AP1000控制棒驱动机构解析
AP1000控制棒棒位的数字化测量技术分析

目前 在 大多数 反 应堆 中使 用 的控制 棒棒 位 测 量 技术 是基 于角 度 式 、 声 式 、 超 电涡流 式 和电
术 , A 10 数字化棒 位测 量技术进行分析 , 对 P 00 为今后 A 10 P00数 字化 仪 控 技 术 的 自主化 设 计 和应用提供参考。
感式的测量传感器技术 。角度式的控制棒棒位 测量技术是根据测量 自整机的角度信号转换为
R P N M L X , H G P E D C B A
据传输等可靠性技术 的应用 , 确保 了 A 10 P 0 0反应堆棒 位测 量精度和棒位控制 系统 的安全可靠 。 关键词 : P 0 0 控制棒 ; A 10 ; 棒位 ; 数字 化
中图分类 号: T 2 . M 9 12 文献标识码 : A 文章编 号 : 05 - 3 ( 02 0 -670 2 8 9 4 2 1 )50 2 - 0 4
超声式的控制棒棒位测量技术是根 1 控 制 棒棒 位 测 量 的 意 义 及相 关 技 术 棒位信号 ;
的应 用现状
1 1 控 制棒 棒位 测量 的 意义 .
据超声 回波信号的延 时得到棒位信号 ; 电涡流
式的控制棒棒位测量技术是将控制棒的垂直运 动转 换 为水 平方 向运 动后 使 用 电涡 流传 感 器测 量距离 , 进而转换 为棒位信号L 。基于以上类 2 j
组 M 、 B M 、 D M1 M A M 、 C M 、 、 2为功率控制棒 组 ( M棒组 ) 此类棒 组 主要用来 调节反 应堆 功 , 率; 棒组 A O为轴 向偏移棒组 , 此棒组用来调整 堆芯轴向 的功 率分 布 ; 组 S 1 S 2 S 3和 棒 D 、D 、D S 为停 堆棒 组 , I M 运行 期 间, 此类棒 组完全 提 出, 当反应堆保护系统触发停堆时 , 保证提供足 够 的停 堆裕 度 。上述包 含 4个 以上控 制棒 的控 制棒组被分成两个子组 , 这两个子组交替步进 , 其 位置 相对偏 差 不超过 一 步 J 。
AP1000主要设备介绍
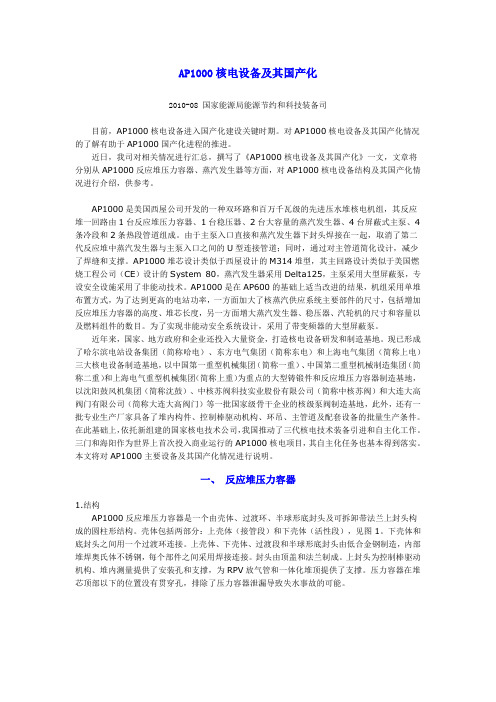
压力容器的组成
由筒体部分、过渡环段、半球形底封头和半球形一体 化顶盖构成。筒体部分分成上筒体和下筒体,过渡环段 连接下筒体和半球形底封头。上下筒体、过渡环段及上下 封头由SA508-3 低合金钢(锰-铬-铜-镍低碳贝氏体合金 钢)制成,内表面堆焊奥氏体不锈钢。上、下筒体锻件、过 渡环段、半球形底封头间采用单或多道埋弧焊及手工电弧 焊焊接相联。压力容器主冷却剂进出管嘴、直接安注管管 嘴和堆内构件吊篮支承均位于上筒体(接管段)。上封头 封头由顶盖和法兰制成,上封头为控制棒驱动机构、堆内 测量提供了安装孔和支承,为RPV放气管和一体化堆顶结 构提供了支承。
16
• 消氢处理 根据已有的部分AP1000反应堆压力容器大锻件熔炼分析 报告的结果,发现即使使用了双真空处理工艺,也不能 保证一定能达到氢含量小于2ppm的要求。原材料加工 过程中还应该采取消氢的补救措施,比如:在锻件锻后 热处理过程中延长扩氢时间,以降低成品中的氢含量。
• 工艺和质量控制要求更高 AP1000反应堆压力容器的设计寿命要求达到60年,这就 对承受强辐照区域材料的机械性能指标提出了很高的要 求。根据1版设计规格书,容器法兰接管段筒体、堆芯 段筒体和过渡段筒体以及三者之间的两条环焊缝都属于 承受强辐照区域的材料,制造厂必须严格控制每一个细 微的制造工艺、检验与试验环节,才能达到RTNDT ≤28.9℃的技术指标。
➢ 采用椭圆形的一次侧下腔室,便于机器人工具进出和维 护保养;
➢ 蒸汽发生器下封头直接与两台反应堆冷却剂泵的壳体相 连接;
➢ 在AP1000中,蒸器发生器和给水系统的组合设计有利 于消除“水锤”现象。
23
SG的制造难点
24
SG的制造难点
• 锻件尺寸大、结构复杂
AP1000蒸蒸发器单件就达633吨(焊上主泵泵壳后为665 吨),比国内制造的同类产品(秦山二期的蒸发器为344 吨)重近一倍,其锻件尺寸也都相应加大(见下表),其 中蒸发器的水室封头包括4个接管嘴,都需要一体化锻造, 由于形状和结构复杂,一些过渡曲面不能依靠自由锻成型,
AP1000核电设备及其国产化
AP1000核电设备及其国产化2010-08 国家能源局能源节约和科技装备司目前,AP1000核电设备进入国产化建设关键时期。
对AP1000核电设备及其国产化情况的了解有助于AP1000国产化进程的推进。
近日,我司对相关情况进行汇总,撰写了《AP1000核电设备及其国产化》一文,文章将分别从AP1000反应堆压力容器、蒸汽发生器等方面,对AP1000核电设备结构及其国产化情况进行介绍,供参考。
