I-MR(单值-移动极差)控制图-修正版.pdf
I-MR 控制图
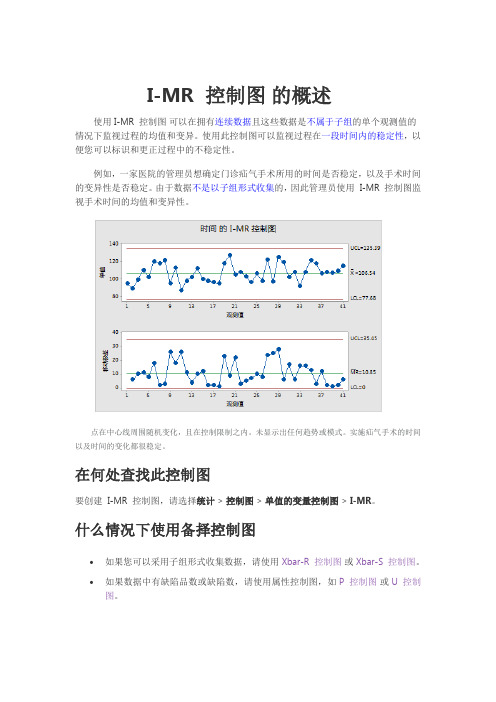
I-MR 控制图的概述使用 I-MR 控制图可以在拥有连续数据且这些数据是不属于子组的单个观测值的情况下监视过程的均值和变异。
使用此控制图可以监视过程在一段时间内的稳定性,以便您可以标识和更正过程中的不稳定性。
例如,一家医院的管理员想确定门诊疝气手术所用的时间是否稳定,以及手术时间的变异性是否稳定。
由于数据不是以子组形式收集的,因此管理员使用I-MR 控制图监视手术时间的均值和变异性。
点在中心线周围随机变化,且在控制限制之内。
未显示出任何趋势或模式。
实施疝气手术的时间以及时间的变化都很稳定。
在何处查找此控制图要创建I-MR 控制图,请选择统计 > 控制图 > 单值的变量控制图 > I-MR。
什么情况下使用备择控制图•如果您可以采用子组形式收集数据,请使用Xbar-R 控制图或Xbar-S 控制图。
•如果数据中有缺陷品数或缺陷数,请使用属性控制图,如P 控制图或U 控制图。
I-MR 控制图的数据注意事项为了确保结果有效,请在收集数据、执行分析和解释结果时考虑以下准则。
数据应当是连续的如果数据中有缺陷品数或缺陷数,请使用属性控制图,如P 控制图或U 控制图。
数据应当采用时间顺序由于控制图会检测随时间发生的变化,因此数据顺序非常重要。
您应当按照数据的收集顺序来输入数据,让最旧的数据位于工作表的顶部。
应当按照适当的时间间隔收集数据按照均匀的时间间隔收集数据,如每小时一次、每班次一次或每天一次。
选择一个时间间隔,该时间间隔应当足够短,以便您可以在发生过程更改之后立即识别此更改。
数据应当是不采用子组形式收集的单值观测值如果您可以采用子组形式收集数据,请使用Xbar-R 控制图或Xbar-S 控制图。
数据应当至少为总共100 个观测值如果您具有的观测值数少于推荐的观测值数,则您仍然可以使用控制图,但获得的是初步结果,因为控制限可能不精确。
如果您经常使用控制图,请在收集所推荐数量的观测值之后重新评估标准差和控制限。
I-MR-RS(组间、组内)控制图
I-MR-R/S(组间/组内)控制图
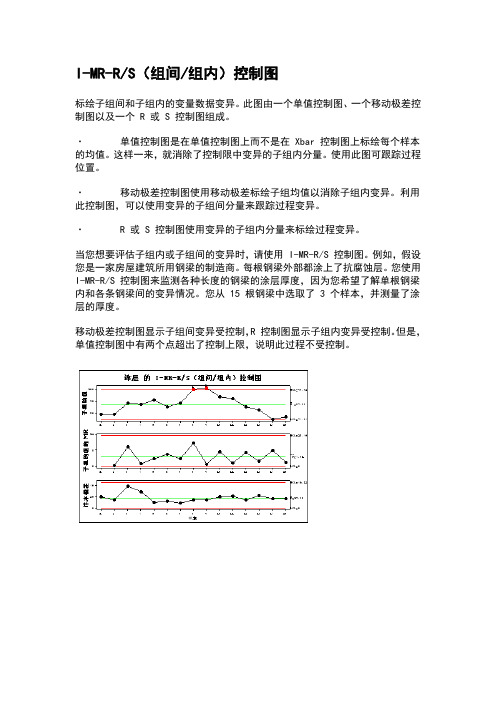
