工厂【公司】标准SOP指导书--唯一版
标准作业指导书sop

标准作业指导书sop标准作业指导书SOP。
一、引言。
标准作业指导书(SOP)是一种详细说明组织内部特定任务的文件,其目的是确保工作流程的标准化和质量的一致性。
本文档旨在为员工提供关于标准作业指导书的编写和实施的指导。
二、编写SOP的目的。
1. 确保工作流程的一致性和标准化。
2. 提高工作效率和质量。
3. 降低错误和事故的发生率。
4. 为员工提供明确的工作指导。
三、编写SOP的步骤。
1. 确定编写SOP的目标和范围,明确SOP所涉及的工作内容和范围,确保不涉及机密信息。
2. 收集相关信息,与相关部门和员工沟通,收集关于工作流程和标准操作程序的信息。
3. 确定SOP的结构,包括标题、目的、适用范围、定义、责任、程序、记录和附录等内容。
4. 编写SOP的内容,按照确定的结构,详细描述工作流程和操作步骤,确保语言简洁明了。
5. 审核和修订,由相关部门和员工对编写的SOP进行审核和修订,确保准确性和可操作性。
6. 实施和培训,向相关员工进行SOP的培训,并确保他们理解和遵守SOP的内容。
7. 定期审查和更新,定期对SOP进行审查和更新,确保其与实际工作流程保持一致。
四、SOP的编写要点。
1. 简洁明了,语言简练,避免使用复杂的术语和长句。
2. 具体详细,对工作流程和操作步骤进行详细描述,确保读者能够清晰理解。
3. 可操作性,确保SOP的内容能够被员工实际操作,并达到预期的效果。
4. 准确性,对于涉及安全和质量的工作流程,确保SOP的准确性和可靠性。
5. 可审查性,SOP的内容应当能够被相关部门和员工进行审查和理解。
五、SOP的实施。
1. 培训员工,向相关员工进行SOP的培训,确保他们理解和遵守SOP的内容。
2. 监督执行,相关部门负责监督员工执行SOP,确保工作流程的一致性和质量的稳定性。
3. 收集反馈,定期收集员工对SOP的反馈意见,对SOP进行修订和更新。
六、SOP的审查和更新。
1. 定期审查,定期对SOP进行审查,确保其与实际工作流程保持一致。
SOP标准作业程序与作业指导书

SOP标准作业程序与作业指导书1. 概述SOP(Standard Operating Procedure)标准作业程序是一种详细描述和规范化特定任务或者工作流程的文档。
它提供了一个标准化的方法来执行任务,确保操作的一致性和质量。
作业指导书是SOP的一种形式,它更加详细地描述了特定任务的步骤、要求和注意事项。
2. 目的SOP标准作业程序的目的是确保操作的一致性、可追溯性和高效性。
通过明确的步骤和要求,SOP可以匡助员工正确地执行任务,减少错误和风险,提高工作效率和质量。
3. 适合范围本SOP标准作业程序适合于公司内部所有相关部门和岗位,涵盖以下任务:xxxx,xxxx,xxxx等。
4. 定义和缩写在本SOP中,以下术语和缩写的定义适合:- SOP:标准作业程序(Standard Operating Procedure)- xxx:xxx的缩写,表示xxxx5. 责任和权限- 部门经理负责确保SOP的编写、更新和培训,并监督员工的执行。
- 相关岗位的员工应遵守SOP的要求,并及时反馈任何问题或者改进建议。
6. SOP编写和更新- SOP应由相关部门的专业人员编写,确保准确性和完整性。
- SOP应定期进行审查和更新,以确保其与实际操作的一致性。
7. SOP结构SOP标准作业程序通常包含以下部份:- 标题:清晰地描述任务或者工作流程的名称。
- 目的:解释SOP的目的和重要性。
- 适合范围:明确SOP适合的部门、岗位和任务范围。
- 定义和缩写:解释在SOP中使用的术语和缩写的含义。
- 责任和权限:说明相关岗位的责任和权限。
- SOP编写和更新:描述SOP的编写和更新过程。
- SOP结构:列出SOP的结构和各个部份的内容。
- 步骤:详细描述执行任务的步骤和要求。
- 注意事项:提醒员工注意事项、风险和安全措施。
- 相关文件:列出与SOP相关的文件和表格。
- 培训和执行:说明员工培训和执行SOP的要求。
- 附录:包含任何相关的附加信息和参考资料。
SOP标准作业指导书

准备的物料是否一致、数量是否正确, 物料是否经过IQC检验。当全部确认无误 后方能上线生产。
生产过程中绝不接受不良品,绝不生 产不良品,绝不传递不良品。
4、 SOP八要素(2)
二、工具 每天上班前对工具进行校准检查,确认 工具是否能够正常使用。
4、 SOP八要素(3)
SOP编写计划书
SOP编写 组织小组讨论 SOP修订
SOP试运行
依据查核表定期查核
yes
发现问题?
