SOP标准作业指导书excel模板-1
SOP标准作业指导书样板

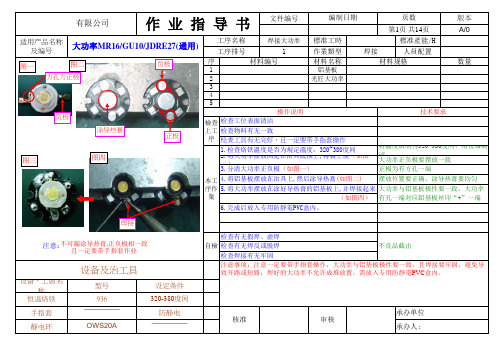
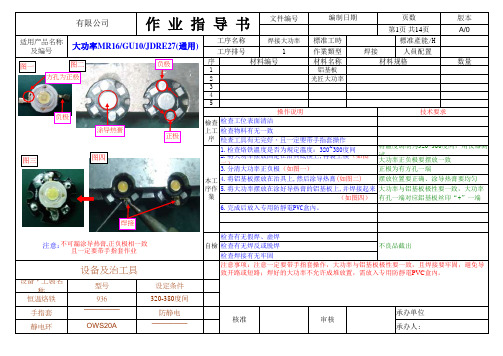
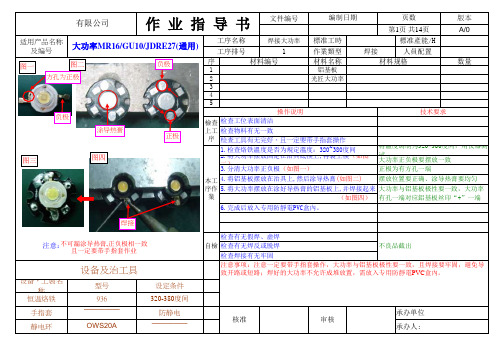
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序号材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电承办单位核准审核大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致操作说明技术要求适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格 有限公司作 业 指 导 书编制日期页数第1页 共14页不良品截出本工序作業图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序号材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电编制日期页数第2页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号测试作 业 指 导 书材料编号材料规格操作说明技术要求檢查上工序检查工位表面清洁检查物料有无一致检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
SOP标准作业指导书样板
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
(完整版)作业指导书SOP模板
序号物料名称用量序号
数量1XXXXX 11PCS
223344551,2,
1,修改人:批准:2,修改人:批准:
自检巡检1目测100%5%2目测100%5%
3
.
返工
标示,隔离
检验方案XXXXX 有 限 公 司
作业指导书
特殊性等级【A】
三、作业步骤:
二、工艺要求
1. 操作人员必须经过培训合格后方可上岗;
2. 按照以上表格标注核对物料和工具名称及数量,并整齐摆放于相应标识框内
3. 按静电防护要求做好静电防护。
(所有接触PCB 的人员必须配戴防静电手套)修改栏
序号检验内容和要求
评价/测量技术工具夹具/辅料名称
反应计划一、作业前的准备:
物料编号/规格XXXXX 图示 :
型号规格
文件编号:产品的型号
适用机型:适用的产品
工序编号:10
标准工时:版本号:A1
产品型号:
工序名称:编制:审核 :批准:
会签:
第1页/共1页。
标准化作业指导书(SOP)模板
可能出现不良点
1卫生工作不到位;
2表面清消不彻底;
3封口不好,有漏粉现象;
品质异常联络
控制重点
1工器具、环境的消毒灭菌;
2包材的消指导书》操作;
2发现异常立即向上一级主管报告;
作业图示
作业步骤
检查项目
内容
内容
可能出现不良点
品质异常联络
作业图示
作业步骤
检查项目
内容
内容
1打开风机、杀菌灯和压缩机,进行空气杀菌30min以上,工作前关闭杀菌机。(维修人员)
2工作前保证现场卫生,工具齐全并按标示位置摆放,消毒用品(酒精、酒精棉球等)齐备,卷膜品种顺序正确,各开关、按钮及插头处于正确位置。(组长)
1卫生是否做到位;
2灭菌消毒设施是否已开启,听罐是否已消毒;
控制重点
职 责
作业图示
作业步骤
检查项目
内容
内容
可能出现不良点
品质异常联络
控制重点
职 责
sop作业指导书模板
sop作业指导书模板Standard Operating Procedure (SOP) Assignment Guide Template。
1. Introduction。