标绘子组间和子组内的变量数据变异。
此图由一个单值控制图、一个移动极差控制图以及一个 R 或 S 控制图组成。
·单值控制图是在单值控制图上而不是在 Xbar 控制图上标绘每个样本的均值。
这样一来,就消除了控制限中变异的子组内分量。
使用此图可跟踪过程位置。
·移动极差控制图使用移动极差标绘子组均值以消除子组内变异。
利用此控制图,可以使用变异的子组间分量来跟踪过程变异。
·R 或 S 控制图使用变异的子组内分量来标绘过程变异。
当您想要评估子组内或子组间的变异时,请使用 I-MR-R/S 控制图。
例如,假设您是一家房屋建筑所用钢梁的制造商。
每根钢梁外部都涂上了抗腐蚀层。
您使用I-MR-R/S 控制图来监测各种长度的钢梁的涂层厚度,因为您希望了解单根钢梁内和各条钢梁间的变异情况。
您从 15 根钢梁中选取了 3 个样本,并测量了涂层的厚度。
移动极差控制图显示子组间变异受控制,R 控制图显示子组内变异受控制。
但是,单值控制图中有两个点超出了控制上限,说明此过程不受控制。
计量型数据控制图
移动极差图可显 现出短期变差的 稳定性
移动极差MR是相邻两个单值的差的绝对值; 看图顺序:先看极差图,再看均值图。
用I-MR图做改善前后的对比
文件: Before-after.mtw
用I-MR图做改善前后的对比
改善后均 值下降
改善后变 差减小
以上是图示化比较,最后还应通过统计检验进行比较。
7
23.5
9
23.5
5
22.75
4
20.25
9
21.75
8
23.75
3
20.75
6
子组化案例:花生酱子组计划I
文件 (花生酱 .mpj )中的 case1.mtw
控制图在说什么?
➢Xbar控制限看起来太宽
太多点在平均数1倍标准偏差内 •没有点在控制限周围
➢这种情况在子组内变差比子组间变差大的多的情况下出现。 ➢这个问题在制造中很典型。比如,4台同类型的设备其中一台持续比其他 高或低。4台设备间的变差比抽样次数间的变差大的多。 ➢如果出现这种情况
更换电 涌装置
a.新的电涌装置有用吗?
b.如果有用,技术人员从 哪一周获得了第一个信号 ?是否有过程偏移的任何 其它信号?
解释单值图练习
a.新的电涌装置有用吗?
有用 b.如果有用,技术人员从
哪一周获得了第一个信号
?是否有过程偏移的任何
其它信号?
