单值和移动极差图(X—MR)
X-MR图

SPC
X-MR图常数表
n
2
3
4
5
6
7
8
9
10
D4 3.27 2.57 2.28 2.11 2.00 1.92 1.86 1.82 1.78
D3
0.08 0.14 0.18 0.22
E2 2.66 1.77 1.46 1.29 1.18 1.11 1.05 1.01 0.98
Qualitech Consultancy Limited.
Limit (LCL)
超出控制下限
Qualitech Consultancy Limited.
SPC
X 图上的数据点超出上下 控制界限的可能原因:
控制界限计算错误 描点错误 测量系统发生变化 过程发生变化
Qualitech Consultancy Limited.
SPC
连续七点上升
Upper Control
SPC
Upper Control
Limit (UCL)
Center Line
(CL)
Lower Control
Limit (LCL)
明显少于 40% 的点在 CL 的 附近
Qualitech Consultancy Limited.
SPC
控制界限计算错误 描点错误 测量系统发生变化 过程发生变化 过程均值发生变化 抽样数据来自完全不同的两个整 体
Qualitech Consultancy Limited.
SPC
MR 图
超出控制上限
Upper Control
Limit (UCL)
Center Line
(CL)
0
Qualitech Consultancy Limited.
单值-移动极差控制..
2021/3/24
授课:XXX
6
2021/3/24
7
2021/3/24
授课:XXX
3
怎样确定控制限
• 计算总平均数:
xx1x2k... ..xk.k 1i k1xi
• 计算M R 移 动M 极1 差 平R M 均2 k数 R .1 : . .M ..k. 1R k1 1k i 1 1M i R
2021/3/24
授课:XXX
4
怎样确定控制限
授课:XXX
2
单值-移动极差图控制限
• 移动极差是指一个测定值xi 与紧邻的测定 值xi+1 之差的绝对值,记作MR, MRi = | xi - xi+1 | (i=1,2,…,k-1)
– 其中:k为测定值的个数; – k个测定值有k-1个移动极差,每个移动极差值相
当与样本大小n=2时的极差值.
• X控制图
– 相当于n=2时的均值控制图 CL x UCL x 3 MR x 2.66MR d2 LCL x 3 MR x 2.66MR d2
2021/3/24
授课:XXX
5
怎样确定控制限
• MR控制图
– 相当于n=2时的极差控制图; – n=2时,D4=3.267,D3=0
CL MR UCL D4MR 3.267MR LCL D3MR 0
单值-移动极差控制图(X–MR)
2021/3/24
授课:XXX
1
单值-移动极差控制图(X–MR)
• 与均值-极差控制图的作用类似; • 不需多个测量值或样本是均匀的(如浓
度);
• 因为费用或时间的关系,过程只有一个测 量值(如破坏性实验);
• 敏感性不强; • 用自动化检查,对产品进行全检时;
单值移动极差
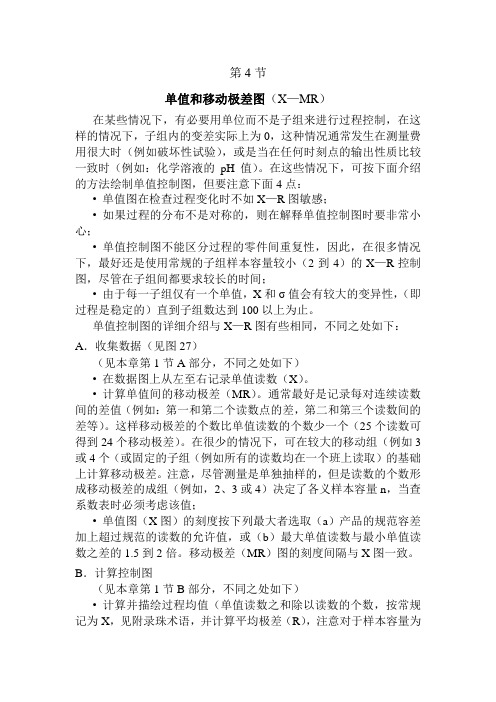
第4节单值和移动极差图(X—MR)在某些情况下,有必要用单位而不是子组来进行过程控制,在这样的情况下,子组内的变差实际上为0,这种情况通常发生在测量费用很大时(例如破坏性试验),或是当在任何时刻点的输出性质比较一致时(例如:化学溶液的pH值)。
在这些情况下,可按下面介绍的方法绘制单值控制图,但要注意下面4点:•单值图在检查过程变化时不如X—R图敏感;•如果过程的分布不是对称的,则在解释单值控制图时要非常小心;•单值控制图不能区分过程的零件间重复性,因此,在很多情况下,最好还是使用常规的子组样本容量较小(2到4)的X—R控制图,尽管在子组间都要求较长的时间;•由于每一子组仅有一个单值,X和σ值会有较大的变异性,(即过程是稳定的)直到子组数达到100以上为止。
