SOP标准作业指导书格式样版_图文.
标准作业指导书模板(SOP)

6
注塑 注塑产品并取件,产品经QC确认后流入下道工序
7
下模 模具冷却、二级保养后拆模,模具归还模具仓库
8
回料 余料粉碎后回收到喂料仓库
8
外观
/
9 重量尺寸
技术要求
参考注塑工艺参数 依照SIP
依照SIP 依照SIP
架模-注射调机-取件摆放
工序名称 会签
核准
注射作业 确认
作成
文件编号 文件版本 产品名称 产品版本
标准作业指导书
Standard Operation Procedure
序号
作业名称
操作说明
物料 确认
依照右侧表格信息进行(物料、治具、设备)确认和使用;
作业 检查
1
开机 打开注塑机,确认设备正常运转
2
装料 将喂料导入料斗
3
架模 将模具安全装入注塑机
4
升温 将料温与模温升到指定温度
5
调试 按照注塑工艺参数进行试做,确保产品状态可以生产
Standard Operation Procedure
工序名称 会签
核准
确认
文件编号 文件版本 产品名称 产品版本
作成日期 文件页数 产品料号
材料
作成
图片或者图纸附页
Hale Waihona Puke 序号 1 2名称 喂料 复制模具
作成日期 文件页数 产品料号
材料
物料
规格/材料
1of2 用量
治具/设备
1
名称
规格/材料
用量
2
注塑机
80T
1
3
工艺参数
序号
参数
要求
备注
1
见工艺参数表
SOP标准作业指导书格式
•
4)树立良好的生产形象,取得客户信赖与满意;
•
5)实现生产管理规范化、生产流程条理化、标准化、
形象化 、简单化;
•
6)是企业最基本﹑最有效的管理工具和技术资料。
• 举例 • 麦当劳作业手册
大家都熟悉的麦当劳,它有 许多分店,但是口味却是一样 的美味? 他们的工作标准有560页!我 想这也许是他们的秘密吧。
SOP(标准作业指导书)
目录
• 1、SOP的定义 • 2、SOP的作用 • 3、SOP编写流程 • 4、SOP包含的内容 • 5、SOP 的编写要点 • 6、总结
1、SOP的定义
• 1、定义 • 所谓SOP,是 Standard Operation Procedure三个单
词中首字母的大写 ,即标准作业程序。 • (1)是以文件的形式描述作业员在生产作业过程中的
Review ):关键工序控制点回顾,关键工序 是对产品质量起重要、关键作用的工序,通过 建立关键工序控制点并实施严格的质量控制, 以提高产品质量的过程控制能力。
返回
3、 SOP编写流程(7)
7、适时更新 • 当工艺要求、设备状况等发生改变,一些
操作方法的改进时,要对SOP进行评审和 更新 • 定期回顾
5.1SOP的编写要条理化、规范化、形象化(3)
规范化要求
统一使用精确的行动动词
例如有几个动词都可以用来描述旋开关到一个定位: “旋开”,“定位”,或“调节”等
选择一个动词并统一使用它(所有SOP)
名称固定化:红色制动开关----红色制动按钮 词语要简单、固定
5.1SOP的编写要条理化、规范化、形象化(4)
5.1SOP的编写要条理化、规范化、形象化(2)
SOP标准作业指导书格式ppt课件

精选课件ppt
1
目录
• 1、SOP的定义 • 2、SOP的作用 • 3、SOP编写流程 • 4、SOP包含的内容 • 5、SOP 的编写要点 • 6、总结
精选课件ppt
2
1、SOP的定义
• 1、定义 • 所谓SOP,是 Standard Operation Procedure三个单
– 确定回顾时间及参加人员 – 将回顾结果纳入更新内容
▪ 将正式发布的SOP列入SOP清单
精选课件ppt
返回 13
4、SOP包含的内容
• SOP六要素 1)物料名称及数量 2)工装夹具 3)设备名称及参数 4)作业步骤 5)人员配置 6)安全因素
精选课件ppt
14
4、 SOP六要素(1)
• 一、物料 • 在生产前须确认好本工位所需的物料和
▪ 可操作性
精选课件ppt
22
5.1SOP的编写要条理化、规范化、形象化(1)
▪语句和结构
▪条理清晰 ▪文章前后有关联,指向分明 例如:当pH值不合格时,重复以上的步骤 ▪不产生歧义
精选课件ppt
23
5.1SOP的编写要条理化、规范化、形象化(2)
▪规范化要求
▪使用祈使句(尽量避免使用被动句) 例如 正确: 按下STOP按钮
精选课件ppt
19
4、 SOP六要素(6)
• 六、安全因素 • 任何操作都有可能导致产品的质量问题,
所以我们在SOP中必须包含操作的注意事 项、检查项目和一些人员安全须知。
精选课件ppt
20
精选课件ppt
21
返回
5.SOP 的编写要点
▪ 编写总要求
▪ 条理化,规范化,形象化
SOP作业指导书样板
编制日期
页数 第2页 共14页
版本 A/0
大功率MR16/GU10/JDRE27(通用)
工序名称 工序排号
点亮测试 2
標准工時 作業類型
测试
標准產能/H 人員配置
1人
0.30
序
1 不可超过3V 2
3 4 5
材料编号
材料名称
操作说明
材料规格
数量
技术要求
檢查 检查工位表面清洁 上工 检查物料有无一致 序 检查仪器是否完好
5.加工完成后送回下一工序.