no
批准和执行
纳入SOP清单
适时更新
24
3、 SOP编写流程(6)
6、SOP的定稿、批准和执行
– 建立与SOP相应的查核表(工段长、工艺工 程师两级查核)
– 定期查核 CPCPR(Critical Process Control Point Review
经验的传承 造就了SOP
在十八世纪或作坊手工业时代,制作一 件成品往往工序很少,或分工很粗,甚至从 头到尾都是一个人完成的。其学员的培训是 通过学徒形式通过长时间的学习和实践来实 现的,随着工业革命的兴起,生产规模不断 扩大,产品日益复杂,分工日益明细,品质 成本急剧增加,各工序的管理日益困难,如 果只是依靠口头传授方法,已无法控制制程 品质;采用学徒形式培训已不能适应规模化 的生产要求。因此,必须以作业指导书的形
象化 、简单化; 6)是企业最基本﹑最有效的管理工具和技术资料。
举例 • 麦当劳作业手册
大家都熟悉的麦当劳,它有 许多分店,但是口味却是一样 的美味? 他们的工作标准有560页!我 想这也许是他们的秘密吧。
• 肯德基的炸鸡
KFC的新奥尔良烤翅肯定好吃 吧? 他们规定炸好之后要放在滤油 网上,不能多于七秒,因为这 样太干燥了,不能少于三秒, 否则就会太油了。
(完整版)作业指导书SOP模板
序号物料名称用量序号
数量1XXXXX 11PCS
223344551,2,
1,修改人:批准:2,修改人:批准:
自检巡检1目测100%5%2目测100%5%
3
.
返工
标示,隔离
检验方案XXXXX 有 限 公 司
作业指导书
特殊性等级【A】
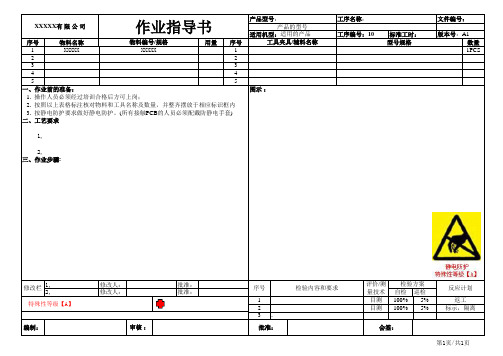
三、作业步骤:
二、工艺要求
1. 操作人员必须经过培训合格后方可上岗;
2. 按照以上表格标注核对物料和工具名称及数量,并整齐摆放于相应标识框内
3. 按静电防护要求做好静电防护。
(所有接触PCB 的人员必须配戴防静电手套)修改栏
序号检验内容和要求
评价/测量技术工具夹具/辅料名称
反应计划一、作业前的准备:
物料编号/规格XXXXX 图示 :
型号规格
文件编号:产品的型号
适用机型:适用的产品
工序编号:10
标准工时:版本号:A1
产品型号:
工序名称:编制:审核 :批准:
会签:
第1页/共1页。
SOP标准作业程序与作业指导书

SOP标准作业程序与作业指导书一、引言SOP(Standard Operating Procedure)标准作业程序与作业指导书是一种规范化的文件,用于指导和规范组织内部的工作流程和操作步骤。
本文旨在提供一份详细的SOP标准作业程序与作业指导书,以确保工作的高效性、一致性和质量。
二、适用范围本SOP标准作业程序与作业指导书适用于公司内部的所有部门和岗位,包括但不限于生产、质量控制、销售、人力资源等。
三、术语定义1. SOP(Standard Operating Procedure):标准作业程序,是一份详细记录工作流程和操作步骤的文件。
2. 作业指导书:根据SOP编写的具体操作指南,用于指导员工在具体工作中的操作步骤。
四、SOP标准作业程序编写要求1. 标题:SOP标准作业程序的标题应简明扼要,能够准确描述该工作流程或操作步骤。
2. 目的:明确该SOP标准作业程序的目的和意义,以及所要达到的效果。
3. 适用范围:明确该SOP标准作业程序适用的部门和岗位。
4. 责任人:指明该SOP标准作业程序的负责人和相关人员。
5. 定义:对于该SOP标准作业程序中涉及的术语和定义进行解释和说明,以确保操作的一致性。
6. 流程图:使用流程图的形式清晰地展示工作流程和操作步骤,方便读者理解。