AP1000是美国西屋公司开发的一种双环路和百万千瓦级的先进压水堆核电机组,其反应堆一回路由1台反应堆压力容器、1台稳压器、2台大容量的蒸汽发生器、4台屏蔽式主泵、4条冷段和2条热段管道组成。
由于主泵入口直接和蒸汽发生器下封头焊接在一起,取消了第二代反应堆中蒸汽发生器与主泵入口之间的U型连接管道;同时,通过对主管道简化设计,减少了焊缝和支撑。
AP1000堆芯设计类似于西屋设计的M314堆型,其主回路设计类似于美国燃烧工程公司(CE)设计的System 80,蒸汽发生器采用Delta125,主泵采用大型屏蔽泵,专设安全设施采用了非能动技术。
AP1000是在AP600的基础上适当改进的结果,机组采用单堆布置方式,为了达到更高的电站功率,一方面加大了核蒸汽供应系统主要部件的尺寸,包括增加反应堆压力容器的高度、堆芯长度,另一方面增大蒸汽发生器、稳压器、汽轮机的尺寸和容量以及燃料组件的数目。
为了实现非能动安全系统设计,采用了带变频器的大型屏蔽泵。
近年来,国家、地方政府和企业还投入大量资金,打造核电设备研发和制造基地。
现已形成了哈尔滨电站设备集团(简称哈电)、东方电气集团(简称东电)和上海电气集团(简称上电)三大核电设备制造基地,以中国第一重型机械集团(简称一重)、中国第二重型机械制造集团(简称二重)和上海电气重型机械集团(简称上重)为重点的大型铸锻件和反应堆压力容器制造基地,以沈阳鼓风机集团(简称沈鼓)、中核苏阀科技实业股份有限公司(简称中核苏阀)和大连大高阀门有限公司(简称大连大高阀门)等一批国家级骨干企业的核级泵阀制造基地,此外,还有一批专业生产厂家具备了堆内构件、控制棒驱动机构、环吊、主管道及配套设备的批量生产条件。
AP1000反应堆结构设计

AFA 3G
4.1.3
图
西 屋 + 燃 料 组 件
P
(3)上、下管座 上管座:优化上管座弹簧压紧力,改进流水孔孔
型 下管座:过滤异物 上下管座,均为可拆连接件
(4)燃料棒 细棒径9.59mm,大晶粒UO2芯块。 表4.1 国外四种型号高性能燃料组件参数 表4.2 国外四种型号高性能燃料组件参数
HTP
17 ×17 9.5 ×0.57
264 1 24
1.26 21.504 21.402 8.19
13.5 385.15-448.8
ELS-DoPLEX合 金
ZiRLOTM Zr-4-Inconel Zr-4-Inconel
Inconel 304
表4.2 国外四种型号高性能燃料组件参数比较
项目 定位格架
板弹簧可拆结构 小圆孔形滤网
ZrB2 TFB芯块
45000MWd/TU 55000MWd/TU
88% 1992年开发,现 已有8万组件应
HTP 双金额格架 6-7(14英寸)
3-4 2
板弹簧可拆结构 曲板滤网 Gd2O3
88%
AP1000堆芯采用燃料是基于RFA燃料组件(Robust Fuel Assembly)和RFA-2燃料组件并经改进,它在抗腐 蚀、燃耗性能、抗异物、机械稳定性、热工水力性能和核 性能等方面有所改进。
AP1000燃料组件是17X17加长型(XL)燃料组件 (见图4.1.4)。每个组件有264根包壳材料为ZLROTM的 燃料棒,24根控制棒导向管,以及1根仪表测量管。上、 下管座是可拆卸的,可以更换损坏的燃料棒。
上管座使用一体化结构,定位格架是“蛋篓”焊接结 构,搅混格架与定位格架相似结构。未辐照过AP1000燃 料组件结构参数见表4.3。
AP 1000核电厂叶片可调式循环水泵结构原理及特点分析

工业技术科技创新导报 Science and Technology Innovation Herald141三门核电一号机是全球首台A P1000机组,其电厂循环冷却水采用一次循环冷却供水方式,循环水取自三门湾,经过热交换器后排入三门湾。
该系统采用2×50%循环水泵配置,单台循环水泵流量139 800 m 3/h,扬程16.2 m,转速164 r p m,轴功率7700 kW,进口直径4800 m m,出口直径4100 m m,如果一台循环水泵停运或跳闸,在设计海水温度的情况下,机组出力下降到96%额定功率。
循环水泵由日本三菱高砂制作所设计制造,为立式混流泵,且叶片角度可调,在国内核电厂尚属首例。
叶片角度可调实现了冬季循环水泵可以在较小流量下运行,从而降低了泵的功率,减少厂用电量,从而达到节能的目的。
该文将简单介绍循环水泵机构特点,保证机组今后的经济安全运行。
1 循环水泵结构概况该循环水泵是单级、浸入式、可调叶片角度的立式混流泵,其结构主要包括吸入口,出口弯管,出口管,泵轴,叶片及径向轴承、轮毂及联轴器,循环水泵结构如图1所示。