外壳不可刮花 紧密相连
不可偏位、放斜、紧密相连 卡点印点要凹、深
卡点不可偏出 灯头螺纹圈
设备,工装名 称
打卡点治具
静电环
设备及治工具
型号  ̄ ̄ ̄ ̄ ̄ OWS20A
设定条件  ̄ ̄ ̄ ̄ ̄  ̄ ̄ ̄ ̄ ̄
检查螺丝有无松动、漏锁、打滑现象
自檢 检查外观有无刮花不良
不良品截出
检查大功率有无松动或倾斜
工序名称 工序排号
安装大功率 5
標准工時 作業類型
装配
標准產能/H 人員配置
1人
图 电子线折弯
序
1
涂导热膏 2
范围
3
4
5
材料编号
材料名称
材料规格
中壳 铝合金,D43*2.2mm,烤漆银色
数量 1pcs
操作说明
技术要求
檢查 检查工位表面清洁 上工 检查物料有无一致 序 检查工具有无完好
1.将电子线折弯;
注意事项:注意组装透镜要认真,一定要带手指套作业,否则会刮花透镜等不良;检查有无 漏装、装不到位现象。
核准
审核
承办单位: 承办人:
sop作业指导书格式范例
文件编号
版本A/0
点亮测试
标准工时标准产能/H
2
作业类型人员配置
1人序号
材料名称
数量1
2
345
设备,工装名称
型号设定条件
直流电源DC0V---30V 3V 手指套
 ̄ ̄ ̄ ̄ ̄
防静电
审核
作 业 指 导 书
大功率MR16/GU10/JDRE27(通用)
注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V;且不可触碰大功率透镜。
本工序作业
自
检
注意事项
核准核准设备及治工具
承办单位:
适用产品名称及编号检查有无暗灯、闪灯、死灯、色差等不良品截出
检查有无焊反、假焊、脱焊
负极(如图二)
3.完成后放入专用防静电PVC盒内。
检查仪器是否完好
1.直流电源调整到3V (如图一)正负极要一致
2.将焊接好的大功率点亮测试,红表笔接正极、黑表笔电压不可超过3V,接触要牢固操作说明技术要求
检查工位表面清洁
检查物料有无一致检查上工序材料编号材料规格
第2页 共14页
工序名称
工序排号测试
承办人:编制日期页数审核
图一
图二
0.30 不可超过3V 红线为正
黑线为负。
标准作业指导书(SOP)简介PPT课件

3
SOP的作用
❖ 将企业积累下来的技术和经验记录在标准文 件中,以免因人员流动导致技术及经验流失;
❖ 使操作人员经过短期培训,快速掌握较为先 进合理的操作步骤;
❖ 根据作业标准,易于追查不良品产生的原因
4
SOP的重要性
❖ 品质是制造出来的,不是检验出来的
应通过试运行来检验SOP的合理性和可操作性
❖ 运行
应建立相应的查核表来定期查核
❖ 更新
当工艺要求、设备状况等发生改变时,要对SOP 进行评审和更新
12
SOP的标准格式
❖ SOP标准格式分为八个部分
关键因素 相关文件和参考资料 设备示意图 操作前准备 操作步骤 常见故障及简单排除方法 紧急情况的处理 流程图
标准作业指导书(SOP)简介
1
教材目录
❖ SOP的定义 ❖ SOP的作用 ❖ SOP的重要性 ❖ SOP的制作 ❖ SOP的标准格式