7. 步骤说明:逐步详细描述每个操作步骤,包括所需材料、设备、操作方法等。
8. 注意事项:列出需要特别注意的事项,如安全注意事项、操作细节等。
9. 常见问题与解决方案:列举常见问题,并提供相应的解决方案,以便操作人员能够及时应对和解决问题。
10. 相关文件:列出与该SOP标准作业程序相关的文件和表格,方便读者查阅。
五、作业指导书编写要求1. 标题:作业指导书的标题应与对应的SOP标准作业程序相对应,以便读者能够准确找到对应的操作指南。
2. 目的:明确该作业指导书的目的和意义,以及所要达到的效果。
3. 适用范围:明确该作业指导书适用的部门和岗位。
sop标准作业指导书

SOP标准作业指导书1. 引言SOP(Standard Operating Procedure)标准作业指导书是一种标准化文档,旨在规范操作过程和确保工作的一致性和高效性。
本文档旨在介绍SOP的基本概念、编写指导以及使用SOP的重要性和好处。
2. SOP的定义和要点SOP是一种详细描述具体任务和操作的文档,它包含了操作步骤、程序、规则和工作流程等信息。
以下是SOP的一些关键要点:•详细描述操作步骤:SOP应该清晰详细地描述每个操作步骤,以确保每个人都能按照相同的标准进行工作。
•包含必要的背景信息:SOP还应该提供相关背景信息,以帮助操作人员了解为什么执行这些操作步骤以及操作步骤之间的逻辑顺序。
•标准化格式:SOP应该采用统一的格式和布局,以帮助用户快速浏览和理解文档内容。
•更新和审查:SOP应该经常更新和审查,以确保其与实际操作过程保持一致。
3. SOP编写指南编写一份完整、准确和易于理解的SOP是非常重要的。
以下是一些编写SOP的指导原则:•明确目的:首先明确SOP的目的和使用场景。
这有助于定义所需要涵盖的内容以及SOP的范围和深度。
•详细描述操作步骤:逐步描述操作步骤,确保每个步骤都清楚易懂、简洁明了。
•遵循标准模板:使用公司或组织的标准模板,确保格式和布局的一致性。
•配备配图和表格:在需要的情况下,可以使用配图和表格来更好地描述操作步骤和流程,但要谨慎使用,避免图像过于复杂或引起歧义。
•进行定期审查和更新:SOP应该定期审查和更新,以确保与实际操作一致并及时反映变更。
4. SOP的好处和重要性SOP具有许多好处和重要性,以下是一些例子:•提高工作效率:通过明确的操作步骤和流程,SOP可以帮助工作人员更高效地完成任务,减少错误和重复工作。
•保证工作质量:SOP可以确保工作按照一定的标准和质量要求进行,从而提高工作结果的一致性和可靠性。
•培训人员:SOP可以作为培训新员工的重要工具,帮助他们快速了解工作流程并减少学习曲线。
SOP标准作业指导书1

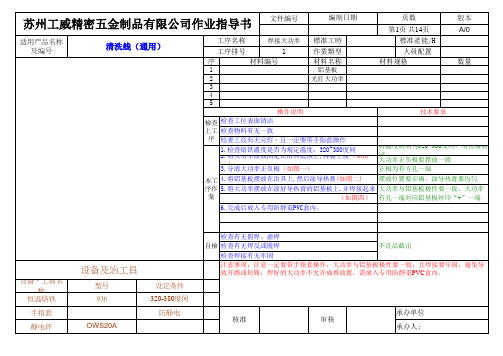
工序名称
五金冲压
工序排号
1
序
材料编号
1
不锈钢
2
标准工时
作业类型 材料名称
SUS301
8H
冲压 材料规格 0.08mm*133.0mm
标准产能/H
人员配置 步距 71.00mm
3600pcs
1人 穴数 一出一
3
4
5
操作说明
技术要求
检查 检查工位表面清洁
上工 检查物料尺寸是否正确,有无划伤、变形。
1人 穴数 一出二
技术要求
检查 检查工位表面清洁;
上工 检查物料尺寸是否正确,有无划伤、变形;
图1
图2
序 检查冲床与模具是否完好;
1.检查冲床各功能是否正常和冲床台面是否整洁。(如图一)
2.装好模具并调整好模具高度。(如图二)
3.将产品原料放入模具并定好位置,用单动模式进行料带送料。
产品多料
本工 4.首件自检合格后送品管测量确认。 序作 5.首件合格后方可正常生产,每小时送检一次。 业
