西门子840D G指令
西门子840D G指令精编版

840D综合G00快速定位;G01直线插补;G02顺时针圆弧插补;G03逆时针圆弧插补;G04暂停;G09准确停止;G17 XY平面选择;G18 ZX平面选择;G19 YZ平面选择;G20英制指令;G21公制指令;G27返回参考点检查;G28返回参考点;G29返回第二参考点;G30返回第三/四参考点;G40刀具半径补偿取消;G41刀具半径补偿左;G42刀具半径补偿右;G43刀具长度补偿+;G44刀具长度补偿-;G45刀具偏置+;G46刀具偏置-;G47刀具偏置++;G48刀具偏置--;G49刀具长度补偿取消;G52局部坐标系;G53选择机床坐标系;G54~G59预置工件坐标系1~6;G60单向定位;G61准确停止(模态指令);G62拐角减速;G63倍率禁止;G64切削模式;G65宏调用;G66模态宏调用;G73深孔钻循环1;G74攻丝循环(反螺纹);G76镗循环1;G80取消固定循环;G81钻孔循环;G82镗循环2;G83深孔钻循环;G84攻丝循环(正螺纹);G85~G89镗循环3~7;G90绝对值编程;G91增量值编程;G94每分进给;G95每转进给;G98固定循环回起始点;G99固定循环回R点。
M00程序停止;M01可选程序停止;M02程序结束;M03主轴正转;M04主轴反转;M05主轴停止;M06自动刀具交换;M08冷却开;M09冷却关;M29刚性攻丝;M30程序结束并回程序头。
G54G18G90或G91增量。
编程找出点在GO1走直线(这直线是垂直于那个面的线,这个你自己算点)就可以加工了,刀具开始要调整好角度,垂直于那个面。
G17是XY平面G18是zx平面G19是YZ平面这个也比较好办。
比如在G17平面上。
钻孔用的z方向,如果面不平的情况,比如他往x方向倾斜的多少度。
那么钻孔时候走的线应该是斜线(你应该是想做一个垂直于斜面的孔吧)那么你可以先在cad里面画出来,把要钻的那个孔走的那条直线画出来,在找到起始点,坐标值和终点坐标值都找的到,最后就是用G01走出来了,走斜线不是一样走吗.不管在哪个面都一样,不愿计算,就用cad画出来再标出起始点和终点。
西门子840D各参数中文含义
siemens 840d参数中文含义840d中文参数[sell=200] 10000 机床轴名称10002 nck机械轴的逻辑图10008 plc 控制的轴的最大号码10010 方式组的通道有效10050 基本系统循环时间10059 profibus 报警标识符(只对内部) 10060 位置控制循环系数10061 位置控制循环10062 位置控制循环延迟10065 位置设定延迟10070 插补运算器的周期系数10071 插补循环10072 通讯任务周期的系数10074 plc任务比插补任务的系数10075 plc循环时间10080 取样实际值分配系数10082 速度设定输出的超前时间10083 位置控制器输出保持时间的偏置10085 中断程序段监控时间(失效-激活) 10088 重新启动延迟10089 缺少总线时脉冲抑制的等待时间10090 监控周期的系数10091 检查周期时间的显示10092 安全数据再确认循环时间显示10093 spl文件存取号10094 安全报警禁用级10095 安全方式屏蔽10096 安全诊断功能10097 对于 spl-差额停止反应10098 profisafe 通讯的系数10099 profi安全通讯循环时间10100 最大plc周期10110 plc确认的平均时间10120 plc启动的监控时间10130 与mmc通讯的时间限制10131 过载时屏幕更新处理10132 在零件程序中监控时间mmc命令10134 同时发生的mmc节点数量10136 pcs位置的显示方式10140 与驱动通讯的时间限制10150 与驱动通讯的系数10160 与mmc通讯的系数10165 预留:10170 mmc任务的启动时间限制10180 mmc任务到准备任务的系数10185 nck运行时间分量10190 模拟的换刀时间10192 齿轮换挡时间10200 线性位置的计算精度10210 角度位置的计算精度10220 激活比例系数10230 机床数据比例系数10240 基本公制长度单位10250 inch的转换系数10260 有效转换的基本设定10270 位置表的比例系统10280 对rel.6.3的比较>和0(3的一般/t方向最小角度21084 一般/路径最小角度(3d 端面切削)21090 空间定位程序的最大导引角21092 空间方向定位的最大倾斜角21100 方位编程的角度定义21102 通过g代码定义定位轴21104 定向插补的g代码21106 与笛卡尔的 jog 方式相应的系统21108 大的循环插补方式,pole po21110 带自动frame定义的系统21120 ori轴定义为参考轴21130 ori轴定义为参考轴21150 约定的定向轴快速移动21155 约定的定向轴速度21160 约定的几何轴快速移动21165 约定的几何轴速度21170 定向轴加速度21180 原始轴软件极限的检查21186 零偏tocarr圆轴的偏置21190 刀具方向上的修正模式21194 刀具方向上的在线修改速度21196 刀具方向上的在线修改加速度21200 快速返回的移动距离21202 带镜像的快速返回21204 急速返回时的停止特性21210 用于中断的nck输入字节21220 nck i/o 几个进给速度/段21230 几个进给/程序块内存响应21240 受保护的同步活动21300 同步主轴定义,机床轴号21310 同步耦合类型主轴21320 同步主轴的程序块过渡21330 同步主轴特性中断21340 同步主轴参数写保护21380 延迟时间esr-axes21381 ipo控制的esr-time中断21400 数字化软件包的版本21420 测头的轴分配21422 z方向的初始应力21424 测头的分辨率21430 最小偏向21432 典型偏斜值21434 急停的偏向121436 急停的偏向221440 数字化测量时的到位误差范围21450 数字化测量时的快速运行21460 数字化时的最大加速度21462 定位时的最大加速度21464 采样时的最大加速度21470 手动方式p系数21472 p系数浏览21474 扫描的时间常数21476 刀具传送到刀夹的矢量 fm 21500 磨削轴的垂直偏置21501 磨削轴的水平偏置21502 调节轴的垂直偏置21504 工作刃的垂直偏置21506 工作刀头的水平偏置21508 q1的垂直分量21510 q1的水平分量21512 q2的垂直分量21514 q2的水平分量21516 工作刃导角21518 工作刃的高端接触限制21520 工作刃接触低限21522 磨削主轴的定义21524 控制主轴的定义21526 g0的特殊逻辑22000 辅助功能组22010 辅助功能的类型22020 辅助功能扩展22030 辅助功能值22035 输出说明22040 预先定义的辅助功能组22050 预先定义的辅助功能方式22060 预先定义的辅助功能扩展22070 预先定义的辅助功能值22080 输出说明22100 带辅助功能的程序段转变22110 h辅助功能类型是整数22200 m功能的输出时间22210 s功能的输出时间22220 t功能的输出时间22230 h功能的输出时间22240 f功能的输出时间22250 d功能的输出时间22252 dl功能的输出时间22254 附加的 m 功能到停止一个程序22256 对于有条件的 st 附加的 m 功能22260 e功能的输出时间22300 程序块搜索后的辅助功能输出22400 通过复位使s功能生效22410 reset(复位)使f功能生效22420 fgroup 指令缺省值设置22500 plc g功能22510 到plc的g代码22512 外部nc语言的g代码发送22515 g组到plc的模式22530 刀架改变时的m代码22532 几何轴改变时的m代码22534 变换改变时的m代码22550 带t或m功能的新刀具补偿22560 换刀的m功能22562 刀具交换过程出错22600 程序段搜索后的速度522601 程序段搜索后的速度系数522620 基本功能设置在特殊启动22621 释放 $mc_start_mode_mask_prt 22622 允许通过plc启动零件程序22700 trace_starttrace_event 轨迹文件记录22702 启动轨迹文件记录的条件22704 停止轨迹文件记录的条件22706 commandsequenzstep 停止跟踪文件记录22708 选择轨迹文件的内容22710 指定的轨迹数据22712 指定的跟踪数据的索引中22714 设定跟踪文件22800 简化轨迹输出激活22900 strokecheck 方向(内部/外部) 22910 比例系数的输入灵敏度22914 轴比例系数( g51 )激活22920 固定进给率 f1 - f9 激活22930 分配平行通道轴到几何轴24000 g58和g9 frame区域24002 通道基础frame复位后激活24004 上电后复位通道基础frame 