2
SOP的定义
❖ 标准作业指导书(Standard Operation Procedure)
❖ 以文件的形式描述作业人员在生产作业过程 中的操作步骤,及应注意的事项
Deming
Edwards
❖ 以口头的方式传授作业步骤,传递几次后失 真率将达到80%
❖ 因此经验的传承要以文件的方式来记录,传 授要以文件为基础
5
SOP的重要性
❖ 第一次就把事情做对(Do it right the first
time)
Philip Crosby
❖ 因此企业需要管制好
每个作业员的动作
16
SOP的标准格式
❖ 操作步骤
分为作业内容和要点提示 作业内容应包括整个操作步骤的全部内容 要点提示是对关键作业内容的强调和解释
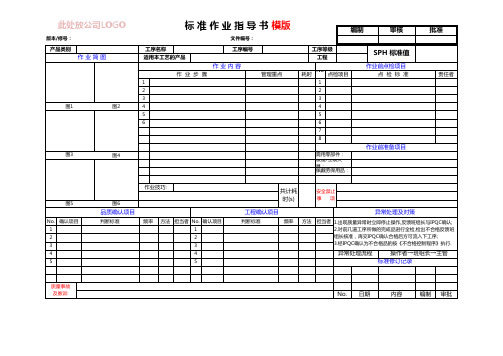
《SOP标准作业指导书(模版)》
批准
产品类别
工序名称
工序编号
作业简图
适用本工艺的产品
作业内容
作 业 步 骤
1 2 3 图1 图2 4 5 6
管理重点
耗时 No 点检项目 . 1
2 3 4 5 6 7 8
责任者
作业前准备项目
图3 图4 需用零部件: 设备/工装夹 具: 佩戴劳保用品:
作业技巧:
图5 No. 确认项目 1 2 3 4 5 图6
共计耗 时(s) 工程确认项目
安全禁止 事 项
品质确认项目
判断标准 频率 方法 担当者 No. 确认项目 1 2 3 4 5
异常处理及对策
频率 方法 担当者 1.出现质量异常时立即停止操作,反馈班组长与IPQC确认; 2.对前几道工序所做的完成品进行全检,检出不合格反馈班 组长核准,再交IPQC确认合格后方可流入下工序; 3.经IPQC确认为不合格品的按《不合格控制程序》执行.
判断标准
异常处理流程
操作者→班组长→主管 标准修订记录
质量事故 及教训:
No.
日期
内容
编制
审批
品质确认项目工程确认项目异常处理及对策确认项目判断标准频率方法担当者确认项目判断标准频率方法担当者异常处理流程操作者班组长主管日期内容作成承认此处放公司logo模版版本修号
此处放 作 业 指 导 书 模版
文件编号:
编制
工序等级 工程
审核 SPH 标准值
作业前点检项目
点 检 标 准
sop作业指导书模板

sop作业指导书模板
标准操作程序(SOP) 作业指导书1. 引言
1.1 目的
(解释SOP的目的和应用范围)
1.2 范围
(详细描述SOP适用的业务、部门或过程)
2. 负责人信息
2.1 编写
(指明SOP的编写人员和联系信息)
2.2 审查
(指明SOP的审查人员和联系信息)
2.3 批准
(指明SOP的批准人员和联系信息)
3. 定义
3.1 缩写词和术语
(列出SOP中使用的所有缩写词和术语的解释)
4. 步骤
4.1 步骤一
4.1.1 目标
(描述步骤的目标)
4.1.2 操作
(详细说明执行该步骤的具体操作)
4.1.3 质量控制
(如果适用,列出确保该步骤质量的控制措施)
4.2 步骤二
...