The Standard Operating Procedure (SOP) Assignment Guide is a comprehensive document that provides detailed instructions and guidelines for completing assignments in a consistent and efficient manner. This template is designed to help students understand the expectations and requirements for completing assignments, and to ensure that they are able to produce high-quality work.2. Assignment Overview。
The assignment overview section provides a brief description of the assignment, including the objectives, requirements, and any specific instructions or guidelines that need to be followed. This section should clearly outline the purpose of the assignment and what is expected from the students.3. Assignment Instructions。
This section provides detailed instructions for completing the assignment, including step-by-step guidelines for each task or component of the assignment. It should include information on the format, structure, and content requirements, as well as any specific resources or materials that need to be used.4. Submission Guidelines。
SOP标准作业指导书1

工序名称
五金冲压
工序排号
1
序
材料编号
1
不锈钢
2
标准工时
作业类型 材料名称
SUS301
8H
冲压 材料规格 0.08mm*133.0mm
标准产能/H
人员配置 步距 71.00mm
3600pcs
1人 穴数 一出一
3
4
5
操作说明
技术要求
检查 检查工位表面清洁
上工 检查物料尺寸是否正确,有无划伤、变形。
1人 穴数 一出二
技术要求
检查 检查工位表面清洁;
上工 检查物料尺寸是否正确,有无划伤、变形;
图1
图2
序 检查冲床与模具是否完好;
1.检查冲床各功能是否正常和冲床台面是否整洁。(如图一)
2.装好模具并调整好模具高度。(如图二)
3.将产品原料放入模具并定好位置,用单动模式进行料带送料。
产品多料
本工 4.首件自检合格后送品管测量确认。 序作 5.首件合格后方可正常生产,每小时送检一次。 业
1.检查冲床各功能是否正常和冲床台面是否整洁。(如图一)
2.装好模具并调整好模具高度。(如图二)
3.将产品原料放入模具并定好位置,用单动模式进行料带送料。
此功能面有擦
本工 4.首件自检合格后送品管测量确认。 序作 5.首件合格后方可正常生产,每小时送检一次。 业 6.产品用收料机卷盘包装,每盘2200pcs分装。
1.检查冲床各功能是否正常和冲床台面是否整洁。(如图一)
2.装好模具并调整好模具高度。(如图二)
产品压伤
产品毛边、多料
3.将产品原料放入模具并定好位置,用单动模式进行料带送料。
本工 4.首件自检合格后送品管测量确认。 序作 5.首件合格后方可正常生产,每小时送检一次。 业
(完整版)SOP作业指导书样板

文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