最早的信号是位于界限外 的点(测试1),从9月6 日这一周获得第一个信号 。其次的信号来自测试5 和6。另一个信号在测试2 中表现出来(8个点位于 中线同一侧)。
计量型数据控制图
模块内容
计量型数据控制图
IMR单值移动极差控制图
AURORA
I-MR(单值-移动极差)控制图
品质部
王金珊
目录
一、概述 二、操作步骤 三、分析结果说明
一、概述
1、在子组中没有连续数据(独立观测值)时使用I-MR控制图,绘制变量数 据在一段时间内的单个观测值(I 控制图)和移动极差(MR 控制图),能 够很直观的将生产过程体现在图中。 2、使用此组合控制图可以在难以或不可能将测量值分成子组时,监控过程 水平(均值)和过程变异(移动极差) ,以及检测是否存在特殊原因 。 这种情况通常在测量费用高昂、生产量偏低或产品生产周期很长时发生。
二、操作步骤
以晶棒外圆直径(50.94±0.03mm)为例,操作步骤如下: 1、收集一定量的数据(≥25),将数据录入到Minitab表格中,如下图:
二、操作步骤
2、点击统计→控制图→单值的变量控制图→I-MR,即出现下图:
光标放在“变量”处,双击左侧 “C1”(数据所在列);
二、操作步骤
3、主要说明(以下说明可根据需要选择性使用) (1)尺度:点击“尺度”后出现下图
图中可以看出晶棒外圆直径的平均值为50.943mm,控制限为50.925-50.962mm(标准为50.9150.97mm),且样本1-9尺寸波动较大,应去产线查找原因采取措施,以提高产品尺寸的稳定性。
三、分析结果说明
4、在使用 I 控制图之前检查 MR 控制图,确保过程变异是稳定的。 I 控制图上的控制限制基于估计的过程变异(移动极差),如果此过程变 异不稳定,则 I 控制图上的控制限制可能无效。 5、只有在过程变化时才估计新的控制限制。 通常在项目早期阶段的基线分析过程中建立控制限制,如果在项目期间更 改了过程,基线控制限制将不再有效,您必须通过从数据重新估计新的控 制限制来建立它们。建立了控制限制后,它们必须保持固定才能监控过程 或评估过程控制。只有在过程发生变化时才需要重新估计控制限制,而不 是每次收集新数据时重新估计。
I-MR(单值-移动极差)控制图解析

第一个副标题之下。
④脚注 1:键入脚注,该脚注将显示在图形左下方。 ⑤脚注 2:键入第二个脚注,该脚注显示在第一个
脚注之下。
二、操作步骤
设置“标签”后出现的图形。
二、操作步骤
(3)I-MR选项 ①限值 a.标准差的这些倍数:输入一个或多个值,输入后 将在图中显示距离中心线±n个σ的控制限。 在“标准差的这些倍数”后依次输入“1”、“空
14
2 4 15 8
您可以通过更 改 K 值来自定 义特定检验。
二、操作步骤
“检验 1” 用于检测 单个不受 控制的点。 “检验 2” 用于检测 均值可能 出现的偏 移。
二、操作步骤
执行所有的特殊原因 检验:选择此项将进 行所有八项检验。
仅执行选定的特殊原因 不进行检验:选择此项将 检验:要指定八项检验 不执行任何特殊原因检验。 中的部分检验,请选择 此项,然后选中下面所 列检验中的任意几项。
c.设置移动极差控制图控制限的边界
控制限下界:选中此项为移动极差控
制图设置控制限下界,如果设置值大
于计算出的控制下限(LCL) ,会改为
在-3σ处绘制标为下限的水平线。 控制限上界: 选中此项为移动极差控 制图设置控制限上界,如果设置值小 于计算出的控制上限(UCL),会改为
在上+3σ处绘制标上限的水平线。
图中可以看出晶棒外圆直径的平均值为50.943mm,控制限为50.925-50.962mm(标准为50.91-