5. 相关文件和链接
5.1 相关文件
(列出所有与SOP相关的文件、表格或其他文档)
5.2 链接
(提供其他相关信息的链接,如培训视频、在线资源等)6. 变更记录
6.1 修订历史
(列出SOP的修订历史,包括版本号、日期和变更的性质)7. 培训要求
7.1 培训内容
(列出必须培训的内容)
7.2 培训人员
(指明培训的负责人)
8. 审查和验证
8.1 审查
(描述SOP的审查过程)
8.2 验证
(描述SOP的验证过程)
9. 安全注意事项
9.1 安全要求
(列出执行SOP时必须遵守的所有安全要求)
9.2 紧急情况处理
(提供在紧急情况下执行的步骤)。
SOP作业指导书样板
文件编号门框、门扇断料標准工時
標准產能/H
1
作業類型
人員配置
序号材料名称
1木材2木材
345
设备,工装名称
型号
设定条件
浙江千秋门业有限公司
作 业 指 导 书
编制日期页数第1页 共14页
适用产品名称
及编号木质防火门
工序名称
工序排号断料
检查物料有无一致材料编号材料规格
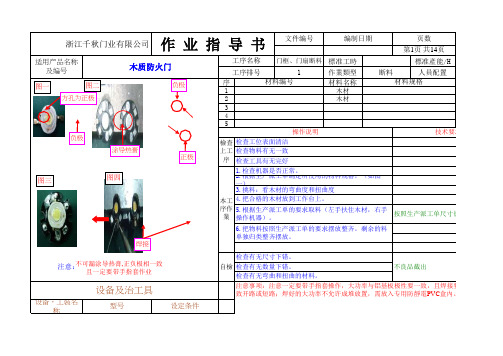
3.挑料:看木材的弯曲度和扭曲度
4.把合格的木材放到工作台上。
操作说明
技术要求
檢查上工序检查工位表面清洁 按照生产派工单尺寸长度检查工具有无完好
本工序作業 1.检查机器是否正常。
2.根据生产派工单确定所使用的物料规格。
(如图一) 自檢检查有无尺寸下错。
不良品截出
检查有无数量下错。
检查有无弯曲和扭曲的材料。
6.把物料按照生产派工单的要求摆放整齐。
剩余的料
单独归类整齐摆放。
5.根据生产派工单的要求取料(左手扶住木材,右手
操作机器)。
设备及治工具
注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
图一
不可漏涂导热膏,正负极相一致且一定要带手指套作业
图三
图二
图四
方孔为正极
负极
涂导热膏
正极
负极
焊接
注意:
导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC盒內。
靜電PVC
靜電PVC盒內。
(完整版)SOP作业指导书样板

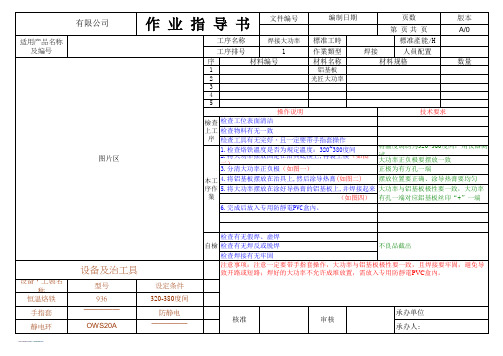
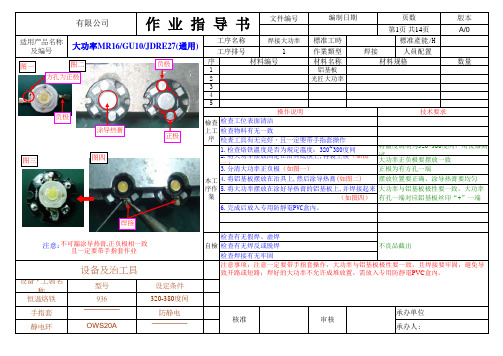
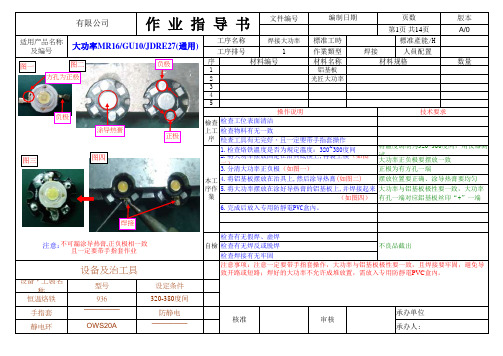
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
(完整版)SOP作业指导书模板
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
SOP标准作业指导书模板
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
SOP标准作业指导书格式ppt课件

20
21
返回
5.SOP 的编写要点
编写总要求 条理化,规范化,形象化 逻辑性
正确性,精确性
可操作性
22
5.1SOP的编写要条理化、规范化、形象化(1)
语句和结构
条理清晰 文章前后有关联,指向分明 例如:当pH值不合格时,重复以上的步骤 不产生歧义
23
5.1SOP的编写要条理化、规范化、形象化(2)
返回
12
3、 SOP编写流程(7)
7、适时更新 • 当工艺要求、设备状况等发生改变,一些 操作方法的改进时,要对SOP进行评审和 更新 • 定期回顾
– 确定回顾时间及参加人员 – 将回顾结果纳入更新内容
将正式发布的SOP列入SOP清单
返回
13
4、SOP包含的内容
• SOP六要素 1)物料名称及数量 2)工装夹具 3)设备名称及参数 4)作业步骤 5)人员配置 6)安全因素
16
4、 SOP六要素(3)