24006 系统frame复位后激活24007 reset复位后清除系统frame 24008 上电后复位通道基础frame 24010 编程frame的复位方式24020 frame抑制位置24030 acs协调系统的调节24040 有效frame的适配24050 保存和激活数据frame 24100 通道中的转换124110 转换1 的轴分配24120 几何/通道轴分配,转换1 24130 带第一转换的刀具处理24200 通道中的转换224210 转换2 的轴分配24220 几何/通道轴分配,转换2 24230 带第二转换的刀具处理24300 通道中的转换324310 转换3 的轴分配24320 几何/通道轴分配,转换3 24330 带第三转换的刀具处理24400 通道中的转换424410 转换4 的轴分配24420 几何/通道轴分配,转换4 24426 带第四转换的刀具处理24430 通道中的转换524432 转换5 的轴分配24434 几何/通道轴分配,转换5 24436 带第五转换的刀具处理24440 通道中的转换624442 转换6 的轴分配24444 几何/通道轴分配,转换6 24446 带第六转换的刀具处理24450 通道中的转换724452 转换7 的轴分配24454 几何/通道轴分配,转换7 24456 带第七转换的刀具处理24460 通道中的转换824462 转换8 的轴分配24464 几何/通道轴分配,转换8 24466 带第八转换的刀具处理24500 五轴转换1的偏置矢量24510 旋转轴1/2的位置偏置24520 旋转轴 1/2的符号24530 五轴转换1的极点范围24540 pol-插补的结束角范围24550 底部刀具矢量24558 运动学平台偏置的矢量24560 运动偏置矢量24562 摆动直线轴的变换1 24564 下垂头的角度24566 虚拟方向轴24570 第一旋转轴方向24572 第二旋转轴方向24574 刀具基本方向24580 定向矢量的方向24585 ori/通道轴分配转换1 24590 零偏trafo圆轴的偏置24600 五轴转换2的偏置矢量24610 旋转轴1/2的位置偏置24620 旋转轴 1/2的符号24630 五轴转换2的极点范围24640 pol-插补的结束角范围24650 底部刀具矢量24658 运动学平台偏置的矢量24660 运动偏置矢量24662 摆动直线轴的变换2 24664 下垂头的角度24666 虚拟方向轴24670 第一旋转轴方向24672 第二旋转轴方向24674 刀具基本方向24680 定向矢量的方向24685 ori/通道轴分配转换1 24690 零偏trafo圆轴的偏置24700 倾斜轴1的角度24710 底部刀具矢量24720 速度留量24721 反加速度24750 倾斜轴2的角度24760 底部刀具矢量24770 速度留量24771 反加速度24800 旋转轴偏置 tracyl 124805 圆轴转换tracyl 124810 旋转轴符号24820 底部刀具矢量24850 旋转轴偏置tracyl 224855 圆轴转换tracyl 224860 旋转轴符号24870 底部刀具矢量24900 旋转轴偏置transmit 124905 圆轴转换transmit 124910 旋转轴符号24911 工作区前后极的限制,2transm 24920 底部刀具矢量24950 旋转轴偏置transmit 224955 圆轴转换transmit 224960 旋转轴符号24961 工作区前后极的限制,2transm 24970 底部刀具矢量24995 转换连接24996 转换连接26000 冲击动作控制的硬件分配输入字节26002 编译启动方式26004 快速输入位的屏蔽26006 快速输出位的屏蔽26008 m功能的定义26010 冲击和多孔冲轴的定义26012 激活冲/步冲功能26014 激活自动路径分段26016 单独轴的特性26018 g603冲孔/步冲的延迟时间26020 冲加工信号不稳报警27100 带绝对值参数的语句显示27200 mmc信息(无物理单元)27201 mmc状态信息(无物理单元) 27202 mmc信息(定位)27203 mmc状态信息(定位)27204 mmc信息(速度)27205 mmc状态信息(速度)27206 mmc信息(切削速度)27207 mmc状态信息(切削速度)27208 mmc信息(伺服)27209 mmc状态信息(伺服)27800 通道中的工艺方式27860 激活程序执行时间测量27880 激活工件计数器27882 m代码零件计算由用户定义27900 % ipo 缓冲器到使能记录文件28000 reorg(dram)内存空间28010 带reorg(重组)lud的模块(dram) 28020 lud的数量(dram)28030 局部用户变量数量28040 lud(dram)内存大小28050 r参数的数量(sram)28060 ipo缓冲区的程序块(dram)28070 用于准备程序块的程序块(dram) 28080 可设坐标frame数量(sram)28081 基本frame数量(sram)28082 系统frame (sram)28085 分配刀偏单位通道(sram)28090 cc(dram)的程序块元素28100 cc(dram)的程序块内存的大小28105 汇编循环堆栈存储器(kb)应用(dram) 28150 写plc变量单元(dram)28160 写ncu联接变量元素(dram)28180 轨迹数据缓冲器大小(dram)28200 特定通道保护范围(sram)28210 同步有效的保护范围(dram)28212 有效保护区域的元素28250 同步移动单元(dram)28252 fctdef-元素数量(dram)28254 同步运动参数数量,s/dram28255 $ac_param[] 存储在 sram。
西门子840D G指令概述
840D综合G00快速定位;G01直线插补;G02顺时针圆弧插补;G03逆时针圆弧插补;G04暂停;G09准确停止;G17 XY平面选择;G18 ZX平面选择;G19 YZ平面选择;G20英制指令;G21公制指令;G27返回参考点检查;G28返回参考点;G29返回第二参考点;G30返回第三/四参考点;G40刀具半径补偿取消;G41刀具半径补偿左;G42刀具半径补偿右;G43刀具长度补偿+;G44刀具长度补偿-;G45刀具偏置+;G46刀具偏置-;G47刀具偏置++;G48刀具偏置--;G49刀具长度补偿取消;G52局部坐标系;G53选择机床坐标系;G54~G59预置工件坐标系1~6;G60单向定位;G61准确停止(模态指令);G62拐角减速;G63倍率禁止;G64切削模式;G65宏调用;G66模态宏调用;G73深孔钻循环1;G74攻丝循环(反螺纹);G76镗循环1;G80取消固定循环;G81钻孔循环;G82镗循环2;G83深孔钻循环;G84攻丝循环(正螺纹);G85~G89镗循环3~7;G90绝对值编程;G91增量值编程;G94每分进给;G95每转进给;G98固定循环回起始点;G99固定循环回R点。
M00程序停止;M01可选程序停止;M02程序结束;M03主轴正转;M04主轴反转;M05主轴停止;M06自动刀具交换;M08冷却开;M09冷却关;M29刚性攻丝;M30程序结束并回程序头。
G54G18G90或G91增量。
编程找出点在GO1走直线(这直线是垂直于那个面的线,这个你自己算点)就可以加工了,刀具开始要调整好角度,垂直于那个面。
G17是XY平面G18是zx平面G19是YZ平面这个也比较好办。
比如在G17平面上。
钻孔用的z方向,如果面不平的情况,比如他往x方向倾斜的多少度。
那么钻孔时候走的线应该是斜线(你应该是想做一个垂直于斜面的孔吧)那么你可以先在cad里面画出来,把要钻的那个孔走的那条直线画出来,在找到起始点,坐标值和终点坐标值都找的到,最后就是用G01走出来了,走斜线不是一样走吗.不管在哪个面都一样,不愿计算,就用cad画出来再标出起始点和终点。
西门子840D G指令
840D综合G00快速定位;G01直线插补;G02顺时针圆弧插补;G03逆时针圆弧插补;G04暂停;G09准确停止;G17 XY平面选择;G18 ZX平面选择;G19 YZ平面选择;G20英制指令;G21公制指令;G27返回参考点检查;G28返回参考点;G29返回第二参考点;G30返回第三/四参考点;G40刀具半径补偿取消;G41刀具半径补偿左;G42刀具半径补偿右;G43刀具长度补偿+;G44刀具长度补偿-;G45刀具偏置+;G46刀具偏置-;G47刀具偏置++;G48刀具偏置--;G49刀具长度补偿取消;G52局部坐标系;G53选择机床坐标系;G54~G59预置工件坐标系1~6;G60单向定位;G61准确停止(模态指令);G62拐角减速;G63倍率禁止;G64切削模式;G65宏调用;G66模态宏调用;G73深孔钻循环1;G74攻丝循环(反螺纹);G76镗循环1;G80取消固定循环;G81钻孔循环;G82镗循环2;G83深孔钻循环;G84攻丝循环(正螺纹);G85~G89镗循环3~7;G90绝对值编程;G91增量值编程;G94每分进给;G95每转进给;G98固定循环回起始点;G99固定循环回R点。