泵轴及电动机周均为空心,其中电机顶部装有控制杆。
电动机轴装有连杆,用于叶片角度控制的叶片控制单元安装在电动机的顶部,如图2所示。
液压油系统由油单元、叶片控制单元、叶片控制机构及附属管路组成。
联轴器联接电机与泵,其被活塞及活塞环分成上下两个油室。
活塞的下部连接在控制杆上,活塞的上部连接有电机连接杆及油管。
叶片控制单元的油使控制杆作向上或向下运动从而调整叶片角度,推力轴承安装在电动机上,机架承受电动机及泵转子自重及运行时产生的轴向力,泵的转子径向力由橡胶导轴承承担。
2 叶片安装角调整的液压油系统组成液压油系统由油单元、叶片控制单元、叶片控制机构及附属管路组成。
2.1 油单元油单元安装在电机附近由油箱、冷油器、安全阀、过滤器及油泵组成。
油单元供应液压油至叶片控制单元。
AP1000反应堆功率控制系统分析

AP1000反应堆功率控制系统分析作者:张俊来源:《科技传播》2016年第17期摘要本文详细分析了AP1000反应堆功率控制系统在高、低功率水平下的反应堆功率控制、轴向功率分布的控制,总结了AP1000反应堆功率控制系统的特点,提出了今后运行过程中可能的风险和相应的建议。
关键词反应堆功率水平;功率分布;控制棒;控制中图分类号 TL3 文献标识码 A 文章编号 1674-6708(2016)170-0214-02反应堆功率控制系统是核电厂的核心控制系统之一,其主要功能是实现对反应堆功率的自动控制,包括整个反应堆的功率水平控制以及反应堆内的轴向功率分布控制。
本文将从高功率模式下的平均温度控制、低功率模式下的反应堆功率控制,反应堆轴向功率分布控制等方面来详细分析AP1000的反应堆功率控制系统的控制方式和特点。
1 AP1000反应堆功率水平控制1.1 高功率水平下的反应堆功率水平控制高功率(15%FP~100%FP)水平下,通过两个偏差信号之和得到的总偏差信号来向控制棒控制逻辑柜输出控制棒移动速度和移动方向信号,通过调节M棒组维持反应堆冷却剂的平均温度和功率水平一致。
这两个偏差信号分别是:温度偏差信号和功率偏差信号。
温度偏差信号为主偏差信号,是汽机功率转化得到的参考温度信号与测得的高选反应堆冷却剂平均温度信号之差;反应堆冷却剂平均温度由热段和冷段测量温度来决定,参考温度在零负荷至满负荷范围内,随着汽轮机负荷线性增加。
功率偏差信号是汽机输出功率信号与测量核功率信号之差。
该输入控制信号能改善系统的响应,减少系统的瞬态峰值,因此可以提高控制子系统的控制性能。
1.2 低功率水平下的反应堆功率水平控制低功率控制模式(3%FP~15%FP)主要是启动和停堆时使用,其控制偏差由功率偏差形成,即操纵员设定的功率给定值与反应堆外核测功率之差,用以控制控制棒的移动方向和速度。
该模式下,汽轮机解列,蒸汽旁路排放系统用于调节反应堆冷却剂的温度,操纵员可以输入核功率整定值、以及变化到目标功率水平的时间,使核功率按照设定的速率线性变化,达到期望的核功率。
浅析AP1000棒控电源系统运行风险

浅析AP1000棒控电源系统运行风险发布时间:2023-02-21T08:29:19.646Z 来源:《福光技术》2023年2期作者:舒童[导读] AP1000 棒控电源系统(RDPSS)为控制棒驱动机构提供260V三相交流电源,它的可靠程度直接关系到反应堆能否正常运行。
该系统的可靠性要求很高,一旦其发生人因事故或设备问题,都有可能导致系统可靠性降低、停堆甚至触发S信号。
三门核电有限公司浙江三门 3171001.引言AP1000 棒控电源系统(RDPSS)为控制棒驱动机构提供260V三相交流电源,它的可靠程度直接关系到反应堆能否正常运行。
该系统的可靠性要求很高,一旦其发生人因事故或设备问题,都有可能导致系统可靠性降低、停堆甚至触发S信号。
根据我厂以及国内同行电厂运行经验,棒控电源系统实际运行过程中,由于人因事故或设备问题,已经产生过多起异常状态或跳闸事故,影响了棒控电源系统可靠性。
因此棒控电源系统运行风险控制对于保证核电厂安全运行具有其重要意义。
本文分析了 AP1000 机组满功率运行时,预防棒控电源机组跳闸的风险控制措施,以及跳闸后对电厂的影响及应对策略,同时针对两列棒控电源机组跳闸后,运行人员的不同响应时间和动作顺序带来的后果进行了理论和模拟分析,并提出相关的改进意见。
2.棒控电源系统介绍2.1棒控电源系统布置和功能AP1000反应堆棒控电源系统采用传统的电动机/发电机组配置,为控制棒驱动机构提供可靠的三相260V,50Hz 电源,且能保证在多种故障工况下为控制棒驱动系统供电。
本系统与核电站电源的任何暂态扰动无关,因此具有一定的独立性。
棒控电源系统为非安全相关系统,由4个主要部件组成,即2套电动机/发电机组,2台 RDPS控制柜。