1.检查冲床各功能是否正常和冲床台面是否整洁。(如图一)
2.装好模具并调整好模具高度。(如图二)
3.将产品原料放入模具并定好位置,用单动模式进行料带送料。
此功能面有擦
本工 4.首件自检合格后送品管测量确认。 序作 5.首件合格后方可正常生产,每小时送检一次。 业 6.产品用收料机卷盘包装,每盘2200pcs分装。
1.检查冲床各功能是否正常和冲床台面是否整洁。(如图一)
2.装好模具并调整好模具高度。(如图二)
产品压伤
产品毛边、多料
3.将产品原料放入模具并定好位置,用单动模式进行料带送料。
本工 4.首件自检合格后送品管测量确认。 序作 5.首件合格后方可正常生产,每小时送检一次。 业
生产sop标准作业指导书

生产sop标准作业指导书
制定SOP标准作业指导书是非常重要的,它可以帮助组织确保
在各个部门和岗位上的工作流程得到规范和标准化。
制定SOP需要
考虑以下几个方面:
1.明确定义流程,在编写SOP时,需要明确定义每个工作流程
的步骤和标准操作程序,确保每个员工都能按照同样的标准来执行
工作。
2.考虑安全和质量,SOP应该包括安全和质量控制方面的要求,确保员工在工作过程中能够遵守相关的安全规定和质量标准。
3.流程持续改进,SOP应该是动态的,需要不断地根据实际情
况进行修订和更新,以确保流程的持续改进和优化。
4.培训和执行,制定SOP之后,需要对员工进行培训,确保他
们理解并能够执行SOP中规定的工作流程。
5.监督和执行,组织需要建立监督机制,确保员工严格执行SOP,同时及时发现和纠正违反SOP的行为。
总之,制定SOP标准作业指导书需要全面考虑流程、安全、质量、持续改进、培训和执行等方面,以确保组织的工作流程得到规范和标准化。
标准sop作业指导书
标准sop作业指导书标准SOP(Standard Operating Procedure)作业指导书一、引言1.1 目的标准SOP作业指导书的目的是确保在组织内部进行的所有工作都能以统一和标准的方式进行,并确保所有工作人员都能按照相同的程序执行工作任务。
1.2 范围本作业指导书适用于组织内部的所有工作任务和操作流程。
1.3 定义SOP(Standard Operating Procedure)是指一系列的操作步骤,用于确保工作任务能以标准和统一的方式进行。
二、适用范围和责任2.1 适用范围本作业指导书适用于所有组织内部的工作任务,无论是日常的运营活动还是特定的项目实施。
2.2 责任所有工作人员都有责任按照本作业指导书执行工作任务,并确保其它相关人员也能了解和遵守相关SOP。
三、SOP编写与更新3.1 编写标准SOP3.1.1 分析工作流程-分析所涉及的工作流程,并确定需要制定SOP的环节。
3.1.2 制定流程规范-确定每个工作流程的操作步骤,并将其写成标准SOP格式。
3.1.3 确认并审查-由相关部门的负责人确认并审查制定的标准SOP,确保其准确性和实用性。
3.1.4 发布与培训-将已审查的标准SOP发布,并为相关人员提供培训,以确保他们了解和遵守该SOP。
3.2 更新标准SOP3.2.1 定期检查-定期检查已发布的标准SOP,以确保其仍然适用并准确。
3.2.2 提出修改建议-如有必要,相关人员可以提出修改建议,以改善标准SOP。
3.2.3 审查更新-由相关部门的负责人审查和批准所提出的修改建议,并进行更新,然后重新发布和培训。
四、执行SOP4.1 遵守SOP所有工作人员都有责任严格遵守所制定的标准SOP,并确保在执行工作任务时遵循相关的操作步骤。