M00程序停止;M01可选程序停止;M02程序结束;M03主轴正转;M04主轴反转;M05主轴停止;M06自动刀具交换;M08冷却开;M09冷却关;M29刚性攻丝;M30程序结束并回程序头。
附录2G54G18G90或G91增量。
编程找出点在GO1走直线(这直线是垂直于那个面的线,这个你自己算点)就可以加工了,刀具开始要调整好角度,垂直于那个面。
G17是XY平面G18是zx平面G19是YZ平面这个也比较好办。
比如在G17平面上。
钻孔用的z方向,如果面不平的情况,比如他往x方向倾斜的多少度。
那么钻孔时候走的线应该是斜线(你应该是想做一个垂直于斜面的孔吧)那么你可以先在cad里面画出来,把要钻的那个孔走的那条直线画出来,在找到起始点,坐标值和终点坐标值都找的到,最后就是用G01走出来了,走斜线不是一样走吗.不管在哪个面都一样,不愿计算,就用cad画出来再标出起始点和终点。
西门子840D定义宏
840D定义宏(下面内容摘自SINUMERIK 840D/840Di/810D Programming Guide Advanced (PGA)2.18)什么是宏?宏是一系列单独指令的集合(可以包括G,M,H 或子程序名)。
加工程序中如果调用了宏,那么宏指令中包含的指令会依次执行。
例:宏定义: LINE 是宏名称DEFINE LINE AS G1 G94 F300在加工程序中调用宏:N20 LINE X10 Y20NC 系统软件版本5 以上,可以使用带3 位数字的M和G 代码,如下例:N20 DEFINE M100 AS M6N80 DEFINE M999 AS M6之前的软件版本,使用上述指令会出现12530 报警。
H 和L 指令可带2 位数字。
宏定义时不能嵌套。
宏定义举例:DEFINE M6 AS L6 ;宏定义后,当程序执行M6 时会自动调用L6 子程序,此宏定义多用于定义换刀子程序(激活刀补D**的M代码需要另行定义—参数MD22560,并在L6 中调用,即换刀后激活刀补D**)DEFINE G81 AS DRILL(81) ;编写G 宏,模仿G 代码。
DEFINE G33 AS M333 G333 ;在螺纹切削时同时输出M代码,原G33 的功能通过机床参数改名为G333 以保持与标准一致。
创建宏的过程具体操作顺序大致如下:1.选择服务(Service)区域2.用数据选择(Data Selection)将定义(Defination)项选出来3.光标定位到定义上4.按创建(New)5.选择创建UMAC6.在编辑画面中进行宏定义后存盘退出7.按激活(Activation)键。
西门子840d通道机床数据 中文说明

西门子840d通道机床数据 中文说明 通道机床数据 中文说明411 通道机床数据20000 通道名称20050 几何轴-通道轴的分配20060 通道中的几何轴名称20070 通道中机床轴号20080 通道中的通道轴名称20090 主导主轴的号20092 主轴旋转的使能/使能取消 20094 轴运行的M运行(西门子模式) 20095 轴运行的M功能(外部模式) 20096 T,M 刀具地址代号改变 20098 在MMC上显示轴20100 带面对轴功能的几何轴20108 事件驱动程序调用的设置 20109 Prog-Events 的属性20110 RESET复位时的基本功能设置 20112 NC启动的基本功能设置20114 方式改变中断了MDI20116 带读限制的中断程序关闭20117 带信号的中断程序关闭20118 几何轴改变自动使能20120 复位时刀具生效20121 复位的预选刀具20122 RESET复位/启动和TC时刀具生效20123 RESET时 $P_USEKT 的预选值20124 刀具夹持装置号20126 RESET复位时刀架生效20128 换刀在搜索中20130 RESET复位时刀沿生效20132 有效总偏差复位20140 用复位健使转换生效。
20150 G代码组的初始设定20152 G代码组复位20154 G代码组的初始设定20156 外部 G 组复位方式20160 C 样条程序块的数量20170 COMPRESS压缩的最大程序块长度20172 COMPRESSION压缩方式计算的最大路径进给率 20180 带刀架的旋转轴增量20182 带刀架的旋转轴偏置20184 零件偏置的基本FRAME号20200 倒角/圆角的空程序段20201 斜面圆整行为20202 有/无带SA的传输运动程序块数量 20204 在趋近/回退时的方向反转20210 带TRC的补偿程序块的最大角度 20220 DISC的最大值20230 带TRC的插值计算的最大角度 20240 带TRC的程序段轮廓计算20250 有/无带TR的传输运动程序块数量 20252 带刀具补偿的最大程序块数量 20254 在线刀具补偿使能20256 多项式插值是可能的20260 对样条插补的速度控制20262 执行 SPLINE(样条)时路径速度出错 20270 没有程序的初始位置边沿20272 不带编程的初始位置总校验20310 刀具管理功能有效20320 刀架中刀具的时间监控20350 激活刀具监控20360 刀具参数的定义20380 带G43 / G44的刀具补偿模式 20382 刀具补偿的活动20384 从动轴刀具长度补偿模拟20390 温度补偿激活20392 刀具长度温度补偿的最大值20396 在刀具方向DRF偏置20400 预处理随后程序块的速度20430 预处理倍率速度字符的数量20440 程序预处理状态速度特征的倍率 20450 程序块循环时间的释放系数20455 预测未来的特殊功能20460 预见功能的平滑系数20462 带编程进给的进给率20465 轨迹动态进给率的匹配20470 轮廓编程精度20480 带G64x的平滑特性20482 压缩机的方式20484 压缩机功率20490 G641/G642不受倍率系数约束 20500 固定速度的最小时间20550 G00/G01精确定位条件20552 G00/G01-chan确定的精确定位条件 20600 与路径有关的最大冲击20602 动态路径的曲线效果20603 在路径撞击时的曲线效果 20610 覆盖的反加速度20620 几何轴手轮增量的限定20621 轴手轮增量的限定20622 路径速度覆盖20623 定向速度倍率20624 PLC停止手轮进给20650 加工螺纹时轴的加速特性 20660 快升角度的检测方式(螺纹) 20700 没有参考点NC启动被禁止 20730 G0插补模式20732 G00插补20734 语言功能光标20750 带G96的G0逻辑20800 子程序结束/停止信号到PLC 20850 在SPOS/SPOA时输出M19给PLC 20900 随动轴的带跳动的曲线平台 20905 曲线平台默认存储器类型 21000 圆末端点的监控系数21010 圆末端点的监控系数21015 渐开线终点监控系数21016 自动限制无效21020 工作区限制的刀具半径21050 轮廓-通道-监控公差21060 轮廓通道监控响应21070 轮廓错误的模拟量输出21080 用于 3D TR 路径刀具方向的最小角度 21082 带倾斜角<>0(3的一般/T方向最小角度 21084 一般/路径最小角度(3D 端面切削) 21090 空间定位程序的最大导引角21092 空间方向定位的最大倾斜角21100 方位编程的角度定义21102 通过G代码定义定位轴21104 定向插补的G代码21106 与笛卡尔的 jog 方式相应的系统 21108 大的循环插补方式,pole po21110 带自动FRAME定义的系统21120 ORI轴定义为参考轴21130 ORI轴定义为参考轴21150 约定的定向轴快速移动21155 约定的定向轴速度21160 约定的几何轴快速移动21165 约定的几何轴速度21170 定向轴加速度21180 原始轴软件极限的检查 21186 零偏TOCARR圆轴的偏置 21190 刀具方向上的修正模式 21194 刀具方向上的在线修改速度 21196 刀具方向上的在线修改加速度 21200 快速返回的移动距离21202 带镜像的快速返回21204 急速返回时的停止特性 21210 用于中断的NCK输入字节 21220 NCK I/O "几个进给速度/段" 21230 "几个进给/程序块"内存响应 21240 受保护的同步活动21300 同步主轴定义,机床轴号 21310 同步耦合类型主轴21320 同步主轴的程序块过渡 21330 同步主轴特性中断21340 同步主轴参数写保护21380 延迟时间ESR-Axes21381 IPO控制的ESR-Time中断 21400 数字化软件包的版本21420 测头的轴分配21422 Z方向的初始应力21424 测头的分辨率21430 最小偏向21432 典型偏斜值21434 急停的偏向121436 急停的偏向221440 数字化测量时的到位误差范围 21450 数字化测量时的快速运行 21460 数字化时的最大加速度 21462 定位时的最大加速度21464 