不合格品处理记录表
不合格品评审及处置记录
不合格品评审及处置记录不合格品评审及处置记录表产品名称:____________ 批量数:____________ 不合格来源:____________ 规格型号:____________ 检验数:____________ 发现部门:____________ 不合格数:____________不合格事实描述:在年月日时,检验员发现了上述产品中存在不合格品。
经过原因分析,不合格品来源为(选择其中一项或多项):进料检验、生产加工、成品检验、库存产品、客户退货、客户投诉。
具体不合格事实描述如下:在此处详细描述不合格品的具体情况,包括但不限于外观、尺寸、性能等方面的问题)原因分析:经过对不合格品的原因进行分析,我们得出了以下结论:在此处详细描述不合格品产生的原因,包括但不限于人为因素、设备故障、材料问题等方面的因素)评审结论:在参加评审的部门人员的共同努力下,我们得出了以下结论:该不合格品属于(选择其中一项):一般不合格品、重大不合格品。
评审处置意见:为了解决不合格品问题,我们决定采取以下措施:选择其中一项或多项):返工返修、让步接受、报废、拒收退货、其他。
责任部门提出处置方案:为了确保不合格品问题得到有效解决,我们提出了以下处置方案:在此处详细描述不合格品的处置方案,包括返工返修的具体流程、让步接受的条件、报废的具体方式等)责任部门负责人:____________ 日期:____________批准意见:经过审核,我们批准了上述处置方案,并对责任部门(人)做出了以下处理意见:在此处详细描述对责任部门(人)的处理意见,包括但不限于警告、罚款、停职等)批准人:____________ 日期:____________本次处置情况记录:责任部门负责人在此记录本次处置的情况:在此处详细描述本次处置的具体情况,包括返工返修的数量、报废的数量等)日期:____________验证处置结果:为了确保不合格品问题得到有效解决,我们进行了验证,结果如下:在此处详细描述验证结果,包括返工返修的合格率、报废的数量等)日期:____________。
不合格品评审处置记录
不合格品评审处置记录日期:[日期]参与人员:[参与人员]一、评审背景在[具体事项]过程中,发现了[不合格品名称],根据公司质量管理制度的规定,对不合格品进行评审处置,本次会议旨在对不合格品进行全面评审,制定相应的处置方案,确保产品质量和客户满意度。
二、评审内容1.不合格品详情-不合格品名称:-编号/批次:-规格:-数量:-不合格原因:-对公司经营和客户的影响:-报告人:2.不合格原因分析针对不合格品的具体原因,进行详细的分析和探讨,列举了可能的原因:-设计问题:是否产品设计存在缺陷或工程参数设置不合理;-材料问题:材料选择是否合理,原材料是否符合要求;-制造过程问题:制造过程中是否存在操作失误或工艺控制不到位;-设备问题:是否设备故障或设备维护不及时;-人员问题:操作人员是否操作规范、技术要求是否满足。
3.可能的处置方案结合不合格品的具体情况,提出以下可能的处置方案:-返工修复:如果不合格品存在可修复的问题,可以返工修复,确保符合质量要求;-报废处理:如果不合格品无法修复或修复成本过高,则可以选择报废处理,防止继续流入市场;-材料更换:如果不合格品存在材料问题,可以考虑材料更换,以确保质量合格;-工艺调整:针对制造过程问题,可以对工艺进行调整,保证产品质量;-设备维护和更新:如果设备存在问题,及时进行维护或更新设备,以确保生产质量。
4.所需资源和时间估计根据具体的处置方案,明确所需的资源和时间估计,包括人力、物力和时间,以便进行后续的工作安排和跟进。
三、决策和行动计划根据评审讨论的结果,决定采取[具体处置方案]来处理不合格品,具体行动计划如下:1.负责人和责任部门:指定负责人和责任部门,明确责任人必须根据行动计划执行;2.行动步骤和时间安排:具体列出处置不合格品的步骤和时间,明确每个步骤的时间节点;3.所需资源:列出所需的人力、物力和时间资源,并确保能够及时获取;4.风险评估和预防措施:针对处置过程中可能出现的风险进行评估,并提出相应的预防措施,确保处置过程顺利进行;5.反馈和沟通机制:明确沟通和反馈机制,确保各个相关人员能够及时了解处置进展和结果。
不合格品处理记录单