4.2 监督执行相关部门的负责人有责任监督和确保标准SOP的正确执行,并对违反SOP的情况采取适当的纠正和纪律处分措施。
4.3 提出改进建议所有工作人员应鼓励提出改进建议,以提高工作效率和质量,并帮助改进标准SOP。
SOP标准作业指导书样板
1人 数量 3pcs
技术要求
檢查 检查工位、产品表面清洁 上工 检查产品型号有无一致 序 检查设备有无完好
1.调节电批力度,以刚好锁紧螺丝,中壳无松动为准 用电批扭力计调试
2.取3颗螺丝锁在中壳指定位置固定(如图一)
螺丝要锁牢固,透镜无松动
3.自检无误后,流入下一工序。
本工 序作 業
检查螺丝有无锁紧、漏锁或打滑现象 自檢 检查上盖有无锁牢固
序作 5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来 大功率与铝基板极性要一致,大功率
業
(如图四) 有孔一端对应鋁基板丝印“+”一端
6.完成后放入专用防靜電PVC盒內。
设备,工装名 称
恒温烙铁
手指套
静电环
设备及治工具
型号 936
OWS20A
设定条件 320-380度间
防静电
检查有无假焊、虚焊
自檢 检查有无焊反或脱焊
作業類型 材料名称 硅胶红线
插件
人員配置
材料规格
红色,L20mm,镀锡2.5mm
版本
A/0
257pcs 1人 数量 1pcs
技术要求
本 工 序 作 業
自 檢
设备,工装名 称
设备及治工具
型号
设定条件
核准
不良品截出
审核
承办单位: 承办人:
适用产品名称 及编号
作 业 指 导 书 文件编号
大功率MR16/GU10/JDRE27(通用)
1.检查烙铁溫度是否为規定溫度:320~380度间 2.将大功率摆放固定在治具底模上,再装上模(如图 二) 3.分清大功率正负极(如图一)
将温度调制为320~380度间,用仪器测 试 大功率正负极要摆放一致
sop标准作业指导书范本

sop标准作业指导书范本以下是一个标准作业指导书(Standard Operating Procedure)的范本:标题:XXX操作指导书1. 摘要本操作指导书旨在规范XXX操作流程,确保操作的安全、高效和一致性。
2. 术语与定义2.1 XXX:指需要进行操作的对象或设备。
2.2 操作人员:指执行XXX操作的员工。
3. 目的本操作指导书的目的是确保所有操作人员能够正确、规范地执行XXX操作,减少人为错误和事故的发生。
4. 责任与权限4.1 管理层负责XXX操作的管理和监督。
4.2 操作人员应具备相关的培训和资质,才能进行XXX操作。
5. 环境要求5.1 XXX操作应在指定的工作场所进行。
5.2 工作场所应保持整洁、清洁。
5.3 必要的保护设施和工具应得到应用,以确保操作人员和XXX的安全。
6. 操作步骤6.1 准备工作6.1.1 操作人员应查看并了解相关的作业文件和操作指导书。
6.1.2 确保操作人员具备必要的安全防护装备。
6.2 操作流程6.2.1 步骤1:详细描述第一步的操作内容。
6.2.2 步骤2:详细描述第二步的操作内容。
6.2.3 ...6.3 操作结束6.3.1 完成XXX操作后,应对操作区域进行清理和整理。
6.3.2 操作人员应对XXX设备进行维护和保养,确保其正常运行。
7. 安全注意事项7.1 所有操作人员在进行XXX操作前,应佩戴相应的防护装备。
7.2 操作人员应熟悉紧急情况处理程序,确保在发生意外或危险时能够正确应对。
7.3 操作人员应遵守相关的安全操作规定,切勿违反操作规程。
8. 常见问题与解答8.1 XXX操作期间常见的问题及解决方法的描述。
8.2 操作人员应仔细阅读常见问题与解答部分,以避免重复或常见错误。
9. 变更和修订记录9.1 记录所有对操作指导书的修订和变更。