采样时的最大加速度21470 手动方式P系数21472 P系数浏览21474 扫描的时间常数21476 刀具传送到刀夹的矢量 FM 21500 磨削轴的垂直偏置21501 磨削轴的水平偏置21502 调节轴的垂直偏置21504 工作刃的垂直偏置21506 工作刀头的水平偏置21508 Q1的垂直分量21510 Q1的水平分量21512 Q2的垂直分量21514 Q2的水平分量21516 工作刃导角21518 工作刃的高端接触限制 21520 工作刃接触低限21522 磨削主轴的定义21524 控制主轴的定义21526 G0的特殊逻辑22000 辅助功能组22010 辅助功能的类型22020 辅助功能扩展22030 辅助功能值22035 输出说明22040 预先定义的辅助功能组 22050 预先定义的辅助功能方式 22060 预先定义的辅助功能扩展 22070 预先定义的辅助功能值 22080 输出说明22100 带辅助功能的程序段转变 22110 H辅助功能类型是整数 22200 M功能的输出时间22210 S功能的输出时间22220 T功能的输出时间22230 H功能的输出时间22240 F功能的输出时间22250 D功能的输出时间22252 DL功能的输出时间22254 附加的 M 功能到停止一个程序 22256 对于有条件的 st 附加的 M 功能 22260 E功能的输出时间22300 程序块搜索后的辅助功能输出 22400 通过复位使S功能生效22410 RESET(复位)使F功能生效 22420 FGROUP 指令缺省值设置22500 PLC G功能22510 到PLC的G代码22512 外部NC语言的G代码发送 22515 G组到PLC的模式22530 刀架改变时的M代码22532 几何轴改变时的M代码22534 变换改变时的M代码22550 带T或M功能的 新刀具补偿 22560 换刀的M功能22562 刀具交换过程出错22600 程序段搜索后的速度522601 程序段搜索后的速度系数522620 基本功能设置在特殊启动22621 释放 $MC_START_MODE_MASK_PRT22622 允许通过PLC启动零件程序22700 TRACE_STARTTRACE_EVENT 轨迹文件记录 22702 启动轨迹文件记录的条件22704 停止轨迹文件记录的条件22706 CommandSequenzStep 停止跟踪文件记录 22708 选择轨迹文件的内容22710 指定的轨迹数据22712 指定的跟踪数据的索引中22714 设定跟踪文件22800 简化轨迹输出激活22900 Strokecheck 方向(内部/外部)22910 比例系数的输入灵敏度22914 轴比例系数( G51 )激活22920 固定进给率 F1 - F9 激活22930 分配平行通道轴到几何轴24000 G58和G9 FRAME区域24002 通道基础FRAME复位后激活24004 上电后复位通道基础FRAME24006 系统FRAME复位后激活24007 Reset复位后清除系统frame 24008 上电后复位通道基础FRAME 24010 编程FRAME的复位方式 24020 FRAME抑制位置24030 ACS协调系统的调节24040 有效Frame的适配24050 保存和激活数据frame 24100 通道中的转换124110 转换1 的轴分配24120 几何/通道轴分配,转换1 24130 带第一转换的刀具处理 24200 通道中的转换224210 转换2 的轴分配24220 几何/通道轴分配,转换2 24230 带第二转换的刀具处理 24300 通道中的转换324310 转换3 的轴分配24320 几何/通道轴分配,转换3 24330 带第三转换的刀具处理 24400 通道中的转换424410 转换4 的轴分配24420 几何/通道轴分配,转换424426 带第四转换的刀具处理 24430 通道中的转换524432 转换5 的轴分配24434 几何/通道轴分配,转换5 24436 带第五转换的刀具处理 24440 通道中的转换624442 转换6 的轴分配24444 几何/通道轴分配,转换6 24446 带第六转换的刀具处理 24450 通道中的转换724452 转换7 的轴分配24454 几何/通道轴分配,转换7 24456 带第七转换的刀具处理 24460 通道中的转换824462 转换8 的轴分配24464 几何/通道轴分配,转换8 24466 带第八转换的刀具处理 24500 五轴转换1的偏置矢量 24510 旋转轴1/2的位置偏置 24520 旋转轴 1/2的符号 24530 五轴转换1的极点范围 24540 POL-插补的结束角范围24550 底部刀具矢量24558 运动学平台偏置的矢量 24560 运动偏置矢量24562 摆动直线轴的变换1 24564 下垂头的角度24566 虚拟方向轴24570 第一旋转轴方向 24572 第二旋转轴方向 24574 刀具基本方向24580 定向矢量的方向 24585 ORI/通道轴分配转换1 24590 零偏Trafo圆轴的偏置 24600 五轴转换2的偏置矢量 24610 旋转轴1/2的位置偏置 24620 旋转轴 1/2的符号 24630 五轴转换2的极点范围 24640 POL-插补的结束角范围 24650 底部刀具矢量24658 运动学平台偏置的矢量 24660 运动偏置矢量24662 摆动直线轴的变换2 24664 下垂头的角度24666 虚拟方向轴24670 第一旋转轴方向 24672 第二旋转轴方向 24674 刀具基本方向24680 定向矢量的方向 24685 ORI/通道轴分配转换1 24690 零偏Trafo圆轴的偏置 24700 倾斜轴1的角度 24710 底部刀具矢量24720 速度留量24721 反加速度24750 倾斜轴2的角度 24760 底部刀具矢量24770 速度留量24771 反加速度24800 旋转轴偏置 TRACYL 1 24805 圆轴转换TRACYL 1 24810 旋转轴符号24820 底部刀具矢量24850 旋转轴偏置TRACYL 2 24855 圆轴转换TRACYL 2 24860 旋转轴符号24870 底部刀具矢量24900 旋转轴偏置TRANSMIT 124905 圆轴转换TRANSMIT 124910 旋转轴符号24911 工作区前后极的限制,2TRANSM 24920 底部刀具矢量24950 旋转轴偏置TRANSMIT 224955 圆轴转换TRANSMIT 224960 旋转轴符号24961 工作区前后极的限制,2TRANSM 24970 底部刀具矢量24995 转换连接24996 转换连接26000 冲击动作控制的硬件分配输入字节 26002 编译启动方式26004 快速输入位的屏蔽26006 快速输出位的屏蔽26008 M功能的定义26010 冲击和多孔冲轴的定义26012 激活冲/步冲功能26014 激活自动路径分段26016 单独轴的特性26018 G603冲孔/步冲的延迟时间 26020 冲加工信号不稳报警27100 带绝对值参数的语句显示27200 MMC信息(无物理单元)27201 MMC状态信息(无物理单元) 27202 MMC信息(定位)27203 MMC状态信息(定位)27204 MMC信息(速度)27205 MMC状态信息(速度)27206 MMC信息(切削速度)27207 MMC状态信息(切削速度)27208 MMC信息(伺服)27209 MMC状态信息(伺服)27800 通道中的工艺方式27860 激活程序执行时间测量27880 激活工件计数器27882 M代码零件计算由用户定义 27900 % IPO 缓冲器到使能记录文件 28000 REORG(DRAM)内存空间28010 带REORG(重组)LUD的模块(DRAM) 28020 LUD的数量(DRAM)28030 局部用户变量数量28040 LUD(DRAM)内存大小28050 R参数的数量(SRAM)28060 IPO缓冲区的程序块(DRAM)28070 用于准备程序块的程序块(DRAM) 28080 可设坐标FRAME数量(SRAM)28081 基本FRAME数量(SRAM)28082 系统FRAME (SRAM)28085 分配刀偏单位通道(SRAM)28090 CC(DRAM)的程序块元素28100 CC(DRAM)的程序块内存的大小 28105 汇编循环堆栈存储器(kB)应用(DRAM) 28150 写PLC变量单元(DRAM)28160 写NCU联接变量元素(DRAM)28180 轨迹数据缓冲器大小(DRAM)28200 特定通道保护范围(SRAM)28210 同步有效的保护范围(DRAM)28212 有效保护区域的元素28250 同步移动单元(DRAM)28252 FCTDEF-元素数量(DRAM)28254 同步运动参数数量,S/DRAM28255 $AC_PARAM[] 存储在 SRAM。
西门子840D数控编程基础

