单值移动极差xmr控制图
单值移动极差
第4节单值和移动极差图(X—MR)在某些情况下,有必要用单位而不是子组来进行过程控制,在这样的情况下,子组内的变差实际上为0,这种情况通常发生在测量费用很大时(例如破坏性试验),或是当在任何时刻点的输出性质比较一致时(例如:化学溶液的pH值)。
在这些情况下,可按下面介绍的方法绘制单值控制图,但要注意下面4点:•单值图在检查过程变化时不如X—R图敏感;•如果过程的分布不是对称的,则在解释单值控制图时要非常小心;•单值控制图不能区分过程的零件间重复性,因此,在很多情况下,最好还是使用常规的子组样本容量较小(2到4)的X—R控制图,尽管在子组间都要求较长的时间;•由于每一子组仅有一个单值,X和σ值会有较大的变异性,(即过程是稳定的)直到子组数达到100以上为止。
单值控制图的详细介绍与X—R图有些相同,不同之处如下:A.收集数据(见图27)(见本章第1节A部分,不同之处如下)•在数据图上从左至右记录单值读数(X)。
•计算单值间的移动极差(MR)。
通常最好是记录每对连续读数间的差值(例如:第一和第二个读数点的差,第二和第三个读数间的差等)。
这样移动极差的个数比单值读数的个数少一个(25个读数可得到24个移动极差)。
在很少的情况下,可在较大的移动组(例如3或4个(或固定的子组(例如所有的读数均在一个班上读取)的基础上计算移动极差。
注意,尽管测量是单独抽样的,但是读数的个数形成移动极差的成组(例如,2、3或4)决定了各义样本容量n,当查系数表时必须考虑该值;•单值图(X图)的刻度按下列最大者选取(a)产品的规范容差加上超过规范的读数的允许值,或(b)最大单值读数与最小单值读数之差的1.5到2倍。
移动极差(MR)图的刻度间隔与X图一致。
B.计算控制图(见本章第1节B部分,不同之处如下)•计算并描绘过程均值(单值读数之和除以读数的个数,按常规记为X,见附录珠术语,并计算平均极差(R),注意对于样本容量为2的移动极差,其移动极差(MR)的个数比单值读数的个数少1;图28 单值和移动极差图的解释(略)•计算控制限:UCL MR =D4RLCL MR=D3 RUCL X=X+E2RLCL X=X—E2R式中:R为移动平均极差,X是过程均值,D4、D3和E2是用来对计算移动极差进行分组,并随样本容量变化的常数,见下面从附录E的表:注:当R大于中位数极差R时(这种情况常见),另一种计算控制限的方法是,使用样本容量为2的移动极差的中位数极差,按下式计算控制限(见附录H,参考文献23):UCL MR =3.865R̃;LCL MR=0UCL X=X+3.14R̃;LCL X=X—3.14RA.过程控制解释(见图28)(见本章第1节C部分,不同之处如下)•审查移动极差图中超出控制限的点,这是存在特殊原因的信号。
SPC控制图的分类
控制图选用原则在质量管理工作中,通常用到各种控制图,用于分析或控制制程,本文在此对如何选用控制图简单归纳如下表,请大家参与讨论计量型数据控制图x--R 平均值—极差图1、通常子组样本容量小于9,一般为4或52、此控制图,因使用方便,效果也好,故使用最普遍X --S 平均值—标准差图1、因标准差比极差描述产品或过程变异更优,故在有计算机时用此种图形更好2、当子组样本容量大于9时,人工计算极差较困难时,常用计算机计算3、通常用于分析制程用X~-R 中位数图1、通常用于现场操作者进行控制制程用2、使用此图时,子组数通常为奇数,分析所得结果偏差比上两者都大X-MR 单值移动极差图1、通常在测量费用高时使用2、测量数据输出比较一致时常用(如溶液的浓度)3、检查过程的变化不如其它计量型控制图敏感计数型数据控制图p 不合格品率图适用于测量在一批检验项目中不合格品项目的百分数,是一个比率,故各子组样本容量不一定要一样np 不合格品数图用来度量一个检验中的不合格品的数量,是一个数值,故各样本容量应固定c 不合格数图用来测量一个检验批内不合格的数量,它要求样本容量恒定或受检数量恒定u 单位产品不合格数图用来测量具有容量不同的样本的子组内,每检验单位之内的不合格数量按控制图测量性质不同,控制图可分为计量型控制图和计数型控制图两大类。
