单值-移动极差X-MR控制图-模板
X-MR图

SPC
X-MR图常数表
n
2
3
4
5
6
7
8
9
10
D4 3.27 2.57 2.28 2.11 2.00 1.92 1.86 1.82 1.78
D3
0.08 0.14 0.18 0.22
E2 2.66 1.77 1.46 1.29 1.18 1.11 1.05 1.01 0.98
Qualitech Consultancy Limited.
Limit (LCL)
超出控制下限
Qualitech Consultancy Limited.
SPC
X 图上的数据点超出上下 控制界限的可能原因:
控制界限计算错误 描点错误 测量系统发生变化 过程发生变化
Qualitech Consultancy Limited.
SPC
连续七点上升
Upper Control
SPC
Upper Control
Limit (UCL)
Center Line
(CL)
Lower Control
Limit (LCL)
明显少于 40% 的点在 CL 的 附近
Qualitech Consultancy Limited.
SPC
控制界限计算错误 描点错误 测量系统发生变化 过程发生变化 过程均值发生变化 抽样数据来自完全不同的两个整 体
Qualitech Consultancy Limited.
SPC
MR 图
超出控制上限
Upper Control
Limit (UCL)
Center Line
(CL)
0
Qualitech Consultancy Limited.
单值移动极差
第4节单值和移动极差图(X—MR)在某些情况下,有必要用单位而不是子组来进行过程控制,在这样的情况下,子组内的变差实际上为0,这种情况通常发生在测量费用很大时(例如破坏性试验),或是当在任何时刻点的输出性质比较一致时(例如:化学溶液的pH值)。
在这些情况下,可按下面介绍的方法绘制单值控制图,但要注意下面4点:•单值图在检查过程变化时不如X—R图敏感;•如果过程的分布不是对称的,则在解释单值控制图时要非常小心;•单值控制图不能区分过程的零件间重复性,因此,在很多情况下,最好还是使用常规的子组样本容量较小(2到4)的X—R控制图,尽管在子组间都要求较长的时间;•由于每一子组仅有一个单值,X和σ值会有较大的变异性,(即过程是稳定的)直到子组数达到100以上为止。
单值控制图的详细介绍与X—R图有些相同,不同之处如下:A.收集数据(见图27)(见本章第1节A部分,不同之处如下)•在数据图上从左至右记录单值读数(X)。
•计算单值间的移动极差(MR)。
通常最好是记录每对连续读数间的差值(例如:第一和第二个读数点的差,第二和第三个读数间的差等)。
这样移动极差的个数比单值读数的个数少一个(25个读数可得到24个移动极差)。
在很少的情况下,可在较大的移动组(例如3或4个(或固定的子组(例如所有的读数均在一个班上读取)的基础上计算移动极差。
注意,尽管测量是单独抽样的,但是读数的个数形成移动极差的成组(例如,2、3或4)决定了各义样本容量n,当查系数表时必须考虑该值;•单值图(X图)的刻度按下列最大者选取(a)产品的规范容差加上超过规范的读数的允许值,或(b)最大单值读数与最小单值读数之差的1.5到2倍。
移动极差(MR)图的刻度间隔与X图一致。
B.计算控制图(见本章第1节B部分,不同之处如下)•计算并描绘过程均值(单值读数之和除以读数的个数,按常规记为X,见附录珠术语,并计算平均极差(R),注意对于样本容量为2的移动极差,其移动极差(MR)的个数比单值读数的个数少1;图28 单值和移动极差图的解释(略)•计算控制限:UCL MR =D4RLCL MR=D3 RUCL X=X+E2RLCL X=X—E2R式中:R为移动平均极差,X是过程均值,D4、D3和E2是用来对计算移动极差进行分组,并随样本容量变化的常数,见下面从附录E的表:注:当R大于中位数极差R时(这种情况常见),另一种计算控制限的方法是,使用样本容量为2的移动极差的中位数极差,按下式计算控制限(见附录H,参考文献23):UCL MR =3.865R̃;LCL MR=0UCL X=X+3.14R̃;LCL X=X—3.14RA.过程控制解释(见图28)(见本章第1节C部分,不同之处如下)•审查移动极差图中超出控制限的点,这是存在特殊原因的信号。
x—mr控制图模板

竭诚为您提供优质文档/双击可除x—mr控制图模板篇一:spc控制图解释spc控制图详解摘要:什么是控制图?控制图是对过程质量加以测定、记录从而进行控制管理的一种用科学方法设计的图。
