铜线检验规范
电线电缆验收要求及相关标准

电线电缆验收要求及相关标准一.电线验收要求及标准验收依据:《建筑电气施工质量验收规范》GB50303-20021.产品质量证明文件要求:1).电线应有出厂质量证明文件:包括:合格证(合格证有生产许可证编号和“CCC”认证标识)、检测报告、“CCC’认证证书;2).电线质量证明文件应为原件,如果是复印件,复印件和原件内容一致,并加盖原件存放单位公章,注明原件存放处,并有经办人签字和时间3).生产厂家要有企业法人营业执照2.验收标准:1).电线绝缘皮标识清楚,标识间距不大于1米,要标明生产厂名、规格型号、额定电压和“CCC”认证标识;标识要字迹清晰,用浸有汽油或酒精的棉布以1m/s的速度匀速连续擦拭五次,字迹仍清晰可辩;2).检测电线线径和绝缘皮厚度(用卡尺或千分尺)3).测量线皮绝缘电阻值,将电线浸在水中24小时,用750V绝缘摇表摇测,阻值大于0.5MΩ4).线芯不能松动5).检测电线长度,将电线展开拉直用皮尺量,将实际长度和标识长度对比;6).称重,抽检整盘线的重量7).由甲方对进场批次的电缆随机抽样送检(第三方专业检测机构)。
二、电缆验收要求及标准1.验收依据:《建筑电气施工质量验收规范》GB50303-20021.产品质量证明文件要求:1).电缆应有出厂质量证明文件:包括:合格证、厂家检测报告;2).电缆质量证明文件应为原件,如果是复印件,复印件和原件内容一致,并加盖原件存放单位公章,注明原件存放处,并有经办人签字和时间3).生产厂家要有企业法人营业执照、生产许可证2.验收标准:1).电缆绝缘皮标识清楚,标识间距不大于1米,要标明生产厂名、规格型号和米数;标识要字迹清晰,用浸有汽油或酒精的棉布以1m/s 的速度匀速连续擦拭五次,字迹仍清晰可辩2).检查线芯股数和单股线芯的直径;3).预分支电缆验收时要注意分支电缆的长度、分支之间的长度、吊钩到第一个分支的长度及预分支电缆的分支方向(上分支或下分支),且每根预分支电缆均要附图4).测量电缆绝缘皮的绝缘阻值,用1000V绝缘摇表摇测,阻值大于10MΩ;5).电缆型号含义:例如:YJLV22-3×120-10-300表示铝芯、交联聚乙烯绝缘、聚氯乙烯内护套、双钢带铠装、聚氯乙烯外护套、三芯、120mm2、电压为10KV、长度为300m的电力电缆。
电线电缆产品过程检验要求规范
.一. 导体(线)束、绞工序产品过程检验规程 (2)二. 紧压圆形导体绞制工序产品过程检验规程 (4)三. 耐火云母带绕包工序产品过程检验规程 (5)四. 塑料绝缘、护套工序产品过程检验规程 (7)五. 橡皮绝缘、橡皮护套及硫化工序产品过程检验规程 (9)六. 三层挤出工序产品过程检验规程 (11)七. 低压线缆成缆工序产品过程检验规程 (14)八. 高压交联成缆工序产品过程检验规程 (17)九. 金属屏蔽工序产品过程检验规程 (19)十. 绕包工序产品过程检验规程 (20)十一. 装铠工序产品过程检验规程 (21)十二. 成圈和包装工序产品过程检验规程 (23)十三. 温水交联工序产品过程检验规程 (24)十四. 编织工序产品过程检验规程 (25)十五. 附录 (26)一、导体(线)束、绞工序产品过程检验规程1 合用范围本标准合用于电线电缆用导电线的束丝、绞线工序,裸铝(铜)绞线及钢芯铝绞线、圆线同心绞架空导线工序检验(除紧压圆形导电线芯)。
2 本规范依据GB/T3953-2022 GB/T3955-2022 GB/T1179-2022 GB/T1179-2022 GB/T3956-2022 电工圆铜线电工圆铝线铝绞线及钢芯铝绞线圆线同心绞架空导线电缆的导体3 质量要求3.1 束、绞先后的圆铜线外径,应符合相关产品工艺卡片及导体丝径检验规范的规定。
3.2 束、绞导电线芯节径比和绞向应符合表 1 规定,裸铝(铜)绞线及钢芯铝绞线、圆线同心绞架空导线节径比和绞向应符合表 2 规定。
一次绞、 束丝线芯节径比不大于1 - -2 - -5 25d 30d6 25d 30d 注: 1、YH 及有特殊要求的除外。
2、一次束绞线芯绞向为左。
表 2比绞 层6 根层 12 根层 内层邻外层 铜、铝芯外层注:相邻曾经相反,对于多层绞线,任何层的节径比应不大于紧邻内层的节径比。
裸绞线外层 节径比应控制在 10-11.5 倍。
铜线检验规范
AC=0RE=1
目视
放大镜
检验区
7
包装
内用PE膜包裹严密,外用牛皮纸包装
MIN
AC=0RE=1目视Fra bibliotek检验区
8
环境数据
每批进料时均按RoHs之要求供货商附送COC,具体依IQC环保资料对照表
MAJ
AC=0RE=1
目视
检验区
备注:1.IQC进料之抽样计划依本公司C=0抽样方案,根据来料之批量依(轴,卷,袋装材料抽样表)执行抽样,不再对每个检验项目定出样本.
