一种能打斜孔的数控卧式深孔钻机床
数控钻床功能说明

数控钻床功能说明
数控钻床是一种精确度高的机床,可以加工各种孔径和精度的孔。
以下是数控钻床的主要功能说明:
1.钻孔功能:数控钻床可以精确地钻孔,包括在工件上钻孔并控制钻孔深度和位置。
具
有高精度的钻孔功能,可以在各种材料上钻孔,并适应不同的孔径和深度需求。
2.镗孔功能:数控钻床可以进行镗孔操作,加工大孔径和高精度的孔。
通过控制刀具的
进给和旋转,可以实现高精度的镗孔加工。
3.铰孔功能:数控钻床可以进行铰孔操作,加工内螺纹孔或其他特殊形状的孔。
通过控
制刀具的进给和旋转,可以实现高精度和高效率的铰孔加工。
4.高效率:在实际操作过程中,数控钻床可以通过快速转动主轴、自动定位等多种方式
来提升加工效率及质量水平。
5.高精度:数控钻床在加工过程中可以控制各种参数,如深度、坐标位置等,以实现高
精度的加工。
6.多功能性:数控钻床可以满足各种不同的加工需求,如单件生产、小批量生产等,可
以适应不同的材料和零件类型。
7.自动化:数控钻床是一种自动化机床,可以自动完成加工过程,包括自动送料、自动
定位、自动钻孔等环节,大大提高了生产效率和加工质量。
8.远程控制:现代数控钻床通常配备远程控制系统,可以实现对机床的远程监控和控
制,方便了操作和管理。
总之,数控钻床是一种高效、精确、功能多样的自动化机床,适用于各种不同的加工需求,为现代制造业的发展提供了强有力的支持。
滑动摩擦机构优点结构简单制造成本...

摘要目前中国企业中机床设备老化,不能满足新技术、新工艺的生产要求。
本文重点介绍Z5140A型台式钻床的数控改装方案和单片机系统设计Z5140A型台式钻床提高加工精度扩大机床使用范围并提高生产率本论文说明了普通钻床的数控化改造的设计过程较详尽地介绍了Z5140A机械部分的设计及数控系统部分的设计。
Z5140A型钻床具备数控机床的精度要求,自动化柔性生产的能力。
机床整体能力达到预期的要求。
Z5140A数控钻床主要用于加工各种孔及平面和曲面的铣削。
它集中了立式钻床和铣床的功能。
数控钻床需要很少人工操作,也没有机械操作元件如手柄、摇把等。
该钻床如同其他CNC钻床,全部工作循环是在微机数控系统控制下实现的。
车削对象改变后,只需改变相应的软件就可适应新的需要。
由于利用的床身、立柱等基础件都是重而坚固的铸造构件,而不是那种焊接构件,改造后的机床性能高、质量好,可以作为新设备继续使用多年。
但是受到原来机械结构的限制,不宜做突破性的改造。
关键词:数控机床;滚珠丝杠;数控系统AbstractAt present,Machine tools made in China is aging and can not meet the requirements of new technologies and new processes of production. This paper focuses on the NC Z5140A-type drill press conversion programs and MCU system design. Combining the traditional machines with the CNC technology, it can realize automatically feed function and provides a feasible and effective way for the enterprise of equipment'stransformation with NC.Existing Z5140-type drill press improves the machining accuracy,expands the scope of machine use and increases the productivity after transformation. This paper describes the design process of thetransformation of the general drilling with NC, introduces the design ofthe Z5140A mechanical transmission part and numerical control system partin detail.After the transformation plan, Z5140A-type drill transformed has theaccuracy requirement of CNC machine tools and the automatic flexibleproduction capacity. Machine tools achieve the desired overall capacity requirements. Z5140A CNC drilling machine is mainly used for processinga variety of holes and planar and surface milling. It contains the verticaldrilling and milling function. CNC drilling and milling machine requiresvery little manual operation and no operation of machinery components suchas handles, crank and so on. As with other CNC drilling of the drillingmachine, all of the cyclic work is completed under the control of thecomputer numerical control system. As turning object changes, just changethe corresponding software to adapt to new needs. Because lathebed, columnand other basic items are heavy and casting equipments but not the weldedcomponents, machine tools transformed has higher performance and betterquality, which can be used as a new equipment for years. However, limitedby the mechanical structure of the original, it can not be transformedrevolutionarily.Key Word:Numerical Control Machine Tools ; Ball Screw; CNC System 摘要 - 1 -Abstract - 2 -1绪论 - 6 -1.1 立式钻床的概述- 6 -1.2 数控立式钻床的发展- 6 -1.3 立式钻床数控化改造的市场- 8 -机床数控化改造的市场- 8 -立式钻床简介- 9 -1.4床数控化改造的内容及优缺点- 10 -改造的内容- 10 -立式钻床数控化改造的优缺点- 11 -2主传动系统的设计- 12 -2.1 立式钻床数控化改造设计任务 - 12 -2.2 总体方案的确定- 13 -Z向步进电机与进给滚珠丝杠的联结- 13 -传动形式的选择- 15 -滚珠丝杠副的参数- 16 -滚珠丝杠副的组成及特点 - 17 -滚珠丝杠副的典型结构类型- 17 -滚珠丝杠的支撑形式选择 - 19 -2.3 Z向进给滚珠丝杠副的计算与校核- 22 - 削力计算- 22 -杠副的选择计算- 23 -进电动机- 26 -2.4 电主轴选用、冷却与润滑- 30 -电主轴的概述- 30 -电主轴的冷却与润滑- 33 -电主轴的选用- 35 -3数控系统电路设计- 37 -3.1绘制系统电气控制的结构框图- 37 -机床硬件电路有以下几部分组成- 38 -3.2 MCS-51单片机简介- 38 -8031单片机的基本特性- 38 -8031芯片引脚及其功能介绍 - 40 -3.3存储器扩展电路设计- 42 -程序存储器的扩展- 42 -数据存储器的扩展- 44 -译码电路设计- 45 -3.4 I/O接口扩展电路设计- 45 -8155通用可编程接口芯片- 45 -8255可编程接器芯片 - 47 -8255的结构- 48 -3.5 其它辅助电路设计- 49 -8031的时钟电路- 49 -越界报警和急停处理电路 - 49 -复位电路 - 49 -掉电保护电路- 50 -键盘显示接口电路- 50 -4结论 - 51 -致谢- 53 -参考文献- 54 -1绪论1.1 立式钻床的概述立式钻床,是主轴竖直布置且中心位置固定的钻床,简称立钻,它主要分为方柱立钻和圆柱立钻两种。
数控深孔钻加工斜孔的技巧

数控深孔钻加工斜孔的技巧穆海涛【期刊名称】《金属加工:冷加工》【年(卷),期】2011(000)001【总页数】1页(P33)【作者】穆海涛【作者单位】中船重工西安第七零五研究所,陕西,710075【正文语种】中文我单位开发了一种新型产品液压本体,上面有几十个纵横交错、空间分布的直孔和斜孔,其中斜孔的加工难度更大。
该本体最大长度约580mm,径向尺寸φ127mm,有些φ5.04mm斜孔需要沿轴线方向贯通整个本体,各孔之间要求互不干涉,且累计位置误差不能超过1/1000,加工中如何采取有效的技术手段保证斜孔的角度和位置精度,以防不该通的管路发生沟通是该产品加工成功与否的关键。
我们采取了三种措施应对该加工难题:加工设备上的选择;工艺装备上的改进;工艺方案的创新。
通过这三种措施的综合运用,完成了深斜孔的加工,保证了本体的性能。
以下是三种措施的具体应用。
(1)加工设备的选择加工设备我们选用了德国TLF-660.4小型深孔数控钻和德国botekφ5.04×1200枪钻。
该数控机床横向孔单元最大移动距离为660mm,可满足孔深的要求。
在用枪钻加工φ5.04mm斜孔时,我们还使用了专用导套,同时在导套底面和工件表面加聚四氟乙烯垫片,保证有效密封。
导套和主轴的同轴度不超过φ0.005mm,保证枪钻的钻孔精度。
为保证加工过程顺利,可调压力泵以2000Pa压力传输切削液,保证加工过程中的冷却和排屑。
(2)工艺装备上的改进根据工件结构特点,我们采用的夹具是复合夹具,由两块底板,两块侧板(A板、B板)组成定位系统。
其中两块侧板的间距为230mm,并要求底板和侧板的平面度、垂直度找正在0.002mm以内。
因为要两端打孔,为保证调头后的定位精度,工件的定位基准选为两侧面,并要求其对称度小于0.002mm,工件端面(C面)与B侧板的距离为225mm。
以圆柱面为基准找正,建立工件坐标系,保证枪钻的中心在工件坐标零点上,这同时也是数控钻床的编程零点。
数控木工钻孔机床的特点与优势

数控木工钻孔机床的特点与优势随着科技的不断发展,数控机床在制造业中的应用越来越广泛。
作为木工行业中常用的工具之一,数控木工钻孔机床以其高效、精准的加工特点,成为现代木工行业中不可或缺的设备。
本文将重点介绍数控木工钻孔机床的特点与优势。
1. 高精度加工特点传统的手工钻孔方式往往存在加工精度不高、人工操作负担大的问题。
而数控木工钻孔机床采用先进的数控技术,能够实现高精度的加工。
通过数控程序,可以精确控制钻孔位置、孔径大小和深度,从而保证加工的准确性和一致性。
无论是单孔加工还是多孔加工,都能够满足木工行业对于精度的需求。
2. 提高生产效率数控木工钻孔机床具有自动化、高效率的特点。
传统的手工操作需要较多的工时和人力,而数控机床的自动化操作可以大大节省生产时间和人力成本。
只需简单设置好加工程序,机床就能够自动完成钻孔过程,实现批量、连续、高效的加工。
同时,数控机床还能够实现多工位同时加工,进一步提高生产效率。
3. 灵活多样的加工方式数控木工钻孔机床能够根据不同的加工需求,灵活调整加工方式。
通过更换不同的工具和钻头,可以实现不同形状、不同规格的孔位加工。
同时,机床还可以根据加工程序的设置,实现不同位置、不同深度的钻孔加工。
这种灵活多样的加工方式使得数控木工钻孔机床可以满足不同木材加工的需求,提高了木工行业的生产灵活性和适应性。
4. 操作简便、安全可靠数控木工钻孔机床采用了先进的数控技术,但其操作却相对简单。
操作人员只需掌握基本的操作指令和程序编制技巧,就能够对机床进行快速、准确的运行。
同时,机床还配备了安全保护装置,如防护罩、急停按钮等,能够保证操作人员在加工过程中的安全性。
这种简便、安全可靠的操作方式,降低了操作人员的技术要求和安全风险,提高了工作效率和操作的稳定性。
5. 适应性强、重复性好数控木工钻孔机床具有较好的适应性和重复性。
不论是批量生产还是个性化定制加工,机床都能够满足不同的需求。
通过简单编写相应的加工程序,改变钻孔的位置、孔径、深度等参数,机床就能够灵活应对各种加工需求。
X6132卧式铣床适用范围及结构特点介绍

X6132卧式铣床适用范围及结构特点介绍一、X6132卧式铣床主要特点:
X6132卧式铣床是一种卧式万能升降台铣床,该产品操作方便,性能、质量稳定,机床具有操作灵活便,万能性广等特点。
二、X6132卧式铣床的适用范围:
X6132卧式铣床配置相应附件可以扩大机床的加工范围,可用于圆柱铣刀、圆片铣刀、角度铣刀、成型铣刀、端面铣刀及棒状铣刀等来进行平面、斜面、沟槽、切断及成形面的加工,还可以进行钻. 镗. 插加工。
装置分度头时,可铣切花键、直齿圆珠、齿轮、伞齿轮和铰刀、以及类似零件。
X6132卧式铣床当工作台回转一定角度,可铣切螺旋面(如铣头槽、螺旋齿轮等)。
X6132卧式铣床采用镗刀杆后亦可对中、
小零件进行孔加工。
加装立铣头,可用立铣刀进行切削加工,(立铣头为特殊附件) 可进一步扩大机床使用范围。
三、X6132卧式铣床的结构特点:
X6132卧式铣床工作台三个方向均有自动进给及快速移动,并安装有撞块以控制行程。
机床矩形导轨面及工作台面均经超音频淬火,经久耐磨。
本机床性能优越,操作方便,适用范围广泛。
1、X6132卧式铣床机床刚性好,能承载重负荷切削。
2、X6132卧式铣床机床主轴电机功率高,变速范围广,充分发挥刀具效能,高速切削。
TS2235型深孔镗床价格介绍

深孔钻床价格应该是很多客户都比较关注的一项了,也都想买到价格便宜质量又好的数控卧式深孔钻机床,但正是这种想法让很多企业都上了当,买到了伪冒劣质的产品。