不合格品处理单QR/17-01 NO:型号规格产品名称送检单号送检数不合格数加工单位检验日期不合格原因:检验员:日期:处理意见:评审人员:日期:备注新昌新荣冠科技有限公司不合格品处理单QR/17-01 NO:型号规格产品名称送检单号送检数不合格数加工单位检验日期不合格原因:检验员:日期:处理意见:评审人员:日期:备注返工/返修单QR/17-02 开单时间:NO.产品名称规格型号开单依据交验数返工返修数操作者返工(修)项目及工艺说明:技质部: 责任部门:复检结论:检验员:备注: 1.此单一式二份,技质部、返工车间各一份.2.此单可作返工产品的标识用.新昌新荣冠科技有限公司返工/返修单QR/17-02 开单时间:NO.产品名称规格型号开单依据交验数返工返修数操作者返工(修)项目及工艺说明:技质部: 责任部门:复检结论:检验员:备注: 1.此单一式二份,技质部、返工车间各一份.2.此单可作返工产品的标识用.报废单QR/17-03 开单时间:NO.零件名称图号报废数量报废依据财务签收报废原因:技质部/日期:责任分析:生产部/日期:报废批准:签名/日期:处置情况处置人/日期:验证人/日期:备注1. 此单一式三份, 技质部、处置人、财务部各一份。
2. 此单由技质部开出,并负责传递,处置完成后由财务部签收并留存一份,作为财务结算的依据。
新昌县新荣冠科技有限公司报废单QR/17-03 开单时间:NO.零件名称图号报废数量报废依据财务签收报废原因:技质部/日期:责任分析:生产部/日期:报废批准:签名/日期:处置情况处置人/日期:验证人/日期:备注1. 此单一式三份, 技质部、处置人、财务部各一份。
2. 此单由技质部开出,并负责传递,处置完成后由财务部签收并留存一份,作为财务结算的依据。
不合格品处置记录

不合格品处置记录日期:2024年4月10日地点:公司A车间1.情况描述在2024年4月10日的质量检查中,发现了一批不合格品,数量共计50个。
不合格品为A型产品,出现问题主要集中在外观上,包括有划痕、色差、变形等问题。
经过首次检查后,确认为不合格品,并立即启动不合格品处置流程。
2.不合格品处置过程2.1确认不合格品数量与种类根据初步检查,确定不合格品数量为50个,种类为A型产品。
通过与生产部门确认,了解到这批产品生产时的工艺参数与正常产品一致,因此推测问题可能出现在原材料或加工环节。
2.2原材料检查与采购部门核实原材料供应商信息,并要求提供该批次原材料的质检报告。
通过对报告的检查,发现该批次原材料的质量指标与标准相符,不存在异常情况。
2.3生产工艺分析与生产部门一同分析该批次产品的生产过程,包括原料配比、加工流程、设备使用等。
通过仔细比对,发现该批次产品的生产过程与正常产品无明显差异,排除了生产工艺问题的可能性。
2.4设备检查对该批次产品生产所使用的设备进行检查,并进行设备运行试验。
经检查与试验,确认设备正常运行,不存在设备故障导致产品不合格的情况。
3.原因分析经过以上的调查与分析,初步判断该批次产品的不合格是由于人为因素引起的。
因为生产环境相对稳定且设备运行正常,而检查过程中未发现原材料或工艺异常,因此推测是操作人员在生产过程中存在操作不规范、疏忽等问题造成的。
4.处置措施4.1停止生产为了防止类似问题再次发生,决定暂停该产品的生产,并对生产线进行全面检查与维护,确保设备运行正常。
4.2人员培训与督促对涉及该产品生产的操作人员进行培训,强调操作规范、质量控制意识等,以提高操作人员的技能水平和对产品质量的责任意识。
同时,加强对操作人员的督促和监督,确保操作规范执行。
4.3产品追溯与召回5.效果评估与总结经过以上的处理措施,该批次产品的不合格问题得到了及时控制和纠正。
通过对停产期间的设备维护和人员培训,进一步提高了生产线的质量管理水平和操作人员的质量控制意识。
不合格项处置记录
不合格项处置记录一、起因产品出现了一些不合格项,经过质量管理部门的检查与分析,发现其中存在以下问题:1.材料问题:部分材料的质量不达标,采购人员没有按照标准进行选择和把控。
2.生产工艺问题:一些工序的操作不规范,导致产品的质量不稳定。
3.设备问题:部分设备的使用寿命较长,已经使用了超过其设计寿命,因此出现了一些故障。
二、处理措施为了解决以上问题,采取以下措施进行处理:1.材料问题的处理:(1)重新评估供应商,剔除一些质量不可靠的供应商,选择一些有信誉的供应商。