铜线检验规范
1、检验条件:
温度:
相对湿度:
距离:人眼与产品表面的距离为
或
时间:检测量面和其它不超过
位置:检视面与桌面成
照明:
2、铜线检验规范
序号
检验项目
检验标准
缺失
分类
允收
水平
检验
工具
检验
地点
1
规格检验
品名规格依物料确认书要求
CRI
AC=0RE=1
目视
检验区
2
线径及公差
(mm)
单支铜及绞合铜:
0.020<d≤0.025±0.002
0.026<d≤0.125±0.003
0.126<d≤0.400±0.004
0.401<d≤4.00 +0.02/-0.01
MAJ
AC=0RE=1
千分尺
检验区
3
伸长率
(﹪)
0.05<d≦0.08 15%
0.09<d≦0.40 18%
0.41<d≦2.60 20%
2.61<d≦4.00 25%
MAJ
引用标准gb6109
漆包圆铜线检验规范1.质量要求1.1 表面质量:漆包线应色泽均匀,表面光洁,无明显漆瘤。
1.2 尺寸:漆包线的最大外径应附合表1的规定。
(注:* 为参考规格,以下同。
)1.3 常温击穿电压漆包线用扭绞法试验,其击穿电压应附合表2的规定。
注拆成单根线进行试验;带*符号的线径击穿电压为参考值。
1.4 漆皮牢度:经卷绕后,漆膜应不起皱、不脱落1.5 焊锡试验漆包线在450 20℃锡槽中浸3秒后,镀锡线表面应平滑,无针孔及漆膜残渣。
2. 检验办法2.1 表面质量:从线轴上去掉起头的1000mm后,取长约250mm的试样,用10倍的放大镜观察。
2.2 外径尺寸:用精度不低于0.01mm的千分尺测量其外径尺寸,应附合表1的规定。
2.3 常温击穿电压将试样约300mm对折,扭绞部分长度为125mm,然后将端环剪断。
将两端头20 mm长去漆,并分开后施加试验电压。
试验电压大于1500时,升压速度应以 500V/S的速率加压。
试验电压应按表3中的规定。
试验时间为60S,判定漏电流为0.5mA。
财务部工作总结、分析及计划报告范文[财务部工作总结、分析及计划报告范文]务部工作总结、分析及计划报告范文2009-12-10 10:25读者上传【大中小】【打印】【我要纠错】在上级财务部门的业务指导下,以年初支公司提出的工作思路为指导,以提高企业效益为核心,以增强企业综合竞争力为目标,以成本治理和资金治理为重点,全面落实预算治理,强基础,抓规范,实现了全年业务制度规范化,经营治理科学化,企业效益最大化,有力地推动了支公司财务治理水平的进一步提高,充分发挥了财务治理在企业治理中的核心作用,财务部工作总结、分析及计划报告范文。
现将2009年公司财务工作总结如下:一、主要指标完成情况1、固定费用:1-9月份累计完成##.5xxxx,完成进度计划的117.2xxxx,同比增长27.4xxxx,增加支出2312627.8 xxxx。
2、三项费用:1-9月份累计完成##.5xxxx,完成进度计划的136.3xxxx,同比降低10.5xxxx,减少支出171939.2 xxxx。
铜线检验规范
线径≤
0.10mm时,
耐压试验
采用卷绕 法,试验电 压见表4;线
径在 0.10mm~2.5m m之间时,采 用扭绞法,