单值控制图的详细介绍与X—R图有些相同,不同之处如下:A.收集数据(见图27)(见本章第1节A部分,不同之处如下)•在数据图上从左至右记录单值读数(X)。
•计算单值间的移动极差(MR)。
通常最好是记录每对连续读数间的差值(例如:第一和第二个读数点的差,第二和第三个读数间的差等)。
这样移动极差的个数比单值读数的个数少一个(25个读数可得到24个移动极差)。
在很少的情况下,可在较大的移动组(例如3或4个(或固定的子组(例如所有的读数均在一个班上读取)的基础上计算移动极差。
注意,尽管测量是单独抽样的,但是读数的个数形成移动极差的成组(例如,2、3或4)决定了各义样本容量n,当查系数表时必须考虑该值;•单值图(X图)的刻度按下列最大者选取(a)产品的规范容差加上超过规范的读数的允许值,或(b)最大单值读数与最小单值读数之差的1.5到2倍。
移动极差(MR)图的刻度间隔与X图一致。
B.计算控制图(见本章第1节B部分,不同之处如下)•计算并描绘过程均值(单值读数之和除以读数的个数,按常规记为X,见附录珠术语,并计算平均极差(R),注意对于样本容量为2的移动极差,其移动极差(MR)的个数比单值读数的个数少1;图28 单值和移动极差图的解释(略)•计算控制限:UCL MR =D4RLCL MR=D3 RUCL X=X+E2RLCL X=X—E2R式中:R为移动平均极差,X是过程均值,D4、D3和E2是用来对计算移动极差进行分组,并随样本容量变化的常数,见下面从附录E的表:注:当R大于中位数极差R时(这种情况常见),另一种计算控制限的方法是,使用样本容量为2的移动极差的中位数极差,按下式计算控制限(见附录H,参考文献23):UCL MR =3.865R̃;LCL MR=0UCL X=X+3.14R̃;LCL X=X—3.14RA.过程控制解释(见图28)(见本章第1节C部分,不同之处如下)•审查移动极差图中超出控制限的点,这是存在特殊原因的信号。
spc_x_rm_chart-过程统计控制_单值_移动极差图
sigma'=sbar/c4 c4
0.9727
A3
0.9750
B4
1.7160
B3
0.284
2~9 10~1718~25
n d2 D3 D4 A2 A3 B4 B3 C4
2
3
4
5
6
7
8
913
14
15
16
17
18
19
20
21
22
23
24
25
3.078 0.000 0.000 0.223 0.000 0.000 1.777 0.000 0.000 0.308 0.000 0.000
2.970 3.078 0.184 0.223 1.816 1.777 0.337 0.308
1.032 0.975 0.927 0.886 0.850 0.817 0.789 0.763 0.739 0.718 0.698 0.680 0.663 0.647 0.633 0.619 0.606 0.975 0.718 0.606 1.761 1.716 1.679 1.646 1.618 1.594 1.572 1.552 1.534 1.518 1.503 0.239 0.284 0.321 0.354 0.382 0.406 0.428 0.448 0.466 0.482 0.497 1.49 1.477 1.466 1.455 1.445 1.435 1.716 1.518 1.435 0.51 0.523 0.534 0.545 0.555 0.565 0.284 ##### 0.565
1.128 1.693 2.059 2.326 2.534 2.704 2.847 0.000 0.000 0.000 0.000 0.000 0.076 0.136 3.267 2.574 2.282 2.114 2.000 1.924 1.864 1.880 1.023 0.729 0.577 0.483 0.419 0.373 2.659 1.954 1.628 1.427 1.287 1.182 1.099 3.267 2.568 2.266 2.089 1.970 1.882 1.815 0.000 0.000 0.000 0.000 0.030 0.118 0.185
