In_【流程管理】锡膏评估验证流程
锡膏检验规范
锡膏检验规范1. 本规范引用下列标准:JIS C 6408印刷线路板所用铜片之通论JIS H 3100铜和铜合金、薄板及铜片JIS Z 3197锡膏助焊剂合成松香的检验方法JIS Z 3282软性锡膏JIS Z 8801筛选测试2. 与本规范有关连之国际标准第一部份:分类,标签和包装− ISO 9454-1:1990软性锡膏助焊剂的分类和资格ISO 第一部份:测定挥发性、热重损失试验−检验方法−9455-1:1990软性锡膏助焊剂2. 定义为使本规范易于达成目的,定义名词如下:(1) 锡膏:锡铅合金粉末和膏状助焊剂的混合物。
(2) 助焊剂活性:助焊剂能够提升液态融锡在基板表面之沾锡力程度。
(3) 助焊剂效率:助焊剂的功效表现在焊接过程中。
(4) 活性剂:用以提升助焊剂能力。
(5) 合成松香:助焊剂中天然或合成松香。
(6) 松香:自松树所提炼之树脂,加以蒸馏所得之自然硬性树脂,或称橡胶松香、木材松香,或酸性指数为130以上之长油松香。
(7) 改良式松香:不同松香种类之混合松香,但无法归类于松香分类之中。
(8) 松香助焊剂:助焊剂的主要成份为松香,形式为溶剂之溶液或膏状物。
(9) 助焊剂残留物:融锡加热之后,残留于基板之上的助焊剂物质。
(10) 塌陷:锡膏印刷后干燥或加热中,其外观上的改变。
(11) 黏滞力:锡膏黏着于基板上的力量。
(12) 锡球:在锡膏熔化之后,基板表面,出现许多小球状颗粒。
(13) 锡溅:锡膏凝固后,散布不一的形状。
(14) 不沾锡:融锡无法黏着于基板表面上。
3. 种类锡膏种类的定义是取决于不同锡铅球粉末等级、锡球的外形、尺寸和助焊剂成分品质等分类:如下列表一1.等级E之锡膏是用在如电子设备仪器中之高品质的焊点需求上上。
2.等级A之锡膏是用在一般普通的电路、电气设备中。
4. 品质锡铅粉末和助焊剂的品质要求如下4.1锡膏锡铅粉末须依标准JIS Z 3282制作,并和锡铅粉末须依标准JIS Z 3282制作,并混合均匀,锡粉表面须平滑有光泽,且没有其它小粒子黏附。
锡膏的使用规范及回库流程

锡膏的使用规范及回库流程1. 锡膏的介绍锡膏是一种非常常见的焊接材料,常用于电子组装过程中的焊接工艺。
它通常由焊锡粉末和助焊剂组成,具有良好的焊接性能和熔化特性。
锡膏的使用可以提高焊接效率和焊接质量,因此在电子制造行业中广泛应用。
2. 锡膏的使用规范2.1 确保工作环境清洁在使用锡膏前,必须确保工作环境干净整洁,以防止杂质或其他污染物进入焊接过程中,影响焊接质量。
2.2 控制温度和湿度锡膏的性能会受到温度和湿度的影响,因此在使用锡膏时,应确保工作环境的温度和湿度稳定,并符合锡膏的规范要求。
2.3 加热锡膏在使用锡膏之前,需要将其加热至适当的温度,以使其达到最佳的焊接性能。
具体的加热温度应根据所使用的锡膏品牌和型号进行调整。
2.4 确保焊接表面的干燥和清洁在使用锡膏之前,必须确保焊接表面干燥和清洁,以保证焊接质量。
可以使用特定的清洁剂或溶剂来清洁焊接表面。
2.5 合理使用锡膏数量在焊接时应根据实际需要合理使用锡膏的数量,以避免浪费。
同时,在使用过程中需要定期检查锡膏的使用情况,并及时补充或更换。
3. 锡膏的回库流程3.1 检查锡膏的质量在回库之前,需要对锡膏的质量进行检查。
主要包括外观、温度和颜色等方面的检查。
如果发现锡膏存在异常或变质,应予以淘汰处理。
3.2 封存未使用的锡膏对于未使用的锡膏,应尽快封存,并在封存前清理好容器和材料。
封存的容器应保持密封状态,避免空气、水分或杂质进入。
3.3 标记锡膏的相关信息在回库过程中,需要将锡膏的相关信息标记清楚,例如生产日期、批次号、规格型号等。
这样可以方便后续对锡膏进行追溯和管理。
3.4 存放的要求存放回库的锡膏应放置在干燥、通风的环境中,避免阳光直射。
同时,需要保证存放区域的温度和湿度稳定,并避免与其他化学物品存放在一起。
3.5 定期检查和更新定期检查回库的锡膏,对于过期或变质的锡膏需要及时清理或淘汰,同时更新标记的相关信息。
4. 总结锡膏在电子制造行业中具有重要的地位,它的使用规范和回库流程对于保证焊接质量和管理效率非常重要。
SMT锡膏管理流程作业指引
回焊时间217℃以上40~80S
最高温度235~249℃
7.5 回流焊曲线图例:
无铅曲线图例。
8.相关要求
8.1操作要求
8.1.1.锡膏到物料房立刻安排入冷柜。
8.1.2冷柜温度应保持在2-8℃之间。
8.1.3锡膏有效期见瓶身标识,超出应作报废处理。