从线轴上取35 (40)±1cm长 的漆包线,将两 端去漆膜后,接 上高压仪的正负
极进行测试
试验电压见
表ห้องสมุดไป่ตู้。
测量的铜阻大于标准范围参数
测量的铜阻小于标准范围参数 根本不上锡
上锡不饱满,但已上到95% 直焊型的漆膜上掉导致不上锡 漆膜脱落超出浸入锡炉的长度的1/2 漆包线浸入锡炉后,铜线完全熔化 测试耐压时两漆包线之间异音过大
0.200 1800 3500 5100 0.710 2600 4800 7200
0.224 1900 3700 5200 0.800 2600 4900 7400
0.250 2100 3900 5500 0.900 2700 5000 7600
0.280 2200 4000 5800 1.00~2.500 2700 5000 7600
0.315 2200 4100 6100
0.355 2300 4300 6400 注:对于导体标称直径的中间尺寸,应取下一个最大导体标称直径的最小击穿电压数值。
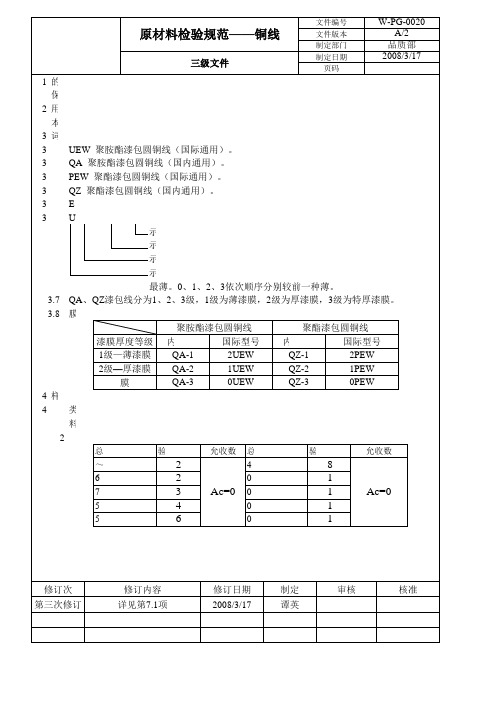
原材料检验规范——铜线
三级文件
文件编号 文件版本 制定部门 制定日期
页码
W-PG-0020 A/2
品质部 2008/3/17
5.5.2 试验方法(1)卷绕法: 从抽取的样品中,每轴剪取35±1cm,去除端点处的漆膜
用手去触摸 无毛刺与利 锋,线身颜 色应保持一 致,绕线均 匀、紧密,
无分岔线 头,线轴无
破损
40W日光灯, 手擦拭线身表面毛刺刺手,放大镜下可见 80cm 高左
线材检验规范
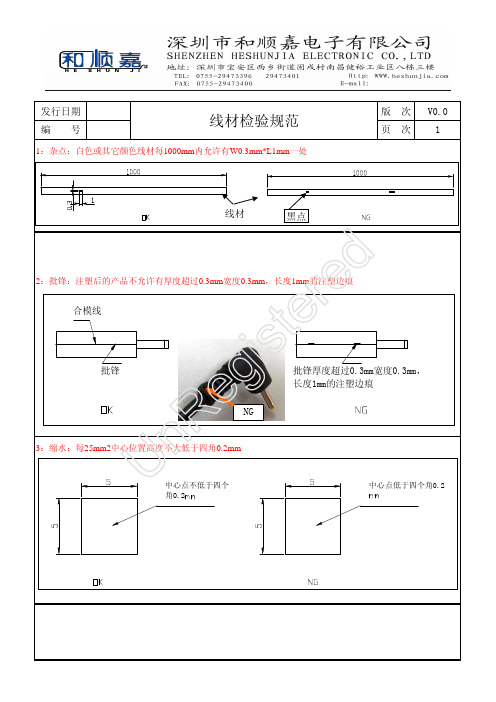
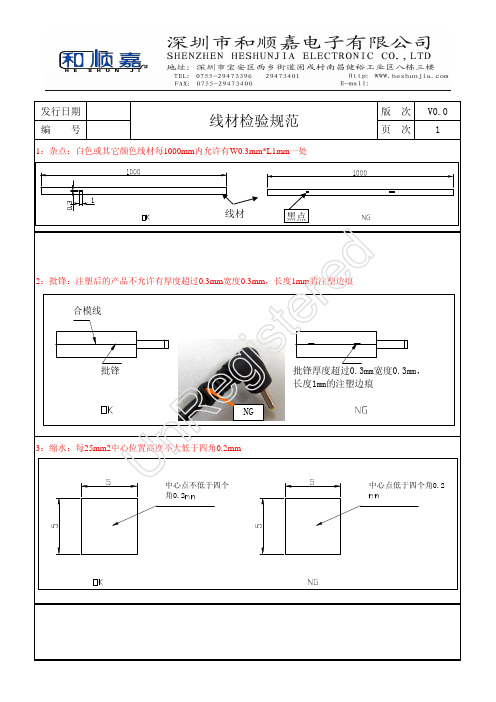
中心位置高度不大低于四角0.2mm中心点不低于四个角0.2NGn Re g i st:五金变形,整条线材所有五金无一处或以上五金变形为允收:五金铁壳装配异常整个产品无装配异常为允收Un Re t e r ed:五金压尾位置异常,生产制程中需压五金尾的产品,五金压尾的位置须在线材的外被上,且线材压尾加工后,五金无损伤线材内芯线的现象,整条线材无一处或以上五金未压尾为允收:缺胶:整条线材无一处或以上缺胶为允收头歪:整条线材无一处或以上五金与主体不同轴心方向(<3度)为允收。
NGUn Rt er ed:尾部未点锡,整条线材无线材漏点锡为允收(客户有要求不点锡可例外):印字清晰:线材外被印字需与要求的字体,内容,颜色一致,无字体模糊不清现象。
字体破损,不清晰OKOKUn Re er ed:装配错位/离壳:装配的车充或充电器塑胶外壳装配后底面壳上下壳这间距离大于0.3mm 为离壳,有底面壳前后错位超过0.3mm 为错位,允收尺寸为前述尺寸Un Re4mmUn Re g发行日期版 次V0.0编 号页 次13测试方法:将测试母座固定在机器度部夹具内,将插头公座插入母座内,将机器上部按下降按钮到插头公座上,并用夹子夹紧公座使读数表归零,按上升按钮,此时表针指示读数为拔出力数值。
将读数表归零,按下降钮,将公座插入母座内,(注意要及时停机,否则读数将会很大,不是实际插入的数值,而是机器堵转的数值)此时显示的为插入力数值。