SPC基础考核试题与解答

SPC基础考核试题与解答一、判断题(每题1.5分=15分)1、用CP及CPK可以表示初始过程的过程能力。
(√ )2、变差是指单个数据与目标值的差异。
(× )3、初始过程能力,应是1.33≤PPK≤1.67,才算满足顾客要求。
(× )4、固有标准差是用来计算PP及PPK。
(√ )5、计量型控制图中子组容量是指一次不间断取样的数量。
(√ )6、SPC要求必须使用控制图对工序进行过程能力计算与稳定性控制。
(√)7、控制图中的控制线应由技术人员根据每张图上的数据计算出来。
(√)8、过程能力就是指Cpk\Ppk,其中,Cpk是长期能力,Ppk是短期能力。
(×)9、试验设计、控制图都是统计技术方法。
(√)10、以希腊符号 表示的标准差是对偏差的估计。
(×)二、单项选择题(每题2分=24分)1、正态分布曲线的两个重要质量特性是:(B )A 波型与波峰 B宽度及位置 C 发生的时间及频率2、过程改进循环的三个阶段是(B )A建立控制图、分析控制图、制定措施 B 分析过程、维护过程、改进过程3、形成变差的普通原因,其特点是(A)A 不是始终作用于过程B 改变分布式C 使分布稳定且可重复4、可接受的过程条件为(A )A受控,仅存在普通原因变差,分布是正态且可预测,宽度及位置满足规定要求B产品合格,过程能力满足顾客要求,废品率较低,PPM值小于505、评定过程能力指数,具备的条件为(C )A正态分布、产品合格、过程受控B产品合格,人员经过培训C产品合格,过程受控、人员经过程培训6、二项分布是( A )的基础A P和np图B C和u图7.影响过程输出的所有点的值的变差原因叫(C )A 特殊原因B 普通原因C A+B8、普通原因导致的变差是(F)A 稳定的B 一致的C 均匀的D 连续的E ABCD都对F ABCD都不对9、选择均值极差图子组样本的基础是(E )A 随机B 连续C 分组D 统计抽样E. ABCD都对 F ABCD都不对10、分布是描述有变差的(C )系统输出的方法A 稳定B 不稳定C 稳定或不稳定D 稳定和不稳定11、过程能力指( E )A . 稳定过程的固有变差的总范围 B. Pp 和Ppk C. Cpk D. Cp E. B或C或D12 下列属于系统采取措施的是(D )A 通常用来消除变差的特殊原因B 通常由与过程直接相关的人员实施C 大约可纠正15%的过程问题D 通常用来消除变差的普通原因三﹑填空題.(每题1分=10分)1.應用SPC的主要目的是盡快偵測出可歸屬原因,以便在制造出更多部良品之前就能發現制程的變異並改善。
单值-移动极差控制PPT精选文档

4
怎样确定控制限
• X控制图
– 相当于n=2时的均值控制图 CL x MR UCL x 3 x 2.66MR d2 LCL x 3 MR x 2.66MR d2
5
怎样确定控制限
• MR控制图
– 相当于n=2时的极差控制图; – n=2时,D4=3.267,D3=0
CL MR UCL D4MR 3.267MR LCL D3MR 0
6
单值-移动极差控制图(X–MR)
1
单值-移动极差控制图(X–MR)
• 与均值-极差控制图的作用类似; • 不需多个测量值或样本是均匀的(如浓
度); • 因为费用或时间的关; • 敏感性不强; • 用自动化检查,对产品进行全检时;
2
单值-移动极差图控制限
• 移动极差是指一个测定值 xi 与紧邻的测定 值xi+1 之差的绝对值,记作MR, MRi = | xi - xi+1 | (i=1,2,…,k-1)
– 其中:k为测定值的个数; – k个测定值有k-1个移动极差,每个移动极差值相
当与样本大小n=2时的极差值.