8.1.4领取锡膏应按锡膏瓶上的编号依次领取。
8.1.5锡膏使用前应放在锡膏解冻治具上室温条件解冻>4 小时,如未开封的锡膏可以在治具内
放置72 小时,超过此时长的需要放回冰箱冷藏。
8.1.6锡膏搅拌要求:使用机器搅拌3 分钟。
8.1.7针对客供锡膏需参考客供锡膏相关要求及客户要求进行管理。
8.2安全要求
8.2.1锡膏内含有重金属等有害物质,如粘在手上应尽快用酒精擦干净,以免对皮肤造成伤害。
锡膏的评估
锡膏的评估学会怎样通过一个稳健的焊锡系统评估的模式来为公司节省经费。
焊接系统是化学可兼容性过程的一个重要部分,应该彻底地评估,以得到维持或改进。
一个焊接系统可定义为所有具有助焊剂的化学物质,诸如锡膏、波峰焊接助焊剂和多数的返工材料。
为了本评估的目的,我们认为波峰焊接系统用的焊锡条和锡线严格地说是一种商品,不是系统评估的部分。
我们使用一个在下面将要详细描述的6σ 程序来进行焊接系统的评估分析。
在过去三年里,通用电气公司(General Electric Company)已经使用6σ 程序来评估和引入工艺。
在6σ 程序中使用的统计工具与方法适合于一个焊接系统评估所要求的分析类型。
在我们的焊接系统评估开始时,我们决定任何认可的系统必须至少与我们现有的系统一样好,不管价格。
与工业中其它人的讨论使我们相信我们现有的焊接系统是一个非常令人敬畏的敌人。
我们的目标是以许多标准来评估许多的供应商。
我们将认可所有比我们现有系统表现更好的系统。
通过认可几个不同的系统,采购部门将能够讨价还价,而不陷入唯一来源。
当我们简单地宣布我们计划进行评估时,我们现在的焊锡系统供应商将其价格降低39%! 认可几个不同的系统给你机会节约公司的资金。
要评估哪些制造商?评估中我们的第一步是决定我们要求的锡膏(solder paste)类型。
我们的板有密间距(fine pitch,小于20-mil)、侵入式回流焊接(通孔引脚在锡膏中pin-in-paste)、双面回流焊接和胶点。
通过考查我们的工艺过程和几个锡膏制造商一起工作,我们决定我们需要免洗、低残留物、探针可测试的(pin testable)、63锡/37铅、90%金属含量的锡膏。
提前决定这些需求缩短了涉及索求报价的时间与工作。
简单地询求每年多少重量的锡膏将使供应商判断我们的需求,引导他们适当地报价不同的产品。
专门确定我们所要求的锡膏是比较不同制造商类似产品的最好方法。
其次,我们决定应该让哪些供应商来完成评估。
锡 膏 评 估 验 证 流 程

锡膏的基本数据认证
8.润湿性试验
扩散程度 1
2 3 4
扩散状态
由焊锡膏融解的焊锡,把试验板濡润,扩散到所涂布焊锡膏面积以 上的状态。
涂布焊锡膏处完全为焊锡所濡润的状态。
分厘卡:符合JIS B 7502者或等同于或优于彼的量测装置。
测试方法: (1)将铜板浸没于二甲苯中并以#500砂纸研磨以去除氧化膜 。 (2)研磨之后以异丙醇将附着至铜板表面的污物清除,并置于空气中至完全干燥。 (3)将铜板置于温度约为150℃的烘箱中1小时以实施氧化处理。 (4)将铜板自烘箱中取出并冷却至室温,精秤约0.3克的锡膏至铜板上。 (5)将铜板置于温度为220-230℃的加热板上30秒,令锡膏熔化扩散。 (6)冷却至室温后,以异丙醇将残余的助焊剂去除,并风干。 (7)以分厘卡量测焊锡扩散后的高度并计算扩散率。
质量分类 :助焊剂的质量分类依助剂的活性度、助焊剂成份的氯含有量、 绝缘抵抗值、铜板腐蚀及铜镜腐蚀之有无,如表分类。
备 注:(1)评价是以96小时后及168小时后的值,24小时后的值如达到96小 时后的基准值以下亦可。 (2)条件A:温度40℃,相对湿度90%,168 小时。条件B:温度85℃,相对湿度85%,168小时。
錫膏的基本資料認証
7.擴散性試驗成份
計算方法: D-H
擴散率(%) = --------------- x 100 D
其中 H:擴散之銲錫的高度(扣除空板厚度); D:假設擴散的銲錫為球體時,其直徑(mm); D = 1.24V1/3
V:重量/比重 判定標準:由於無鉛的擴散率尚未制定標準,但是以目前的經驗,其擴散率
锡膏评估报告

锡膏评估报告焊膏评估(Evaluating Solder Paste)1评估项目1.1 金属粉末百分(质量)含量(Solder Paste Metal Content By Weight)1.2 润湿(Wetting)1.3 塌落(Slump)1.4 粘附性(Tack)1.5 焊料球(Solder Ball)1.6 工作寿命(Worklife)1.7 粘度(Viscosity)1.8 合金成份(Alloy)1.9 粒径(Powder Size)1.10 卤素含量1.11 一次通过率2 评估方法2.1 金属粉末百分(质量)含量(Solder Paste Metal Content By Weight)2.1.1 试样约50g焊膏。