每一套电动机/发电机组由一台RDPS控制柜控制。
一台380V异步电动机、一台同步发电机与一台RDPS控制柜共同组成一个冗余序列,正常运行时两列同时向控制棒驱动机构供电,每列各承担 50%的负荷。
AP1000反应堆功率控制系统棒联锁逻辑分析

本文 不做 分 析 。接 口2 )即为 实现M 棒 组 动作 优先 于A O 棒 组 动作 的棒 联锁 设 计 ,M 棒 动作 指 令将 直 接 作 为 闭锁A 0
棒 移动 的条 件之 一 ,本 文重 点对 此联锁 设计 进行分 析 。
2 控制 要 求及 棒联 锁逻 辑分 析
2 . 1 反 应堆 控 制要 求
对独 立 ,但 在 实 际控制 执 行 中 ,两 者 存在 逻辑 接 口。西 屋原 设计 中两个 子系 统 的逻辑 接 口包括 :
如 前 所 述 , 反应 堆 正 常 运 行 过 程 中 ,棒 控 系 统 将 独 立 接 收 来 自T a v g 控 制 和A O 控 制 输 出 的M 棒 和A 0 棒 动 作 指 令 ,M 棒 移动 ( 提 棒 或插 棒 )将 闭锁 A O 棒移动 ( 提 棒 或 插 棒 ) ,直 至 M 棒 动 作 指令 结 束 。此 控 制 策 略体 现 了 T a v g 控制 要优 先A 0 控 制 ,在某 一 瞬态 均有 T a v g 和A 0 调 节
控系 统 不 同类 型 的控制 棒 组 。在 系统 功 能设计 上 两者 相
A P I O 0 0 反应 堆使 用 分布 于 堆腔 四个 方 向上 的堆 外 功 率 量程 核探 测 器来 进行 反 应堆 功率 测 量 ,每组 堆 外功 率 量 程探 测器 包 括上 、下两 个探 测器 ,分别 通过 测量 堆 芯 泄 露 中子率 来 探测 以堆 芯 中断 面 为分 界 的堆芯 上 、下 部 功率。
所测的反应堆上下部功率之差 ( 反应堆功率轴向偏差 ) 与系统设定偏差带之间的偏移量来计算并输出控制,调 节反应堆轴 向功率偏移控制棒组 ( A O 棒组 )按固定速率
( 8 步/ 分 )在 堆芯 移 动 ,从而 维 持轴 向功 率偏 差 在要 求
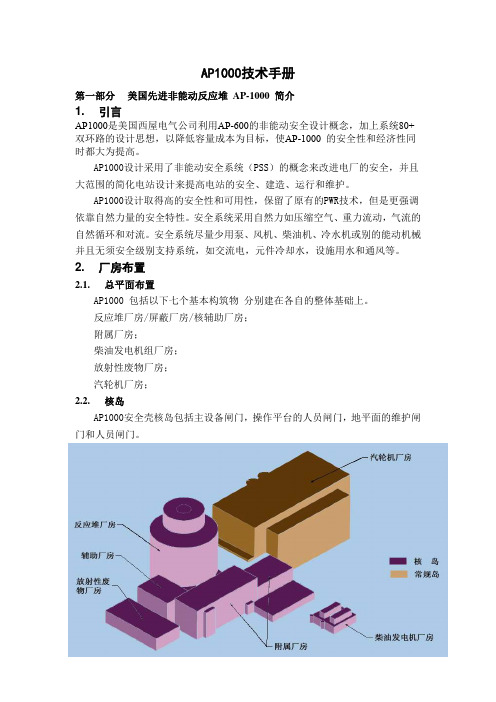
AP1000技术简述

AP1000技术简述Ap1000是非能动性压水堆核电技术。
铀燃料在反应堆中裂变产生大量热量,反应堆冷却系统1回路通过高压轻水来对反应堆冷却,吸收热量并通过蒸汽发生器传递到2回路,2回路蒸汽推动汽轮机带着发电机做功,发电。
用加压水作为慢化剂和冷却剂的反应堆叫做压水堆。
二,AP1000厂房包括核岛(Ni),常规岛(ci)和电站配套设施(BOP);核岛包括:反应堆厂房,核辅助厂房,柴油发电机组厂房,放射性废料厂房,附属厂房为钢结构厂房。
常规岛(ci)包括:汽轮机厂房,变压器区,虹吸井等。
电站配套设施(bop):循环水泵房,水处理厂,除盐水厂房,检修车间,开关站,模拟体厂房,培训中心以及综合楼及保卫设施。
1,反应堆厂房采用双层安全壳结构,内层是钢制安全壳,外层是钢筋混凝土筒体墙,坚固可靠,增加了安全性,降低了泄漏率。
反应堆厂房作为反应堆系统的整体部分,在假象事故工况下起包容放射性气体,在正常运行时为堆芯及反应堆冷却剂系统(RCS)提供屏蔽。
安全壳容器是非能动安全壳冷却系统的组成部分,它可以在假象设计基准事故(DBA)下有效的排除热量而使安全壳不超压,位于其内的系统有RCS,PXS,CVS的反应堆冷却剂净化部分。
2,屏蔽厂房屏蔽厂房是围绕安全壳的环形结构,屏蔽厂房也是非能动安全壳冷却系统的组成部分。
3,辅助厂房辅助厂房呈半月形围绕在屏蔽厂房的周围,核辅助厂房是除反应堆厂房外最重要的厂房,大型结构模块CA20,主控室,装卸料系统均位于该厂房。
辅助厂房的基本功能是位于安全壳之外的抗震Ⅰ类机电设备提供保护,此外还保护安全相关设备不受假想电厂内部和外部事故的后果影响。
核辅助厂房包括机械设备区域,安全壳贯穿区域;燃料运输区域;4,燃料厂房燃料厂房用于新燃料和乏燃料的储存。
5,附属厂房提供了进入发电站的主要人员通道。
它包括人员和设备进入辅助厂房核岛清洁区的通道。
6,柴油发电机组厂房共有两台想同的发电机组,在失去正常电源后,发电机组提供备用电源。
AP1000控制棒驱动机构Ω焊缝质量改进和控制措施

AP1000控制棒驱动机构Ω焊缝质量改进和控制措施摘要:控制棒驱动机构是核电站关键设备之一,其Ω密封焊缝会因泄漏而发生硼结晶,威胁核电站的安全稳定运行。
本文分析了AP1000 Ω密封焊缝结构改进及焊接难点,提出焊接过程中的质量控制措施,提高该焊缝的焊接质量,避免Ω密封焊缝发生泄漏,具有重要意义。