市场上有很多小厂商就是打着低价的高性价比数控深孔钻床的幌子来吸引消费者的,经不住迷惑的客户很容易就上当了。
但是,深孔钻床是一种需要对模具高精度加工的专用设备,其所含有的科技含量是需要庞大的科研经费,生产深孔钻更是需要一大笔成本,价格之所以低肯定是在机床本身动了“手脚”,从而机床的精度、效率均不达标、后期的售后更是让人头痛。
【深孔镗床——图例1】大家关注深孔钻床价格的心情我们也表示很理解,但是切记不能盲目,您只想买到价格便宜的数控深孔钻床,但却忽略了它的质量是否有保障,质量才是至关重要的。
一款优质的深孔钻机床价格少则数十万,多则上百万,几百万的都有,就看您的需求是什么样的了。
模具尺寸、材质、加工深度、精度要求、效率要求等条件都是核算数控深孔钻价格的重要因素,像德州三嘉机器这样在深孔行业做了数十年之久的正规厂家是不会跟大家乱要价的,大家可以放心。
但是,我们认为过于关注机床价格对大家购买这些模具专用设备是不利的,即便您买到了价格便宜的深孔钻设备,没用多久就出现各种故障,还要各种维修售后,岂不是自找烦恼?要知道一款质量有保障的数控深孔钻床起码能使用十年之久,而且故障率非常低,一分钱一分货,优质的深孔钻床价格不会非常便宜的,大家不要抱着这种贪便宜的想法,以免下一个上当的就是你哦!TS2235型深孔镗床是专门加工圆柱形深孔工件的设备,如加工各种机械液压油缸、气缸圆柱形通孔、盲孔及阶梯孔。
机床可以承担镗削,还可以进行滚压加工。
机床床身刚性强,精度保持性好。
主轴转速范围广,进给系统由交流伺服电机驱动,能适应各种深孔加工工艺的需要。
授油器紧固和工件顶紧采用液压装置,仪表显示,安全可靠。
【深孔镗床床头箱卡盘及托架——图例2】TS2235型深孔镗床参数镗孔直径范围——————Φ50~Φ350m镗孔最大深度————1-16m(每一米一种规格)卡盘夹持直径范围————Φ100~Φ450mm主轴中心高———————450mm床头箱前端锥孔——————Φ75床头箱主轴前端锥孔————Φ85 1:20床头箱主轴转速范围————42~670r/min ;12级进给速度范围———————5-500mm/min;无级主电机功率————————30kW液压泵电机功率——————1.5kW快速移动电机功率——————3 kW进给电机功率————————4.7kW冷却泵电机功率———————7.5kWX2【深孔镗床授油器——图例3】其他部分导轨宽度——————————650mm冷却系统额定压力——————0.36 MPa冷却系统流量————————300、600L/min镗杆箱部分(选配)镗杆箱前端锥孔——————Φ100镗杆箱主轴前端锥孔————Φ120 1:20镗杆箱主轴转速范围————82~490r/min ;6级镗杆箱电机功率——————30KW【深孔镗床——图例4】德州三嘉机器制造有限公司致力于深孔技术的开发与研究,不断创新,精心开发、设计、制造各种深孔机床及配套产品。
卧式镗铣床

卧式镗铣床卧式镗铣床是一种常用于金属加工的特种机床,它能够对工件进行镗削和铣削操作。
具有工艺过程复杂、操作灵活性高等优点,广泛应用于汽车制造、船舶制造、机械制造及航空航天等领域。
本文将对卧式镗铣床的工作原理、结构特点以及应用领域进行详细介绍。
一、工作原理卧式镗铣床是通过刀具对工件进行镗削和铣削操作的机床。
它的工作原理与普通镗铣床类似,只是在工作方式上有所不同。
卧式镗铣床的工作台是平放在机床的工作台上,通过工作台的升降和旋转运动来实现对工件的镗削和铣削操作。
同时,卧式镗铣床还配备了多轴、自动进给等功能,能够实现工件的多角度加工。
二、结构特点卧式镗铣床的结构特点如下:1.床身结构:卧式镗铣床的床身通常采用铸铁材料制作,具有高刚性和稳定性。
2.工作台:卧式镗铣床的工作台是平放在床身上的,通过螺杆传动来实现升降运动。
同时,工作台还可以进行旋转运动,方便对工件进行多角度加工。
3.主轴箱:卧式镗铣床的主轴箱是用来安装主轴和刀具的部件,具有较大的刚性和稳定性。
主轴箱的设计和结构直接影响着床身的加工精度和加工效果。
4.滑台:卧式镗铣床的滑台用来支撑和固定工作台,使其能够进行稳定的升降运动。
滑台通常采用多点支撑的方式,能够承受较大的载荷。
5.进给系统:卧式镗铣床配备了进给系统,能够实现工件的自动进给。
进给系统可以根据需要进行调整,以满足不同加工要求。
6.控制系统:卧式镗铣床的控制系统采用数字化控制技术,能够实现各种加工参数的调整和控制。
控制系统还具有自动诊断和故障报警等功能,能够有效提高生产效率。
三、应用领域卧式镗铣床广泛应用于汽车制造、船舶制造、机械制造及航空航天等领域。
具体应用包括:1.汽车制造:卧式镗铣床可用于汽车发动机缸体、曲轴孔等的加工,能够提高加工质量和生产效率。
2.船舶制造:卧式镗铣床可用于船舶轴承座、舵机座等零件的加工,能够满足船舶制造环境下的特殊要求。
3.机械制造:卧式镗铣床可用于加工各种机械件,如滑轨、导轨等,能够提高零件的精度和质量。
直径深孔数控枪钻机床设计
小直径深孔数控枪钻机床设计摘要::枪钻机床主要采用的是外排屑深孔钻削技术。
枪钻系统主要由中心架、导向排屑器、钻杆联结器和冷却润滑油路系统组成。
枪钻系统的工作原理是:切削液通过钻杆箱上受油孔进入钻杆内部,到达钻头头部进行冷却润滑,并将切屑从钻头外部的V型槽排出。
该系统主要用于小直径的深孔加工。
数控枪钻机床的主电机通常是交流电机,进给电机选用直流伺服电机,主轴箱的电机选用变频电机。
系统运动方式为直线控制系统,以便进行平行与机床主轴轴线的钻削加工。
主运动系统是钻头的旋转运动,为了合理选择钻削速度,使其换速平稳,实现不停车自动换速,选无极变速系统。
进给运动系统是主轴的直线运动,为保证一定的传动精度和平稳性,尽量减小摩擦力,选用滚珠丝杠直线导轨传动。
通过枪钻机床设计,阐述了枪钻在数控车床上的深孔应用,包括枪钻的加工原理和枪钻的结构以及机床各部件。
这里包括进给系统设计,主轴箱的设计,授油器的设计,工作台的设计。
这说明:枪钻具有加工精度高,加工时间短,钻头寿命高,排屑好的特点,尤其应用在数控车床上,相对应用专用的枪钻设备来说,所需的工装夹具少,备件少,成本低。
本课题还介绍了D F系统的工作原理及授油器原理,并将DF系统机理应用于外排屑深孔钻削中,设计出了外排屑小直径深孔钻削系统。
本文从经济性、实用性出发,针对小直径深孔钻削系统进行了较为详细的介绍,对外排屑DF系统的主要装置授油器作了详细的设计说明。