50.97mm),且样本1-9尺寸波动较大,应去产线查找原因采取措施,以提高产品尺寸的稳定性。
三、分析结果说明
4、在使用 I 控制图之前检查 MR 控制图,确保过程变异是稳定的。 I 控制图上的控制限制基于估计的过程变异(移动极差),如果此过程变 异不稳定,则 I 控制图上的控制限制可能无效。
单值移动极差控制图解析ppt课件

一、概述
3、数据必须呈现合理的正态分布。 适度偏离正态分布的情况不会显著影响控制图的结果。然而,严重偏离正 态分布的情况可能会导致八种特殊原因检验时增加错误报警的数量。 如果 2.0% 或更多点未通过检验 1,并且 I 控制图上至少两个点未通过检 验 1,Minitab 将检查数据的正态性。如果数据未通过正态性检验, Minitab 将确定变换是否能够更正非正态情况。如果过程自然产生非正态 数据并且变换有效,则可使用变换后的数据的控制图来评估过程的稳定性。
连续 K 个点,距离中心线(任一侧)大于 1 个标准差
K值 3 9 6 14
2
备注
您可以通过更 改 K 值来自定 义特定检验。
4 15 8
二、操作步骤
“检验 1” 用于检测 单个不受 控制的点。 “检验 2” 用于检测 均值可能 出现的偏 移。
二、操作步骤
执行所有的特殊原因 检验:选择此项将进 行所有八项检验。
二、操作步骤
设置“标签”后出现的图形。
THANK YOU
SUCCESS
2019/5/10
二、操作步骤
(3)I-MR选项
①限值 a.标准差的这些倍数:输入一个或多个值,输入后 将在图中显示距离中心线±n个σ的控制限。 在“标准差的这些倍数”后依次输入“1”、“空 格键”、“2”,以使生成的控制图中显示1倍、2 倍σ控制限(如不进行输入,控制图默认3倍σ控 制限)。
①时间: 索引:选择此项将用整数标记 X 轴(依次为1、2、3…)。 标记:选择此项可用≤3个标记 列(包含日期/时间、数字或文 本尺度值中的值,首先为最内层) 来标记 X 轴。
二、操作步骤
选择“索引”后出现的图 形
在“标记”下选择数据对应的日期列,即出 现右图。
单值移动极差控制图PPT课件
第一个副标题之下。
④脚注 1:键入脚注,该脚注将显示在图形左下方。 ⑤脚注 2:键入第二个脚注,该脚注显示在第一个
脚注之下。
二、操作步骤
设置“标签”后出现的图形。
THANK
YOU
SUCCESS
2019/4/22
二、操作步骤
(3)I-MR选项 ①限值 a.标准差的这些倍数:输入一个或多个值,输入后 将在图中显示距离中心线±n个σ的控制限。 在“标准差的这些倍数”后依次输入“1”、“空
本尺度值中的值,首先为最内层)
来标记 X 轴。
二、操作步骤
选择“索引”后出现的图 形
在“标记”下选择数据对应的日期列,即出 现右图。
二、操作步骤
②网格线 Y 主刻度:选中此项将在 Y 轴主刻 度位置显示网格线。 Y 小刻度:选中此项将在 Y 轴小刻 度位置显示网格线。
X 主刻度:选中此项将在 X 轴主刻
二、操作步骤
②检验 选择八种特殊原因检验中所显示检验的子集,出现某种模式意味着该变 异有特殊原因,应加以分析研究。 如果某个点未通过一项检验,Minitab 会在图上使用该检验的编号加以 标记。
如果某个点未通过多项检验,则 Minitab 会用编号最小(即所选检验
项的首个编号)的检验标记。
二、操作步骤
度位置显示网格线。
Hale Waihona Puke 二、操作步骤选择“网格线”后出现的图形, 便于查看数据点对应序号或标记。
二、操作步骤
①标题:键入标题,该标题将替换默认标题并在图
(2)标签
形上方居中对齐。