3
怎样确定控制限
• 计算总平均数:
xx1x2... ..x.k k
1k ki1xi
• 计算M R 移 动M 极1 差 平R M 均2 k数 R .1 : . .M ..k .1R k1 1k i 1 1M i R
什么是单值-移动极差控制图20140411
全球排名第一的实时SPC解决方案提供商
盈飞无限国际
电话:400-812-1268 什么是单值-移动极差控制图
时间:2014-4-11
关键词:单值-移动极差控制图,SPC
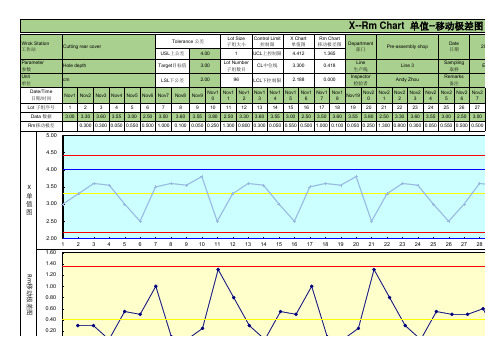
单值,故名思议,只有一个值,样本为一的生产过程,我们通常采用的SPC控制图是单值-移动极差控制图。
在实际生产中,由于各种原因,有时每批样本汇总只包含一个数据,即n=1。
例如,采集和测试工艺参数的成本很高,从经济角度考虑,检测工艺参数时只测量一个数据;有些工艺中,由于工艺本身的特点,例如半导体生产中的外延工序,采用层错缺陷腐蚀方法测试外延层厚度时,每个大圆片上只可能测试到一个数据,使得每个大圆片上只可能测试一个电阻率数值;有些生产过程,质量比较均匀,例如表征液体浓度值的参数,每次检验无需抽取多个样本;对于自动加工和检测的生产工艺,如果对每个测量值都要进行SPC分析,也是一种每批只有一个数据的情况。
在这种每批样本中只包含一个数据,即n=1的情况下,可以采用单值-移动极差控制图分析工艺过程的统计受控状态。
将每批的一个数据值直接标示在控制图上就是单值控制图。
单值控制图与通常的均值控制图对应,用于判断工艺参数中心值的变化情况是否处于统计受控状态。
移动极差指相邻两批数据之差的绝对值。
将移动极差值标示在SPC控制图上就是单值-移动极差控制图。
移动极差控制图与通常的极差控制图相对应,用于判断工艺参数分散性的变化情况是否处于统计受控状态。
在每批只有一个数据的情况下,同时使用单值控制图和移动极差控制图就可以同时检测工艺参数中心值和分散性的起伏变化是否处于统计受控状态。
单值移动极差图
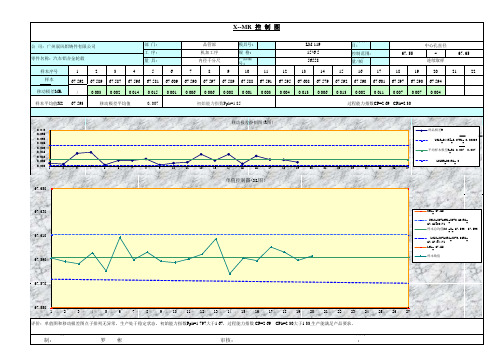
公 司:广州驭风铝铸件有限公司
零件名称:汽车铝合金轮毂
样本序号 样本
1
2
67.592 67.589
3 67.587
部 门: 工 序: 量 具:
4
5
6
67.596 67.581 67.609
品管部 机加工序 内径千分尺
7
8
9
模具号:
规 格: 产品编 号:
10
67.590 67.597 67.589 67.588
平均样本极差R=R1 0.007 0.007 LCLMR=D3*R1= 0
67.630 67.610 67.590
USL= 67.65
UCLX=X2+A2R1=X2+2.66*R1= 67.61128471 样本总均值X2 =X= 67.593 67.593
LCLX=X2-A2R1=X2-2.66R1= 67.57404471 LSL= 67.55
TCLP)/=3б(TUTL)/6б
67.65 TL= LSL=
=
3.09
=
2.30
=
2.69
67.55
67.55
1
67.593
2
67.593
3
67.593
4
67.593
5
67.593
6
67.593
7
67.593
8
67.593
9
67.593
10
67.593
11
67.593
12
67.593
13
67.593
11 67.591
12 67.595
LM-119 15*6.5 56558
单值和移动极差图
单值和移动极差图单值图和移动极差图是两种统计学中常用于探索数据的方法。
它们能够帮助分析人员识别出数据中的异常情况,进而判断某些特定数据是否需要进一步深入研究,以提高数据分析的准确性。
一、单值图单值图主要用于检查数据是否有明显的异常值,即与其他数据相差较大的值。
它通过将每个值单独的绘制在一个图表上进行展示。
这个图表通常包含一个垂直轴和横轴,其中垂直轴表示观测值,而横轴则表示每个观测值对应的编号或时间。
一般来说,单值图呈U型或V型,U型通常表示数据逐渐递减或递增,V型通常表示数据的值在样本中有两个峰值。
单值图可以发现大多数情况下比移动极差图更容易发现数据的异常情况。
如果数据集中的一个观测值与其他观测值差异很大,那么这个值将成为单值图中的异常值,这种情况通常是由数据输入错误、系统故障或人为操作误导等原因引起的。
单值图也可以用于检查数据的分布情况,例如,在数据中是否有噪声,是否具有正态分布的特点等。
二、移动极差图移动极差图则是一种更加普遍使用的方法,它可以用于检查数据是否存在特别高或特别低的变异性。