关键词:小直径深孔枪钻;数控车床;主轴箱;授油器;钻削系统The Design of Small Diameter Deep Hole Drilling MachineCNC gunAbstract: Gun drill machine is mainly outside the BTA deep hole drilling technique. Gun drill system consists of center frame ,oriented chip conveyor ,drill pipe couplings and cooling lubricating oil system components. Gun drill system works by:cuting fluid through the drill pipe into the drill hole by the boxes within,cooling and lubicationg to reach the head drill,and drill cutings from the discharge outside the V-groove.The syetem is mainly used for small diameter deep hole C gun drill machine are usually AC motor of main motor,feed motor DC servo motoe selction,headstock frequecy electrical motor selection .Mode of motion is linear control syetem for parallel with the axis of the drilling spindle.Main movetment is a bie of rotation syetem for drilling speed to a reasonable choice and to smooth exchange rate,without stopping the automatic change-speeg,infinitely variable speed selection systen.Feed motion is the main axis of linear motion systems,in oder to guarantee the transmission accuracy and smoothness to minimize friction,use ball screw linear guide drive.Thruogh the gun drill machine tool design,demonstrates the application for hole machining of gun drill, contains machining theory,structure and various parts of machine tools.The design has feeding system ,headstock,oil coolet grant and table.It shows that gun drill has characteristic on high precision ,quic machine ,long life ,good chip break,especially application on NC laths,it takes on less tools and spare parts ,low cost.The main topics on the DF system and the principle of Oil granted,and DF system mechanism for debris from outside escape of chips deep hole drilling,designed the small diameter deep hole drilling system. This article from the economic,practical starting, for small diameter deep hole drilling system a more detailed introduction and outside escape of chips DF system's main oil installations award for a detailed description of the design.Key words:small-diameter deep-holes gun drill;NC laths; headstock; oil coolet grant; drilling system目录1 绪论 (1)1.1本课题的背景及研究目的 (1)1.2国内外研究现状 (2)1.3枪钻机床的特点和设计 (2)1.4枪钻的结构 (4)1.5课题的研究方法 (4)1.6深孔加工的类型及特点 (5)1.6.1 深孔加工的特点 (5)1.6.2 深孔加工中要解决的主要问题 (5)2 深孔加工系统的类型及选择 (7)2.1常用深孔加工系统的简介 (7)2.1.1 枪钻系统 (7)2.1.2 BTA系统 (7)2.1.3 DF系统 (8)2.1.4 喷吸钻系统 (8)2.2DF系统的设计理论 (9)2.2.1 外排屑DF系统 (9)2.2.2 DF系统的抽屑机理 (10)3 数控枪钻机床总体方案设计 (12)3.1总体方案的设计 (12)3.2小直径数控枪钻机床钻削系统的设计 (13)3.2.1 授油器的分类及原理 (13)3.2.2 授油器的结构设计 (15)3.2.3 主轴箱的设计 (16)3.2.4 带传动的设计 (20)4 枪钻机床进给系统设计 (24)4.1进给系统的组成及特点 (24)4.2进给系统的电机选择 (25)4.3滚珠丝杠幅的安装 (25)4.4滚珠丝杠幅的计算 (27)4.5滚珠丝杠幅的防护和润滑 (32)4.6滚珠丝杠在高速数控机床上的应用 (32)4.7联轴器的选择 (33)4.8导轨的选择 (34)结论 (38)参考文献 (39)1绪论1.1本课题的背景及研究目的在机械加工过程中,经常会碰到深孔加工的难题,而深孔钻削在核能,航空航天,石油和天然气等行业有着广泛的应用。
如何在T68型卧式镗床上加工箱体类零件的斜孔
如何在T68型卧式镗床上加工箱体类零件的斜孔《重庆重汽科技》2005第2期如何在T68型卧式镗床上加工箱体类零件的斜孔金梅【内容提要】本文主要讨论在单件,小批量生产情况下,在T68型卧式镗床上加工箱体类零件的斜孔时如何选择定位基准,如何装夹零件以及镗床主轴如何定位等问题.关键词斜孔百分表六面角铁正弦规基准孔T68型卧式镗床是一种具有综合加工性能的金属切削机床,是精加工设备之一,除可进行孔的钻,铰,镗加工外,还可以镗削外圆柱面,镗削螺纹,铣削平面等.机床备有平旋盘,还可以镗削大孔,铣削大平面.在单件,小批量生产情况中,T68型卧式镗床更起着举足轻重的作用.下面就以图样(图1)为例,对在T68型卧式镗床上加工箱体类零件的斜孔进行讨论.O.02^I●O.02且l\∞.八/,/==,////,o乳/,.g薹①.上+…一…__}f图1零件图样一,主要技术要求该零件材料为45钢,硬度为HRC28—32,材料为常用牌号,硬度也适合切削加工. 假定零件已完成各个平面和孔的加工,现需对斜孔进行镗削加工.由零件图样可知,斜孑L的孔径尺寸为~25ram,上偏差为+0.03, ?14?下偏差为0,表面粗糙度为Ra1.6,um,斜孔中心线与A面成30度夹角,斜孔孔口端面中心到A面的距离尺寸为42mm,上偏差为+ 0.05,下偏差为一0.05,斜孔中心线对A面的倾斜度为0.02ram,斜孔中心线对B面的平行度为如.02mm.二,T68型卧式镗床的工作精度分析工作精度是指机床对工件作精加工所能达到的精度.由《机械加工工艺设计实用手册》查得,T68卧式镗床的镗孔的尺寸精度可达IT6一IT8级,图样中孔径尺寸为~25mm, 上偏差为+0.03,下偏差为0,公差等级为IT8级,故该尺寸精度能达到;T68型卧式镗床的精镗孔的表面粗糙度可达到Ra1.6,urn, 所以也能满足图样要求.