线材检验规范41:外箱标签:依据以下标签填定,QC 签名外以01,02:03,等字码代替。
验货合格后需加盖QC 专用的PASS 章,QC 成品出货时,如为ROHS 产品,外箱需有ROHS 绿色环保标签。
42:插头拔插力过大或过小,我厂生产的音叉插头线,有部分客户对插头不的拔插力有一定要求,具体标准以客户实际要求为准,本厂成品出厂时,需对此项有测试要求,测试工具可以使用本厂的端子拉力测试机进行测试,实际测量值以测试表上的读数为准,单位kgUn Re gi st er ed发行日期版 次V0.0编 号页 次14线材检验规范43:线材摇摆测试:固定DC 头,取下方导线 1M 外悬挂300G 砝码,拉紧导线,挂于摇摆实验机上呈左右60度摇摆,实验500次以上,导线可以正常使用44:五金盐雾测试 :电镀金属件可以通过12小时盐雾测试,3%盐水浓度,温度20度,PH 值越小,即腐蚀性越强,表示环境测试越恶劣Un Re gi st er ed。
漆包铜线来料抽样检验规范
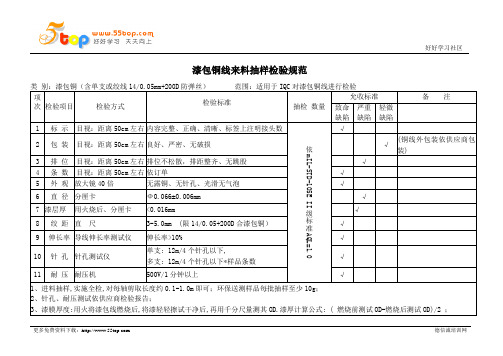
3、漆膜厚度:用火将漆包线燃烧后,将漆轻轻擦试干净后,再用千分尺量测其OD.漆厚计算公式: (燃烧前测试OD-燃烧后测试OD)/2;
备注:1、抽样标准:a.对有规定抽样标准的则按规定的抽样量进行抽检。b.对没有规定抽样标准则依:b.1每批次来料低于10个样品则全检;b.2高于10个样品抽10个样品进料检验;
2、允收(接收)标准:致命缺陷AC=0,RE=1;2)严重缺陷AC=0,RE=1;3)轻微缺陷,按不低于AQL=1.0判定。
漆包铜线
类别:漆包铜(含单支或绞线14/0.05mm+200D防弹丝)范围:适用于IQC对漆包铜线进行检验
项次
检验项目
检验方式
检验标准
抽检数量
允收标准
备注
致命
缺陷
严重
缺陷
轻微
缺陷
1
标示
目视:距离50cm左右
内容完整、正确、清晰、标签上注明接头数
依mIL-STD-105E II级标准AQL=1.0
√
2
直尺
3-5.0mm(限14/0.05+200D合漆包铜)
√
9
伸长率
导线伸长率测试仪
伸长率>10%
√
10
针孔
针孔测试仪
单支:12m/4个针孔以下,
多支:12m/4个针孔以下*样品条数
√
11
耐压
耐压机
500V/1分钟以上
√
1、进料抽样,实施全检,对每轴剪取长度约0.1-1.0m即可;环保送测样品每批抽样至少10g;
包装
目视:距离50cm左右
良好、严密、无破损
√
(铜线外包装依供应商包装)
铜线进料检验标准
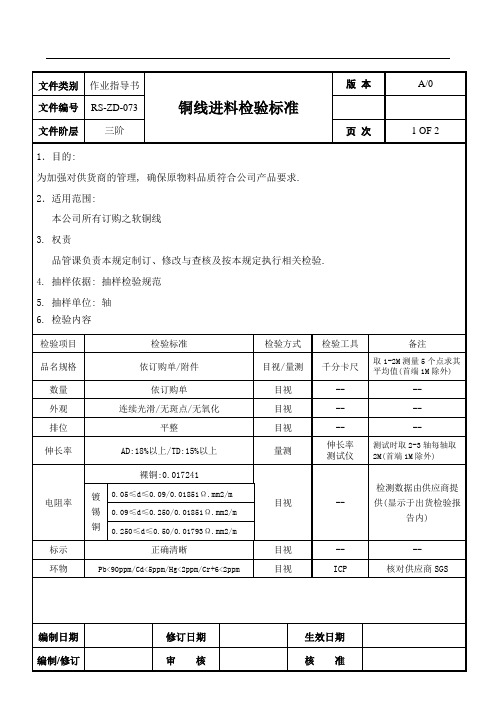