2.1.2 设备、仪器和材料a) 天平(Balance):精确到0.01g;b) 加热设备(如热风枪);c) 焊剂溶剂(Solvent)。
2.1.3 试验步骤a)称取10~50g(精确到0.01g)的焊膏放入已称重的耐热容器内;b)在合金液相线上25oC熔化焊膏后,冷却至室温;c)用Solvent清洗焊膏残留物后,将样品烘干;d)称取容器重量,计算出焊膏含金属的重量。
利用下面的公式计算焊膏的金属含量:(焊膏中金属的重量/焊膏原始重量)*100%=金属含量%2.1.4评估标准按此试验方法进行分析时,合金粉末百分(质量)含量的实测值与规格值偏差应不大于±1%。
2.2 润湿(Wetting)2.2.1 试样与所用基板焊盘性能相似的无氧铜片,尺寸为76mm*25mm*0.8mm。
2.2.2 设备、仪器和材料a) 平整的热板;b) 10倍的放大镜;c) 液态的铜清洗剂(如50g磷酸三钠、50g磷酸氢钠加1L的水的溶液);d) 去离子水;e) 异丙醇;f) 焊剂清洗剂;g) 模板:尺寸为76mm*25mm*0.2mm,模板上至少开有三个直径为6.5mm的圆形孔,孔距最小为10mm。
锡膏制程实验检验标准

订定电子工业物料检测标准—锡膏测试及评估程序研发摘要在政府推动成为科技岛政策带动下,电子构装及电子组装产业已成为国内的龙头产业。
在该产业竞争激烈的环境之中,业者无不积极提升其产品良率及可靠度。
而电子业中锡膏乃是最重要的工业物料之一,锡膏之特性直接影响产品良率及可靠度。
而业者在筛选适用于其生产环境与制程参数的锡膏物料时,往往耗费可观的时间及金钱尝试错误,却不一定能找到适用的物料。
本研究旨在制定一套标准的锡膏特性之测试及评估程序,供业界作为物料筛选的准则。
决定各测试项目及其参数,并评估各种国内业界普遍使用之锡膏种类,以实验设计等统计方法对测试结果加以验证。
测试结果将供业者参考,以缩短物料筛选的时间,并改善其产品良率与可靠度,进一步提升我国电子业之竞争力。
关键词:表面黏着技术、电子构装、电子组装、锡膏、物料筛选、实验设计壹、绪论一、研究背景与研究目的近年来,亚洲电子构装业(Packaging)及组装业(Assembly)已角足全世界。
随着大批主机板代工生产的订单如排山倒海涌入,表面黏着技术(Surface Mount Technology / SMT)已成为台湾业界耳熟能详的名词。
而SMT技术的开发与研究,乃是电子产业长期竞争力的基础。
以目前最具潜力的笔记型计算机业而言,国际著名大厂分别委托国内计算机业者代工生产(OEM),国内业者并大量提供其自己品牌的计算机。
于公元1999年以后,台湾将生产并提供全球笔记型计算机总数量的二分之一强。
SMT制程相对于传统穿孔式安装更具挑战性,因此业者必须更加谨慎地规划其制程与选择合适的物料,以提升产品良率(Yield)与可靠度(Reliability)。
随着产业外移与国际市场竞争的压力,过去尝试错误(Trial & Error)并从中加以改进的对策已不再可行。
电子工业「物料选择」及「制程优化」的“Know How”将是各国业界研发的重点方向。
北美及欧洲如Surface Mount International、IEEE、NEPCON等国际专业学术会议,以至台湾工业技术研究院所主持的SMTA (Surface Mount Technology Associate),皆旨在提升业界制程能力,以因应未来先进电子组装/构装技术的挑战。
锡膏评估内容

锡膏评估内容目的:从锡膏的成分,性能,焊接外观以及可靠性方面进行详细评估。
一.测试项目及相关的仪器,标准依据编号测试项目测试设备标准1合金及不纯物组成分析火花直读光谱仪J-STD-006J-STD-005,J-STD-006 2锡粉粒径与形状激光粒度仪IPC-TM-6503扩展率铜板,加热板JIS-Z-31974粘度Malcom PCU-205JIS-Z-31975金属含量电子天平,陶瓷杯IPC-TM-6506锡球测试陶瓷基板,加热板IPC-TM-6507坍塌性印刷钢板,烘箱IPC-TM-6508卤化物含量硝酸银溶液,碱式滴定管IPC-TM-6509铬酸银测试铬酸银试纸IPC-TM-65010铜镜测试可程式恒温恒湿实验机,铜镜IPC-TM-65011铜板腐蚀测试可程式恒温恒湿实验机,铜片IPC-TM-650可程式恒温恒湿实验机,梳形电路IPC-TM-65012表面结缘阻抗板可程式恒温恒湿实验机,梳形电路13电子迁移试验IPC-TM-650板14粘着力测试粘着力测试仪器IPC-TM-65015外观及焊点外形检查显微镜,二次元测量仪IPC-A-610D 16推力实验推拉力计17高低温冲击实验高低温试验箱IPC-TM-650 18盐雾实验二.评估内容及方法1.锡粉的合金组成1)目的:确认合金的成分与不纯物比例是否符合测试标准规格。