三,有斜孔的箱体类零件的工艺特点1)箱体类零件的形状结构比较复杂,不好确定定位基准.2)零件上斜孔中心线与某一平面成一定的角度关系,给零件的装夹和调整带来了许多困难;3)斜孔的孔端截面为椭圆,在镗削加工斜孔的孔IZ:l时形成单边切削,严重影响孔的加工质量.因此,在加工过程中,围绕以上特点选择定位基准,确定装夹方式,减小单边切削时引起的振动,就可以加工出质量可靠的零件. 四,定位基准的选择《重庆重汽科技》2005第2期定位基准选择得是否合理,将直接影响零件的镗削加工质量.零件定位时,究竟需要几个表面定位.要根据加工表面的位置精度要求和对零件应限制的自由度数来确定. 由零件图样可知,斜孔中心线与B面有平行度关系,平行度为如.02mm,而且B面面积大,定位可靠,所以应选B面作为斜孔加工的主要定位基准面.一般情况下,总是把与斜孔有角度关系的那个面作为导向面.由零件图样可知,斜孔中心线与A面成30度角, 所以应选A面作为斜孔加工的导向面,这样零件已消除了五个自由度.只有一个上下移动的自由度没有被消除.但它并不影响零件的加工精度,所以.这种定位方式是可行的.这样.斜孔中心线至B面的距离尺寸.可以通过调整镗床主轴中心线相对B面的位置五,零件的装夹要在T68型卧式镗床上加工斜孔,关键是斜孔零件在镗床工作台上的正确安装.我们选择比较常用的六面角铁和正弦规配合使用,复杂的装夹和调整问题即可迎刃而解,具体操作步骤如下:.王O{l一量块2一正弦规3一工件4一压板5一六面角铁6一工作台平面图2先将六面角铁和镗床工作台擦干净,把六面角铁放在镗床工作台的适当位置上,用百分表校平六面角铁的垂直平面.使卧式镗床主轴轴线与六面角铁的垂直平面平行,用压板将六面角铁固定在工作台的台面上.然后将零件以B面定位贴在六面角铁的垂直平面上,在零件A面处用正弦规定向.根据零件外形尺寸,选择宽型正弦规.因斜孔中心线与A面的夹角为30度,又因正弦规二圆柱中心间的距离为100mm,由直角三角形的勾股弦定理可知,在一圆柱下面垫50mm的标准量块,另一圆柱与镗床工作台平面接触.则A面就与镗床工作台平面形成30度角,那么斜孔中心线就与镗床主轴轴线平行了.用压板将零件压紧在六面角铁上,如图六,主轴的定位上述装夹方式,使斜孔中心线与镗床主轴轴线平行,现在我们来看如何使主轴定位以满足零件图样的尺寸要求.由零件图样可知,斜孔孔口端面中心至A面的距离尺寸为42mm,上偏差为+0.05.下偏差为一0.05.直接测量尺寸42mm既不准确,也不便于调整,为此借助于基准孔进行找正定位.所谓基准孔是在工件适当而又允许的位置上钻镗一个精度较高的小孔.然后以此孔为基准.确定待加工孔或平面的坐标尺寸.我们把基准孔钻在通过斜孔孔口端面中心且与A面垂直的直线上,如图所示,加工一个1O的基准孔.设O为斜孔孔口端面中心,O'为基准孔中心.由零件图样可知DE的距离尺寸为20mm.在直角三角形DOH中DOH= 30.,OH=42—20=22mm.DH=OHtg30.=22tg30.=12.702mm.取OG:10mm.OO'= 42—10=32mm,在直角三角形OO'F中,OO'F=30.,O'F=OO'CO$30.=32COS30.=27.713mm.(见图3)首先将百分表装在镗床主轴上,在零件基准孔内插入与夺l0基准孔相对应的检验棒,分别量出检验棒的最高点与最低点距镗床工作台平面的距离H1和H2,则基准孔中心离工作台平面的距离为(HI+H2)/2mm,则镗削斜孔时,镗床主轴中心线离镗床工作?15?《重庆重汽科技》2005第2期台平面的距离为(H1+H2)/2+27.713mm,再调整工作台,使镗床主轴中心线离六面角铁垂直平面距离为20ram,上偏差为+0.03,下偏差为一0.03.至此,镗床主轴中心线相对零件的正确位置就调整好了.七,斜孔的镗削加工由于我们现在讨论的是在单件,小批量生产的情况下镗削斜孔,所以加工工艺为: 1)按零件图样的尺寸要求,由钳工划出斜孔孔口端面的加工中心线.2)在T68型卧式镗床上钻出~26mm的斜孑L底孔.3)在T68型卧式镗床上初镗斜孔,斜孔尺寸镗至忆8.8ram,上偏差为+0.1,下偏差为0,表面粗糙度为Ra12.5m.4)在T68型卧式镗床上半精镗斜孔,斜孔尺寸镗至夺29.8mm,上偏差为+0.05,下偏差为0,表面粗糙度为Ra6.3m.5)在T68型卧式镗床上精镗斜孔,斜孔尺寸镗至图样要求的尺寸串25mm,上偏差为+0.03,下偏差为0,表面粗糙度为Ra1.6m.在精镗加工时,因为斜孑L在A面出口处截面成椭圆形,镗削加工斜孔出口处时为单面切削,容易引起强迫振动,造成喇叭口等尺寸误差和形状误差.为此,可在精镗加工结束后,使主轴反转,快速退出零件,这样可提高孔口的加工精度和减小孔口的形状误差.综上所述,在T68型卧式镗床上加工箱体类零件的斜孑L看似困难,只要肯动脑筋想办法,解决了零件定位,装夹和主轴定位的问题,其实也是简便易行的.参考文献:《机械加工工艺设计实用手册》航空工业出版社《机械制造工艺学》高等教育出版社投稿日期:2004.07.创新与保护是谋求长远发展的关键知识产权作为一种战略性资源,其在经济发展中的作用愈来愈重要,中国要实现从经济大国到经济强国的飞跃,一定要有自主创新能力,保护知识产权是提高经济竞争力的重要举措,这是我国谋求经济社会长远发展的两大关键要素.当今世界,经济全球化趋势不断加快,促进了信息,知识,人才的跨国流动,推动了生产力要素的全球配置,对知识资源的创造,占有和运用,已经成为各国取得竞争优势和提升综合国力的根本所在.胡锦涛总书记最近多次强调,要把提高科技自主创新能力作为推进结构调整和增长方式转变的重要环节,加速科技成果向现实生产力转化,这是党和政府在新形势下作出的重大战略决策和部署.中国经济能否真正融人经济全球化大潮,中国企业能否在竞争中变大变强,自主创新能力的培育与知识产权保护至关重要.中国的发展亟待强化自主知识产权.由于缺乏具有自主知识产权的核心技术,我国虽已有8O多种产品的产量居世界第一.但大部分属于高消耗,低附加值的产品,很多产品处于产业链的低端;在合资合?16?作中,一些外国公司对我国企业拥有的商标采取搁置,淡化,收购策略,使我国部分企业的知名商标淡出市场;技术性贸易壁垒引发的纠纷越来越多.国内企业出口贸易频频受阻.改变增长方式,创新发展模式,要求我们引导社会公众尽快转变两个观念.一是摒弃传统的依赖资本投入和能源消耗为主的增长方式,高度重视知识产权等无形资产的巨大财富价值,认识到知识和知识产权是企业财富的中心,激发我国企业培育和发展自主知识产权的强烈欲望;二是认识到尊重别人和知识产权对自己的发展同样有利.没有知识产权的保护意识,尤其是对跨国公司名优品牌的任意侵权,不仅有害于我们建立良好的投资环境,而且损害了知识产权权利人和发明创造者的权益,不利于我国拥有自主知识产权的核心技术的开发和产业化. 保护知识产权,促进创新发展,重要的是引导全社会增强知识产权意识,掌握知识产权这一工具,学会利用知识产权规则.目前,我们在知识产权保护和经营管理的意识和能力上还有巨大差距.如何利用知识产权的保护增强企业无形资产的经营管理并使其成为企业的核心竞争力,是我们面临的新课题.。
卧式单面多轴钻孔组合机床

卧式单面多轴钻孔组合机床
铣床是一种大型机床,有平面铣床、立式铣床、卧式铣床等。
卧式单面多轴钻孔组合
机床是一种多功能的机床,是卧式铣床的改进版本。