文件类别作业指导书铜线进料检验标准版本A/0文件编号RS-ZD-073文件阶层三阶页次 1 OF 2 1.目的:为加强对供货商的管理, 确保原物料品质符合公司产品要求.2.适用范围:本公司所有订购之软铜线3. 权责品管课负责本规定制订、修改与查核及按本规定执行相关检验.4. 抽样依据: 抽样检验规范5. 抽样单位: 轴6. 检验内容检验项目检验标准检验方式检验工具备注品名规格依订购单/附件目视/量测千分卡尺取1-2M测量5个点求其平均值(首端1M除外)数量依订购单目视-- -- 外观连续光滑/无斑点/无氧化目视-- -- 排位平整目视-- --伸长率AD:18%以上/TD:15%以上量测伸长率测试仪测试时取2-3轴每轴取2M(首端1M除外)电阻率裸铜:0.017241目视--检测数据由供应商提供(显示于出货检验报告内)镀锡铜0.05≤d≤0.09/0.01851Ω.mm2/m0.09≤d≤0.250/0.01851Ω.mm2/m0.250≤d≤0.50/0.01793Ω.mm2/m标示正确清晰目视-- -- 环物Pb<90ppm/Cd<5ppm/Hg<2ppm/Cr+6<2ppm 目视ICP 核对供应商SGS编制日期修订日期生效日期编制/修订审核核准文件类别作业指导书铜线进料检验标准版本A/0文件编号RS-ZD-073文件阶层三阶页次 2 OF 2附件:序号铜线规格公差备注01 0.080 (+0.002/-0.003)02 0.100 (+0.002/-0.003)03 0.120 (+0.002/-0.003)04 0.127 (+0.002/-0.003)05 0.140 (+0.002/-0.003)06 0.150 (+0.002/-0.003)07 0.155 (+0.002/-0.001)08 0.160 (+0.002/-0.001)09 0.178 (+0.002/-0.001)10 0.190 ±0.00211 0.200 ±0.00212 0.254 ±0.00213 0.320 ±0.00214 0.404 ±0.00315 0.511 ±0.00316 0.643 ±0.00517 0.813 ±0.00618 1.024 ±0.01019 1.290 ±0.01020 1.630 ±0.010说明: 临时增加的规格或客户特殊需求的以工程联络单、采购单上的标准为准.编制日期修订日期生效日期2编制/修订审核核准。
电线厂铜线进料检验标准及检验规范
伸长率(%)≥ 12 14 17 20
0.08-0.119
15
0.240-0.319
24
TR
TR
0.120-0.149
18
0.320-0.499
25
RTY
0.150-0.179
20
0.500-3.00
26
TY
0.180-0.239
21
制作单位
品保课
制作日期
修订日期
核准
审核
制作
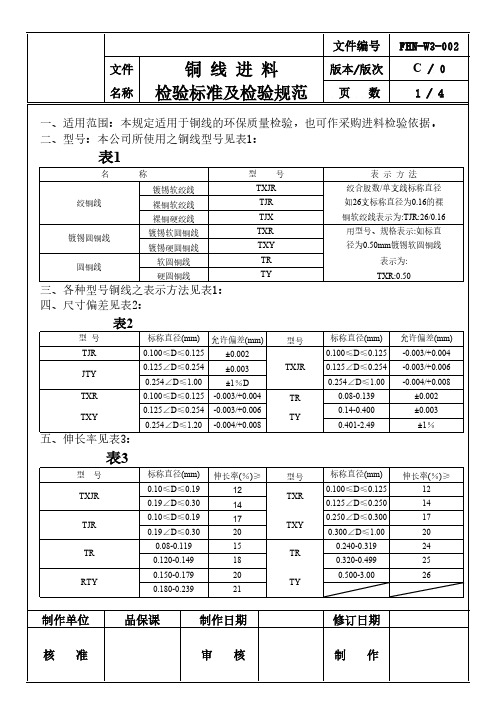
文件编号 FHN-W3-002
圆铜线
软圆铜线 硬圆铜线
三、各种型号铜线之表示方法见表1:
TXJR TJR TJX TXR TXY TR TY
绞合股数/单支线标称直径 如26支标称直径为0.16的裸 铜软绞线表示为:TJR:26/0.16 用型号、规格表示:如标直 径为0.50mm镀锡软圆铜线
表示为: TXR:0.50
四、尺寸偏差见表2:
表2
型号 TJR JTY TXR TXY
标称直径(mm) 允许偏差(mm)
0.100≤D≤0.125 ±0.002
0.125∠D≤0.254 ±0.003
0.254∠D≤1.00