SOP标准作业指导书模板
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
sop表格制作方法
sop表格制作方法
宝子,今天咱就来唠唠SOP表格咋做哈。
SOP呢,就是标准作业程序(Standard Operating Procedure),这表格做起来也没那么难。
咱先得明确这个SOP表格是为了啥事儿做的。
比如说你是要做一个做蛋糕的SOP 表格,那这个目标就是清楚地告诉别人做蛋糕的步骤。
这就像是给人指一条路,你得先知道目的地是哪儿。
然后呢,就开始想这事儿都有哪些大的环节。
做蛋糕嘛,就有准备材料、混合材料、烤制这些大环节。
这就像是给这个事儿搭个大框架。
接下来,在每个大环节里,再详细写小步骤。
准备材料就得写清楚要啥面粉、多少糖、几个鸡蛋这些。
每个小步骤都要具体,可不能含糊。
就像你告诉别人放糖,得说放几勺,不然人家就懵圈啦。
还有哦,在每个步骤旁边,能加上注意事项就更好啦。
做蛋糕的时候,可能混合材料要注意搅拌方向,烤制要注意温度和时间的把控,这些注意事项就像是小提示,能让做蛋糕的人少走弯路呢。
表格的格式也很重要哦。
可以把大环节作为列的标题,然后每一行写小步骤和注意事项。
这样看起来就特别清晰,一目了然。
就像给东西都归好类,找起来方便得很。
在写的时候呀,最好自己先做一遍这个事儿,边做边记下来步骤。
这样就不容易漏掉啥重要的东西。
而且呀,做完之后还可以再检查检查,看看有没有可以改进的地方,让这个SOP表格更完美。
宝子,你要是按照这个思路去做SOP表格,肯定能做得棒棒哒!不管是做蛋糕还是做其他复杂的事儿,这个方法都管用哦。
加油呀!。
SOP标准作业指导书格式

SOP(标准作业指导书)目录•1、SOP的定义•2、SOP的作用•3、SOP编写流程•4、SOP包含的内容•5、SOP 的编写要点•6、总结1、SOP的定义•1、定义•所谓SOP,是Standard Operation Procedure三个单词中首字母的大写,即标准作业程序。
•(1)是以文件的形式描述作业员在生产作业过程中的操作步骤和应遵守的事项•(2)是作业员的作业指导书•(3)是检验员用于指导工作的依据2、SOP的作用•1、作用•1)将企业积累下来的技术﹑经验记录在标准文件中,以免因技术人员的流动而使技术流失;•2)使操作人员经过短期培训,快速掌握较为先进合理的操作技术;•3)根据作业标准,易于追查不良品产生的原因;•4)树立良好的生产形象,取得客户信赖与满意;•5)实现生产管理规范化、生产流程条理化、标准化、形象化、简单化;•6)是企业最基本﹑最有效的管理工具和技术资料。
•举例•麦当劳作业手册大家都熟悉的麦当劳,它有许多分店,但是口味却是一样的美味?他们的工作标准有560页!我想这也许是他们的秘密吧。
•肯德基的炸鸡KFC的新奥尔良烤翅肯定好吃吧?他们规定炸好之后要放在滤油网上,不能多于七秒,因为这样太干燥了,不能少于三秒,否则就会太油了。
3、SOP编写流程•SOP编写、执行及更新流程SOP编写计划书SOP编写组织小组讨论SOP修订SOP试运行发现问题?批准和执行纳入SOP清单适时更新noyes流程描述依据查核表定期查核3、SOP编写流程(1)•1、流程描述喷涂坩埚检查坩埚拉进喷涂室坩埚预热配料喷料检查坩埚将坩埚搬上推车将车推进喷涂室坩埚放进加热器收紧加热器边框调整加热器参数调节配料器参数调配溶液备料喷涂检查将治具放于坩埚打开坩埚包装箱返回3、SOP编写流程(2)▪2、SOP编写计划书▪明确SOP的编号、工序名称、编写人、初稿完成时间、小组讨论时间及最终的定稿时间返回3、SOP编写流程(3)•3、SOP编写•编写人员要求•操作好,有经验,有一定写作基础的一线员工•沟通,打消编写人员的顾虑•培训•给予支持:专门的时间、提供相关资料等•编写小组要有团队精神返回3、SOP编写流程(4)▪4、SOP的讨论修订•目的•统一认识,达成共识•SOP讨论会参与人员•操作员、设备员(维修人员)、工艺员、体系管理员、编写组负责人及1-2名与本岗位无关的人员•讨论会要作到互相挑战,各抒己见•必要时可进行现场确认返回3、SOP编写流程(5)•5、SOP的试运行•目的•通过实践来检验SOP的合理性和可操作性返回3、SOP编写流程(6)•6、SOP的定稿、批准和执行–建立与SOP相应的查核表(工段长、工艺工程师两级查核)–定期查核CPCPR(Critical