2)测试标准:请参考J-STD-0063)测试仪器:火花直读光谱仪4)测试方法:A)从锡膏中取样约250g,并用溶剂洗净锡膏中的flux。
B)加热使其成为锡块。
C)将锡块样本放置在火花放射光谱仪上,进行测试。
D)约在30 秒之后,电脑将自动打印出设定测试的合金不纯物比例的列表。
5)判定标准:合金比例与不纯物比例必须符合J-STD-006 的标准规格。
6)测试结果记录2. 锡粉的粒径与形状1)目的:良好的锡粉形状与粒径范围,将有助于印刷时的下锡性。
2)测试标准J-STD-005 IPC-TM-650 2.2.143) 测试仪器:激光粒度仪4)测试方法:使用80 倍以上的显微镜观察锡粉外观。
锡膏的使用流程图doc
深圳市徐港电子有限公司
质量管理系统程序 QUALITY SYSTEM PROCEDURE 主题:锡膏使用流程图
文 件 编 号:
文 件 版 本:
页 数:第 1 页 共 2页
发 布 日 期:
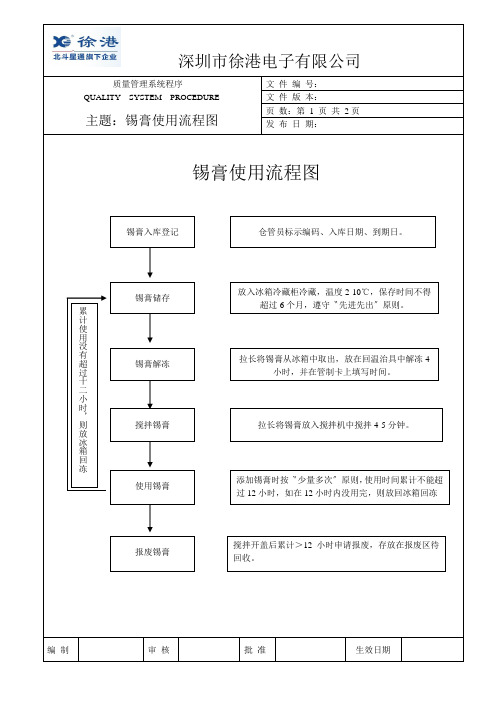
锡膏使用流程图
编 制
审 核 批 准 生效日期 锡膏入库登记 锡膏储存 锡膏解冻 搅拌锡膏 使用锡膏 报废锡膏 仓管员标示编码、入库日期、到期日。
放入冰箱冷藏柜冷藏,温度2-10℃,保存时间不得超过6个月,遵守〝先进先出〞原则。
拉长将锡膏从冰箱中取出,放在回温治具中解冻4小时,并在管制卡上填写时间。
拉长将锡膏放入搅拌机中搅拌4-5分钟。
添加锡膏时按〝少量多次〞原则,使用时间累计不能超过12小时,如在12小时内没用完,则放回冰箱回冻 搅拌开盖后累计>12小时申请报废,存放在报废区待回收。
累计使用没有超过十二小时,则放冰箱回冻。
锡膏测试方法及评判标准
锡膏测试方法及评判标准作者:王丽荣,朱捷,赵朝辉,张焕鹍来源:《新材料产业》 2015年第12期文/ 王丽荣朱捷赵朝辉张焕鹍随着电子制造业的迅猛发展,电子焊接的质量与可靠性逐步成为保持市场竞争力的基石,也是电子厂商着重关注的焦点。
针对可靠性的评价,从设计到后续的组装,再到最终验收,国际电子工业联接协会(IPC)、日本工业标准(JIS)以及国内相关机构均提供了一系列标准。
有了共同的标准即制定了交流过程中的共同语言——全球电子行业的术语,可以很大程度上减少供应商和制造商在沟通上的障碍,加快解决问题的速度,为双方赢得良好的企业形象和信誉奠定了基础。
每个公司根据自身特性会参考国内或者国际不同的标准,例如一家锡膏生产商,为了实现最终产品的绝佳品质,需要参考的标准如IP C - J - S T D -004、IPC-J-STD-005、IPC-J-STD-006以及IPC-TM-650等。
I P C的测试项目琳琅满目,标准均为英文版本,虽然目前T G A s i a技术组也在积极的进行标准开发工作,然而对于一些初入电子行业或者所生产的产品总是出现问题的客户来说,采用何种标准以及对标准内容如何解析常常感到困惑。
本文就锡膏制造行业以及电子组装可接受性的基本测试项目和评判标准做简要概述。
锡膏的测试可分为基本性能测试、上机运行和可靠性检测。
一、基本性能测试锡膏的基本性能测试主要参考I P C - J - S T D -005(锡膏要求Requirements for Soldering Pastes)以及JIS-Z-3284(日本工业标准)。
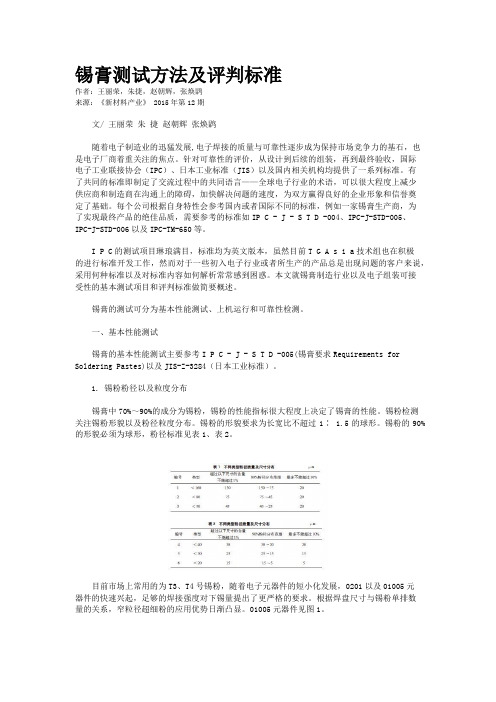
1. 锡粉粉径以及粒度分布锡膏中70%~90%的成分为锡粉,锡粉的性能指标很大程度上决定了锡膏的性能。
锡粉检测关注锡粉形貌以及粉径粒度分布。
锡粉的形貌要求为长宽比不超过1∶ 1.5的球形。
锡粉的90%的形貌必须为球形,粉径标准见表1、表2。
目前市场上常用的为T3、T4号锡粉,随着电子元器件的短小化发展,0201以及01005元器件的快速兴起,足够的焊接强度对下锡量提出了更严格的要求。
SMT资料锡膏试样与评估流程

锡膏是什么?