目录第一章数控机床简介 (1)1.1 数控机床的组成1.2 数控机床的分类第二章数控加工工艺………………………………….2.1数控加工工艺的主要内容2.2 数控加工程序及其编制过程第三章数控加工基础知识………………………………….3.1坐标系3.2绝对/增量尺寸3.3加工平面第四章数控程序的格式和编制……………………………….4.1程序结构4.2注解和编程信息4.3常用数控系统功能简介4.4常用数控编程工艺指令4.5坐标系偏置指令4.6刀具补偿指令4.7 参数变量与程序跳转4.8子程序的调用4. 9固定循环4. 10编程举例:G功能的综合应用第五章数控刀具的选择………………………………….5.1硬质合金刀具5.2陶瓷刀具5.3切削用量的选择第六章数控机床的操作………………………………….6.1数控机床的操作方式简介6.2数控机床的操作方式6.3数控机床其他操作介绍1 数控机床1.1 数控机床的组成数控机床主要是由数控系统、伺服系统、辅助控制装置、机床本体、控制介质组成。
1.1.1 控制介质控制介质是指将零件加工信息传递到控制介质去的程序载体。
常用的有磁盘、U盘、移动硬盘等。
1.1.2 数控系统数控系统通常是一台带有专门系统软件的专用微机。
它由输入装置、控制运算器和输出装置等构成。
它接受控制介质上的数字化信息,经过控制软件或逻辑电路进行编译、运算和逻辑处理后,输出各种信号和指令控制机床的各个部分,进行规定的、有序的动作。
1.1.3 伺服系统伺服系统是数控机床的执行机构,是由驱动和执行两大部分组成。
它接受数控系统的指令信息,并按指令信息的要求控制执行部件的进给速度、方向和位移。
常用的位移执行机构有步进电动机、直流伺服电动机和交流伺服电动机,后两者均带有光电编码器等测量元件。
1.1.4 辅助控制装置辅助控制装置是介于数控装置和机床机械、液压部件之间的强电控制装置。
1.1.5 机床本体机床本体是数控机床的主体。
Siemens840D数控编程指导
基本概念1、西门子系统简介:常见系统有802S/C系统、802D系统、810D系统和840D系统。
其中,西门子802S/C系统是西门子公司专门针对中国用户开发的一款系统。
目前西门子系统在中国市场得到了广泛的应用,西门子840D更是以高端系统出现。
西门子系统与FANUC系统的比较2、基本概念2.1插补功能:指定刀具沿直线轨迹或圆弧轨迹移动的功能称为插补功能。
它属于准备功能,用G代码后跟若干位数字来表示。
2.2进给功能:用于指定刀具运动速度的功能。
单位为mm/min。
用F指令2.3参考点:一个固定的点,是机床生产商通过行程开关设定的一个特定位置。
在数控操作中所谓的“回零”回的就是此点。
2.4机床原点(零点):即机床坐标系的原点,也是一个固定点。
它是机床制造商在制造、校正机床时设定的一个特殊位置。
2.5坐标系:在数控系统中提到共四个坐标系,即机床坐标系、机床参考坐标系、工件坐标系和编程坐标系。
数控系统中的坐标系均为右手笛卡尔坐标系,如图示:2.5.1机床坐标系:是机床制造商在设计机床时设定的一个坐标系2.5.2机床参考坐标系:是机床生产商通过行程开关设定的一个坐标系2.5.3工件坐标系:为确定工件在机床中的准确位置而建立的一个坐标系,即后面所学到的可设定零点偏置确定的坐标系。
2.5.4编程坐标系:在程序编制过程中,在零件图纸上建立的坐标系2.6主轴功能:用于确定主轴转速的功能,即S指令主轴定位用SPOS=XX格式表示2.7切削速度:切削工件时刀具与工件的相对速度称为切削速度v.S=1000v/Πd其中:S:主轴转速V:切削速度D:刀具直径例:假设用直径φ160mm的刀具,以100m/min的切削速度加工工件,试求其主轴转速?注:进给速度Vf=机床转速n*刀具齿数Z*每齿切削深度fz,单位是毫米/分钟2.8辅助功能:指令机床部件启停操作的功能。
用M指令表示2.9主程序和子程序:2.10准备功能:用来控制刀具(或工作台)运动轨迹的机能。
西门子840d数控系统各指令

西门子840d数控系统各指令
Drive:设定此轴的逻辑驱动号
Active:设定是否激活此模块
配置完成并有效后,需存储一下(SAVE)-→OK
此时再做一次NCK复位。启动后显示300701报警。
这是原为灰色的FDD,MSD变为黑色,可以选电机了;
操作步骤如下:FDD-→Motor Controller-→Motor Selection-→按电机铭牌选相应电机-→OK-→OK→Calculation
/News_Details.aspx?NewsID=7444[2009-9-1 9:01:05]
西门子840d数控系统各指令
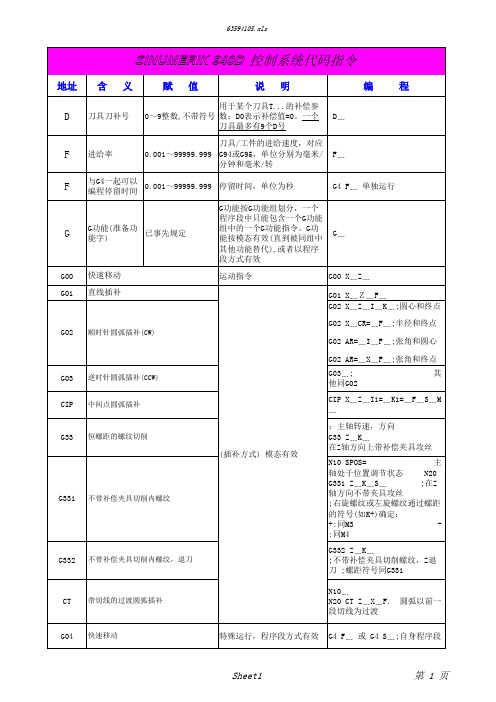
组2 G-功能 G G 功能(准备功能)仅为整数, G... G 功能划分在G 功能组中。一个程序段中只已事先定义 能有一个G 功能组中的一个G 功能指令。 G 功能可以是模态的(直到被同组中其他功能 替代),或者是非模态的(只在写入的程序段 中有效)。 G0 带快速移动的直线插补(快速移动)运动 指令 G0 X... Z... m 1 G11 带进给率的直线插补(直线插补)G1 X... Z... F... m 1 G2 顺时针圆弧插补G2 X... Z... I... K... F... ;圆心和终点 m1 G2 X... Z... CR=... F... ;半径和终点 G2 AR=... I... K... F... ;张角和圆心 G2 AR=... X... Z... F... ;张角和终点 G3 逆时针圆弧插补G3 ... ;其他同G2 m 1 G4 事先定义的停留时间特殊运动 G4 F... ;以s 表示的停留时 间,或者 s2 G4 S... ; 以主轴旋转表示的 停留时间 ;独立程序段 G5 斜向切入式磨削斜向切入式 s 2 G7 斜向切入式磨削时的补偿运动初始位置 s 2 G9 准确停 – 减速s 11 G171 选择工件平面X/Y 进给方向Z m 6 G18 选择工件平面Z/X 进给方向Y m 6 G19 选择工件平面Y/Z 进给方向X m 6 G25 工作区域下限通道轴赋值G25 X.. Y.. Z.. ; 独立程序段 s3 G26 工作区域上限G26 X.. Y.. Z.. ; 独立程序段 s3 G33 恒螺距的螺纹插补0.001, ..., 2000.00 mm/U 运动指令G33 Z... K... SF=... ;圆柱形螺纹
SINUMERIK 840D 控制系统代码指令
G71﹡ 公制尺寸
G700 G710 G90﹡
英制尺寸,也用于进给率F 公制尺寸,也用于进给率F 绝对尺寸
G91 增量尺寸 G94﹡ 直线进给率F,单位为毫米/分
G95 主轴旋转进给率F,单位为毫米/转
英制/公制尺寸,模态有效
绝对尺寸/增量尺寸,模态有效 进给/主轴模态有效
CFC 圆弧加工时打开进给率修调 CFTCP 关闭进给率修调
ATRANS X﹍Z﹍ 自身程序段
写存储器,程序段方式有效
ROT RPL=﹍ ;在当前平面中旋 转G17~G19
AROT RPL=﹍ ;在当前平面中旋 转G17~G19
SCALE X﹍Z﹍在所给定轴方向 比例系数,自身程序段
ASCALE X﹍Z﹍在所给定轴方向 比例系数,自身程序段
MIRROR X0 改变方向的坐标 轴,自身程序段
Sheet1
第2页
63594105.xls
地址 含 义
G60 准确定位
赋值
说明
定位性能,模态有效
编
程
G64 连续路径方式
G9 准确定位,单程序段有效 G601 在G60,G9方式下准确定位,精 G602 在G60,G9方式下准确定位,粗
程序段方式准停,段方式有 效
准停窗口,模态有效
G70 英制尺寸
;右旋螺纹或左旋螺纹通过螺距
的符号(如K+)确定:
+:同M3
-
:同M4
G332 Z﹍K﹍ ;不带补偿夹具切削螺纹,Z退 刀 ;螺距符号同G331
CT 带切线的过渡圆弧插补
N10﹍ N20 CT Z﹍X﹍F. 圆弧以前一 段切线为过渡
G04 快速移动
特殊运行,程序段方式有效 G4 F﹍ 或 G4 S﹍;自身程序段
专业西门子840d数控 大全
本书为工厂内部培训资料,页面为A4大小,正文76页,市面上没有出售,如有需要请联系我1说明SINUMERIK 840D 是西门子数控产品的突出代表。
于20世纪90年代推出。
它保持西门子前两代系统SINUMERIK 880和840C的三CPU结构:人机通信CPU(MMC-CPU)、数字控制CPU(NC-CPU)和可编程逻辑控制器CPU(PLC-CPU)。
三部分在功能上既相互分工,又互为支持。
它在复杂的系统平台上,通过系统设定而适于各种控制技术。
SINUMERIK 840D数控系统适用于几乎所有的应用,可实现灵活组网,发挥机床及生产线最大效力,高度开放的HMI和NCK能满足不同客户的个性化需求,无论是各种用户定制画面,还是专有技术、特殊工艺均能轻松与系统无缝连接。
利用完善的SINUMERIK MDynamics (3轴/5轴)铣削工艺包、优异的同步功能,80位浮点数纳米(NANOFP)计算精度、空间补偿系统(VCS)等创新技术的应用使机床性能更胜一筹,实现最佳的加工质量。