②副标题 1:键入副标题,该副标题显示在标题之 下。如果添加副标题但不添加标题,则副标题会显 示在 Minitab 的默认标题之下。 ③副标题 2:键入第二个副标题,该副标题显示在
I-MR(单值-移动极差)控制图
14
2 4 15 8
您可以通过更 改 K 值来自定 义特定检验。
二、操作步骤
“检验 1” 用于检测 单个不受 控制的点。 “检验 2” 用于检测 均值可能 出现的偏 移。
二、操作步骤
执行所有的特殊原因 检验:选择此项将进 行所有八项检验。
仅执行选定的特殊原因 不进行检验:选择此项将 检验:要指定八项检验 不执行任何特殊原因检验。 中的部分检验,请选择 此项,然后选中下面所 列检验中的任意几项。
算出的控制下限(LCL) ,会改为在3σ处绘制标为下限的水平线。 控制限上界:选中此项为单值控制图 设置控制限上界,如果设置值小于计 算出的控制上限(UCL),会改为在 从严显示
如果控制限 上限设置为 50.96< UCL(50.962), 则显示为控 制限上限。
+3σ处绘制标为上限的水平线。
二、操作步骤
5、只有在过程变化时才估计新的控制限制。
通常在项目早期阶段的基线分析过程中建立控制限制,如果在项目期间更
改了过程,基线控制限制将不再有效,您必须通过从数据重新估计新的控
制限制来建立它们。建立了控制限制后,它们必须保持固定才能才需要重新估计控制限制,而不 是每次收集新数据时重新估计。
度位置显示网格线。
二、操作步骤
选择“网格线”后出现的图形, 便于查看数据点对应序号或标记。
二、操作步骤
①标题:键入标题,该标题将替换默认标题并在图
(2)标签
形上方居中对齐。
②副标题 1:键入副标题,该副标题显示在标题之 下。如果添加副标题但不添加标题,则副标题会显 示在 Minitab 的默认标题之下。 ③副标题 2:键入第二个副标题,该副标题显示在
图中可以看出晶棒外圆直径的平均值为50.943mm,控制限为50.925-50.962mm(标准为50.91-
I-MR(单值-移动极差)控制图
选择“索引”后出现的图 形
在“标记”下选择数据对应的日期列,即出 现右图。
②网格线
Y 主刻度:选中此项将在 Y 轴主刻 度位置显示网格线。 Y 小刻度:选中此项将在 Y 轴小刻 度位置显示网格线。 X 主刻度:选中此项将在 X 轴主刻 度位置显示网格线。
不进行检验:选择此项将 不执行任何特殊原因检验。
4、根据需要进行以上设置后,点击“确定”,即生成控制图及会话框。
控制图
会话框
1、上图为单值控制图, Xbar为数据的平 均值。 2、下图为移动极差控制图,每点数据为相 邻数据差的绝对值,MR为各个绝对值的平 均值。 3、1SL、2SL分别为1倍标准差控制限、2倍 标准差控制限,UCL控制上限(3倍标准 差),LCL控制下限(3倍标准差)。
图中可以看出晶棒外圆直径的平均值为50.943mm,控制限为50.925-50.962mm(标准为50.9150.97mm),且样本1-9尺寸波动较大,应去产线查找原因采取措施,以提高产品尺寸的稳定性。
4、在使用 I 控制图之前检查 MR 控制图,确保过程变异是稳定的。 I 控制图上的控制限制基于估计的过程变异(移动极差),如果此过程变 异不稳定,则 I 控制图上的控制限制可能无效。 5、只有在过程变化时才估计新的控制限制。 通常在项目早期阶段的基线分析过程中建立控制限制,如果在项目期间更 改了过程,基线控制限制将不再有效,您必须通过从数据重新估计新的控 制限制来建立它们。建立了控制限制后,它们必须保持固定才能监控过程 或评估过程控制。只有在过程发生变化时才需要重新估计控制限制,而不 是每次收集新数据时重新估计。
单值-移动极差控制..