Solder Paster (焊锡膏),灰色膏状体,由高纯度、低氧化性的球形合金焊料粉末与助焊剂(免清洗型助焊剂、松香 基型助焊剂、水溶型助焊剂)等微量化学元素经过严格的生产流程研制而成 。
锡膏的类别:
鱼骨图
序言
锡膏的用途
1、提供形成焊接点的焊料;当焊锡膏被加热到一定温度时随着溶剂和部分添加剂的挥发、合金粉的熔 化,冶金结合使被焊元器件与焊盘互连在一起经冷却而形成永久的有一定机械强度的可靠的焊点。
b、松香堆积越多,则表明锡膏内松香含量越多。
c、松香颜色尽量为无色透明。
鱼骨图
炉后品质
良率对比检测
a、将实验之锡膏与,均用于同一机种,同一生产线做实验 b、将实验之锡膏各印刷10大片PCB进行正常生产。
c、实验锡膏印刷之PCB正常贴片过炉后,由制造与品保共同检验其不良数。
d、对不同实验锡膏所产生的不良,要具体写明点位与数量,对于不是锡膏所产 生的不良要明确注明。
C. 树脂(Resins): 该成份主要起到加大锡膏粘附性,而且有保护和防止焊后PCB再度氧化的作用;该项成分对零 件固定起到很重要的作用;
D. 溶剂(Solvent): 该成份是焊剂成份的溶剂,在锡膏的搅拌过程中起调节均匀的作用,对焊锡膏的寿命有一定的 影响;
鱼骨图
时间管控
回温时间 锡膏通常要用冰箱冷藏,冷藏温度为5-10℃为佳。故从冷箱中取出锡膏时,若未经“回温”,而开启瓶盖,则容易将空气 中的水汽凝结,并沾附于锡浆上,在过回焊炉时,水份因受强热而迅速汽化,造成“爆锡”现象,产生锡珠. 回温方式:不 开启瓶盖的前提下,放置于室温中自然解冻, 回温时间:4小时以上
鱼骨图
ቤተ መጻሕፍቲ ባይዱ
谢谢观看
锡膏承认检验规格书

锡膏承认检验规格书公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]一、目的:本标准规定了锡膏的检验项目、方法、要求和可接受标准,以统一设计规则、检验标准,消除误解,以及为IQC制定QI(来料检验规范)和各部门对锡膏品质判定提供参考依据。
二、适用范围:适用于所有无铅锡膏的来料检验(包括免洗与水洗两种锡膏)。
三、检验流程:1、进行测量和实验前的准备工作。
2.、委派经培训合格的检验人员进行测量和实验工作。
3、配备合适且经过校对合格的检验仪器和相关的工具和夹具。
4、准备所需要的文件、资料(如图纸、规格书、数据记录表格等等),理解清楚后方可进行检验工作。
四、一般规格:1、功能要求:零件的设计、结构和尺寸按照相应的零件图纸;2、存储环境:密封包装,温度0℃~10℃/ 5℃~10℃。
开封后物料保存环境参考MSDS或材料说明书3、测试环境:室内温度:20℃至30℃,相对湿度:20-70%。
4、针对性:本规范主要针对锡膏的【作业性】与【特性】两大主轴作为验证的标准。
所谓【作业性】是指锡膏在生产作业上与相关设备(如印刷机、钢板、回焊炉….等)的搭配能力;所谓的【特性】是指使用锡膏用于产品后所需进行的各项焊点外观判定及相关的电性测试。
五、内容:此检验规范,除了本公司利用现有的测试仪器进行检测实验之外,厂商也需提供一些由认证单位所验证的报告证明书作为凭证,证明书内容所需检测项目请参考以下内容。
1、简述如下:(A)特性:(B)作业性:锡粉粒径尺寸:由厂商提供证明报告。
D、附注说明:评估的type 型号,将区分为type 3及type 4两种。
Type 3 将用于测试钢板厚度0.15mm以上及fine pitch 0.5mm 以上。
Type 4 将用于测试钢板厚度0.13mm以下及fine pitch 0.4mm 以下。
(不定形状) (印刷时的脱版性)、助焊剂含量的检验A、目的:确认助焊剂含量与标准值不超过±%,避免锡膏在加热之后,残留过多的助焊剂。
锡膏评估验证流程

3D画像测定仪
11天天
锡膏的基本数据认证
3.助焊剂含有量成份
.
目的:确认助焊剂含量与标准值不超过±0.5%,避免锡膏加热之后残留过多
的助焊剂。
.
规范标准:依据参考JIS-Z-3197之6.1篇
.
测试仪器:电子天秤
.
测试方法:锡膏搅拌均匀后,精秤约30克样品至250毫升烧
(6)表面研磨后的1小时内,把钢板盖在表面。
(7)涂抹焊锡膏,用刮刀将钢板上的孔完全涂满。自基板取下钢板。
(8)如预备干燥时,将涂有焊锡膏试验板放到150℃的空气循环干燥器里处理1分钟。
(9)焊锡溶槽的表面用刮板加以清除干净。
(7)读取6分钟后的粘度值。
(8)回转速度由3→4→5→10→20→30→10RPM变化,读取在3,10,
30,10RPM时的粘度值。取时间6,3,3,3,1~3,1~3,1分钟
。
Malcom黏度计
(9)计算出Log(3rpm的读值/30rpm的读值)。
.
判定标准:是否符合厂商所附规格的内容。
(5)将铜板置于温度为220-230℃的加热板上30秒,令锡膏熔化扩散。
(6)冷却至室温后,以异丙醇将残余的助焊剂去除,并风干。
(7)以分厘卡量测焊锡扩散后的高度并计算扩散率。
錫膏的基本資料認証
77..擴散性試驗成份擴散性試驗成份
..計算方法:
D -H
擴散率(%) =---------------x 100
(3)焊锡浴槽(solder bath)尺寸100×100×75mm或同等品。
(4)镊子、刮刀。
(5)放大镜:10~20倍(全景观察用),50倍(焊锡球观察用)。
锡膏检测方法

锡膏检测方法工作文件锡膏检测方法文件编号:版本号:页数:生效日期:1.0目的通过规范焊膏的检测方法,确保焊膏的品质符合产品规格。