它通过计算两个连续观测值的极差大小来检查每个数据点的变异性。
移动极差通常在一张图表中显示,其中x轴表示时间或样本点的编号,y轴表示每个移动极差的大小。
一般来说,移动极差图通常呈波浪形状,因为一般移动极差很难完全平滑。
移动极差图通常能够发现数据中的连续或随机变异性,帮助找到数据中的异常情况。
通常,当数据在移动极差图中显示一个很高的峰值,或者当移动极差趋向于在整个样本中变得异常大或异常小,那么这些情况就可能代表了样本中的异常值。
总之,在数据分析中,单值图和移动极差图是常用的探索性方法,可以帮助分析人员识别数据中可能存在的异常情况。
这些方法通常用于前期数据整理、清洗和探索性分析,将帮助构建更加精准和有效的数据分析模型,提高数据分析的准确性。
X-MR控制图例子(带公式)

xx
1.63 1.39 1.87 1.66
xx
1.63 1.39 1.87 1.72
xx Ppk= 0.00
E2= 2.660
1.63 D2=
1.39
计算 控制
1.87 `X =
1.57 UCL
xL=CLx
=
1.128
1.6 1.9 1.4
为持续控制延长控制限
Pp=
D3 =D4 =
`R =UCL RLC=L R=
0.09 0.083 2.59 4.10 2.52
4.00 0.000 3.267
0.09 0.30 0.00
0.80 0.60
0.40
0.20
0.00
当初始的(或历史的)数据都一致地落在试用的控制限内,就
1
2
3
4
5
6
7
8
9
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 可以延长此控制限以适用未来的控制需要。这些控制限将
0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 00..2000 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
单值-移动极差X-MR图
0.80
0.60
0.40
0.20
0.00
1
2
3
4
5
6
7
8
9
10 11 12 13 14 15 16 17 18 19 20 21 22 23
备注及 原因跟踪:
保管期限:3年
WQ-0400-F1
判定
抽样方法 时间
测量系统 符合要求
连续取样
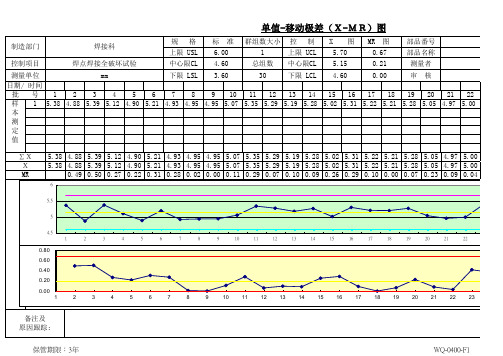
23 24 25 26 27 28 29 30 5.42 5.05 5.45 5.33 5.19 4.85 5.18 5.15
3年wq0400f1制造部门焊接科570067部品名称控制项目焊点焊接全破坏试验460515021测量者抽样方法连续取样测量单位mm36030460000101112131415161718192021222324252627282930538488539512490521493495495507535529519528502531522521528505497500542505545533519485518515538488539512490521493495495507535529519528502531522521528505497500542505545533519485518515538488539512490521493495495507535529519528502531522521528505497500542505545533519485518515mr050050027022031028002000012029007010009026029010000007023009004042037040012014035033003单值移动极差xmr图测量系统符合要求上限usl上限ucl中心限cl中心限cl下限lsl下限lcl日期备注及原因跟踪
单值和移动极差图(X—MR)
a 产品规范容差加上允许的超出规范的读数。 b 单值的最大值与最小值之差的1.5到2倍。 2-4 移动极差图(MR)的刻度间隔与 X 图一致。
3 计算控制限
USLMR=D4R LSLMR=D3R USLX=X+E2R LSLX=X-E2R
注:式中 R 为移动极差,X 是过程均值,D4、D3 、E2是随样本 容量变化的常数。见下表:
δ= R / d2 = δ R / d2
式中:R 为移动极差的均值,d2是随样本容量变化的常数。见下表: n 2 3 4 5 6 7 8 9 10 d2 1.13 1.69 2.06 2.33 2.53 2.70 2.85 用δ的估计值来评价过程能力。