怎样确定控制限
• 计算总平均数:
x1 + x2 + ...... + xk 1 k x= = ∑ xi k k i =1
• 计算移动极差平均数: + MR MR1 + MR 2 + ...... k −1
MR = k −1
1 k −1 = ∑ MRi k − 1 i =1
怎样确定控制限
• X控制图
– 相当于n=2时的均值控制图
CL = x MR UCL = x + 3 = x + 2.66MR d2 MR LCL = x − 3 = x − 2.66 MR d2
怎样确定控制限
• MR控制图
– 相当于n=2时的极差控制图; – n=2时,D4=3.267,D3=0
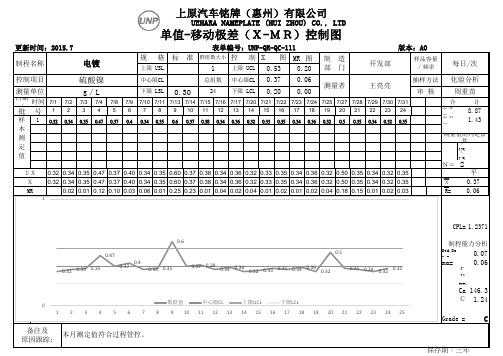
单值-移动极差控制图(X–MR)
单值-移动极差控制图(X–MR)
• 与均值-极差控制图的作用类似; • 不需多个测量值或样本是均匀的(如浓 度); • 因为费用或时间的关系,过程只有一个测 量值(如破坏性实验); • 敏感性不强; • 用自动化检查,对产品进行全检时;
单值-移动极差图控制限
• 移动极差是指一个测定值 xi 与紧邻的测定 值xi+1 之差的绝对值,记作MR, MRi = | xi - xi+1 | (i=1,2,…,k-1)
CL = M R UCL = D 4 M R =
I-MR单值移动极差控制图ppt课件

控制限上限 (5Βιβλιοθήκη .97)> UCL(50.962), 则显示为UCL。
从严显示
如果控制限 上限设置为 50.96< UCL(50.962), 则显示为控 制限上限。
14
二、操作步骤
c.设置移动极差控制图控制限的边界 控制限下界:选中此项为移动极差控 制图设置控制限下界,如果设置值大 于计算出的控制下限(LCL) ,会改为 在-3σ处绘制标为下限的水平线。 控制限上界: 选中此项为移动极差控 制图设置控制限上界,如果设置值小 于计算出的控制上限(UCL),会改为 在上+3σ处绘制标上限的水平线。
10
二、操作步骤
设置“标签”后出现的图形。
11
(3)I-MR选项
二、操作步骤
①限值 a.标准差的这些倍数:输入一个或多个值,输入后 将在图中显示距离中心线±n个σ的控制限。 在“标准差的这些倍数”后依次输入“1”、“空 格键”、“2”,以使生成的控制图中显示1倍、2 倍σ控制限(如不进行输入,控制图默认3倍σ控 制限)。
(2)标签
二、操作步骤
①标题:键入标题,该标题将替换默认标题并在图 形上方居中对齐。 ②副标题 1:键入副标题,该副标题显示在标题之 下。如果添加副标题但不添加标题,则副标题会显 示在 Minitab 的默认标题之下。 ③副标题 2:键入第二个副标题,该副标题显示在 第一个副标题之下。 ④脚注 1:键入脚注,该脚注将显示在图形左下方。 ⑤脚注 2:键入第二个脚注,该脚注显示在第一个 脚注之下。
单值 移动极差 MR控制图
MR 图控制项目测量单位日期/时间7/17/27/37/47/87/97/107/117/137/147/157/167/177/207/217/227/237/247/257/277/287/297/307/31批号123456789101112131415161718192021222324ΣX=8.87样10.320.340.350.470.370.40.340.350.60.370.380.340.360.320.330.350.340.360.320.50.350.340.320.35ΣR=1.43本测定>US 值<LSN=2ΣX0.320.340.350.470.370.400.340.350.600.370.380.340.360.320.330.350.340.360.320.500.350.340.320.35X0.320.340.350.470.370.400.340.350.600.370.380.340.360.320.330.350.340.360.320.500.350.340.320.35X0.37MR0.020.010.120.100.030.060.010.250.230.010.040.020.040.010.020.010.020.040.180.150.010.020.03R=1.2371Std.De v.=0.07Sig ma=0.06PP PPCa -146.3CP 1.24 CP C上原汽车铭牌(惠州)有限公司UEHARA NAMEPLATE (HUI ZHOU) CO., LTD单值-移动极差(X-MR)控制图更新时间:2015.7 表单编号:UNP-QR-QC-111 版本:AO制程名称电镀规 格标 准群组数大小控 制X 图制 造部 门开发部样品容量/频率每日/次上限 USL 1上限 UCL 0.530.20硫酸镍中心限CL 总组数中心限CL 0.370.06化验分析g/L下限 LSL0.3024下限 LCL0.20制程能力分析0.00审 核周重苗合 计测量值的判定条件 平测量者王亮亮抽样方法Grade =备注及原因跟踪:本月测定值符合过程管控。