关键字:AP1000;控制棒驱动机构;Ω密封焊缝;核电站Quality Improvement and Control Measurements for AP1000 Control Rod Drive Mechanism Ω WeldHE Qiu-liang(Sanmen Nuclear Power Company; Procurement Department; Taizhou, Zhejiang) Abstract: The control rod drive mechanism is one of the key equipments in nuclear power plant, and the Ω seal weld will produce boron crystallization due to leakage, which threatens the safe and stable operation of nuclear power plant. This paper analyses the improvement of Ω seal weld and the welding difficulties, and proposes the quality control measures in weld ing process to improve the welding quality of Ω seal weld to avoid leakage by structural optimization of AP1000 CRDM Ω seal weld, has important significance.Keywords: AP1000, Control Rod Drive Mechanism(CRDM); Ω Seal Weld ; Nuclear Power Plant1.引言控制棒驱动机构(Control Rod Drive Mechanism,简称CRDM)是一种磁力提升式步进机构,是反应堆主回路系统主要设备之一,也是反应堆本体唯一的动设备。
AP_1000简介

AP1000主要设备简介2008-3-13 14:28:07 阅读次数:4166从制造的角度看,除了AP1000特有的主泵和爆破阀等极少量的设备外,主要设备与目前国内制造的2.5代设备相近;关键的制造难点:◆AP1000的主泵是屏蔽泵,可以避免泄漏,具有很大的优点和吸引力,但与以往的轴封式主泵很不同。
加工精度高、配件均是非商品级的,国产化难度大。
◆主管道是锻件,不是以往的铸件,其中的主要接管和弯头与管子合成单件产品,这在我国还是第一次,尚无经验可谈。
目前有几家公司都在紧锣密鼓地在试制攻关。
◆爆破阀也是AP1000的一个特点,其中的驱动装置是由炸药爆炸切断原来密闭的管道封板,以满足应急打开要求。
◆重型锻件的结构、重量和质量有别于2.5代的大锻件,它必须满足60年寿命的要求。
这里包括反应堆压力容器的一体化顶盖、法兰接管段、蒸发器下封头,也包括蒸发器的管板等。
其中,反应堆压力容器的一体化上封头与一体化下法兰接管段由于需要350吨左右的钢锭,目前全世界只有日本制钢可供货,国产化难度大。
蒸发器下封头型线复杂,需要对3根主管道与两个人孔对接焊提供冲压的翻边,需要更大的锻造能力、工装与经验。
◆其他设备:包括堆内构件和控制棒驱动机构也有别于过去的设备,比如,堆内构件更多采用了焊接方式,需要一定的工艺试验和攻关;驱动机构与60年寿命相适应的材料、零件与加工工艺相适应;其他二三核级阀门国内制造供货的经验也少,即使第五套后也还需要进口。
AP1000开发情况2008-3-12 23:26:40 阅读次数:18131、1985年西屋公司开始了非能动先进压水堆AP600的开发研究工作,对非能动安全系统进行了大量的试验研究,对西屋公司原有的设计和安全分析程序进行了改造,开发了适用于非能动先进压水堆设计和安全分析程序,前后共花了13年的时间,于1998年9月3日NRC颁布了AP600最终设计批准书。
花费了1300人年,完成了12,000份设计文件,耗资近6个亿美元。
CPR1000_AP1000和EPR控制棒驱动机构及材料差异分析_兰银辉

驱动轴
连轴器
CPR1000 控制棒驱动机构结构示意图
Structure schematic of CPR1000 control rod drive mechanism
AP1000 除了在每台机组布置 相比于 CPR1000 , 的控制棒驱动机构数量、 总步数、 等效静载荷和步距 方面有微小差异外, 其余部分基本相同; EPR 则变化 较大, 在每台机组布置数量、 设计压力、 设计温度、 总 步数等方面均有所提高, 在等效静载荷、 步距、 最大 提升速度和线圈运行温度方面均有所降低 。 2 机械结构