• 三、设备 • 设备操作工必须经培训合格后方能上岗 操作机器,在设备开启前先仔细阅读设备 使用说明书及设备各参数的设定值,然后 按照使用说明书对机器进行操作,且确定 设定的各参数值与要求的参数值相同。
17
4、 SOP六要素(4)
• 四、作业步骤 • 操作步骤是SOP内容中的重点,必须 简洁、明了,让人一看就懂,一看就知道 怎么操作。SOP需要达到的效果是一个新 人一来就可以独立操作且产品质量合格, 这也是SOP的最高境界。
33
6、总结
“制造”就是以规定的成本、规定的工时、生产出品质均匀、符合 规格的产品。要达到上述目的,如果制造现场之作业如工序的前后次序 随意变更,或作业方法或作业条件随人而异有所改变的话,一定无法生 产出符合上述目的的产品。 因此,必须对作业流程、作业方法、作业条件加以规定并贯彻执行, 使之标准化。 标准化有以下四大目的:技术储备、提高效率、防止再发、教育训 练。 标准化的作用主要是把企业内的成员所积累的技术、经验,通过文 件的方式来加以保存,而不会因为人员的流动,整个技术、经验跟着流 失。达到个人知道多 少,组织就知道多少,也就是将个人的经验(财富) 转化为企业的财富; 更因为有了标准化,每一项工作即使换了不同的人来操作,也不会 因为不同的人,在效率与 品质上出现太大的差异。如果没有标准化,老 员工离职时,他将所有曾经发生过问题的对应方法、作业技巧等宝贵经 验装在脑子里带走后,新员工可能重复发生以前的问题,即便在交接时 有了传授,但凭记忆很难完全记住。 没有标准化,不同的师傅将带出不同的徒弟,其工作结果的一致性 可想而知。
SOP作业指导书样板
数量要齐全、折叠要整齐
设备,工装名 称
静电环
封箱机
设备及治工具
型号 OWS20A  ̄ ̄ ̄ ̄ ̄
设定条件  ̄ ̄ ̄ ̄ ̄  ̄ ̄ ̄ ̄ ̄
检查产品有无漏装 自檢 检查数量有无正确
不良品截出
注意事项:注意认真检查数量有无正确,不可少装、错装。
核准
审核
承办单位:
核准
审核
承办人:
材料规格
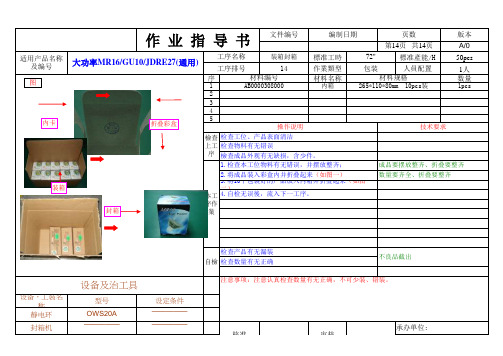
265*110*80mm 10pcs装
50pcs
1人 数量 1pcs
技术要求
檢查 检查工位、产品表面清洁 上工 检查物料有无错误 序 檢查成品外观有无缺损,含少件。
1.检查本工位物料有无错误,并摆放整齐;
成品要摆放整齐、折叠要整齐
封箱
2.将成品装入彩盒内并折叠起来(如图一) 3.将10个包装好的产品放入内箱并折叠起来(如图 二) 本工 4.自检无误後,流入下一工序。 序作 業
适用产品名称 及编号 图
内卡
装箱
作 业 指 导 书 文件编号
编制日期
页数 14页 共14页
版本 A/0
大功率MR16/GU10/JDRE27(通用)
折叠彩盒
工序名称
装箱封箱
工序排号
14
序
材料编号
1
AB0000308000
2
3
4
5
操作说明
標准工時
作業類型 材料名称
内箱
72"
標准產能/H
包装
人員配置
SOP标准作业指导书格式

SOP(标准作业指导书)目录•1、SOP的定义•2、SOP的作用•3、SOP编写流程•4、SOP包含的内容•5、SOP 的编写要点•6、总结1、SOP的定义•1、定义•所谓SOP,是Standard Operation Procedure三个单词中首字母的大写,即标准作业程序。
•(1)是以文件的形式描述作业员在生产作业过程中的操作步骤和应遵守的事项•(2)是作业员的作业指导书•(3)是检验员用于指导工作的依据2、SOP的作用•1、作用•1)将企业积累下来的技术﹑经验记录在标准文件中,以免因技术人员的流动而使技术流失;•2)使操作人员经过短期培训,快速掌握较为先进合理的操作技术;•3)根据作业标准,易于追查不良品产生的原因;•4)树立良好的生产形象,取得客户信赖与满意;•5)实现生产管理规范化、生产流程条理化、标准化、形象化、简单化;•6)是企业最基本﹑最有效的管理工具和技术资料。
•举例•麦当劳作业手册大家都熟悉的麦当劳,它有许多分店,但是口味却是一样的美味?他们的工作标准有560页!我想这也许是他们的秘密吧。