±1%D
0.100≤D≤0.125 -0.003/+0.004
0.125∠D≤0.254 -0.003/+0.006
0.254∠D≤1.20 -0.004/+0.008
√
等
螺旋千分尺( 将线头的1M线剔除后,取1M铜线测量五个点,记录最大值与
7
线径
0.001㎜) 最小值,须在公范围内,(绞合铜线只测5条)
8
重量
电子磅
将电子磅调整归零,拆开铜线防护层,查看铜线实际毛重与标 签上毛重是否一致(只限非绞线产品)
检验规范
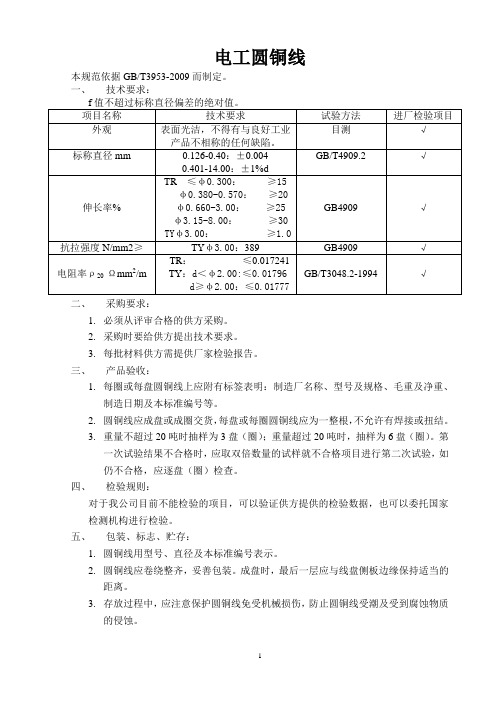
本规范依据GB/T3953-2009而制定。
一、技术要求:二、采购要求:1.必须从评审合格的供方采购。
2.采购时要给供方提出技术要求。
3.每批材料供方需提供厂家检验报告。
三、产品验收:1.每圈或每盘圆铜线上应附有标签表明:制造厂名称、型号及规格、毛重及净重、制造日期及本标准编号等。
2.圆铜线应成盘或成圈交货,每盘或每圈圆铜线应为一整根,不允许有焊接或扭结。
3.重量不超过20吨时抽样为3盘(圈);重量超过20吨时,抽样为6盘(圈)。
第一次试验结果不合格时,应取双倍数量的试样就不合格项目进行第二次试验,如仍不合格,应逐盘(圈)检查。
四、检验规则:对于我公司目前不能检验的项目,可以验证供方提供的检验数据,也可以委托国家检测机构进行检验。
五、包装、标志、贮存:1.圆铜线用型号、直径及本标准编号表示。
2.圆铜线应卷绕整齐,妥善包装。
成盘时,最后一层应与线盘侧板边缘保持适当的距离。
3.存放过程中,应注意保护圆铜线免受机械损伤,防止圆铜线受潮及受到腐蚀物质的侵蚀。
本规范依据GB/T4910-2009而制定。
1.必须从评审合格的供方采购。
2.采购时要给供方提出技术要求。
3.每批材料供方应提供厂家检验报告。
三、产品验收:1.每圈或每盘镀锡圆铜线上应附有标签表明:制造厂名称、型号及规格、毛重及净重、制造日期及本标准编号等。
2.镀锡圆铜线应成盘或成圈交货,每盘或每圈圆铜线应为一整根,不允许焊接或扭结。
3.重量不超过20吨时抽样为3盘(圈);重量超过20吨时,抽样为6盘(圈)。
第一次试验结果不合格时,应取双倍数量的试样就不合格项目进行第二次检验,如仍不合格时,应逐盘(圈)检查。
四、检验规则:对于我公司目前不能检验的项目,可以验证供方提供的检验报告,也可以委托国家检测机构进行检验。
五、包装、标志、贮存:1.镀锡圆铜线应均匀的绕在交货盘上交货,线端必须固定,线匝不得紊乱。
最外层线与线盘侧板边缘应保持适当的距离。
每盘线应妥善保管,存放在干燥、无腐蚀气体的地方。
线材检验规范
中心位置高度不大低于四角0.2mm中心点不低于四个角0.2NGn Re g i st:五金变形,整条线材所有五金无一处或以上五金变形为允收:五金铁壳装配异常整个产品无装配异常为允收Un Re t e r ed:五金压尾位置异常,生产制程中需压五金尾的产品,五金压尾的位置须在线材的外被上,且线材压尾加工后,五金无损伤线材内芯线的现象,整条线材无一处或以上五金未压尾为允收:缺胶:整条线材无一处或以上缺胶为允收头歪:整条线材无一处或以上五金与主体不同轴心方向(<3度)为允收。