2.0适用范围本公司用于高品质电子组装的各类焊膏3.0引用标准ANSI/J-STD-005,1995年1月所有标准都会被修订,本检验方法将力求使用最新版本的标准4.0参考标准ANSI/J-STD-004A5.0检验方法5.1 焊膏中金属含量、焊剂含量(重量)的测定5.2 焊膏中卤素含量的测定5.3 焊膏粘度和Ti测试5.4 焊膏焊料球测试5.5 焊膏润湿性测试5.6 焊膏坍塌性测试5.7 锡膏印刷性测试5.1焊膏中金属含量、焊剂含量(重量)的测定5.1.1 目的测定焊膏中的金属含量与焊剂含量。
5.1.2 仪器锡炉,电子天平,烘箱,烧杯5.1.3试剂和试样焊膏50克,丙酮5.1.4测试步骤A 准确称量20克左右焊膏试样于烧杯(A)中(精确到0.001克)B 加热试样到温度比焊膏中焊粉熔点高25℃,小心倾出上层焊剂溶液于一已称重容器(B)中,然后冷却。
C 用50mL丙酮提取金属中残留的焊剂,虑出金属,再反复用丙酮提取(50mL*3),虑出金属,放在50℃烘箱中干燥,直至重量恒定,然后准确称量金属重量(精确到0.001克)。
D计算:金属含量%=(提取金属重量/焊膏样品重量)*100%焊剂含量%=100% - 金属含量%5.2焊膏中卤素含量的测定5.2.1 原理用水萃取助焊剂中的卤化物,然后用硝酸银进行滴定.卤化物含量以助焊剂中氯化物的百分含量来表示。
5.2.2 仪器A.分析天平(精确至0.001g)B.量筒:20ml和50mlC.容量瓶:1000mlD.烧杯:100mlE.分液漏斗:125mlF.锥形瓶:250ml5.2.3试剂和试样A.氢氧化钠溶液(1N)B.硝酸银标准溶液(0.1N)C.硝酸溶液(0.2N)D.重铬酸钾溶液(0.1M)E.酚汰指示剂(0.1%)F.氯仿G.助焊膏H.异丙醇5.2.4测试步骤A.将助焊膏与异丙醇按照25%的比例配置成标准助焊剂,然后移取约20g液态助焊剂于125ml分液漏斗中.B.加25ml氯仿于漏斗并混合均匀.C.加20ml蒸馏水并摇动10秒钟.D.静置分层后将氯仿层放至烧杯中.E.把水层移入锥形瓶.F.按上述操作再萃取两次.G.将萃取液加热(不超过80℃),冷却至室温,加数滴0.1%的酚汰指示剂.H.用1N的NaOH溶液滴至溶液变红,然后滴加0.2N的HNO3溶液至红色消失.I.然后加0.1M的K2Cr2O7溶液,用0.1N AgNO3标准溶液滴定至红褐色为终点.5.2.5 结果计算卤化物含量=3.55×V×N /MV─AgNO3耗量(ml)N─AgNO3浓度(N)M─称样量(g )5.3锡膏粘度和Ti的测试5.3.1 目的通过粘度测试来评估适合的印刷5.3.2 仪器Malcom PCU-205粘度仪,聚氨酯刮刀或者不锈钢刮刀5.3.3试剂和试样锡膏500克5.3.4测试步骤A 保持房间温度25℃±5℃,湿度50%±10%B 将冰箱里取出的锡膏在室温中放置4小时进行回温,以达到完全的热平衡。
锡膏作业管理办法(含表格)

锡膏作业管理办法(QC080000-2012)1.目的规范本公司内涉及锡膏作业管理的流程,明确锡膏的验证、请购、存储、使用、报废各环节的作业方式及要求,确保我公司贴片作业的品质及产品的可靠性。
2.范围适合于本公司涉及锡膏作业各环节。
3.职责工艺工程部:负责本文件的制定及修改,新品牌锡膏的开发及验证,锡膏质量问题分析及处理。
生产部:根据SMT冰箱温湿度管制表、锡膏管制标签、锡膏领用登记表来对锡膏存储,回温,使用,回收与报废进行管控。
物料部:负责锡膏新供应商的开发及管理,锡膏的采购。
仓储部:锡膏到仓库的登记并及时通知SMT人员领取保存。
计划部:根据市场合同与单片板用锡量来计算月采购量,下锡膏采购计划。
品管部:负责对锡膏回货批次的验收报告确认,在工厂剩余的有效期确认。
对锡膏存储、回温、使用、回收等环节进行监督。
人力资源部:将使用完毕之空锡膏罐&报废锡膏进行回收处理。
4.定义锡膏:是将锡合金粉末与助焊剂按一定的比例混合均匀后形成的膏状体,运用于SMT锡膏印刷工位,通过刮刀,钢网等载体,将定量的锡膏准确的涂布在PCB 的各点的PADS上,并保有良好的黏性,通过回流焊接的方式完成零件电极与PCBPADS的电气及机械连接。
5.内容5.1新锡膏验证作业,由工艺工程部主导,品管部监督完成,且必须符合以下要求:5.1.1.连续印刷30片后,所有Pad皆无短路现象。
5.1.2.印刷数小时后,锡膏无异常黏着于刮刀上,不易脱落及黏度异常变化情形。
5.1.3钢网无塞孔现象。
5.1.4.可适用于ReflowTemperatureProfile。
5.1.5.回焊后,助焊剂残留无外观不良问题。
5.1.6.统计量试工单良率,无锡膏相关异常制程不良。
5.1.7.回焊后,以X-Ray检视无异常Void现象(BGA制程)。
5.1.8.可适用于Pin-in-Paste制程。
5.1.9.ICT探针可以穿破测试点上锡膏助焊剂残留。
5.2锡膏请购作业5.2.1.IE根据生产的不同产品使用电子称连续量测20片PCB&锡膏板重量,计算其差值,得出单片产品使用的锡膏量。
锡膏导入验证流程

锡膏导入验证流程
锡膏的导入验证流程包括以下几个步骤:
1. 验证锡膏的基本数据:需要确认合金的成份与不纯物比例是否符合标准规范的规格,这可以通过火花放射光谱仪进行测试。
同时,锡粉的颗粒与形状也需要进行测试,以确保其有助于印刷时的下锡性。
2. 助焊剂含量测试:确认助焊剂含量与标准值不超过±%,这可以通过电子天秤进行测试。
3. 粘度测试:确保锡膏有足够的防坍塌性,这可以通过Malcom黏度计PCU 203型进行测试。
通过这些步骤,可以对锡膏的质量进行全面验证,以确保其在后续生产过程中能够正常工作。
[干货】史上最完整SMT锡膏评估验证流程

一、锡膏的基本数据认证1.锡粉的合金成份目的:确认合金的成份与不纯物比例是否符合标准规范的规格。