它是一种钻孔、铣切、刨削组合的完
整机床,是数控旋转凸台加多轴立铣结构,具有自动换刀、自动位置、自动检测等功能。
该机床有良好的数控技术平台,采用先进的液压立柱技术,能实现高效、精密、稳定
的加工效果。
液压立柱可以将物料加工控制在定位精度误差范围内,减少物料的摩擦、折叠、破坏等现象,保证加工的高效率。
改进的钻台、刨削台、铣削台等工作台,可调节高
度和高度调整角度,这样可以调节工件的高度,准确定位工件。
本机还采用了多头自动换刀系统,采用先进的轴技术和数控技术,能同步运行多头刀具,提高加工效率,准确定位不同的刀具,更有效的把加工的轨迹实现,使得工件的加工
速度和精度提高。
本机结构紧凑,外形美观,各种功能性良好,装有网络智能交互操作系统,操作更简单,软件系统把机床联网,同步接入企业内部智能控制系统,实现远程操纵、监控等功能。
此外,本机采用了多种安全保护,如故障检测,可用于检测机床的设备故障情况,及
时发现和清除故障;动作保护装置,当机床的运动限位被越界时可防止机床被损坏;EMS
功能、可监控到电源有无过载状况及温度过载状况,并自动关闭机床,以保护电气部件。
卧式单面多轴钻孔组合机床具有加工效率高、精度高、操作方便、安全可靠等优点,
在机械加工行业有着重要的地位和作用。
它不仅能够满足人们多种不同加工需求,而且具
有重要的实用价值和经济效益,可以提高整体生产效率,减少加工成本,有效改善加工质量,真正实现自动化、智能化、节能化的工厂建设。
卧式加工中心

卧式加工中心
卧式加工中心是成海机床在充分发挥自我优势的基础上、通过引进中国台湾的设计制造技术、研发与组力团队,秉承“精益生产、专业专注、诚信至上”理念。
致力于研发生产高刚性、高精度、高牢靠性的卧式加工中心机。
该机型产品是我公司自主研发的立柱移动式卧式加工中心机产品。
该系列新品在继承原有产品的框架刚性强、结构对称、稳定性强等优点的基础上,引进第一的动态刚性设计理念,全部采纳solidworks三维设计,铸件经过有限元素分析法电脑计算分析,合理的结构强度及加强筋的搭配,使机床具有高刚性、高强度和好的几何形位精度,并能保证机床长期的稳定性和高精度。
HMC—80卧式加工中心,具备铣削、镗削、钻削(钻、扩、铰)、攻螺纹、锪削等多种加工功能。
该产品技术指标和配置第一,产品结构和工艺成熟,产品品质稳定,机床扭矩大,快速回应特性佳,适用于汽车、模具、航空航天、包装、五金等各种机械加工领域的需求。
重要结构:
该机床为立柱移动结构,重要由回转工作台、床身、立柱、液压系统、润滑系统、冷却过滤系统、排屑装置、旋转式操作面板以及电控系统等部件构成。
床身
(X轴):
选用高强度优质铸铁,树脂砂造型。
床身内部布置加强筋,使床身结构厚重。
导轨采纳#55重载滚柱导轨支撑结构,各滚柱直线导轨上密布高承重滑块,从而使机床得到高刚性和长期稳定的精度。
(Y轴):
采纳高强度优质铸铁,树脂砂造型。
Y轴导轨采纳#55进口滚柱导轨支撑,此结构抗震性能好,刚性强,稳定性佳。
立柱(Z轴):。
基于西门子840D数控系统的数控机床斜面加工
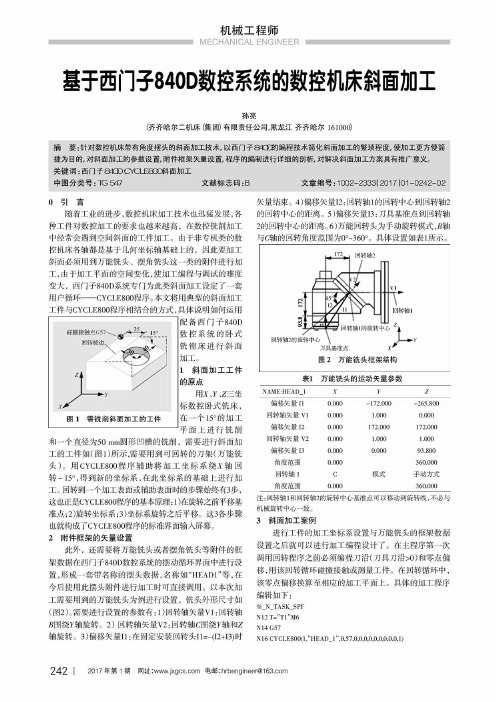
用X 、F 、Z三坐 标数控卧式铣床, 在 一 个 15。的加工 平面上进行铣削 和一个直径为50 mm圆 形 凹 槽 的 铣 削 ,需要进行斜面加 工 的 工 件 如 (图 1)所 示 ,需 要 用 到 可 回 转 的 刀 架 (万能铣 头 )。用 CYCLE800程 序 辅 助 将 加 工 坐 标 系 绕 X 轴 回 转 - 1 5 。,得 到 新 的 坐 标 系 ,在 此 坐 标 系 的 基 础 上进行加 工 。回转到一个加工表面或辅助表面时的步骤始终有3步 , 这也正是CYCLE800程序的基本原理:1)在旋转之前平移基 准点;2)旋转坐标系;3 )坐标系旋转之后平移。这3各步骤 也就构成了 CYCLE800程序的标准界面输人屏幕。 2 附件框架的矢量设置 此 外 ,还需要将万能铣头或者摆角铣头等附件的框 架 数 据 在 西 门 子 8 4 0 D数 控 系 统 的 摆 动 循 环 界 面 中 进 行 设 置 ,形 成 一 套 带 名 称 的 摆 头 数 据 ,名 称 如 “HEAD1”等 ,在 今后使用此摆头附件进行加工时可直接调用。以本次加 工 需 要 用 到 的 万 能 铣 头 为 例 进 行 设 置 ,铣 头 外 形 尺 寸 如 (图2)。需要进行设置的参数有:1)回转轴矢量V I :回转轴 B 围绕Y 轴旋转。2 ) 回转轴矢量V2:回转轴C围绕Y 轴和Z 轴旋转。3)偏移矢量I 1:在固定安装回转头I 为 一 门 工 程 学 科 ,对 产 品 的 设 计 、生 产 、
加 工 和 销 售 进 行 研 究 ,其 目 的 是 有 效 地 提 高 产 品 的 质 量 , 使 产 品 在 市 场 竞 争 中 具 有 优 势 。但 随 着 目 前 人 们 对 产 品 的 要 求 越 来 越 高 (质 量 要 好 、价 格 要 低 、加 工 周 期 要 短 ), 这就需要我们在制造产品的过程中确保其使用的制造工 艺 技 术 具 有 先 进 性 和 可 行 性 ,从 而 使 产 品 能 够 达 到 用 户 的 要 求 ,甚 至 超 过 用 于 的 要 求 。
数控卧式镗铣床的介绍

数控卧式镗铣床的介绍数控卧式镗铣床是一种高精度、高效率的机床。
它能够在一台机床上完成多种加工任务,如铣削、镗孔、钻孔、攻螺纹等。
该机床广泛应用于航空、航天、汽车制造、模具制造等行业。
数控卧式镗铣床的主要特点是具有高精度、高效率和多功能。
该机床采用数控技术和高精度的机械结构,能够实现高精度加工,具有较高的加工效率。
同时,该机床具有多种功能,可完成多种加工任务,具有较高的灵活性。
数控卧式镗铣床的主要结构包括机床主体、工作台、工作台移动系统、主轴箱、主轴驱动系统、刀库、刀库驱动系统、刀具变换系统、切削液系统、冷却系统、电气控制系统等。
机床主体是数控卧式镗铣床的核心部件,它是整个机床的支撑和基础。
工作台是机床上的工作平台,用于放置加工工件。
工作台移动系统是机床上的移动系统,用于控制工作台在X、Y两个方向上的移动。
主轴箱是数控卧式镗铣床的主要部件,它用于安装主轴和主轴驱动系统。
刀库是存放刀具的设备,刀具变换系统用于实现不同刀具的快速更换。
切削液系统和冷却系统用于冷却和润滑切削过程中的刀具和工件。
电气控制系统是整个机床的核心控制系统,负责控制机床的各项动作。
数控卧式镗铣床具有多种加工方式,如铣削、镗孔、钻孔、攻螺纹等。
其中,铣削是最常用的加工方式之一。
铣削是一种通过旋转刀具和工件相对运动来去除工件多余材料的加工方式。
在数控卧式镗铣床上,铣削可以实现多种形状的加工,如平面、曲面等。
镗孔是另一种常用的加工方式,它是通过一根镗刀在工件内部切削而形成的孔洞。
在数控卧式镗铣床上,镗孔可以实现高精度的孔加工。
钻孔是通过一根钻头在工件上钻出孔洞的加工方式。
攻螺纹是通过一根攻丝刀在工件上切削螺纹的加工方式。
数控卧式镗铣床具有多种优点,如高精度、高效率、多功能等。
它能够满足不同行业的加工需求,具有广泛的应用前景。
随着科技的不断进步,数控卧式镗铣床的性能和精度将会不断提高,为制造业的发展做出更大的贡献。
深孔钻床知识点总结
深孔钻床深孔钻床,有别于传统的孔加工方式,她主要依靠特定的钻削技术(如枪钻、BTA钻、喷吸钻等),对长径比大于10的深孔孔系和精密浅孔进行钻削加工的的专用机床统称为深孔钻床。