•肯德基的炸鸡KFC的新奥尔良烤翅肯定好吃吧?他们规定炸好之后要放在滤油网上,不能多于七秒,因为这样太干燥了,不能少于三秒,否则就会太油了。
3、SOP编写流程•SOP编写、执行及更新流程SOP编写计划书SOP编写组织小组讨论SOP修订SOP试运行发现问题?批准和执行纳入SOP清单适时更新noyes流程描述依据查核表定期查核3、SOP编写流程(1)•1、流程描述喷涂坩埚检查坩埚拉进喷涂室坩埚预热配料喷料检查坩埚将坩埚搬上推车将车推进喷涂室坩埚放进加热器收紧加热器边框调整加热器参数调节配料器参数调配溶液备料喷涂检查将治具放于坩埚打开坩埚包装箱返回3、SOP编写流程(2)▪2、SOP编写计划书▪明确SOP的编号、工序名称、编写人、初稿完成时间、小组讨论时间及最终的定稿时间返回3、SOP编写流程(3)•3、SOP编写•编写人员要求•操作好,有经验,有一定写作基础的一线员工•沟通,打消编写人员的顾虑•培训•给予支持:专门的时间、提供相关资料等•编写小组要有团队精神返回3、SOP编写流程(4)▪4、SOP的讨论修订•目的•统一认识,达成共识•SOP讨论会参与人员•操作员、设备员(维修人员)、工艺员、体系管理员、编写组负责人及1-2名与本岗位无关的人员•讨论会要作到互相挑战,各抒己见•必要时可进行现场确认返回3、SOP编写流程(5)•5、SOP的试运行•目的•通过实践来检验SOP的合理性和可操作性返回3、SOP编写流程(6)•6、SOP的定稿、批准和执行–建立与SOP相应的查核表(工段长、工艺工程师两级查核)–定期查核CPCPR(Critical Process Control PointReview ):关键工序控制点回顾,关键工序是对产品质量起重要、关键作用的工序,通过建立关键工序控制点并实施严格的质量控制,以提高产品质量的过程控制能力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序号材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業有限公司作业指导书编制日期页数第1页共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四3.分清大功率正负极(如图一正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2 作業類型人員配置1人序号材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊本工序作業1.直流电源调整到3V (如图一正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固负极(如图二3.完成后放入专用防靜電PVC盒內。
檢查上工序检查工位表面清洁检查物料有无一致检查仪器是否完好操作说明技术要求作业指导书材料编号材料规格适用产品名称及编号大功率MR16/GU10/JDRE27(通用工序名称工序排号测试编制日期页数第2页共14页图一图二0.30不可超过3V 红线为正黑线为负负极正极文件编号版本A/0焊接电子红线標准工時標准產能/H 257pcs 3作業類型人員配置1人序号材料名称数量1硅胶红线1pcs2345设备,工装名称型号设定条件静电环OWS20A  ̄ ̄ ̄ ̄ ̄恒温烙铁936320-380度间设备及治工具注意事项:注意正负焊接位置,不可错位,焊接好后不可堆积摆放,需整齐放入专用防靜電PVC 盒內;焊点要光亮包住电子线,不可出现半焊或虚焊现象。
核准审核承办单位:自檢检查有无假焊、虚焊、错焊现象不良品截出检查焊接有无牢固不可成积堆放5.自检无误後,流入下一工序。