规范标准:参考依据JIS-Z-3282。
测试仪器:火花放射光谱仪(如右下图所示)测试方法:(1) 从锡膏当中取样约250g并将flux用溶剂洗净。
(2) 加热使其成为锡块。
(3)将锡块样本放置在火花放射光谱仪上。
(4)约莫30秒钟之后计算机将自动将所设定测试的合金不纯物比例列出。
判定标准:铅含有量不得超出0.1%。
火花放射光谱仪2.锡粉颗粒与形状测试目的:良好的锡粉形状(球状)与粒径范围,将有助于印刷时的下锡性。
规范标准:依据参考J-STD-005 之3.3 Solder Powder Particle Size; IPC-TM-650之2.2.14。
测试仪器:3D画像测定仪测试方法:使用80倍以上的显微镜观察锡粉外观。
并利用随机取样的方式计算出锡粉的粒径分布范围,同时观察锡粉的形状是否呈现为”真球状(正圆球或椭圆球--合格)”或者是”不定形状”3.助焊剂含有量成份目的:确认助焊剂含量与标准值不超过±0.5%,避免锡膏加热之后残留过多的助焊剂。
规范标准:依据参考JIS-Z-3197之6.1篇测试仪器:电子天秤测试方法:锡膏搅拌均匀后,精秤约30克样品至250毫升烧杯中,记录其重量为W1(g)。
加入甘油,其量须能完全覆盖锡膏,加热使焊锡与助焊剂完全分离取出固化的焊锡,以水清洗。
浸入乙醇中约5分钟,常温下再水洗并干燥之。
精秤其重量为W2(g)依据式(1)计算助焊剂含量。
助焊剂含量(%)=[(W1- W2)/ W1]x100判定标准:是否符合厂商所附规格上的内容(助焊剂含量与标准值不超过±0.5%)。
4.粘度测试目的:确保锡膏有足够的防坍塌性规范标准:依据JIS-Z-3284附件六之5.2篇测试工具:Malcom 黏度计PCU 203型测试方法:(1)将焊锡膏放在室温或25℃里2~3小时。
锡膏使用管理控制流程表
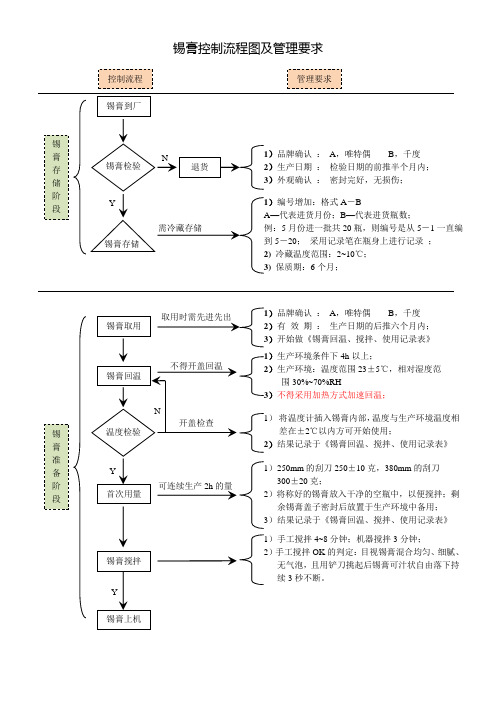
锡膏控制流程图及管理要求YN)品牌确认 : A ,唯特偶 B ,千度 )生产日期 : 检验日期的前推半个月内; )外观确认 :密封完好,无损伤;)编号增加:格式A -B—代表进货月份;B —代表进货瓶数;5月份进一批共20瓶,则编号是从5-1一直编5-20; 采用记录笔在瓶身上进行记录 ; 冷藏温度范围:2~10℃; 保质期:6个月;)品牌确认 : A ,唯特偶 B ,千度 )有 效 期: 生产日期的后推六个月内; )开始做《锡膏回温、搅拌、使用记录表》 1)生产环境条件下4h 以上;2)生产环境:温度范围23±5℃,相对湿度范围30%~70%RH3)不得采用加热方式加速回温;1) 将温度计插入锡膏内部,温度与生产环境温度相差在±2℃以内方可开始使用;2)结果记录于《锡膏回温、搅拌、使用记录表》1)250mm 的刮刀250±10克,380mm 的刮刀 300±20克;2)将称好的锡膏放入干净的空瓶中,以便搅拌;剩 余锡膏盖子密封后放置于生产环境中备用; 3)结果记录于《锡膏回温、搅拌、使用记录表》 1)手工搅拌4~8分钟;机器搅拌3分钟; 2)手工搅拌OK 的判定:目视锡膏混合均匀、细腻、 无气泡,且用铲刀挑起后锡膏可汁状自由落下持续3秒不断。
1)过程中关注锡膏本身的状态,需与搅拌判定OK后的状态一致,否则重新搅拌达到要求后再生产;1)在过程中,需要根据时间及使用要求适时的填加锡膏;2)锡膏的填加量,以可持续1h的量进行填加,基本在50±10克左右;3)锡膏填加时,应将钢网上的锡膏与新填加混合后重新进行搅拌,要求同前;4)当离下班前2h需要新加锡膏时,锡膏的填加量可适当增加,以满足后2h的使用要求;5)新填加情况记录于《锡膏回温、搅拌、使用记录表》1)当天完工收班后,应将钢网上剩余的锡膏全部回收到干净的锡膏瓶[瓶身有回收字样]中,不可与之前已回温但未经过搅拌的锡膏混装在一起;2)将盖子拧紧后,在锡膏瓶身上注明回收的时间;1)需再冷藏处理;2)在瓶身上注明已回温,并注明再冷藏日期;3)优先使用,并必须在一周内用完,否则报废。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3D画像测定仪
锡膏的基本数据认证
1天
3.助焊剂含有量成份
目的:确认助焊剂含量与标准值不超过 ±0.5%,避免锡膏加热之后残留过多
的助焊剂。
规范标准:依据参考JIS-Z-3197之6.1篇
测试仪器:电子天秤
测试方法:锡膏搅拌均匀后,精秤约30克样品至250毫升烧 杯中,记录其重量为W1(g)。加入甘油,其量须 能完全覆盖锡膏,加热使焊锡与助焊剂完全分离 取出固化的焊锡,以水清洗。浸入乙醇中约5分 钟,常温下再水洗并干燥之。精秤其重量为W2(g) 依据式(1)计算助焊剂含量。助焊剂含量(%)=
size值)3.将装有样品的烧杯移至电位滴定装置
充分搅拌后以0.02M硝酸银溶液滴定至终点。4.滴
定仪可自动计算出含量,并绘出电位VS硝酸银溶
液耗用体积之图形。
电位差自动测定仪
锡膏的基本数据认证
5.卤素含有量成份
判定标准:(1)是否符合厂商所附规格的内容. (2)参照JIS-Z-3284之4.2的规范
火花放射光谱仪
锡膏的基本数据认证
3天
2.锡粉颗粒与形状测试
目的:良好的锡粉形状(球状)与粒径范围,将有助于印刷时的下锡性。
规范标准:依据参考J-STD-005 之3.3 Solder Powder Particle Size; IPC-TM-650之2.2.14。
测试仪器:3D画像测定仪
测试工具: 电位差自动测定仪(KYOTO AT-400); 电子自动天平
(DenverInstrument M-120)、回转子、0.02M硝酸银溶液.