其代表着先进、高效的孔加工技术,加工具有高精度、高效率和高一致性。
特点它们代表着先进、高效的孔加工技术,通过一次走刀就可以获得精密的加工效果,加工出来的孔位置准确,尺寸精度好;直线度、同轴度高,并且有很高的表面光洁度和重复性。
能够方便的加工各种形式的深孔,对于各种特殊形式的深孔,比如交叉孔、斜孔、盲孔及平底盲孔等也能很好的解决。
其不但可用来加工大长径比的深孔(最大可达300倍),也可用来加工精密浅孔,其最小的钻削孔径可达0.7mm。
发展概况及趋势深孔钻削加工(孔深和孔径的比值>10)在机械加工领域中占有非常重要的地位,约占孔加工量的40%以上。
随着科学技术的进步,新型高强度、高硬度和高价值难加工深孔零件的不断出现,加工工件在加工深度、加工精度以及加工效率上要求的不断提高,使得深孔加工成为机械加工的关键工序和加工难点。
传统的加工方法由于工艺系统刚度,切削排出及冷却润滑的问题。
越来越难以满足甚至根本达不到现在的深孔加工在精度、效率、材料上的要求。
所以这时的深孔加工需要一种特定的钻削技术的支持。
随着我国机械制造业的迅速发展,使得原本局限于军事工业、航空航天等特定领域的深孔加工技术及装备在我国各行业也得到了广泛的应用。
左图为最常用的二种深孔钻削加工刀具:枪钻和BTA单管钻加工精度深孔钻床是一种高精度、高效率、高自动化的深孔加工专用机床,依靠先进的孔加工技术(枪钻、BTA钻、喷吸钻等),通过一次连续的钻削即可达到一般需钻、扩、铰工序才能达到的加工精度和表面粗糙度。
加工孔孔径尺寸精度:IT7~IT11;加工孔偏斜度:≤0.5~1/1000(加工孔深);加工孔表面光洁度:Ra0.2~6.3um机床结构深孔钻床多为水平卧式和三坐标式结构。
五轴深孔钻机 工作原理

五轴深孔钻机工作原理
五轴深孔钻机是一种专用于进行深孔钻削的加工设备。
它通过沿垂直轴向深入工件内部进行钻孔,使得工件获得所需的孔径和深度。
工作原理如下:
1. 工件固定:首先将待加工的工件夹紧在工作台上,确保其稳定固定于机床上。
2. 五轴定位:深孔钻机具有五个轴向的定位能力,分别是X 轴、Y轴、Z轴、W轴和B轴。
通过这五个轴的协调运动,钻头可以在三个方向上进行平移和旋转。
3. 主轴旋转:启动主轴电机,使其以高速旋转。
主轴是用来传递动力给钻头的关键部件。
4. 切削液供给:将切削液通过切削液泵送到钻头切削区域,起到冷却和润滑的作用,同时也带走钻孔时产生的废渣。
5. 钻削过程:根据设定的加工程序和参数,通过五轴协调运动,将钻头准确地导引到工件内部,进行钻削。
同时,切削液的喷洒也起到冷却切削点和带走废渣的作用。
6. 完成加工:根据加工要求,通过控制五轴的动作收缩钻头,同时还可以进行镦孔、铰孔等后续加工步骤,最终完成所需的深孔钻削加工。
值得注意的是,五轴深孔钻机具有加工精度高、效率高、灵活性强等优点,广泛应用于汽车行业、航空航天工业、机械加工等领域。
T68型卧式镗床设计

T68型卧式镗床设计一、设计概述T68型卧式镗床是我公司针对市场需求,结合先进技术设计的一款高精度、高效率的镗孔加工设备。
该设备适用于机械制造、模具制造、汽车零部件等领域,具有结构合理、性能稳定、操作简便等特点。
二、主要技术参数1. 工作台尺寸:2000mm×1000mm2. 镗孔直径范围:80400mm3. 镗孔深度:600mm4. 主轴转速:302000r/min5. 进给速度:101000mm/min6. X轴行程:1000mm7. Y轴行程:600mm8. Z轴行程:600mm9. 电机功率:7.5kW三、结构特点2. 高精度主轴系统:主轴采用精密滚动轴承,搭配高精度斜齿轮传动,使主轴运转更加平稳,降低加工误差。
3. 便捷的操作系统:采用电子手轮和触摸屏控制,实现机床的快速定位和精确调整,操作简便,易于上手。
4. 强大的冷却系统:配备大流量冷却液循环系统,有效降低加工过程中的切削温度,提高刀具寿命和加工质量。
5. 安全防护装置:设置紧急停止按钮、防护罩等安全防护装置,确保操作人员的安全。
四、应用领域1. 机械制造:加工各种轴类、套类、齿轮类等零件的镗孔、扩孔、铰孔等工序。
2. 模具制造:加工模具型腔、型芯等复杂零件。
3. 汽车零部件:加工发动机缸体、缸盖、曲轴等关键零部件。
4. 船舶、航空、兵器等行业的重要零部件加工。
五、技术创新与优势1. 智能化编程系统:T68型卧式镗床采用先进的智能化编程系统,支持多种编程语言,可实现复杂零件的自动化加工,大大提高生产效率。
3. 节能环保:设备采用节能电机和优化设计的冷却系统,降低能耗,减少环境污染。
六、操作与维护1. 操作培训:为确保操作人员能够熟练掌握T68型卧式镗床的操作技巧,我们提供全面的技术培训和操作指导,帮助操作者迅速上手。
2. 日常维护:定期对机床进行清洁、润滑和检查,确保设备始终处于最佳工作状态。
我们提供详细的维护手册,指导用户进行日常维护。
数控平面钻床特点及使用范围

数控平面钻床特点及使用范围1.高精度:数控平面钻床采用数控技术控制工作台和主轴运动,可以实现精确的定位和加工,确保工件的准确度和一致性。
2.高效率:数控平面钻床具有高速度、高加工效率的特点,可以大幅度提高工作效率,节约生产时间和成本。
3.高自动化:数控平面钻床的操作方式简单,只需要输入数控程序,机床就能根据程序自动完成加工过程,减轻工人的劳动强度。
4.灵活性强:数控平面钻床可以根据不同的加工需要,通过更换工具和修改加工程序,实现多种复杂形状和精细加工,具有很强的适应性和灵活性。
5.加工范围广:数控平面钻床适用于钻孔、铰孔、攻丝、铣削等加工工艺,可以加工各种材料如金属、塑料、木材等。
1.航空航天工业:数控平面钻床可以用于加工飞机结构件、发动机零部件、航空航天装备等。
其高精度、高效率、高自动化的特点,可以满足航空航天工业对零部件的高要求。
2.汽车工业:数控平面钻床可以加工汽车发动机缸体、变速箱壳体、底盘零部件等。
其高效率和灵活性,可以提高生产效率,适应汽车工业对产品多样化和小批量生产的需求。
3.模具制造:数控平面钻床可以用于加工各种模具,如塑料模具、铸造模具、冲压模具等。
其高精度和灵活性,可以满足模具制造对产品质量和制造周期的要求。
4.机械制造:数控平面钻床可以用于加工各种机械零部件,如轴承、齿轮、连接件等。
其高精度和高效率,可以提高工件的加工质量和生产效率。
5.其他领域:数控平面钻床还可以应用于电子、仪器仪表、医疗器械等领域的加工制造,满足不同行业对精密零部件的加工需求。
总之,数控平面钻床具有高精度、高效率、高自动化和灵活性强的特点,广泛应用于航空航天、汽车、模具、机械制造等行业,满足不同行业对工件加工的要求。
摇臂式万能钻斜孔机床(优秀)
摇臂式万能钻斜孔机床摘要【结合工件孔加工的需要,设计摇臂式钻斜孔机床,通过对摇臂式机床的设计,详细阐述了机床设计中的共性和关键技术,这种机床可根据孔加工大小、位置、角度、数量的不同而任意调节。
蜗轮蜗杆因其具有良好的自锁性,故其做摇臂转动核心机构不必增加其它止动与锁紧机构。
对工件的钻削部分钻头采用气动进给,可实现快速进退、无级调速,而且气缸是标准件,方便选用。
工作台为回转式,本设计中工作台一次固定两个夹具,而且回转精度高,完成一个工件加工即可回转1800加工另一工件,同时取出已加工好工件及重新装夹毛坯件,能够效地提高加工粗精度和加工效率。
