,加热不足;
3、表面氧化膜未去除。
4、过热
外观特点:焊点发白,无金属光泽,表面较粗糙。
危害:焊盘容易剥落,强度降低。
原因分析:烙铁功率过大,加热时间过长。
5、冷焊
外观特点:表面呈豆腐渣状,颗粒,有时可有裂纹。
危害:强度低,导电性不好。
原因分析:焊料未凝固前焊件抖动。
6、浸润不良
外观特点:焊料与焊件接触面接触角过大,不平滑。
危害:强度低,未通或时通时断。
原因分析:
1、焊件清理不干净;
2、助焊剂不足或质量差;
3、焊件未充分加热。
7、气泡
外观特点:引线根部有时有喷火或焊料隆起,内部藏有空洞。
危害:暂时导通但长时间容易引起导通不良。
原因分析:引线与孔间隙过大或引线浸润性不良。
8、毛刺
外观特点:出现尖端。
危害:外观不佳,容易造成桥接现象。
原因分析:
1、助焊剂过少,加热时间过长;
2、烙铁撤离方向不当。
9、桥接
外观特点:相邻导线连接。
危害:强度不足,焊点容易腐蚀。
原因分析:焊盘孔与引线间隙太大。
10、针孔
外观特点:目测或低倍放大镜可见有孔。
危害:强度不足,焊点容易腐蚀。
原因分析:焊盘孔与引线间隙太大。