可以说西门子系统在中国得到了广泛的运用,尤其SINUMERIK 840D数控系统以高端的性能而赢得使用者的好评本笔记以PAMA机床为例,通过整理筛选以往的实际加工零件,笔者终于完成了本书的制作,本书总结的例题皆为实际加工案例,不同于学校的教科书,只要用心学习,不出多日读者自己便可熟练的编程本笔记适合初学者使用,每个程序后面都有详细的指令用法及含义解释,为笔者多年的经验总结。
由于笔者水平有限,书中难免有不足之处,欢迎读者批评指出。
祝读者早日掌握编程技术,步步高升。
编者2011年8月2目录第一章基础知识.............................................................................................................. 错误!未定义书签。
编程镗铣类

西门子810D/840D编程(镗铣类)第一节西门子系统编程基础一、数控系统的功能编程语言符合DIN66025标准1、准备功能代码(G代码)准备功能代码是地址字母G后加数字表示。
(见下表:略)G代码按功能分为若干组。
G代码有两种模态:模态式G代码和非模态式G代码。
模态式G代码具有延续性,在后续程序块中,只要同组其他G代码未出现之前一直有效。
非模态式G代码,只限定在被指定的程序块中有效。
2、辅助代码(M代码)M代码是指用于机床控制的指令,如主轴起停,液压系统的控制等。
已径由控制器制造商分派给某些M功能(见下表)。
预先指定的M功能清单:M0* 编程停止M1* 任意停止M2* 主程序结束,返回程序开头部分M30* 程序结束,效果同M2M17* 子程序结束M3 主轴右转M40 自动换齿轮M4 主轴左转M41 齿轮1档M5 主轴停止M42 齿轮2档M6 换刀(系统设定)M43 齿轮3档M70 主轴接通坐标轴方式M44 齿轮4档程序块中最多5个M功能3、杂功能代码(F,S,T,D)(1)进给功能代码F表示进给速度,单位为mm/min(公制)或in/min(英制)。
如F80在米制时表示进给速度为80mm/min(2)主轴功能代码S表示主轴转速,单位是rev/min。
如S250表示主轴转速为250rev/min。
(3)刀具功代码T表示刀具选择代码。
如T5表示第5号刀具。
(4)刀具补偿功能代码D表示刀具补偿号。
如D6表示刀具补偿量用第6号。
4、固定循环代码第一类:钻镗循环CYCLE81~CLCLE89第二类:铣削循环CYCLE71~CLCLE72,SLOT1~ SLOT2,POCKET1~ POCKET4等第二节基本编程方法一、定位指令1.绝对/增量尺寸,G90/91绝对尺寸G90(模态)或X=AC(...)Y=AC(...)Z=AC(...)绝对尺寸(非模态)增量尺寸G91(模态)或X=IC(...)Y=IC(...)Z=IC(...)增量尺寸(非模态)参数解释X Y Z 要移动轴线名=AC=IC功能G90/91命令和非模态尺寸AC/IC用于指定坐标系作接近设定点运动。
840d

西门子840D/810D循环指令的解说明循环插补,G2/G3,CIP编程G2/G3 X...Y...Z...I...J...K...G2/G3 AP=...RP=...G2/G3 X...Y...Z...CR=...G2/G3 AR=...I...J...K...G2/G3 AR=...X...Y...Z...CIP X...Y...Z...T1=...J1=...K1=...命令和参数解释G2 在环形轨迹上顺时移动G3 在环形轨迹上逆时移动CIP 穿过中间点的循环插补X Y Z 笛卡儿坐标端点I J K 笛卡儿坐标圆心点(X、Y、Z方向)AP= 极坐标端点,就极角而论RP= 极坐标端点,当极半径与圆半径相符时CR= 圆半径AR= 弧角I1= J1= K1= 笛卡儿坐标的中间点(在X、Y、Z向)功能循环插补能加工整个圆或弧。
顺序工作面说明控制器需要工作面参数(G17至G19),以便计算圆旋转方向----G2顺时/G3逆时。
确定工作面一般是合理的。
例外你还可以加工选择的(不带弧角和螺旋线参数)工作面以外的圆。
在这种情况下,你指定为端点的轴地址决定着圆面。
补充提示G2/G3为模态FGROUP可用来定义哪个轴将随已编程进给移动。
你将在第5节获得更多的信息。
控制器提供不同的编制循环运动的方法,使你能编制几乎任何一种制图尺寸。
详细说明请参考以下几页。
循环路径用中心点和端点编程循环运动按以运行:·笛卡儿坐标X,Y,Z的端点和·地址I,J,K圆中心点标识符有以下含义:I:X向圆中心点坐标J:Y向圆中心点坐标K:Z向圆中心点坐标如果圆用中心点,不用端点编程,结果就是一个整圆。
用绝对尺寸和增量尺寸输入绝对或增量尺寸的系统设定值G90/G91仅对圆端点有效,中心点坐标I,J,K通常参考圆起点,用增量尺寸输入。
参考带I=AC(...),J=AC(...),K=AC(...)的工件零点,非模态编制绝对中心点。
西门子840d异步子程序
运动同步指令是指NC在作程序插补的同时,可以另外执行其他一些动作,这些动作的有效范围可以不受指令执行范围限制。
按有效范围不同,同步指令分模态同步指令和非模态同步指令,非模态同步指令只在紧跟该指令后面的一条指令内有效,而模态同步指令执行后,只要没有取消该同步动作,在程序运行状态下一直有效。
模态同步指令甚至可以不受NC的工作方式限制,但这个功能是一个选项。
指令格式:(ID=n KEYWORD condition ) DO ACTION括号内部分为可选项,如果有ID号,则为模态指令,没有ID则为非模态指令,对于需要不受工作方式限制的模态指令用IDS标识。
ID号的范围为1-255,在执行时系统先按ID号从小到大执行模态指令,然后再执行非模态指令。
KEYWORD condition 是为后面要执行的动作指令执行条件,如果没有指令条件,则该指令无条件执行,常用的条件有以下几种:WHEN 每一个插补周期系统检测要执行的条件,如果条件满足,则执行一次后面指令的动作,但后面即使条件还满足,指令也不再执行。
WHENEVER 系统每一个插补周期都检测指令的执行条件是否满足,只要条件满足就执行后面的指令动作,不受次数限制。
EVERY 当指令条件从不满足变成满足时,指令动作就执行一次。
FROM 当指令执行的条件一满足,指令动作就执行,执行开始后,即使条件不再满足了,指令动作也照样执行。
对于指令要执行的条件,可以是各种系统变量间的逻辑运算,也可以是某个输入点的状态,比如:WHENEVER $AA_IM[X]>*SIN(45) DO只要 X轴的坐标值大于和SIN(45)的乘积,系统就执行后面的指令动作。
WHEN $A_IN[1]==1 DO如果NCK的快速输入1为1的话,就执行后面的指令动作,但该动作执行完以后,该指令不再执行。
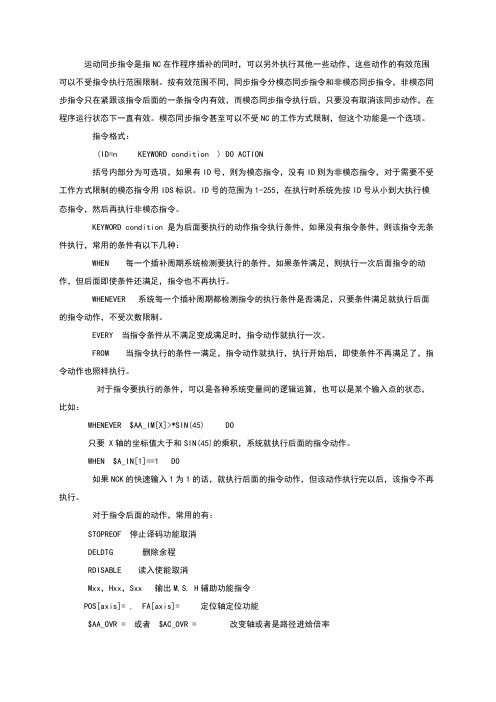
对于指令后面的动作,常用的有:STOPREOF 停止译码功能取消DELDTG 删除余程RDISABLE 读入使能取消Mxx,Hxx,Sxx 输出M,S, H辅助功能指令POS[axis]= , FA[axis]= 定位轴定位功能$AA_OVR = 或者 $AC_OVR = 改变轴或者是路径进给倍率以下举例说明运动同步指令的使用一.双立柱机床的安全位置监控如下图所示,该机床有两个立柱,其中Y1和Y2是Y方向上的两个不同的机械轴,在运动过程中系统要保证Y1和Y2之间保持一定的距离,否则就有发生碰撞的危险。
840D简明教程

第一节:对刀按键激活手动方式1.2.用手轮把刀架摇至工件合适位置,并用刀尖轻碰内孔壁或者外圆按键返回加工界面3.4.按屏幕下方“对刀”软键。
在出现的画面中用用切换选项方向键变换位置,(依次设置为G18加工平面,G500工件坐标系和T1D1号刀具)注:G17为XY平面,G18为XZ平面,G19为YZ平面车床为G18 G500为西门子系统默认工件坐标系轴位置输入当前工件的内孔或外圆直径,并按下X5.在键,使其生效并按下0键,抬升刀架,并轻碰工件上表面;在Z轴处输使其生效软键,即可完成对刀“确认”6.按屏幕右方说明:1.一定要搞清楚自己对的是哪一把刀,在其后的编程中调用它就可以了。
2.通过调整一把刀具的不同刀沿号或者不同的磨损值可以进行高效的粗精加工,并且无需修改程序,同时也更加容易保证精度。
(如何通过修改磨损保证精度见后页)西门子840D简明教程第二节:磨损值的调整与计算磨损值的意义在于它会沿+X方向或者-X方向按给定的数值发生偏移,以做到留下加工余量或者调节精度的作用。
几点常识:1.外圆应该留正的磨损值,内孔留负值2.西门子系统磨损值为单边的余量,即半径值(Fanuc为直径值)精加工磨损值的计算方法:(理想值—测量值)/2+当前磨损值=精加工磨损值范例:有一工件内径基本尺寸要求为500mm上偏差+0.06,下偏差0,预留了-0.5mm的磨损值,现测量得出实际尺寸为498.86mm,问磨损值应该改为多少?答:由提示得出此工件内孔的理想尺寸应为500.03mm,根据(理想值—测量值)/2+当前磨损值=精加工磨损值公式推出:(500.03-498.86)/2+(-0.5)=0.085所以最终磨损值应为0.085mm西门子840D简明教程第三节:程序的测试与模拟西门子840D具有强大的图形仿真及交互帮助能力。