固定磁极 固定衔铁 连接柱 限位螺母
可拆接头 可拆接头
(挠 性 臂 )
保护套 锁紧钮 定位螺母
图2 Fig. 2
CPR1000 驱动杆部件结构示意图
Structure schematic of CPR1000 drive rod assembly
钩爪部件 相比于 CPR1000 ( 钩 爪 部 件 结 构 示 意 图 见 图 3) , EPR 由于驱动杆的重量没有明显变化 , 钩爪需提 2. 2
-1
线圈通电产生电磁力通过钩爪控制驱动杆运动, 部, 棒位指示器位于行程套管外部, 用于探测驱动杆在 行程套管中的位置。
拆卸螺栓 封头 排气孔
电缆导管
棒行程罩
压力罩
提升磁极 提升线圈 传递磁极 传递线圈 提升磁极 提升线圈 传递磁极 传递线圈 传递销爪 衔铁 压力罩 夹持磁极 夹持线圈
Table 1
提升、 下落和保持等功能。 耐压壳部件安装于反应 堆压力容器顶盖管座上, 组成一回路边界, 其腔室用 于容纳钩爪部件和提供驱动杆运动空间, 并将线圈 部件与一回路冷却剂隔开, 线圈部件套在密封壳外
AP1000简介-1
2. 厂房布置
17
SMS
Special Monitoring System
18
CDS
Condensate System
19
CFS
Turbine Island Chemical Feed System
20
CPS
Condensate Polishing System
21
DTS
Demineralized Water Treatment System
被加热了的低密度空气沿空气导流层上升散发流入大气 而高密度的空气从 位于屏蔽厂房顶部的气孔吸入,沿屏蔽厂房内表面与导流层外表面之间的通道下 沉进行补充。
屏蔽厂房的再一个功能就是保护安全壳免遭外来物碰击,以及龙卷风及其夹 带物的影响。
2.2.3. 辅助厂房 辅助厂房的基本功能是为位于安全壳之外的抗震 I 类机电设备提供保护,
27
MTS
Main Turbine System
28
RWS
Raw Water System
29
TDS
Turbine Island Vent, Drain and Relief System
30
IDS
Class 1E dc and UPC System
31
IDSA
Class 1E DC and UPS System Division A
AP1000多样化驱动系统的若干方面思考

AP1000多样化驱动系统的若干方面思考AP1000是西屋公司开发的第三代非能动先进压水堆核电站,其与传统的压水堆核电站最大的不同,就是其采用了“非能动”技术,而爆破阀正是实现非能动系统触发的关键设备之一。
DAS提供了触发专设安全设施包括爆破阀的功能。
本文将对AP1000核电站DAS中爆破阀的控制驱动方法进行分析,并对其中的硬件延时模块存在的隐患提出改进措施。
1 DAS系统及爆破阀简介1.1 DAS系统简介AP1000的DAS是一个非安全相关系统,它使用与保护和安全监测系统(Protection and Safety Monitoring System,PMS)不同的专用工艺仪表、信号处理单元、先进逻辑处理平台、2oo2的逻辑运算、驱动装置来实现如下功能:(1)自动反应堆停堆、跳机以及自动触发安全专设的功能;(2)手动反应堆停堆、跳机以及手动触发安全专设的功能;(3)电厂关键参数的监测功能。
PMS从设计的角度防止了共模故障的发生,不过,万一发生小概率的共模故障时,DAS将提供一个后备保护。
DAS整定值和延时的设计策略是:在PMS有机会发挥其设计功能之前,DAS所有的自动停堆及安全专设功能将不会触发。
1.2 爆破阀简介爆破阀是AP1000核电机组特有的设备。
此类阀门具有无泄漏、耐高压、耐腐蚀等特点。
上述特点使其在正常运行时,可以保证阀门本体零泄漏,从而能够可靠地应用在主回路上,承担系统一次压力边界功能。
爆破阀所在处的系统压力过高,一般的操作动力机构不足以保证阀门可靠开启。
所以只能采用炸药定向爆破技术,克服阻力,迅速有效地打开阀门。
AP1000电站中共有12个爆破阀,分为4组,分别为自动卸压系统第4级(ADS-4)的4台14”爆破阀,打开爆破阀,实现对反应堆冷却剂系统的卸压;安全壳内置换料水箱注入(IRWST Injection)的4台8” 爆破阀,打开爆破阀,IRWST的水靠重力向反应堆堆芯注水;安全壳再循环至反应堆的2台8”爆破阀,打开爆破阀,实现对堆芯的长期冷却;IRWST疏水至安全壳的2台8”爆破阀,打开爆破阀,实现对堆芯的长期冷却。
AP1000棒位系统精度测试及其分析