9.2 每次修订和变更应包括修订日期、修订内容和修订人员的签字。
10. 批准和执行10.1 操作指导书应经过管理层批准后方可执行。
SOP标准作业指导书

SOP标准作业指导书SOP(Standard Operation Procedure)是作业人员的工作准则,将作业人员的工作予以说明与规范,以达到作业的一致性与标准性。
SOP是最基本的也是最重要的准则,一份完整且最新最标准的SOP不但可以规范生产流程而且能影响到整个公司的运作。
很多资深的管理者这样概括一个公司:“一个公司有两本手册就可以了,一本是红本子(质量手册),一本是蓝本子(SOP),”可见SOP的延伸范围及重要性。
准备编辑1. 研读客户或RD提供的数据,将所有的条件及规格汇整成一份”作业注意事项”。
.2. 针对样品进行结构分析,将各工程段(SMT、AI、加工、插件、修补、组立)区分,并核对BOM分阶是否正确。
3. 确立零件及组件的加工方式与规格;安规零件的区分。
4. 制定生产的流程,及工作站的安排并编写流程图。
5. 确认工站的安排是否合理,是否有达到平衡工时,是否有重复确认及防止不良流出的功能。
制作关于S.O.P.的制作原则以清晰、易懂、明确为原则,使作业者可轻易研读并明了作业的内容、顺序、基准。
产线的S.O.P.区分为加工、插件、修补、组立等四个工程段。
S.O.P.的内容:1. 机种名称:以公司规定的机种名称为主,如PSM07J-030(FF);若有客户的机种名称也需一并放入,如NC-MQR02JFF。
(重点)a. 不可以系列机种方式标示机种名称,每一个机种皆须有其单独的S.O.P.,不可共享。
b. 公司规定的机种名称与客户的机种名称须用颜色区别。
2. 作业名称:标明此工作站的作业名称。
如:点胶,锡面检视…。
3. 作业段别:标明此作业位于那一工程段。
如:转子段、定子段、组装段...。
4. 站别:标示此工作站位于工程段中第几站,以利排线。
5. 作业内容:标示此工作站的工作项目及顺序。
(重点)a. 标明对前一工作站的作业确认(优先作业)。
b. 作业顺序的排定。
c. 对与安规零件须标明。
6. 注意事项:标明每项工作项目的内容与要求。
标准作业指导书SOP
标准作业指导书SOP背景介绍:标准作业指导书(Standard Operating Procedure,简称SOP)是一种详细描述操作过程的文件,旨在确保所有工作按照一套规定的标准进行。
标准作业指导书常用于各种组织、企业以及工业领域,以提高工作效率、标准化操作,并减少错误和事故的发生。
目的:本标准作业指导书的目的是为了确保所有工作人员能够理解并按照统一的标准操作流程进行工作,提高工作质量和效率。
适用范围:本标准作业指导书适用于所有相关岗位的工作人员。
关键步骤:1. 任务准备- 明确任务目标、工作对象和要求;- 收集所需的工作材料、设备和工具;- 了解相关安全措施,并做好防护措施。
2. 工作执行- 按照事先制定的工作计划和顺序进行操作;- 执行过程中要严格按照所列流程和步骤进行,不得随意更改;- 注意安全风险,确保自身和他人的安全。
3. 质量控制-操作过程中要随时检查自身的工作质量,并保持良好的工作态度;- 如果发现问题或错误,及时纠正并报告相关人员;- 确保工作结果符合质量标准和要求。
4. 记录与报告- 及时记录工作过程中的关键信息和数据;- 记录过程中的问题和异常情况以及对应的解决方案;- 按照规定的报告流程上报工作结果。
5. 清理与整理- 工作完成后,清理和整理工作区域,保持整洁有序;- 对使用的工作材料、设备和工具进行清点和归类储存;- 处理和储存记录和报告文件,并按规定时间进行归档。