前者反映产品或过程特性的计量数据,后者反映计数数据。
计量型控制图又可分为:1)均值-极差(X-R)图:适用于长度,重量,时间,强度,成分以及某些电参数的控制2)均值-标准差(X-S)图:适用于样本较大的过程控制3)单值-移动差(X-Rs)图:只能获得一个测量值或测量成本较高的情形.4)中位数-极差(X-R)图计数型控制图:1)缺陷数(C)控制图:计数检验的个数相对于被检验对象的总体很少时适用.2)百分率(P)图:适用于计数的值所占的比例较大时.2、按控制图用途不同,控制图可分为分析用控制图与控制用控制图。
SPC控制图——单值移动极差图(X-MR)详解

SPC控制图——单值移动极差图(X-MR)详解在某些情况下,应⽤单位⽽不是⼦组来进⾏过程控制是⼗分必要的,在这样的情况下,⼦组内的变差实际上为0,这种情况通常发⽣在测量费⽤很⼤时(例如破坏性试验),或是当在任何时刻点的输出性质⽐较⼀致时(例如:化学溶液的pH 值)。
在这些情况下,可应⽤SPC控制图中的单值移动极差图(X-MR)来进⾏过程监控,本⽂将就单值移动极差图(X-MR)做⼀解析。
SPC控制图——单值移动极差图(X-MR)制作步骤A.收集数据· 在数据图上从左⾄右记录单值读数(X)。
· 计算单值间的移动极差(RM)。
通常最好是记录每对连续读数间的差值(例如:第⼀和第⼆个读数点的差,第⼆和第三个读数间的差等)。
这样移动极差的个数⽐单值读数的个数少⼀个(25个读数可得到24个移动极差)。
在很少的情况下,可在较⼤的移动组(例如3或4个的基础上计算移动极差。
注意,尽管测量是单独抽样的,但是读数的个数形成移动极差的成组决定了各义样本容量n,当查系数表时必须考虑该值。
· 单值图(X 图)的刻度按下列最⼤者选取(a)产品的规范容差加上超过规范的读数的允许值,或(b)最⼤单值读数与最⼩单值读数之差的1.5 到2倍。
移动极差(MR)图的刻度间隔与X 图⼀致。
B.计算控制图· 计算并描绘过程均值(单值读数之和除以读数的个数,按常规记为X,并计算平均极差(R),注意对于样本容量为2 的移动极差,其移动极差(MR)的个数⽐单值读数的个数少1;· 计算控制限:式中:R 为移动平均极差,X是过程均值,D4、D3 和E2 是⽤来对计算移动极差进⾏分组,并随样本容量变化的常数,见下⾯表格:C. 过程控制解释审查移动极差图中超出控制限的点,这是存在特殊原因的信号。
记住连续的移动极差间是有联系的,因为它们⾄少有⼀点是共同的。
由于这个原因,在解释趋势时要特别注意。
对于趋势的解释可能要请教统计学家;可⽤单值图分析超出控制⼦的点,在控制限内点的分布,以及趋势或图形。
单值-移动极差控制..

单值-移动极差控制图(X–MR)
单值-移动极差控制图(X–MR)
• 与均值-极差控制图的作用类似; • 不需多个测量值或样本是均匀的(如浓 度); • 因为费用或时间的关系,过程只有一个测 量值(如破坏性实验); • 敏感性不强; • 用自动化检查,对产品进行全检时;
• 计算总平均数:
x1 + x2 + ...... + xk 1 k x= = ∑ xi k k i =1
• 计算移动极差平均数: + MR MR1 + MR 2 + ...... k −1
MR = k −1
1 k −1 = ∑ MRi k − 1 i =1
怎样确定控制限
• X控制图
– 相当于n=2时的均值控制图
单值-移动极差图控制限
• 移动极差是指一个测定值 xi 与紧邻的测定 值xi+1 之差的绝对值,记作MR, MRi = | xi - xi+1 | (i=1,2,…,k-1)
– 其中:k为测定值的个数; – k个测定值有k-1个移动极差,每个移动极差值相 当与样本大小n=2时的极差值.