控制图的应用控制图中包括三条线1.控制上限(ucl)2.中心线(cl)3.控制下限(lcl)控制图的种类数据:是能够客观地反映事实的资料和数字数据的质量特性值分为:计量值可以用量具、仪表等进行测量而得出的连续性数值,可以出现小数。
计数值不能用量具、仪表来度量的非连续性的正整数值。
计量型数据的控制图xbar-R图(均值-极差图)xbar-s图(均值-标准差图)x-mR图(单值-移动极差图)x-R(中位数图)计数型数据的控制图p图(不合格品率图)np图(不合格品数图)c图(不合格数图)u图(单位产品不合格数图)控制图的判异控制图可以区分出普遍原因变差和特殊原因变差1.特殊原因变差要求立即采取措施2.减少普遍原因变差需要改变产品或过程的设计错误的措施1.试图通过持续调整过程参数来固定住普通原因变差,称为过渡调整,结果会导致更大的过程变差造成客户满意度下降。
2.试图通过改变设计来减少特殊原因变差可能解决不了问题,会造成时间和金钱的浪费。
控制图可以给我们提供出出现了哪种类型的变差的线索,供我们采取相应的措施。
控制图上的信号解释有很多信号规则适用于所有的控制图(xbar图和R图),主要最常见的有以下几种:规则1:超出控制线的点规则2:连续7点在中心线一侧规则3:连续7点上升或下降规则4:多于2/3的点落在图中1/3以外规则5:呈有规律变化spc控制图建立的步骤1.选择质量特性2.决定管制图之种类3.决定样本大小,抽样频率和抽样方式4.收集数据5.计算管制参数(上,下管制界线等)6.持续收集数据,利用管制图监视制程spc控制图选择的方法1.x-R控制图用于控制对象为长度、重量、强度、纯度、时间、收率和生产量等计量值的场合。
x控制图主要用于观察正态分布的均值的变化,R控制图主要用于观察正态分布分散或变异情况的变化,而x-R控制图则将二者联合运用,用于观察正态分布的变化。
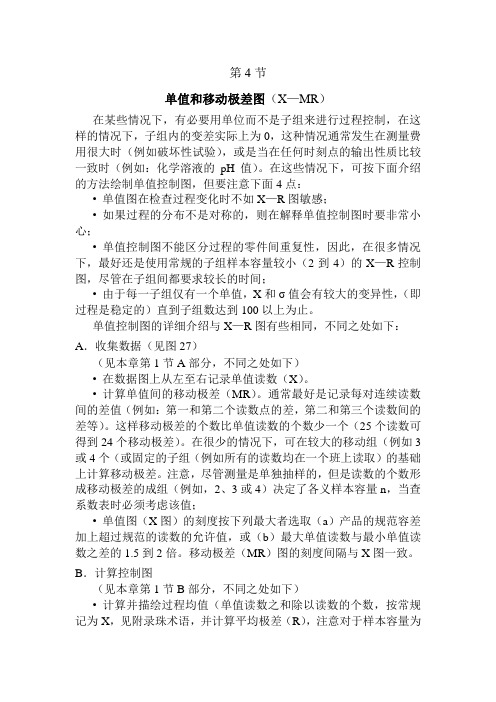
单值-移动极差X-MR控制图-模板
113.50 90.80 68.10 45.40 22.70 0.00 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26
制程能力分析
SvSt.id=.gDe
42.76
ma=
P P PP
36.82
1.27
23.70.101
6.1 12
929
6.1 6.3 6.5 6.12 6.14 6.17 6.26 13 14 15 16 17 18 19
933 954.75 963.75 921 929 982.38 917
7.2 20
989
7.7 21
994
7.9 7.14 7.14 7.14 7.20 合 计
22
23
24
71.0510 90804. 91838. 90606. 90505. 80907. 97753. 83583. 88984. 90507. 80408. 90209. 90303. 97554. 97653. 90201. 90209. 93882. 90107. 90809. 90904. 90802. 90607. 90608. 81938.
Ca
%
C 1.47
P 2.34
GradCeP B
备注及 原因跟踪:
四川长虹包装印务有限公司
7.50
3030.5 0
13 4.13
2020.1 3
1010.0 0
5080.0 0
7765.7 5
13280. 38
4818.5 0
6020.1 3
10009. 00
8010.0 0
单值-移动极差控制PPT精选文档

4
怎样确定控制限
• X控制图
– 相当于n=2时的均值控制图 CL x MR UCL x 3 x 2.66MR d2 LCL x 3 MR x 2.66MR d2
5
怎样确定控制限
• MR控制图
– 相当于n=2时的极差控制图; – n=2时,D4=3.267,D3=0
CL MR UCL D4MR 3.267MR LCL D3MR 0
6
单值-移动极差控制图(X–MR)
1
单值-移动极差控制图(X–MR)
• 与均值-极差控制图的作用类似; • 不需多个测量值或样本是均匀的(如浓
度); • 因为费用或时间的关; • 敏感性不强; • 用自动化检查,对产品进行全检时;
2
单值-移动极差图控制限
• 移动极差是指一个测定值 xi 与紧邻的测定 值xi+1 之差的绝对值,记作MR, MRi = | xi - xi+1 | (i=1,2,…,k-1)
– 其中:k为测定值的个数; – k个测定值有k-1个移动极差,每个移动极差值相
当与样本大小n=2时的极差值.