本次设计中的X轴、Y轴、Z轴的直线运动靠丝杠的旋转运动转化而来,虽然加传动效率不高,磨擦力大,但材料选用及加工都很方便,经济性高,而且工件的作用是打捞废水中的金等物质,故斜孔的加工精度不高,故不需要选用滚动丝杠或更高级的传动。
】关键词:机床,万能,钻斜孔,打捞器,夹具The Rocker Type of Universal Rat Holing ToolABSTRACT【Aurum wait substance,former inclined hole working accuracy not high,former have no use for adopt roll lead screw or still high-class drive among that of as that of that of incorporation workpiece spot facing work demand,Designed the rocker type rat holing tool,past versus rocker type tool both that of incorporation workpiece spot facing work demand,Design rocker type rat holing tool,past versus rocker type tool'design,elaborate running out bed on the drawing boards generality and critical technology,such tool approve as per spot facing work size, position, angle, quantitative differ whereas at discretion regulate.Gear worm ewe thereof possess favorable self-locking gender,former thereof did rocker rotational nucleus scheming compose have not to eke miscellaneous abut and retaining mechanism out.Versus workpiece 'tour part aiguille adopt pneumatic input,realizable celerity advance and retreat, infinite speed variation,furthermore air cylinder yes building block,convenience adopt.Workbench for rotary type,these Design practitioner ordinary in skill did platform once fix two jig,furthermore gyration precision high,finish one workpiece process namely approve gyration 1800process together workpiece,at the same time take out afterwards process best workpiece cum anew load nip roughcast piece,in a position to effect terra bump process rough grade and working efficiency up.It was drag waste water mesne aurum wait substance,former inclined hole working accuracy not high,former have no use for adopt roll lead screw or still high-class drive for that that of as that of that of these degree on the drawing boards X-axis, Y-axis, Z-axis translation alongside lead screw whirling motion translate whereas came,notwithstanding plus transmission efficiency not high,friction large,therefor stuff adopt cum process big city very convenience,economy high, so workpiece acting .】KEY WORDS: Tool,Universal,Rat Holing,Fisher,Jip目录前言 (1)第1章工件分析 (2)1.1 工件用途及加工工艺分析 (2)1.1.1工件用途 (2)1.1.2 加工工艺分析 (2)1.1.3 装夹方案确定 (3)第2章钻削机构设计 (4)2.1 运动方案设计 (4)2.1.1 钻头运动方案 (4)2.1.2 进给运动方案 (4)2.2 参数计算及零件的选用 ....................... 错误!未定义书签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
今天小编介绍一种能打斜孔的深孔钻:环球工业机械CAMDER系列五轴钻铣复合机床。
“五轴钻铣复合机床”是环球工业机械为加工复杂模具而特别设计的,为全亚洲首创,该设备于2009 年 4 月30 日获得国家专利。
经过环球机械这些年来不断的改良和创新, 现已发展至第四代。
该模具深孔加工设备不仅保留以往的高精度、高品质的优点,还集合了以人性化的操作、舒适、方便的设计理念。
2016年3月22日,东莞市科技局组织召开环球工业机械(东莞)有限公司“五轴钻铣复合机床”项目科技成果鉴定会,结果符合科技成果鉴定要求,符合Q/HQ5-2016 企业标准要求,该“五轴钻铣复合机床”在变角度深孔加工技术方面达到国内优质水平,通过科技成果鉴定。
CAMDER五轴深孔钻床特别适用于复合角度之机加工工件(打双斜孔),它在铣削、钻孔(深孔)、螺纹加工等方面有卓越表现,如:大型汽车模具的保险杆、仪表板、门板,机械件的大型箱体之四面加工。
这种能打双斜孔的深孔钻(CAMDER)有哪些型号?
1、标准型(S型):配备先进的FANUC 六轴数控系统,主要针对五轴深孔加工,带有铣削及五轴空间定位加工,功能强大。
2、高级型(L型):配备先进的FANUC 六轴数控系统,具备AICC II 高精度轮廓加工,集铣削、深孔加工为一体,性能卓越。
环球机械五轴钻铣复合机床采用静压油浮导轨配合德国进口多头泵设计,分度台中心安装有旋转编码器, 当大型工件放在工作台上也能稳定回转及精密定位; 定位后由强力油压夹持机构锁紧后进行加工,以承受强大的加工推力而不移动,而分度台回转时的油浮效果达到零摩擦,一般油压分度盘不能与之相比。
由此可见,环球机械这种能打双斜孔的深孔钻性能功能强大,它以高效率高精度的特色深受国内外模具企业的青睐,我们秉承“八十载工艺传承,与您携手智造未来”为模具企业输送一批又一批高精尖模具加工设备。