怎样确定控制限
CL = x MR UCL = x + 3 = x + 2.66MR d2 MR LCL = x − 3 = x − 2.66 MR d2
怎样确定控制限
• MR控制图
– 相当于n=2时的极差控制图; – n=2时,D4=3.267,D3=0
CL = M R UCL = D 4 M R = 3 . 267 M R LCL = D M R = 0 3
单值-移动极差控制图(自动版)
xx
1.63 1.39 1.87 1.66
xx
1.63 1.39 1.87 1.57
xx
1.63 1.39 1.87 1.75
xx
1.63 1.39 1.87 1.68
xx
1.63 1.39 1.87 1.57
xx
1.63 1.39 1.87 1.66
xx
1.63 1.39 1.87 1.72
xx
1.63 1.39 1.87 1.75
00..1053 0.04 0.14 0.16 0.16 0.00 0.00 0.10 0.04 0.07 0.09 0.09 0.18 0.07 0.11 0.09 0.06 0.03 0.18 0.09 0.06 0.03 0.00 0.18 0.18 0.18 0.09 0.06 0.15
0.10
xx xx xx xx xx xx xx xx xx xx xx xx xx xx xx xx xx xx xx xx xx xx
xx 8:30 1.57 0.18
xx
xx 9:00 1.66 0.09
xx
xx 9:30 1.72 0.06
xx
xx `X =
s 9:00 `R/d
2= CpU
1.57
完成时间
确认人
NA
NA
xx
1.63 1.39 1.87 1.66
xx
1.63 1.39 1.87 1.72
xx Ppk= 0.00
E2= 2.660
1.63 D2=
1.39
计算 控制
1.87 `X =
1.57 UCL
xL=CLx
=
1.128
1.6 1.9 1.4
单值-移动极差控制PPT精选文档

4
怎样确定控制限
• X控制图
– 相当于n=2时的均值控制图 CL x MR UCL x 3 x 2.66MR d2 LCL x 3 MR x 2.66MR d2
5
怎样确定控制限
• MR控制图
– 相当于n=2时的极差控制图; – n=2时,D4=3.267,D3=0
CL MR UCL D4MR 3.267MR LCL D3MR 0
6
单值-移动极差控制图(X–MR)
1
单值-移动极差控制图(X–MR)
• 与均值-极差控制图的作用类似; • 不需多个测量值或样本是均匀的(如浓
度); • 因为费用或时间的关; • 敏感性不强; • 用自动化检查,对产品进行全检时;
2
单值-移动极差图控制限
• 移动极差是指一个测定值 xi 与紧邻的测定 值xi+1 之差的绝对值,记作MR, MRi = | xi - xi+1 | (i=1,2,…,k-1)
– 其中:k为测定值的个数; – k个测定值有k-1个移动极差,每个移动极差值相
当与样本大小n=2时的极差值.
3
怎样确定控制限
• 计算总平均数:
xx1x2... ..x.k k
1k ki1xi
• 计算M R 移 动M 极1 差 平R M 均2 k数 R .1 : . .M ..k .1R k1 1k i 1 1M i R
单值移动极差控制图X-Mrchart
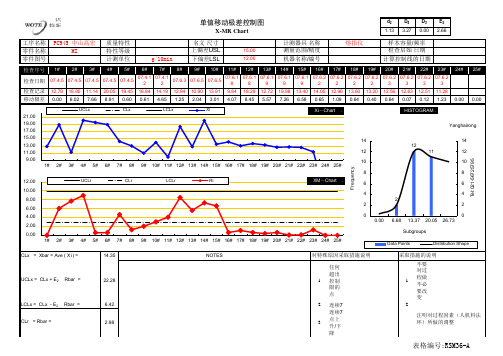
沃特新材料有限公司d 2D 4D 3E 21.133.270.002.661#2#3#4#5#6#7#8#9#10#11#12#13#14#15#16#17#18#19#20#21#22#23#24#25#07.4.507.4.507.4.507.4.507.4.507.4.1207.4.1207.6.307.6.507.6.507.6.1807.6.1807.6.1907.6.1907.6.1907.6.2207.6.2207.6.2207.6.2207.6.2307.6.2307.6.2307.6.2312.7818.8011.1420.0519.4518.8414.1912.9410.9013.919.8418.2912.7219.9813.4014.0512.9613.6013.2012.5612.6312.5111.280.006.027.668.910.600.614.651.252.043.014.078.455.577.266.580.651.090.640.400.640.070.121.230.000.00UCLx 