安全注意事项:1.所有人员必须经过相关安全培训,并严格按照安全规范进行操作;2. 必须配备个人防护装备,并在工作过程中正确佩戴和使用;3. 工作环境必须保持整洁,确保没有危险物品和障碍物;4. 应当随时检查工作设备和工具的状态,发现故障及时报修;5. 临床操作过程中,必须按照消毒程序进行消毒,并正确处置危险废物。
附录:1. 操作流程图2. 工作记录表格3. 相关安全规范和文件链接结束语:本标准作业指导书为保证工作的高质量和高效率提供了一套标准操作流程。
标准作业指导书SOP

30
SIP范本
恒安精益华制改善项目
© HengAn Group 2012
31
以卫生巾产品为例: (1)检测对象:受检产品名称、型号、图号、工序(流程)名称及编号;
恒安精益华制改善项目
© HengAn Group 2012
25
三、SOP使用的 注意事项
1. SOP制作完成后,须经由品保确认,再由生产主管确认。(除制作
者以外,签名部分不可使用计算机打印)。
2. 每一个机种的SOP皆须有一份版本的LIST,用以标明该机种于当 时各工作站最新SOP的版本为何。
3. 须有一份该机种SOP的变更记事,包含该机种全部SOP所有变更
8
木桨粉碎
喷 高 撒 分 子
三折
★棉芯成型
排 片
中包袋打码
接袋
棉芯包覆 卫★ 生上 纸、 施下 胶层 N
检验尸 Y 中包封口
棉芯压合
棉芯压花
棉芯分切
压 合
底面★ 纸膜 层 腿 无围 施、 纺 橡 离 胶 布根 型 、、检验 Y 装箱N源自纸箱 合格证 内膜袋 胶纸
检验 边 折 Y 入 库
N
成品分切
不合格处置
Operation Standard
· 作业内容 · 作业步骤 · 作业方法 · 质量标准 · 标准工时 · 工艺条件 · 注意事项
恒安精益华制改善项目
作业标准
作业标准是为保证产品质量和生产效率,在标准工时 内完成作业的标准作业方法,其内容包括: · 所用材料 · 加工设备 · 工装夹具 · 检测方法 · 检测仪器 · 检测频率 · 检测人员
步骤 项目
测试人
被测试人
三
第一组数据测 试
SOP作业指导书(模板)

数量
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
劳保 用品
劳保鞋 手套
编
制
审
核
标准化
会
签
批
准
公司LOGO 和名字
车型:
装配示意图
包装作业标准
工序名称: 关键工序:
产品代码 版本号: 序号 T0 作业人数:
产品名称 1 品质特性基准 作业工ห้องสมุดไป่ตู้: 30s
文件编号 共?? 页 作业节拍: 使用工具 辅助材料 异常现象 及对策 第 1 页 32s 安全事项
工序编号:P10
作业顺序和内容
操作注意事项
本工序所需零部组件明细表
序号 1 2 3 编码 05.07.0004.00 05.07.0011.00 零部件名称 零部件规格
1760*590*157mm
540*35*22mm
○ 扭矩 操作者确认 日 期
○ 粘接剂
○ 润滑剂
○ 肥皂水
重要度
☆ A级
★ B级
数量 1 1 2
序号
编码
零部件名称
零部件规格
SOP制作指导书

6. SOP的制作
6.1 SOP项目栏的填写 客户,品名,料号,材质,材料规格,材料 硬度,步距,模号需按GS02电脑中的材料规 格表填写. 标准产量,适用机台需按KSXL02电脑中的标 KSXL02 准产速表填写. 文件编号需根据对应的SIP编号填写,只要将 第一个字母C变为D即可. 其他的项目栏:工序,所需人数,版次,日 期,制订者等按实际状况填写.