n 2 3 4 5 6 7 8 9 10 D4 3.27 2.57 2.28 2.11 2.00 1.92 1.86 1.82 1.78 D3 * * * * * 0.08 0.14 0.18 0.22 E2 2.66 1.77 1.46 1.29 1.18 1.11 1.05 1.01 0.98 样本容量小于7时,没有极差的控制下限。 4 过程控制解释(同其他计量型管制图) 5 过程能力解释
单值和移动极差图(X—MR)
1、用途 测量费用很大时,(例如破坏性实验)或是当任何时刻点的输出 性质比 较一致时(例如:化学溶液的PH值)。
1-1 移动图的三中用法: a 单值 b 移动组 c 固定子组
2、数据收集(基本同X-R ) 2-1 在数据图上,从左到右记录单值的读数。 2-2 计 算 单 值 间 的 移 动 极 差 ( MR ) , 通 常 是 记 录 每 对 连 续 读 数 间
SPC基础教程
2
6
8
2
13
9
2
20 11 3
7 12
4
14 11
2
21
9
2 總計 275 52
六. 常见管制图的绘制
6.2.4 单值与移动极差管制图(X-MR Chart)
個別值管制圖
中心線 : X X 275 10.58
k 26 管制上限 X E2 Rm 10.58 2.66 * 2.08 16.11 管制下限 X E2 Rm 10.58 2.66 * 2.08 5.04
三.我们为何要推行SPC(对制程的优点)
3.1在管制中的情况下
在任何的生产程序中,不管如何设计或维护,产品的一些固有 的或自然之变异将永远存在。这些变异是由一些小量不可控制原因 累积而成,例如:同种原料内的变化、机器的振动所引起的变化等 ,当这些变异之量极小时,制程仍可被接受。这些自然变异通常称 为随机原因(random cause)或是一般原因(common cause),当制程 中只有随机原因存在情况的生产环境,则称其在管制中(in control) 。
管制上限 (Upper Control Limit, UCL)及管制下限 (Lower Control Limit, LCL) ,用来表示制程或质量变异的容许范围或均匀性。管制图可用来 判断质量变异之显着性,以测知制程是否在正常状态。图一为管制图之 范例
管制上限
中心線
管制下限 5
10
15
20
25
圖一.典型之管制圖
※注意: 计数值管制图皆祇有一个图,
而计量值管制图则有两个图。
五. 管制圖的選定
六. 常见管制图的绘制
6.1.1、平均值与全距之管制图(X-R Chart)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3 计算控制限
USLMR=D4R
LSLMR=D3R
USLX=X+E2R LSLX=X-E2R
注:式中 R 为移动极差,X 是过程均值,D4、D3 、E2是随样本 容量变化的常数。见下表: n 2 * 3 * 4 * 5 * 6 * 7 8 9 10
D4
D3 E2
3.27 2.57 2.28 2.11 2.00 1.92 1.86 1.82 1.78
n
d2
2
3
4
5
6
7
8ቤተ መጻሕፍቲ ባይዱ
9
10
1.13 1.69 2.06 2.33 2.53 2.70 2.85 2.97 3.08
注: 只有过程受控,才可直接用δ的估计值来评价过程能力。
0.08 0.14 0.18 0.22 2.66 1.77 1.46 1.29 1.18 1.11 1.05 1.01 0.98
样本容量小于7时,没有极差的控制下限。 4 5 过程控制解释(同其他计量型管制图) 过程能力解释
δ= R / d2 = δ R / d2
式中:R 为移动极差的均值,d2是随样本容量变化的常数。见下表:
单值和移动极差图(X—MR)
1、用途 测量费用很大时,(例如破坏性实验)或是当任何时刻点的输出 性质比 较一致时(例如:化学溶液的PH值)。 1-1 移动图的三中用法: a 单值 b 移动组 c 固定子组 2、数据收集(基本同X-R ) 2-1 在数据图上,从左到右记录单值的读数。 2-2 计 算 单 值 间 的 移 动 极 差 ( MR ) , 通 常 是 记 录 每 对 连 续 读 数 间 的差值 。 2-3 单值图(X)图的刻度按下列最大者选取: a 产品规范容差加上允许的超出规范的读数。 b 单值的最大值与最小值之差的1.5到2倍。 2-4 移动极差图(MR)的刻度间隔与 X 图一致。