22.2822.2822.2822.2822.2822.2822.2822.2822.2822.2822.2822.2822.2822.2822.2822.2822.2822.2822.2822.2822.2822.2822.2822.2822.28CLx143486.96143486.96143486.96143486.96143486.96143486.96143486.96143486.96143486.96143486.96143486.96143486.96143486.96143486.96143486.96143486.96143486.96143486.96143486.96143486.96143486.96143486.96143486.96143486.96143486.96LCLx6.426.426.426.426.426.426.426.426.426.426.426.426.426.426.426.426.426.426.426.426.426.426.426.426.42Xi12.7818.8011.1420.0519.4518.8414.1912.9410.9013.919.8418.2912.7219.9813.4014.0512.9613.6013.2012.5612.6312.5111.280.000.00UCLr9.749.749.749.749.749.749.749.749.749.749.749.749.749.749.749.749.749.749.749.749.749.749.749.749.74CLr 2.98 2.98 2.98 2.98 2.98 2.98 2.982.982.982.982.982.982.982.982.982.982.982.98 2.982.982.982.982.982.982.98LCLr 0.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.00Ri 0.00 6.027.668.910.600.61 4.65 1.25 2.04 3.01 4.078.45 5.577.26 6.580.651.090.640.400.640.070.12 1.230.000.00MAXx=20.05MINx=0.00组数=组间距= 6.68合计25Group0.00 6.6813.3720.0526.73Data Points 12110.00Distribution Shape0.33121110.086.6813.3720.0526.7314.3522.281任何超出控制限的点1不要对过程做不必要改变6.422连续7点在中心线之上或之下22.983连续7点上升/下降9.744任何其它明显非随机的图形0.00*在确定Cpk 前过程必须受控*组容<7时没有极差下控制限0.070.250.072015-4-22g/10min名义 尺寸PC945 中山高宏单值移动极差控制图X-MR ChartNOTESCLx = Xbar = Ave ( X i) =UCLx = CLx + E 2 × Rbar =LCLx = CLx - E 2 × Rbar =CLr = Rbar =UCLr = D4 × CL r=15.00MI下偏差LSL12.00测量范围/精度机器名称/编号质量特性特性等级计测单位上偏差USL 计测器具 名称熔指仪计算控制线的日期检查序号检查记录移动极差工序名称零件名称零件图号样本容量/频率检查启始 日期注明对过程因素(人机料法环)所做的调整主管审批统计签名检查日期LCLr = D3 × CLr =采取措施的说明对特殊原因采取措施说明Cpk LSL = [ (Xbar - LSL)/(3×σ) ] =Cpk CPK = Min ( Cpk USL ,Cpk LSL ) =Cpk USL = [ (USL - Xbar)/(3×σ) ] =9.0011.00 13.00 15.00 17.00 19.0021.001#2#3#4#5#6#7#8#9#10#11#12#13#14#15#16#17#18#19#20#21#22#23#24#25#Xi -Chart .UCLxCLxLCLxXi0.002.00 4.006.008.00 10.00 12.00 1#2#3#4#5#6#7#8#9#10#11#12#13#14#15#16#17#18#19#20#21#22#23#24#25#XM -Chart .UCLrCLrLCLrRi212112 4 6 810121424681012140.006.6813.3720.0526.73T e l :021-********YanghairongF r e q u e n c ySubgroupsHISTOGRAM .Data Points Distribution Shape表格编号:RSM36-A。
单值移动极差图
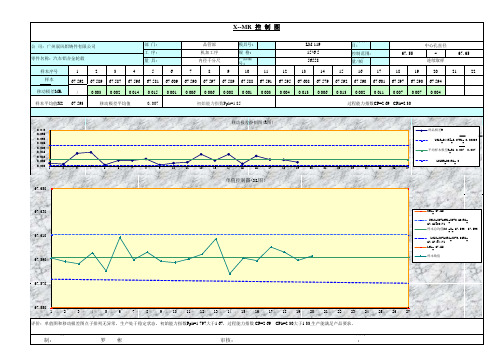
公 司:广州驭风铝铸件有限公司