3
怎样确定控制限
• 计算总平均数:
xx1x2... ..x.k k
1k ki1xi
• 计算M R 移 动M 极1 差 平R M 均2 k数 R .1 : . .M ..k .1R k1 1k i 1 1M i R
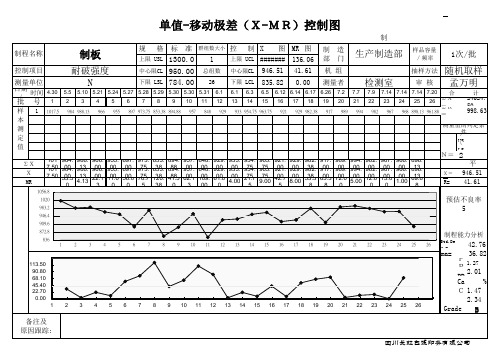
单值移动极差图
公 司:广州驭风铝铸件有限公司
零件名称:汽车铝合金轮毂
样本序号 样本
1
2
67.592 67.589
3 67.587
部 门: 工 序: 量 具:
4
5
6
67.596 67.581 67.609
品管部 机加工序 内径千分尺
7
8
9
模具号:
规 格: 产品编 号:
10
67.590 67.597 67.589 67.588
平均样本极差R=R1 0.007 0.007 LCLMR=D3*R1= 0
67.630 67.610 67.590
USL= 67.65
UCLX=X2+A2R1=X2+2.66*R1= 67.61128471 样本总均值X2 =X= 67.593 67.593
LCLX=X2-A2R1=X2-2.66R1= 67.57404471 LSL= 67.55
TCLP)/=3б(TUTL)/6б
67.65 TL= LSL=
=
3.09
=
2.30
=
2.69
67.55
67.55
1
67.593
2
67.593
3
67.593
4
67.593
5
67.593
6
67.593
7
67.593
8
67.593
9
67.593
10
67.593
11
67.593
12
67.593
13
67.593
11 67.591
12 67.595
LM-119 15*6.5 56558
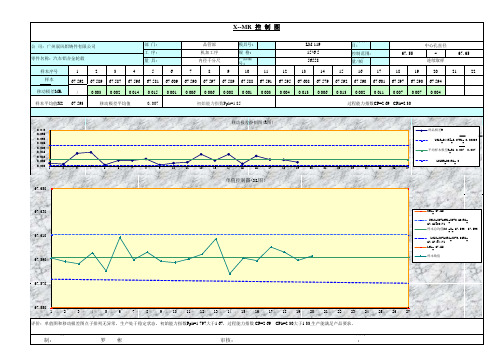
X-MR控制图例子(带公式)

xx
1.63 1.39 1.87 1.66
xx
1.63 1.39 1.87 1.72
xx Ppk= 0.00
E2= 2.660
1.63 D2=
1.39
计算 控制
1.87 `X =
1.57 UCL
xL=CLx
=
1.128
1.6 1.9 1.4
为持续控制延长控制限
Pp=
D3 =D4 =
`R =UCL RLC=L R=
0.09 0.083 2.59 4.10 2.52
4.00 0.000 3.267
0.09 0.30 0.00
0.80 0.60
0.40
0.20
0.00
当初始的(或历史的)数据都一致地落在试用的控制限内,就
1
2
3
4
5
6
7
8
9
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 可以延长此控制限以适用未来的控制需要。这些控制限将
0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 00..2000 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
I-MR(单值-移动极差)控制图
14
2 4 15 8
您可以通过更 改 K 值来自定 义特定检验。
二、操作步骤
“检验 1” 用于检测 单个不受 控制的点。 “检验 2” 用于检测 均值可能 出现的偏 移。
二、操作步骤
执行所有的特殊原因 检验:选择此项将进 行所有八项检验。
仅执行选定的特殊原因 不进行检验:选择此项将 检验:要指定八项检验 不执行任何特殊原因检验。 中的部分检验,请选择 此项,然后选中下面所 列检验中的任意几项。
算出的控制下限(LCL) ,会改为在3σ处绘制标为下限的水平线。 控制限上界:选中此项为单值控制图 设置控制限上界,如果设置值小于计 算出的控制上限(UCL),会改为在 从严显示
如果控制限 上限设置为 50.96< UCL(50.962), 则显示为控 制限上限。
+3σ处绘制标为上限的水平线。
二、操作步骤
5、只有在过程变化时才估计新的控制限制。
通常在项目早期阶段的基线分析过程中建立控制限制,如果在项目期间更
改了过程,基线控制限制将不再有效,您必须通过从数据重新估计新的控
制限制来建立它们。建立了控制限制后,它们必须保持固定才能才需要重新估计控制限制,而不 是每次收集新数据时重新估计。
度位置显示网格线。
二、操作步骤
选择“网格线”后出现的图形, 便于查看数据点对应序号或标记。
二、操作步骤
①标题:键入标题,该标题将替换默认标题并在图
(2)标签
形上方居中对齐。
②副标题 1:键入副标题,该副标题显示在标题之 下。如果添加副标题但不添加标题,则副标题会显 示在 Minitab 的默认标题之下。 ③副标题 2:键入第二个副标题,该副标题显示在
图中可以看出晶棒外圆直径的平均值为50.943mm,控制限为50.925-50.962mm(标准为50.91-