检查工具有无完好本工序作業1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.分清硅胶线与铝基板的相应位置;极性要一致3.将硅胶(红线焊接在铝基板指定位置上(如图二方孔对应一端为正极4.完成后放入专用防靜電PVC盒內;操作说明技术要求檢查上工序检查工位表面清洁检查物料有无一致材料编号材料规格红色,L20mm ,镀锡2.5mm适用产品名称及编号大功率MR16/GU10/JDRE27(通用工序名称14"工序排号插件作业指导书编制日期页数第3页共14页图二图一方孔为正电子红线为正文件编号版本A/0焊接电子黑线標准工時標准產能/H4作業類型人員配置1人序号材料名称数量1硅胶黑线1pcs2345设备,工装名称型号设定条件静电环OWS20A  ̄ ̄ ̄ ̄ ̄恒温烙铁936320-380度间设备及治工具注意事项:注意正负焊接位置,不可错位,焊接好后不可堆积摆放,需整齐放入专用防靜電PVC 盒內;焊点要光亮包住电子线,不可出现半焊或虚焊现象。
核准审核承办单位:自檢检查有无假焊、虚焊、错焊、半焊现象不良品截出检查焊接有无牢固检查镀锡有无过长不可成积堆放5.自检无误後,流入下一工序。
检查工具有无完好本工序作業1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.分清硅胶线与铝基板的相应位置;极性要一致3.将硅胶(黑线焊接在铝基板指定位置上(如图二方孔对应一端为正极4.完成后放入专用防靜電PVC盒內;操作说明技术要求檢查上工序检查工位表面清洁检查物料有无一致材料编号材料规格黑色,L20mm ,镀锡2.5mm适用产品名称及编号大功率MR16/GU10/JDRE27(通用工序名称工序排号插件作业指导书编制日期页数第4页共14页图一图二负极标志电子黑线为负文件编号版本A/0安装大功率標准工時標准產能/H5作業類型人員配置1人序号材料名称数量1中壳1pcs2345设备,工装名称型号设定条件导热膏 ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄静电环OWS20A  ̄ ̄ ̄ ̄ ̄设备及治工具注意事项:注意大功率线头装放要正确,避免装不到位。
核准审核承办单位:自檢检查有无漏涂导热膏不良品截出检查大功率装放孔位有无错误检查工具有无完好本工序作業1.将电子线折弯;2.将大功率安装入中壳内,先在中壳内加少量导热膏,在将大功率在连接筒指定位置伸入(如图二装放位置要对正,导热膏不可过少3.自检无误后,流入下一工序。
操作说明技术要求檢查上工序检查工位表面清洁检查物料有无一致材料编号材料规格铝合金,D43*2.2mm,烤漆银色适用产品名称及编号大功率MR16/GU10/JDRE27(通用工序名称工序排号装配作业指导书编制日期页数第5页共14页图一图三图涂导热膏范围穿线孔紧贴导热膏电子线折入电子线折弯锁大功率螺丝標准工時標准產能/H 6作業類型人員配置1人序号材料名称数量1螺丝2pcs2345设备,工装名称型号设定条件电批 ̄ ̄ ̄ ̄ ̄扭力0.5±0.02静电环OWS20A  ̄ ̄ ̄ ̄ ̄锁螺丝固定治具 ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄设备及治工具注意事项:注意螺丝是否锁紧,有无锁滑或锁花现象。
核准审核承办单位:承办人:自檢检查螺丝有无松动、漏锁、打滑现象不良品截出检查外观有无刮花不良检查大功率有无松动或倾斜检查工具有无完好本工序作業1.调节电批力度,以刚好锁紧螺丝为准;用扭力测试仪进行测试2.用电批取两颗螺丝将大功率固定在连接筒内(如图一螺丝要竖直对准螺丝孔3.电批要与螺丝不可倾斜,避免打滑或锁不到位;3.自检无误後,流入下一工序。
操作说明技术要求檢查上工序检查工位表面清洁检查物料有无一致材料编号材料规格PM1.5*2.5mm圆头,碳钢,ROHS适用产品名称及编号大功率MR16/GU10/JDRE27(通用工序名称工序排号装配图一图锁螺丝螺丝不可倾斜不可触碰大功率打卡点標准工時標准產能/H 7作業類型人員配置1人序号材料名称数量12345设备,工装名称型号设定条件打卡点治具 ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄静电环OWS20A ̄ ̄ ̄ ̄ ̄不可偏位、放斜、紧密相连不良品截出设备及治工具注意事项:注意灯头一定要放置好,不可放偏、放斜、放不到位现象而导致不良品。