AP1000棒位系统精度测试及其分析控制棒位置信息对核电站的运行起着至关重要的作用,它可以帮助操纵员预测反应性,从而进行运行决策。
在全精度工作模式下,AP1000棒位系统可以提供(-5,+5)的控制棒位置精度。
本文将介绍棒位探测原理、精度测试及其分析。
标签:棒位;精度测试;精度分析;半精度1 AP1000棒位系统概述棒位系统为核电厂操纵员提供准确可靠的控制棒位置信息。
控制棒位置信息可以帮助操纵员预测反应堆临界情况,对运行决策起着至关重要的作用。
AP1000棒位系统由棒位探测器、棒位数据柜、棒位逻辑柜、落棒测试机柜组成。
棒位探测器是系统的测量元件;棒位数据柜接收逻辑柜的寻址信息,把选择的棒位信息转化为格雷码传给逻辑柜;逻辑柜接收数据柜的格雷码和状态信息,经计算处理后送主控室显示;落棒测试机柜用于测量控制棒的落棒时间,以保证满足技术规格书的要求。
2 棒位探测原理及精度分析棒位探测器由48个离散线圈组成,分为A、B两组,每组24个线圈。
由于控制棒驱动杆与控制棒是固定连接的,所以通过测量控制棒驱动杆相对于线圈的位置以定位控制棒在堆芯的位置。
48个线圈中,一般地,相邻2个线圈之间的间距是6步(每步1.59cm)。
但是,B23和A24的间距是9步,A24和B24之间的间距是3步。
棒位系统能够探测到控制棒全行程(0——267步)的棒位信息,当控制棒在堆芯底部(0步)时,A1和B1总被驱动杆贯穿。
此时,控制棒驱动杆顶部位置在B1和A2的正中间;当控制棒在全抽出位置(267步)时,A24和B24也不被驱动杆贯穿。
此时,控制棒驱动杆顶部距离A24线圈3步。
下面介绍一下半精度模式。
所谓半精度,就是仅有一列线圈工作,或仅有一个数据机柜工作。
以A列线圈(A1,A2,……A23,A24)为例,一共分23个测量区间,区间自下向上用0,1,……22表示。
如果控制棒驱动杆顶部在A1和A2之间(实际控制棒的位置为0-2步区间),与A1线圈串联的感测电阻电压和与A2线圈串联的感测电阻电压经过探测器编码器卡差动放大器,会把此束控制棒的棒位信息记录为0的格雷码,经过数据I/O卡送OV ATION逻辑柜,然后逻辑柜把棒位信息还原成二进制代码,乘以区间距(12步)后再修正(A组线圈减3),在主控室显示棒位0步(需保证在0-264步);如果控制棒驱动杆顶部在A2和A3之间(实际控制棒的位置为3到15步),与A2线圈串联的感测电阻电压和与A3线圈串联的感测电阻电压经过探测器编码器卡差动放大器,会把此束控制棒的棒位信息记录为1的格雷码,经过数据I/O卡送OV ATION逻辑柜,然后逻辑柜把棒位信息还原成二进制代码,乘以区间距(12步)后再修正(A 组线圈减3),在主控室显示棒位9步(保证在0-264步);当控制棒驱动杆顶部在A23和A24之间(实际控制棒的位置为255-267步),与A23线圈串联的感测电阻电压和与A24线圈串联的感测电阻电压经过测器编码器卡差动放大器,会把此束控制棒的棒位信息记录为22的格雷码,经过数据I/O卡送OV ATION逻辑柜,然后逻辑柜把棒位信息还原成二进制代码,乘以区间距(12步)后再修正(A组线圈减3),在主控室显示棒位261步(保证在0-264步)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• 对于操纵员来说,棒束控制组 件是最有效的控制反应性的方 式。可以移动棒束控制组件和 灰棒控制组件在堆内的相对位 置来达到控制堆内反应性的目 的。
控制棒驱动机构概述
• 用于反应性控制的控制棒驱动机构(CRDM) 和控制棒是AP1000反应堆系统(RXS)的一 部分。每个控制棒驱动机构由四个独立的 子组件组成。分别为承压壳体,励磁线圈 组件,销爪组件,以及驱动杆组件。位于 反应堆压力容器顶盖上的一体化顶盖组件 内。CRDM承压壳体构成一回路压力边界, 并提供其他设备的支撑。CRDM外壳的顶 部支撑了棒位置指示器线圈组件。棒行程 罩的上部密封是一个坚固的,一体式结构, 通过与一体化顶盖相连来提供地震情况下 的支撑。
• 控制棒安装于控制棒束组件(RCCA)和灰棒 控制组件(GRCA)下面。RCCA由24根吸 收体棒组成,顶部端塞固定到一个公共连 接件(星型架)上,用来控制相对较快的 反应性变化和轴向功率分布。同样的, GRCA由24根顶部端塞固定到星型架上的 细棒组成,用于负荷跟踪。这些控制组件 提供了一种机械补偿(MSHIM)策略,能减 少反应堆冷却剂系统的调硼操作。控制棒 束组件和灰棒束组件由堆内导向机构支撑。 RCCA和 GRCA的末端与燃料组件的导向 管相接触。