NGUn Rt er ed:尾部未点锡,整条线材无线材漏点锡为允收(客户有要求不点锡可例外):印字清晰:线材外被印字需与要求的字体,内容,颜色一致,无字体模糊不清现象。
字体破损,不清晰OKOKUn Re er ed:装配错位/离壳:装配的车充或充电器塑胶外壳装配后底面壳上下壳这间距离大于0.3mm 为离壳,有底面壳前后错位超过0.3mm 为错位,允收尺寸为前述尺寸Un Re4mmUn Re g发行日期版 次V0.0编 号页 次13测试方法:将测试母座固定在机器度部夹具内,将插头公座插入母座内,将机器上部按下降按钮到插头公座上,并用夹子夹紧公座使读数表归零,按上升按钮,此时表针指示读数为拔出力数值。
将读数表归零,按下降钮,将公座插入母座内,(注意要及时停机,否则读数将会很大,不是实际插入的数值,而是机器堵转的数值)此时显示的为插入力数值。
线材检验规范41:外箱标签:依据以下标签填定,QC 签名外以01,02:03,等字码代替。
验货合格后需加盖QC 专用的PASS 章,QC 成品出货时,如为ROHS 产品,外箱需有ROHS 绿色环保标签。
42:插头拔插力过大或过小,我厂生产的音叉插头线,有部分客户对插头不的拔插力有一定要求,具体标准以客户实际要求为准,本厂成品出厂时,需对此项有测试要求,测试工具可以使用本厂的端子拉力测试机进行测试,实际测量值以测试表上的读数为准,单位kgUn Re gi st er ed发行日期版 次V0.0编 号页 次14线材检验规范43:线材摇摆测试:固定DC 头,取下方导线 1M 外悬挂300G 砝码,拉紧导线,挂于摇摆实验机上呈左右60度摇摆,实验500次以上,导线可以正常使用44:五金盐雾测试 :电镀金属件可以通过12小时盐雾测试,3%盐水浓度,温度20度,PH 值越小,即腐蚀性越强,表示环境测试越恶劣Un Re gi st er ed。
bv电线检验规范
竭诚为您提供优质文档/双击可除bv电线检验规范篇一:bV线的生产要求及验收方法bV线的生产要求及验收方法一、铜芯聚氯乙烯绝缘电线bV(450/750V以下)线数及线径执行标准:jb8734.2-1998二、交货要求2.1圆铜线应成盘或成圈交货,每盘或每圈圆铜线应为一整根,不允许焊接或扭接,制造过程中的铜杆和成品模前的焊接除外。
2.2每盘或每圈圆铜线的净重,标称直径为6.oomm及以下者,应符合表1规定,标称直径为6.00mm以上者,按双方协议重量交货。
根据双方协议,允许以任何重量的圆铜线交货。
表12.3.产品应由制造厂检验合格后方能出厂。
每批出厂的产品应附有制造厂的产品质量检验合格证。
2.4外观要求:圆铜线表面应光洁,不得有与良好工业产品不相称的任何缺陷2.5、产品附件:包装及标志2.5.1圆铜线用型号、直径及本标准编号表示。
例如:硬圆铜线标称直径2.00mm,表示为:2.5.2圆铜线应卷绕整齐,妥善包装。
成盘时,2.5.3镶圈或每盘圆铜线上应附有标签标明:a.制造i一名称b.型号及规格c.毛重及净重kgd.制造日期年月e.本标准编号gb3953-83篇二:bV电线的新国家标准、多芯股数及单丝直径bV电线的新国家标准、多芯股数及单丝直径bV电线,全称铜芯聚氯乙烯绝缘电线,即一般用途单芯硬导体无护套电缆,也就是我们日常生活中使用的普通绝缘电线、家装电线,是最常用的电线类型。