零件名称:汽车铝合金轮毂
样本序号 样本
1
2
67.592 67.589
3 67.587
部 门: 工 序: 量 具:
4
5
6
67.596 67.581 67.609
品管部 机加工序 内径千分尺
7
8
9
模具号:
规 格: 产品编 号:
10
67.590 67.597 67.589 67.588
平均样本极差R=R1 0.007 0.007 LCLMR=D3*R1= 0
67.630 67.610 67.590
USL= 67.65
UCLX=X2+A2R1=X2+2.66*R1= 67.61128471 样本总均值X2 =X= 67.593 67.593
LCLX=X2-A2R1=X2-2.66R1= 67.57404471 LSL= 67.55
TCLP)/=3б(TUTL)/6б
67.65 TL= LSL=
=
3.09
=
2.30
=
2.69
67.55
67.55
1
67.593
2
67.593
3
67.593
4
67.593
5
67.593
6
67.593
7
67.593
8
67.593
9
67.593
10
67.593
11
67.593
12
67.593
13
67.593
11 67.591
12 67.595
LM-119 15*6.5 56558
单值移动极差控制图解析ppt课件

一、概述
3、数据必须呈现合理的正态分布。 适度偏离正态分布的情况不会显著影响控制图的结果。然而,严重偏离正 态分布的情况可能会导致八种特殊原因检验时增加错误报警的数量。 如果 2.0% 或更多点未通过检验 1,并且 I 控制图上至少两个点未通过检 验 1,Minitab 将检查数据的正态性。如果数据未通过正态性检验, Minitab 将确定变换是否能够更正非正态情况。如果过程自然产生非正态 数据并且变换有效,则可使用变换后的数据的控制图来评估过程的稳定性。
连续 K 个点,距离中心线(任一侧)大于 1 个标准差
K值 3 9 6 14
2
备注
您可以通过更 改 K 值来自定 义特定检验。
4 15 8
二、操作步骤
“检验 1” 用于检测 单个不受 控制的点。 “检验 2” 用于检测 均值可能 出现的偏 移。
二、操作步骤
执行所有的特殊原因 检验:选择此项将进 行所有八项检验。
二、操作步骤
设置“标签”后出现的图形。
THANK YOU
SUCCESS
2019/5/10
二、操作步骤
(3)I-MR选项
①限值 a.标准差的这些倍数:输入一个或多个值,输入后 将在图中显示距离中心线±n个σ的控制限。 在“标准差的这些倍数”后依次输入“1”、“空 格键”、“2”,以使生成的控制图中显示1倍、2 倍σ控制限(如不进行输入,控制图默认3倍σ控 制限)。
①时间: 索引:选择此项将用整数标记 X 轴(依次为1、2、3…)。 标记:选择此项可用≤3个标记 列(包含日期/时间、数字或文 本尺度值中的值,首先为最内层) 来标记 X 轴。
二、操作步骤
选择“索引”后出现的图 形
在“标记”下选择数据对应的日期列,即出 现右图。
单值移动极差控制图PPT课件
第一个副标题之下。
④脚注 1:键入脚注,该脚注将显示在图形左下方。 ⑤脚注 2:键入第二个脚注,该脚注显示在第一个
脚注之下。
二、操作步骤
设置“标签”后出现的图形。
THANK
YOU
SUCCESS
2019/4/22
二、操作步骤
(3)I-MR选项 ①限值 a.标准差的这些倍数:输入一个或多个值,输入后 将在图中显示距离中心线±n个σ的控制限。 在“标准差的这些倍数”后依次输入“1”、“空
本尺度值中的值,首先为最内层)
来标记 X 轴。
二、操作步骤
选择“索引”后出现的图 形
在“标记”下选择数据对应的日期列,即出 现右图。
二、操作步骤
②网格线 Y 主刻度:选中此项将在 Y 轴主刻 度位置显示网格线。 Y 小刻度:选中此项将在 Y 轴小刻 度位置显示网格线。
X 主刻度:选中此项将在 X 轴主刻
二、操作步骤
②检验 选择八种特殊原因检验中所显示检验的子集,出现某种模式意味着该变 异有特殊原因,应加以分析研究。 如果某个点未通过一项检验,Minitab 会在图上使用该检验的编号加以 标记。
如果某个点未通过多项检验,则 Minitab 会用编号最小(即所选检验
项的首个编号)的检验标记。
二、操作步骤
度位置显示网格线。
Hale Waihona Puke 二、操作步骤选择“网格线”后出现的图形, 便于查看数据点对应序号或标记。
二、操作步骤
①标题:键入标题,该标题将替换默认标题并在图
(2)标签
形上方居中对齐。
②副标题 1:键入副标题,该副标题显示在标题之 下。如果添加副标题但不添加标题,则副标题会显 示在 Minitab 的默认标题之下。 ③副标题 2:键入第二个副标题,该副标题显示在