(2)加强对供应商的审查和考核,建立长期的合作关系,以确保材料的质量可靠。
2.生产工艺问题的处理:(1)重新制定了工艺流程,并进行了相关人员的培训,确保操作人员能够正确地进行操作。
(2)加强对生产现场的监管,定期进行生产现场的巡查,确保生产工艺的规范与稳定。
3.设备问题的处理:(1)对老旧设备进行更换,并购买一些更先进的设备,以提高生产效率和品质。
(2)加强设备的维护和保养,定期进行设备的检修,确保其正常运行。
三、执行情况1.材料问题的处理:经过重新评估后,我们剔除了5家质量不可靠的供应商,并选择了3家有信誉的供应商。
同时,对选择的供应商进行了严格的监督和考核,以确保材料的质量可靠。
2.生产工艺问题的处理:重新制定了工艺流程,并组织了培训,确保操作人员能够正确地进行操作。
在生产现场加强了对工艺的监管,定期进行巡查,并及时进行纠正,确保生产工艺的规范与稳定。
3.设备问题的处理:对老旧设备进行了更换,购买了一些新的先进设备。
同时,加强了设备的维护和保养,定期进行设备的检修,确保其正常运行。
四、效果评估经过以上处理措施的执行,我们发现以下效果:1.材料问题的处理:新选择的供应商的质量可靠性获得了显著提升,产品的质量得到了明显改善。
2.生产工艺问题的处理:重新制定的工艺流程和培训确保了操作人员能够正确地进行操作,产品的质量稳定性得到了明显提升。
3.设备问题的处理:更换了老旧设备并购买了新的设备,生产效率得到了明显提高,产品的质量得到了显著改善。
不合格品处理记录表

不合格品处理记录表
编辑整理:
尊敬的读者朋友们:
这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(不合格品处理记录表)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为不合格品处理记录表的全部内容。
不合格品处理记录。
2.2原辅料不合格品评审及处理记录表
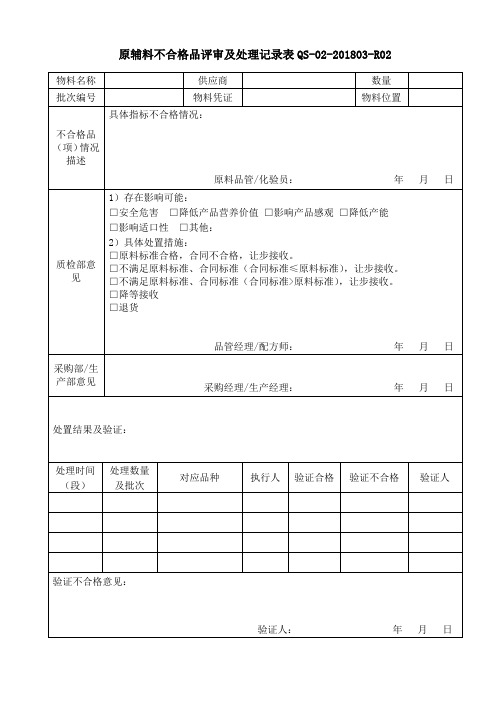
□不满足原料标准、合同标准(合同标准>原料标准),让步接收。
□降等接收
□退货
品管经理/配方师:年月日采来自部/生产部意见采购经理/生产经理:年月日
处置结果及验证:
处理时间(段)
处理数量及批次
对应品种
执行人
验证合格
验证不合格
验证人
验证不合格意见:
验证人:年月日
原辅料不合格品评审及处理记录表QS-02-201803-R02
物料名称
供应商
数量
批次编号
物料凭证
物料位置
不合格品(项)情况描述
具体指标不合格情况:
原料品管/化验员:年月日
质检部意见
1)存在影响可能:
□安全危害□降低产品营养价值□影响产品感观□降低产能
□影响适口性□其他:
2)具体处置措施:
□原料标准合格,合同不合格,让步接收。
不合格品记录表
不合格品记录表不合格品记录表部门名称:未填写日期品名规格批号数量不合格原因处理方式备注产品寄库单年月日品名批号数量规格包装规格备注车间综合员仓管员清场记录年月日清场前产品名称清场内容及要求规格工艺员检查情况批号质监员检查情况备注1.设备及部件内外清洁,无异物,筛网清洁□符合。
□不符合2.无废弃物,无前批遗留物□符合。
□不符合3.门窗玻璃、墙面、天面清洁,无尘□符合。
□不符合4.地面清洁,无积水□符合。
□不符合5.具清洁无异物,摆放整齐□符合。
□不符合6.灯具、开关、管道清洁,无灰尘□符合。
□不符合7.回风口、进风口清洁,无尘□符合。
□不符合8.收集袋清洁□符合。
□不符合9.卫生洁具清洁,按定置放置□符合。
□不符合结论:清场合格清场人:未填写质监员:未填写内包清场记录年月日清场前产品名称清场内容及要求规格工艺员检查情况批号质监员检查情况备注1.设备及部件内外清洁,无异物,模具清洁□符合。
□不符合2.无废弃物,无前批遗留物□符合。
□不符合3.门窗玻璃、墙面、天面清洁,无尘□符合。
□不符合4.地面清洁,无积水□符合。
□不符合5.具清洁无异物,按定置放置□符合。
□不符合6.灯具、开关、管道清洁,无灰尘□符合。
□不符合7.回风口、进风口清洁,无尘□符合。
□不符合8.地漏清洁、消毒□符合。
□不符合9.卫生洁具清洁,按定置放置□符合。