通过仿真可以检验那些没有绝对把握的程序,并可以在系统的提示下,把程序修改正确,是非常好用的功能。
在模拟环境中机床是被锁住的,但屏幕坐标照常运动,并有形象的3D模拟加工动画。
840D操作

一、一.840D系统操作l SINUMERIK840D/810D或SINUMERIK FM-NC是机床的CNC控制系统,可以通过CNC控制系统的操作面板执行下列基本功能:·开发和修改零件程序·执行零件程序·手动控制·读入/读出零件程序和数据·编辑程序数据·报警显示和取消报警·编辑机床数据·在一个MMC或几个MMC之间或一个NC或几个NC之间建立通信链接(M:N,m-MMC装置和n-NCK/PLC装置)用户接口包括:·显示元件,如监测器,LED等;·操作元件,如键,开关,手伦等。
ql 840D系统具有数控机床具有的自动、手动、编程、回参考点、手动数据输入等功能。
·手动:手动主要用来调整机床,手动有连续手动和步进手动,有时为了需要走特定长度时,可以选择变量INC方式,输入要运行的长度即可.·自动: 840D的程序一般来讲是在NCK的RAM里执行,所以对MMC103或PCU50来讲,需要先把程序装载到NCK里,但对于特别长的程序,可以选择在硬盘里执行,具体操作方法为:选择加工,程序概要,用光标选择要执行的程序,选择从硬盘执行既可.在自动方式下,如果MMC装有SINDNC软件,还可以从网络硬盘上执行程序.·MDA: MDA跟自动方式差不多,只是它的程序可以逐段输入,不一定是一个完整的程序,它存在NCK里面一个固定的MDA缓冲区里,可以把MDA缓冲区的程序存放在程序目录里,也可以从程序区里调程序到MDA缓冲区来.·REPOS:重定位功能,有时在程序自动执行时需要停下来把刀具移开检测工件,然后接着执行程序,需要重定位功能,操作方法是在自动方式下暂停程序执行,转到手动,移开相应的轴,要重新执行程序时,转到重定位方式,按相应的轴移动按钮,回到程序中断点,按启动键程序继续执行.注意在这个过程中不能按复位键.·程序模拟:840D支持在程序正式运行前进行图形模拟,以减少程序的故障率,但由于MMC系统的不同,模拟的方法不一样,在MMC103上,程序模拟完全在MMC上执行,故模拟中不会对NCK产生影响,但在MMC100.2上,程序模拟在NCK里面执行,与程序实际执行情况一样,因此在模拟前务必要选择程序测试,如果还要提高模拟速度,还可以选择空运行.二.系统的连接与调试(一)硬件的连接1. SINUMERIK810D/840D系统的硬件连接从两方面入手:]其一,根据各自的接口要求,先将数控与驱动单元,MMC,PLC三部分分别连接正确:(1)源模块X161种9,112,48的连接;驱动总线和设备总线;最右边模块的终端电阻(数控与驱动单元)。
西门子840D G指令

840D综合G00快速定位;G01直线插补;G02顺时针圆弧插补;G03逆时针圆弧插补;G04暂停;G09准确停止;G17 XY平面选择;G18 ZX平面选择;G19 YZ平面选择;G20英制指令;G21公制指令;G27返回参考点检查;G28返回参考点;G29返回第二参考点;G30返回第三/四参考点;G40刀具半径补偿取消;G41刀具半径补偿左;G42刀具半径补偿右;G43刀具长度补偿+;G44刀具长度补偿-;G45刀具偏置+;G46刀具偏置-;G47刀具偏置++;G48刀具偏置--;G49刀具长度补偿取消;G52局部坐标系;G53选择机床坐标系;G54~G59预置工件坐标系1~6;G60单向定位;G61准确停止(模态指令);G62拐角减速;G63倍率禁止;G64切削模式;G65宏调用;G66模态宏调用;G73深孔钻循环1;G74攻丝循环(反螺纹);G76镗循环1;G80取消固定循环;G81钻孔循环;G82镗循环2;G83深孔钻循环;G84攻丝循环(正螺纹);G85~G89镗循环3~7;G90绝对值编程;G91增量值编程;G94每分进给;G95每转进给;.G98固定循环回起始点;G99固定循环回R点。
M00程序停止;M01可选程序停止;M02程序结束;M03主轴正转;M04主轴反转;M05主轴停止;M06自动刀具交换;M08冷却开;M09冷却关;M29刚性攻丝;M30程序结束并回程序头。
G54G18G90或G91增量。
编程找出点在GO1走直线(这直线是垂直于那个面的线,这个你自己算点)就可以加工了,刀具开始要调整好角度,垂直于那个面。
G17是XY平面G18是zx平面G19是YZ平面这个也比较好办。
比如在G17平面上。
钻孔用的z方向,如果面不平的情况,比如他往x方向倾斜的多少度。
那么钻孔时候走的线应该是斜线(你应该是想做一个垂直于斜面的孔吧)那么你可以先在cad里面画出来,把要钻的那个孔走的那条直线画出来,在找到起始点,坐标值和终点坐标值都找的到,最后就是用G01走出来了,走斜线不是一样走吗.不管在哪个面都一样,不愿计算,就用cad画出来再标出起始点和终点。
西门子840D做GHOST的步骤
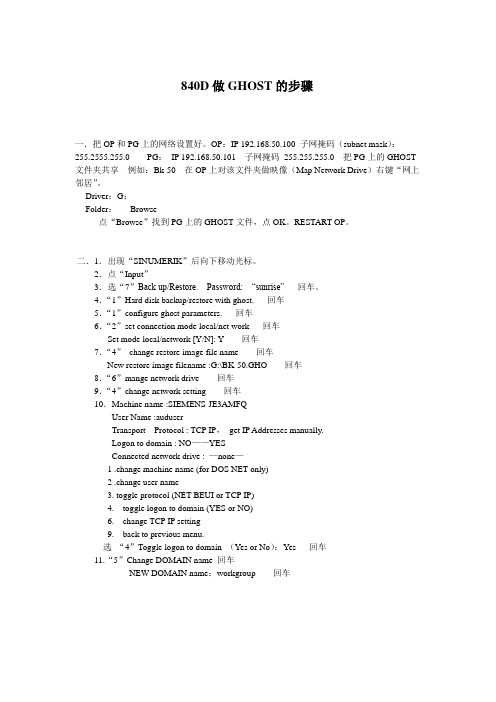
840D做GHOST的步骤一.把OP和PG上的网络设置好。
OP:IP 192.168.50.100 子网掩码(subnet mask):255.2555.255.0 PG:IP 192.168.50.101 子网掩码255.255.255.0 把PG上的GHOST 文件夹共享例如:Bk-50 在OP上对该文件夹做映像(Map Network Drive)右键“网上邻居”。
Driver:G:Folder:___Browse点“Browse”找到PG上的GHOST文件,点OK。
RESTART OP。
二.1.出现“SINUMERIK”后向下移动光标。
2.点“Input”3.选“7”Back up/Restore. Password: “sunrise” 回车。
4.“1”Hard disk backup/restore with ghost. 回车5.“1”configure ghost parameters. 回车6.“2”set connection mode local/net work 回车Set mode local/network [Y/N]: Y 回车7.“4”change restore image file name 回车New restore image filename :G:\BK-50.GHO 回车8.“6”mange network drive 回车9.“4”change network setting 回车10.Machine name :SIEMENS-JE3AMFQUser Name :auduserTransport Protocol : TCP IP,get IP Addresses manually.Logon to domain : NO——YESConnected network drive : —none—1 .change machine name (for DOS NET only)2 .change user name3. toggle protocol (NET BEUI or TCP IP)4. toggle logon to domain (YES or NO)6. change TCP IP setting9. back to previous menu.选“4”Toggle logon to domain (Yes or No):Yes 回车11.“5”Change DOMAIN name 回车NEW DOMAIN name:workgroup 回车12. “6”Change TCP IP setting 回车Get IP Addresses manuallyMy IP Addresses :Subnetmask:Gateway:Wins server:1.toggle “get IP addresses”2.change IP Addresses : 192.168.50.1003.change sub net mask :255.255.255.04.change get way :0.0.0.07. change wins server9. back to……改完IP和Subnetmask后13.“9”back to previous menu 回车14.“9”back to previous menu 回车15.“1”connect to network driver 回车。
西门子宏程序G代码人机对话铣螺纹教程
西门子宏程序G代码人机对话铣螺纹教程引言:铣螺纹是数控铣床的一种常见工作方式。
传统的铣螺纹方法需要通过机械传动来实现,但使用数控铣床可以更加方便快捷地完成该任务。
本教程将介绍使用西门子宏程序、G代码和人机对话方式铣螺纹的具体步骤。
一、西门子宏程序:2.调用宏程序:在主程序中通过M指令调用宏程序。
例如,使用M98指令调用宏程序O9001,可以在主程序中加入“M98P9001”来调用宏程序。
3.参数传递:在调用宏程序时可以传递参数,用于设置螺纹的参数值。
例如,在主程序中可以设置螺纹的直径、螺距、转速等参数,并在宏程序中使用这些参数进行计算。