测试方法:1.精秤约10克锡膏样品至250毫升烧杯中,加入
约150毫升乙醇。2.锡膏样品重量x助焊剂含量
=锡膏样品中的助焊剂重量(即输入滴定仪之
锡膏评估验证流程
© 2007 SMTHome Discussion Group ( ) The information contained herein is subject to change without notice
目录
一﹑锡膏的基本数据认证 二﹑产线基本检验内容 三﹑可靠度测试工程 四﹑ROHS指令验证
测试方法:使用80倍以上的显微镜观察锡粉外观。并利用随机取样的方式计 算出锡粉的粒径分布范围,同时观察锡粉的形状是否呈现为”真 球状(正圆球或椭圆球--合格)”或者是”不定形状”
Type 1 Type 2 Type 3
Type 4
Less Than 1% Larger Than
150 μm
75 μm
质量分类 :助焊剂的质量分类依助剂的活性度、助焊剂成份的氯含有量、 绝缘抵抗值、铜板腐蚀及铜镜腐蚀之有无,如表分类。
备 注:(1)评价是以96小时后及168小时后的值,24小时后的值如达到96小 时后的基准值以下亦可。 (2)条件A:温度40℃,相对湿度90%,168 小时。条件B:温度85℃,相对湿度85%,168小时。
锡膏的基本数据认证
0.5天
1.锡粉的合金成份
目的:确认合金的成份与不纯物比例是否符合标准规范的规格。
规范标准:参考依据JIS-Z-3282。
测试仪器:火花放射光谱仪(如右下图所示)
测试方法:(1) 从锡膏当中取样约250g并将flux用溶剂 洗净。(2) 加热使其成为锡块。(3) 将锡块 样本放置在火花放射光谱仪上。(4) 约莫30 秒钟之后计算机将自动将所设定测试的合金不 纯物比例列出。 判定标准:铅含有量不得超出0.1%。
[(W1- W2)/ W1]x100
判定标准:是否符合厂商所附规格上的内容(助焊剂含量与标 准值不超过 ±0.5%)。
电子天秤
锡膏的基本数据认证
0.5天
4.粘度测试
目的:确保锡膏有足够的防坍塌性
规范标准:依据JIS-Z-3284附件六之5.2篇
测试工具: Malcom 黏度计PCU 203型
45 μm
Less Than 1% Larger Than
38 μm
80% Minimum Between
150-75 μm
75-45 μm
45-25 μm
90% Minimum Between
38-20 μm
10% Maximum Less Than
20 μm
20 μm
20 μm
10% Maximum Less Than
锡膏的基本数据认证
1天
6.锡珠测试
目的:测试锡膏于加热融化后,于氧化铝板上是否收缩成一颗锡球的能力与 安定不飞溅的稳定度。
规范标准:依据参考JIS-Z-3284之附件十一 测试工具:(1)氧化铝(alumina)基板(25×50×0.6~0.8mm)
记号
I II
活性度
低 中
助焊剂成份的 氯含有量%
0.03以下 0.1> X >0.03
绝缘抵抗(1) Ω
条件A(2) 条件B(3) 1×1011以上 5×108以上 1×1011以上 1×108以上
铜板 腐蚀
无腐蚀 无Байду номын сангаас蚀
铜镜 腐蚀
无腐蚀 ------
III 高
0.5>X>0.1 1×1011以上 1×108以上 无腐蚀 ------
测试方法:(1)将焊锡膏放在室温或25℃里2~3小时。 (2)将焊锡膏容器的盖子打开,用刮刀(SPATULA)避免空气混入 小心搅拌1~2分钟。 (3)将焊锡膏容器放入恒温槽。 (4)回转速度调整在10RPM,温度设定在25℃,约3分钟后确认被 Rotor所吸取的焊锡膏出现在排出口后,停止Rotor回转,等 到温度回复稳定为止。 (5)温度调整完后,设定10RPM,读取3分钟后的粘度值。 (6)接着设定3RPM的回转速度,在回转状态下放6分钟。 (7)读取6分钟后的粘度值。 (8)回转速度由3→4→5→10→20→30→10RPM变化,读取在3,10, 30,10RPM时的粘度值。取时间6,3,3,3,1~3,1~3,1分钟。
(9)计算出Log(3rpm的读值/30rpm的读值)。
判定标准:是否符合厂商所附规格的内容。
Malcom 黏度计
锡膏的基本数据认证
1天
5.卤素含有量成份
目的:检测助焊剂中的氯或溴离子含量是否符合规范中所列的含量.
规范标准:依据参考JIS-Z-3197之6.5
JIS-Z-3284之4.2(Flux for solder paste)