2非安全相关设计基准 • 在反应堆压力容器顶盖移开时,CRDM驱 动杆下端的设计允许维修人员用长柄工具 进行驱动杆和控制棒组件间的远距离连接 或解锁操作。 • 棒位指示系统能提供RCCA 和 GRCA的轴 向位置监测手段。 • RCCA 和GRCA提供了堆芯反应性控制手 段,以维持堆芯功率在所需水平。
3非安全相关的纵深防御功能 无
4 与执照许可相关的其他功能 无
3.3.2 设计基准
1 安全相关设计基准 • CRDM的壳体提供了一个高度一体化的压 力边界,用以包容一回路冷却剂以及溶于 冷却剂或出现在压力容器上封头内部的燃 料裂变产物,承压壳体属于一回路冷却剂 压力边界的一部分。 • CRDM的设计使其在反应堆冷却剂的压力 和温度以及预期的安全壳内部环境之下运 行仍然能够维持自身的功能和结构的完整 性。
• CRDM,RCCA和GRCA的设计保证了在正常运行, 中等频率事件,稀有事故,极限事故工况下都能 够履行他们的安全功能。另外,他们的设计能够 在安全停堆地震情况下仍然能履行预期的安全功 能。 • CRDM,RCCA和GRCA的设计限制了反应性引入 的大小和速度,加上反应堆保护系统的动作,即 使如弹棒这样的反应性事故也不会造成燃料损坏、 反应堆冷却剂压力边界破损或者堆芯充分冷却能 力的降低。 • CRDM,RCCA和GRCA的设计使得反应堆能在其 具有最大后备反应性且处于热态时,当最大价值 控制棒处于全部提出位置时,仍然能够维持至少 1%△K/K的次临界度。
2非安全相关功能 在电厂正常运行期间,RCCA,GRCA,和 CRDM还需执行一些反应性控制方面的非 安全相关功能:CRDM通过调整RCCA和 GRCA的位置,可以在不进行调硼的情况下 实现负荷调整(如调峰运行)。控制棒还要提 供足够的反应性来弥补从满功率到零功率 时所产生的功率亏损,并要提供必须的停 堆裕量。
3.3 反应性控制和控制棒驱 动系统
2008年11月 海阳
反应性控制概述
为了控制堆芯的反应性,采用了控制棒、 可燃毒物棒和硼酸等控制手段。 其中改变硼浓度用来控制反应性的长期变 化,例如: 燃耗和裂变产物积累 零功率条件下温度的变化 氙或制以下反应性的变化: 停堆 功率运行阶段冷却剂温度的变化 功率变化引起的反应性变化 空泡效应 在第一个燃料循环期间,由于燃料为新料, 后备反应性很大,如果堆芯采用高浓度硼 来平衡反应性,可能引入正的慢化剂温度 系数。为了保证负的慢化剂温度系数,保 持反应堆自稳定特性,需要加入可燃毒物 组件。
• 为了能使所有的控制棒组一起协同工作,CRDM 须进行统一控制。每个CRDM都隶属于一个特定 的控制棒组,利用这些控制棒组来进行反应性控 制,轴向功率分布控制,或实现反应堆停堆。每 组RCCA或者GRCA中的CRDM动作时能够保持步 调一致。 • CRDM和控制棒组件的设计允许在堆芯寿期的大 部分时间里不调硼地进行负荷跟踪。在电厂正常 运行期间,CRDM的设计允许RCCA和GRCA处于 棒行程内的任何位置。 • CRDM是一种磁力提升机构,当它接收到控制系 统发出的指令序列后,三个励磁线圈即按照相应 的次序励磁,使控制棒组件做步进式的插入或提 起动作。在任何步序循环中,如果线圈的励磁电 流中断,CRDM的设计能保证驱动杆释放,继而, 驱动杆和与之相联的棒束依靠自身的重力全部落 入堆芯。
3其他执照许可设计基准 无
• 3.3.3 系统描述
1 控制棒驱动机构
• AP1000的CRDM设计是基于西屋公司经过验证的 成熟设计,已经运用于许多运行中的核电站。 CRDM位于反应堆压力容器顶部,他们与含有中 子吸收材料的RCCA和用于负荷跟踪的GRCA联 在一起。GRCA除了中子吸收能力较弱外,几何 形状和RCCA是一样的。 • CRDM的主要功能是以设计速度提升或下插53个 RCCA和16个GRCA中的一个指定的组,以此来 控制流过堆芯冷却剂的平均温度(Tavg)――堆芯 功率控制关键参数,同时维持堆芯具有可接受的 中子通量分布。在启动和停堆期间,控制组件的 插入和提出,与反应堆冷却剂硼浓度一起控制堆 芯反应性变化。
3.3.1 功能
1安全相关功能
• CRDM, RCCA, 和GRCA连同RXS和反应堆冷却 剂系统一起执行和/或支持以下安全相关功能 • 反应堆冷却剂压力边界:在电厂所有运行工况下, 控制棒驱动机构(CRDM)外壳属于一回路压力 边界,用来包容反应堆冷却剂和/或堆芯应急冷却 流量,限制放射性释放到安全壳(通过限制冷却剂 泄漏)。 • 堆芯冷却和反应性控制:在偏离正常及故障和异 常工况下,CRDM提供了RCCA和 GRCA提升和 下插的手段,用以控制反应堆功率。堆芯的反应 性依赖于控制棒、冷却剂内溶解硼浓度以及其它 毒物。当反应堆手动或自动触发停堆时,CRDM 断电,RCCA和GRCA依靠重力以所需要的速度 插入堆芯,保障燃料的完整性。