6. SOP的制作
6.4 SOP的内容要求 需要有机器设备,模治具的状况说明 需要有产品的品质要求(外观,尺寸,过检治具,其 他特殊要求)及检验的频率 需要有作业人员需求及人员的工作排配 对生产方式要有合理要求(作业方式要体现安全,高 品质,高效率的生产方式) 对各类产品的上工序下工序需照片显示(半成品,原 材料,上工序产品等) 生产中机器设备,模治具,检治具的保养及生产注意 事项要有详细说明 产品的移转包装方式要明确说明(数量,外箱等) 需对禁止事项做重点要求(人员操作,机器参数等)
6. SOP的制作
6.2 SOP的照片选取注意点 照片拍摄要清晰,注意不可拍摄到人脸部 照片需做缩小处理后才能使用 照片需体现产品外形,操作注意点,机器设 备,模具检治具,品质检验重点,产品的移 SOP中产品作业流程 SOP中的产品流程需按PMP中的流程来要求 在SOP中左下角为作业流程,需显示出本工 序的流程
7. SOP各步骤说明
7.5 SOP中步骤5 照片选用手拿取产品方式的照片,内容重点 说明产品的拿取方式(怎么拿产品,拿取产品的 手是否需要防护措施),产品的外观注意事项, 产品自检频率
7. SOP各步骤说明
7.6 SOP中步骤6 单件选用产品的近照,需检具检验的产品选 用过检具的照片,内容主要说明产品的特殊 要求(平行度,平面度,铆合拉拔力,铆合扭 力等),产品过检具频率说明
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机型: GP51 编制: 陈三明 审核:
文件编号: : 修 订 号: 页 数:第 1 页,共 页 : 日 期: 2011.07.18 :
名称 工艺线路 NO. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
锁支架螺丝、固定喇叭 贴TP泡棉、摆麦克、撕喇叭离心纸
装B壳 锁底壳螺丝 耦合测试 QC 贴TP 外观全检 QA
■正常生产 人员配置 (人) 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 2 1 5-6人 2 1 1 34
版本 净时间 (S)
标准时间 (S) 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 450
合
计
加 工 工 位
总人数 疲劳系数
1 底壳加工TV天线 底壳加工GSM天线 2 底壳加工侧键 3 底壳加工开机键 4 TP加工泡棉 5 面壳加工TP 6 面壳加工听筒主、按键 7 卡座加工FPC 8 支架加工马达 9 LCD加工泡棉 10 34+5=39(人) 目标直通率 0.85 标准产能
85% 196.5
GP51
生产类型 工艺名称 名称
焊蓝牙线,LED灯、顶针加锡 焊顶针2PCS 焊摄像头 焊喇叭、LED灯 焊马达、麦克加锡 固定摄像头、支架、喇叭 焊侧键2PCS
作 业 工 位焊SIM卡座固定卡座、贴 Nhomakorabea池仓麦拉
焊主按键、麦克 固定主按键、贴摄像头麦拉 焊LCD 贴卡座麦拉、LCD泡棉、LCD导电布 半侧、撕摄像头保护膜 装A壳、TP线 固定侧键
三大件损耗 生产节拍
12分钟