核准审核承办单位:承办人:自檢检查螺丝有无松动、漏锁、打滑现象检查外观有无刮花不良检查大功率有无松动或倾斜本工序作業 1.检查塑胶件外壳有无刮花现象;外壳不可刮花5.加工完成后送回下一工序.4.在E27灯头指定边上打卡点(如图三檢查上工序检查工位表面清洁2.灯头摆放位置不可倾斜,灯头与塑胶件要连接紧密,紧密相连检查无误后再打卡点.卡点印点要凹、深检查工具治具是否齐全完好3.把E27灯头放入治具中加工,用手压住塑胶件,且不可倾斜(如图二操作说明技术要求材料编号材料规格适用产品名称及编号加工灯头卡点(通用工序名称工序排号装配图一图二图三卡点不可偏出灯头螺纹圈摆放位置不可倾斜打卡点位加工后塑胶件与灯头要连接紧密且不可倾斜老化標准工時標准產能/H 8作業類型人員配置1人序号材料名称数量12345设备,工装名称型号设定条件物料盤 ̄ ̄ ̄ ̄ ̄有標示老化板 ̄ ̄ ̄ ̄ ̄通用静电环OWS20A ̄ ̄ ̄ ̄ ̄设备及治工具注意事项:注意需专业老化人员进行操作,老化电压要与产品相同,避免电压过高烧坏产品。
核准审核承办单位:承办人:自檢检查有无死灯、暗灯、闪灯、烧灯现象不良品截出3.自检无误後,送往下一工序。
本工序作業 1.将组装好的产品装在老化板上老化(如图一老化板电压要与产品一致2.老化24小時并记录老化过程;时间不可超过24小时,不良品截出3.GU10电压为110V/220V,MR16电压为12V,JDRE27电压为电压要与产品规格所定110V/220V (如图一示操作说明技术要求檢查上工序检查工位、产品表面清洁检查产品型号有无一致材料编号材料规格适用产品名称及编号大功率MR16/GU10/JDRE27(通用工序名称工序排号测试图一MR16电压12VJDRE27电压110/220VGU10电压110V/220V组装透镜標准工時標准產能/H 257pcs 9作業類型人員配置1人序号材料名称数量1透镜1pcs 2硅胶垫片1pcs 3上盖1pcs45设备,工装名称型号设定条件静电环OWS20A  ̄ ̄ ̄ ̄ ̄无尘布 ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄手指套 ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄设备及治工具注意事项:注意组装透镜要认真,一定要带手指套作业,否则会刮花透镜等不良;检查有无漏装、装不到位现象。
核准审核承办单位:承办人:自檢检查有无装错或漏装不良品截出检查有无装到位检查透镜有无刮花不良带手指套操作5.自检无误後,流入下一工序。
检查工具有无完好本工序作業1.将硅胶垫片放入中壳指定位置(如图一紧贴中壳内圈面2.将透镜装入中壳指定位置(如图二透镜不可倾斜且硅胶垫片不可漏出表面3.将上盖装在中壳指定位置(如图三上盖与中壳间不可有缝隙,且水平中壳表面4.作业前一定要注意保护透镜表面,不可刮花;操作说明技术要求檢查上工序检查工位、产品表面清洁检查物料有无错误材料编号材料规格D35.8*H15.9mm,亚克力硅胶30度,D35.5*T1.0,ROHS 铝合金,D50*21mm,烤漆银色适用产品名称及编号大功率MR16/GU10/JDRE27(通用工序名称14"工序排号包装图一图图组装透镜硅胶片上盖套入上盖不可有缝隙不可倾斜紧贴中壳内圈锁上盖螺丝標准工時標准產能/H 10作業類型人員配置1人序号材料名称数量1螺丝3pcs2345设备,工装名称型号设定条件电批小力士扭力0.5±0.02静电环OWS20A ̄ ̄ ̄ ̄ ̄设备及治工具注意事项:注意螺丝是否锁紧,有无锁滑或锁花现象。