具有抗酸碱、耐油性、防潮、防霉等特性。
一、结构及材质1.分类和用途是用来分布电流用的,属于布电线类,用字母“b”表示;2.导体材料是铜(无氧铜杆),用字母“t”表示,布电线中铜芯导体省略表示;3.绝缘材料为聚氯乙烯,用字母“V”表示;bV电线结构简单,有的还有护套,护套材料为聚氯乙烯也用字母V表示,如bVV电线表示铜芯聚氯乙烯绝缘聚氯乙烯护套圆型电线。
常用bV线径从1.5平方毫米到240平方毫米不等。
二、新国家标准、单丝直径及根数1、单丝直径及根数圆的面积公式:半径×半径×3.14(圆周率)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铜线检验规范
1、检验条件:
温度:23℃(+5,-5)
相对湿度:60%(+15%,-10%)
距离:人眼与产品表面的距离为300—350mm。
或灯光垂直产品距离1米,使用40W日光灯
时间:检测量面和其它不超过8s;
每件检查总时间不超过30s(除首件)。
位置:检视面与桌面成45°;上下左右转动15°
照明:100W冷白荧光灯,距离产品表面500-- 550mm(照度达500~550Lux)。
2、铜线检验规范
序
号检验项目检验标准
缺失
分类
允收
水平
检验
工具
检验
地点
1 规格检验品名规格依物料确认书要求CRI AC=0 RE=1 目视检验区
2 线径及公
差
(mm)
单支铜及绞合铜:
0.020<d≤0.025 ±0.002
0.026<d≤0.125 ±0.003
0.126<d≤0.400 ±0.004
0.401<d≤4.00
+0.02/-0.01
MAJ AC=0 RE=1 千分尺检验区
3
伸长率
(﹪) 0.05<d≦0.08 15%
0.09<d≦0.40 18%
0.41<d≦2.60 20%
2.61<d≦4.00 25%
MAJ AC=0 RE=1
铜线伸
长率测
试机
检验区
4 条数依物料确认书要求MAJ AC=0 RE=1 目视检验区
5 绞距依采购订购单之要求MAJ AC=0 RE=1 钢尺检验区
6 外观1.锡铜:无锡块,无锡粉,无
油污,无露铜,表面应光
滑.
2.裸铜:无氧化,无变色,无
黑点,无油污
3.包装轴:无变形轴,无扁平
电缆不良,无撞伤破损等.
4.扁平电缆:视觉均匀,平
坦,紧密,对称
MIN AC=0 RE=1
目视
放大镜
检验区
7 包装
内用PE膜包裹严密,外用牛
皮纸包装
MIN AC=0 RE=1 目视检验区
8 环境数据每批进料时均按RoHs之要
求供货商附送COC,具体依
IQC环保资料对照表
MAJ AC=0 RE=1 目视检验区
备注:1.IQC进料之抽样计划依本公司C=0抽样方案,根据来料之批量依(轴,卷,袋装材料抽样表)执行抽样,不再对每个检验项目定出样本.
2.将各项目检验的相应结果填入在《铜线检验报告》中.
3.铜线径公差及伸长率要求亦可参考工程部发行的《QB-IE-048单股裸铜线材料
规范》.。