Process Control PointReview ):关键工序控制点回顾,关键工序是对产品质量起重要、关键作用的工序,通过建立关键工序控制点并实施严格的质量控制,以提高产品质量的过程控制能力。
sop标准作业指导书范本

sop标准作业指导书范本以下是一个标准作业指导书(Standard Operating Procedure)的范本:标题:XXX操作指导书1. 摘要本操作指导书旨在规范XXX操作流程,确保操作的安全、高效和一致性。
2. 术语与定义2.1 XXX:指需要进行操作的对象或设备。
2.2 操作人员:指执行XXX操作的员工。
3. 目的本操作指导书的目的是确保所有操作人员能够正确、规范地执行XXX操作,减少人为错误和事故的发生。
4. 责任与权限4.1 管理层负责XXX操作的管理和监督。
4.2 操作人员应具备相关的培训和资质,才能进行XXX操作。
5. 环境要求5.1 XXX操作应在指定的工作场所进行。
5.2 工作场所应保持整洁、清洁。
5.3 必要的保护设施和工具应得到应用,以确保操作人员和XXX的安全。
6. 操作步骤6.1 准备工作6.1.1 操作人员应查看并了解相关的作业文件和操作指导书。
6.1.2 确保操作人员具备必要的安全防护装备。
6.2 操作流程6.2.1 步骤1:详细描述第一步的操作内容。
6.2.2 步骤2:详细描述第二步的操作内容。
6.2.3 ...6.3 操作结束6.3.1 完成XXX操作后,应对操作区域进行清理和整理。
6.3.2 操作人员应对XXX设备进行维护和保养,确保其正常运行。
7. 安全注意事项7.1 所有操作人员在进行XXX操作前,应佩戴相应的防护装备。
7.2 操作人员应熟悉紧急情况处理程序,确保在发生意外或危险时能够正确应对。
7.3 操作人员应遵守相关的安全操作规定,切勿违反操作规程。
8. 常见问题与解答8.1 XXX操作期间常见的问题及解决方法的描述。
8.2 操作人员应仔细阅读常见问题与解答部分,以避免重复或常见错误。
9. 变更和修订记录9.1 记录所有对操作指导书的修订和变更。
9.2 每次修订和变更应包括修订日期、修订内容和修订人员的签字。
10. 批准和执行10.1 操作指导书应经过管理层批准后方可执行。
SOP标准作业指导书格式样版
版本 A/0
加工灯头卡点(通用)
图二
摆放位置不可倾斜
工序名称
打卡点
工序排号
7
序
材料编号
1
2
3
4
5
操作说明
檢查 检查工位表面清洁 上工 检查工具治具是否齐全完好 序
標准工時 作業類型 材料名称
標准產能/H
装配
人員配置
材料规格
1人 数量
技术要求
加工后
1.检查塑胶件外壳有无刮花现象;
2.灯头摆放位置不可倾斜,灯头与塑胶件要连接紧密,
老化板电压要与产品一致
2.老化24小時并记录老化过程;
时间不可超过24小时,不良品截出
3.GU10电压为110V/220V,MR16电压为12V,JDRE27电
本 压为 工 110V/220V(如图一示)
电压要与产品规格所定
序 3.自检无误後,送往下一工序。
作
業
GU10电压110V/220V
MR16电压12V
版本 A/0
适用产品名称 及编号
大功率MR16/GU10/JDRE27(通用)
图
机型:MR16
工序名称
锁上盖螺丝
工序排号
10
序
材料编号
1
2
3
4
5
操作说明
標准工時
作業類型 材料名称
螺丝
標准產能/H
包装
人員配置
材料规格
KM1.5*2.8mm 碳钢
1人 数量 3pcs
技术要求
锁上盖螺丝
檢查 检查工位、产品表面清洁 上工 检查产品型号有无一致 序 检查设备有无完好
技术要求
1人 数量 1pcs