□不符合结论:清场合格清场人:未填写质监员:未填写批包装记录品名规格批号工艺员车间主任质监员XXX批生产记录品名规格批号工艺员车间主任质监员PF-02-20-00请检单请检日期:年月日品名供货单位规格请检部门请检目的备注批号编号数量请检人外包装生产记录品名清场标志材料小盒中盒外箱标签操作内容批号:_________ 包装规格:_________ 领料数量:_________ 领料人:_________ 日期:_________ 班次:_________执行外包装标准操作程序,按照要求进行打印、检查、报废退还等操作。
不合格品处理单(ISO9000、ISO9001质量体系质量控制记录表格)

零件名称
产品编码
数量
存在的质量问题:
责任部门负责人签字:年月日
申
请
单
位
意
见
技术部门:
签字:年月日
质检部门:
(公章)签字:年月日
总工程师:
签字:年月日
备注:
编制审核
上海嘉兴机械设备有限公司
产品返工(返修)通知单
编码:JX-C20-03 NO:
产品名称
型号、规格
工作号
工序
数量
责任者
检验依据
跟踪号
上海嘉兴机械设备有限公司
不 合 格 品 处理 单
编码:JX-C20-01 NO:
产品名称
型号、规格
工作号
工序
数量
责任者
检验依据
跟踪号
不合格原因
检验员:
年 月 日
处理意见
质量部:
年 月 日
处理意见
技术部:
年 月 日
纠正措施
采购部:产品让步接收审批表
编码:JX-C20-03NO:
返工(修)内容
检验员:
年 月 日
再检验结论
质量部:
年 月 日
处理意见
采购部门负责人:
年 月 日
注:一式三联
原辅料不合格品评审及处理记录表
采购部/生产部意见
采购经理/生产经理:年 月 日
处置结果及验证:
处理时间(段)
处理数量及批次
对应品种
执行人
验证合格
验证不合格
验证人
验证不合格意见:
验证人: 月 日
原辅料不合格品评审及处理记录表
批次编号
物料名称
供应商
数量/基数
物料位置
不合格品(项)情况描述
□原料标准□合同标准
具体指标不合格情况:
原料品管/化验员:年 月 日
品管部意见
1)存在影响可能:
□安全危害 □降低产品营养价值 □影响产品感观 □降低产能
□影响适口性 □其他:
2)具体处置措施:
□让步接收 □退货
不合格及纠正措施处理记录

不合格及纠正措施处理记录记录编号:CDP-2024-001记录日期:2024年5月10日不合格品编号:ND-2024-001一、问题描述在进行最终产品检验时,发现了编号为ND-2024-001的产品存在以下问题:1.温度传感器读数不准确;2.外观有划痕;3.部分功能无法正常运行。
二、原因分析经过对不合格品的检验和分析,我们得出了以下原因:1.温度传感器的校准不准确,导致读数不准确;2.在生产过程中,产品未经过充分的保护,导致外观划痕;3.部分功能的问题可能是由于生产中的工序操作不当或零部件质量不达标所致。
三、纠正措施为了解决上述问题,我们制定了以下纠正措施:1.温度传感器问题:a.提升温度传感器校准的准确性,将校准过程纳入生产流程;b.增加温度传感器的检验频率,确保产品质量。
2.外观划痕问题:a.优化生产线布局,增加防护措施,减少划痕的发生;b.完善质量控制流程,增加外观检查环节,及时发现并处理划痕问题。
3.部分功能问题:a.审查并优化生产工序,确保每个环节的操作标准化和可追溯性;b.强化对零部件供应商的审核,确保零部件质量符合标准;c.加强对生产人员的培训,提高其质量控制意识和技能水平。
四、执行情况1.温度传感器问题:a.更新了校准程序,并在生产流程中加入了校准环节,经测试,校准准确性得到了提高;b.检验频率由每天一次增加至每班两次。
2.外观划痕问题:a.调整了生产线布局,将易受划痕的产品远离其他物体,并增加了防护策略,实施后,划痕情况减少了40%;b.在生产流程中添加了外观检查环节,每批次产品都会进行详细的外观检验,确保无划痕产品出货。
3.部分功能问题:a.对生产工序进行了全面审查,并对流程进行了优化,所有操作都有明确的标准化要求,能够进行追溯;b.对供应商进行了更严格的审核,确保质量稳定;c.加强了对生产人员的培训,提高了他们对质量控制的重视和技能水平。
五、效果评估经过以上纠正措施的实施,重新对产品进行了检验,结果如下:1.温度传感器读数的准确性得到了明显提升,符合技术要求;2.外观划痕问题得到有效控制,产品外观良好;3.所有功能都正常运行,经测试无故障。