二、G代码:G代码是数控机床上的一种控制语言,用于告诉机床如何进行运动和加工。
下面以数控铣床为例,介绍使用G代码铣螺纹的步骤。
1.选择加工方式:在G代码中,首先需要选择螺纹的加工方式。
可以使用G33指令进行螺纹攻丝,或使用G76指令进行螺纹插补。
3.编写螺纹指令:编写螺纹相关的G代码指令。
例如,在G33方式下,使用G33XxZzRrPpFf来指定螺纹的参数和加工方式。
在G76方式下,使用G76XxZzQqPpKk,分别指定螺纹的参数和加工方式。
三、人机对话:人机对话是通过数控系统的图形界面进行交互,以完成螺纹加工的设置和操作。
下面以西门子840D数控系统为例,介绍使用人机对话方式铣螺纹的步骤。
1.进入对话界面:在数控系统的主菜单中选择相应的加工功能,进入螺纹加工的对话界面。
可以选择螺纹的类型、规格和参数,以及加工方式等。
2.设置参数:在对话界面中,可以设置螺纹的直径、螺距、起始位置和加工速度等参数。
通过对话界面中的输入框和选项来设置这些参数。
3.开始加工:设置完参数后,点击界面上的“开始”按钮,数控铣床将自动进行螺纹加工。
在加工过程中,可以随时监控加工状态,并根据需要进行调整。
总结:通过本教程,我们介绍了使用西门子宏程序、G代码和人机对话方式铣螺纹的具体步骤。
无论是选择宏程序、G代码还是人机对话,都可以根据实际需求选择最适合的方式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
840D综合G00快速定位;G01直线插补;G02顺时针圆弧插补;G03逆时针圆弧插补;G04暂停;G09准确停止;G17 XY平面选择;G18 ZX平面选择;G19 YZ平面选择;G20英制指令;G21公制指令;G27返回参考点检查;G28返回参考点;G29返回第二参考点;G30返回第三/四参考点;G40刀具半径补偿取消;G41刀具半径补偿左;G42刀具半径补偿右;G43刀具长度补偿+;G44刀具长度补偿-;G45刀具偏置+;G46刀具偏置-;G47刀具偏置++;G48刀具偏置--;G49刀具长度补偿取消;G52局部坐标系;G53选择机床坐标系;G54~G59预置工件坐标系1~6;G60单向定位;G61准确停止(模态指令);G62拐角减速;G63倍率禁止;G64切削模式;G65宏调用;G66模态宏调用;G73深孔钻循环1;G74攻丝循环(反螺纹);G76镗循环1;G80取消固定循环;G81钻孔循环;G82镗循环2;G83深孔钻循环;G84攻丝循环(正螺纹);G85~G89镗循环3~7;G90绝对值编程;G91增量值编程;G94每分进给;G95每转进给;G98固定循环回起始点;G99固定循环回R点。
M00程序停止;M01可选程序停止;M02程序结束;M03主轴正转;M04主轴反转;M05主轴停止;M06自动刀具交换;M08冷却开;M09冷却关;M29刚性攻丝;M30程序结束并回程序头。
G54G18G90或G91增量。
编程找出点在GO1走直线(这直线是垂直于那个面的线,这个你自己算点)就可以加工了,刀具开始要调整好角度,垂直于那个面。
G17是XY平面G18是zx平面G19是YZ平面这个也比较好办。
比如在G17平面上。
钻孔用的z方向,如果面不平的情况,比如他往x方向倾斜的多少度。
那么钻孔时候走的线应该是斜线(你应该是想做一个垂直于斜面的孔吧)那么你可以先在cad里面画出来,把要钻的那个孔走的那条直线画出来,在找到起始点,坐标值和终点坐标值都找的到,最后就是用G01走出来了,走斜线不是一样走吗.不管在哪个面都一样,不愿计算,就用cad画出来再标出起始点和终点。
补充回答,ye可以不算。
用G16极坐标编程。
比如在G17平面xy比如G90G16GO1x10y20X表示切入x10 Y表示的是角度20度。
在G18平面上是zx。
z表示长度,x表示角度在G19平面式yzy表示长度,z表示角度。
这样你就不用算点了用完了后用G15取消极坐标编程。
主要用绝对坐标的极坐标编程,那个角度指的是根据你坐标系为原点,跟你坐标轴之间的夹角。
(以第一坐标轴为准)比如xy平面是以x轴为准逆时针为角度正方向。
zx平面就以z轴为为准(也就是以第一轴之间的夹角)。
如果还不能理解,那你就麻烦点用原来的笛卡尔坐标编程算出来好了西门子840D/810D数控系统数控编程1. 程序跳段:只要在希望跳过的程序段的程序段前插入识别符“/”,在程序执行过程中的指令便不会被执行,转而继续执行下面不带跳段识别符的程序段。
例如:N10 …执行/ N20…跳过N30…执行2. 条件转向语句为“IF…GOTOB/GOTOF…”,条件式所用的条件比较符号允许用:= =(等于)、>、>= 、<、<=。
3. 程序注释:注释通常附加在程序段的末尾,并用分号“;”将注释与NC程序分开。
4. 主程序: 文件名的后缀位MPF;子程序:文件名的后缀位SPF;5. 极坐标运动指令:在其坐标系中的运动指令: G0 AP=…(极角) RP=…(极径)指令说明:G110极点位置,以刀具当前点位置为参考点。
G111 极点位置,在工件坐标系中的绝对尺寸。
G112 极点位置,以前一个极点位置为参考点。
6. 采用半径和终点进行圆弧编程:指令说明:G2/G3 X…Y…Z…CR…(为圆弧半径)。
CR =“+”…圆弧角度小于或等于180,CR=“-”…圆弧角度大于或等于180。
7. 螺旋插补(G2/G3,TURN)指令形式:G2/G3 X…Y…Z…I…J…K…TURN…G2/G3 X… Y… Z… CR=… TURN…指令说明:X,Y,Z:圆弧终点坐标。
I,J,K:圆心位置。
CR=:圆弧半径。
TURN=:圆弧经过起点的次数,即整圆的圈数。
整圆范围:0—999。
举例:起点(X27.5 ,Y32.99, Z-5)逆时针执行两整圈,接近终点(X20, Y5, Z-20).程序:…N30 G17 G0 X27.5 Y32.99 Z3N40 G17 G1 Z-5 F50N50 G3 X20 Y5 Z-20 I=AC(20) J=AC(20) TURN=28. 坐标系转换指令:可编程指令零点偏移(TRANS,ATRANS)指令形式:TRANS(A TRANS) X…Y…Z…(在单独程序段编写)指令说明:TRANS为可替代指令,参照被激活的可设定零偏(G54-G57)的绝对变换。
ATRANS为可加性指令,参照被激活的可设定零点或可编程零点的增量变换。
X,Y,Z为所规定的坐标轴上的偏移量。
不带坐标轴参数的TRANS指令可以撤销已经生效的全部编程框架。
9. 可编程旋转(ROT,AROT)指令形式:ROT(AROT) X…Y…Z…ROT(AROT) RPL=…..(RPL所选平面内坐标系按该角度旋转,旋转角度)指令说明:ROT为可替代指令。
AROT为叠加指令。
X、Y、Z:围绕该几何轴进行空间旋转。
应用ROT时,旋转点为先前规定的可设定零偏(G54-G57)。
应用AROT时,旋转点为现行的零偏。
10. 可编程镜像加工(MIRROR,AMIRROR)指令形式:MIRROR(AMIRROR) X…Y….X….11. 刀具偏置指令(刀具调用及刀具补偿T,D)12. 镗孔(进给镗下,孔底暂停,定向让刀,快速返回。
)CYCLE86(RTP,RFP,SDIS,DP,DPR,DTB,SDIR,RPA,RPO,RPAP,POSS)RTP:返回高度RFP:参考平面SDIS:安全间隙(无符号)DP:最终镗深DPR:相对镗深(无符号)DTB:孔底延时时间SDIR:旋转方向,3==M3,4==M4RPA:横坐标上的孔底让刀RPO:纵坐标上的孔底让刀RPAP:垂直方向上的孔底让刀POSS:主轴定向停的位置(单位:度)数控龙门西840D编程模式:机床状态:N10 G54 G90 G17 G40 G64 (G64连续式加工)N20 M43(换档)M40空档M41-44一档至四档N30 T01 D01N40 G04 F3 (停留时间)N50 S600 F280 M03N…(程序)N… ………………N… M05N… M02 (M30)4.刀具半径左右补偿:G41,G42西门子数控系统调试,编程和维修概要1.工件坐标系工件零点是原始工件坐标系的原点直角坐标:用坐标所达到这个点来确定坐标系中的点极坐标:用半径和角来测量工件或工件的一部分2.绝对坐标:所有位置参数与当前有效原点相关,表示刀具将要到达的位置增量坐标:如果尺寸并非项对于原点,而是相对于工件上的另一个点时,就要用增量坐标。
用增量坐标来确定尺寸,可以避免对这些尺寸进行转换。
增量坐标参照前一个电的位置数据,适用于刀具的移动,是用来描述刀具移动的距离3. 平面:用两个坐标轴来确定一个平面,第3个坐标轴与该平面相垂直,并确定刀具的横切方向。
编程时,要确定加工面以便于控制系统能准确计算出刀具偏置值。
4.零点的位置在NC机床上可以确定不同的原点和参考点位置,这些参考点:?用于机床定位?对工件尺寸进行编程它们是:M=机床零点A=卡盘零点,可以与工件龄点重合(值用于车床)W=工件零点=程序零点B=起始点,可以给每个程序确定起始点,起始点是第一个刀具开始加工的地方R=参考点,用凸轮和测量系统来确定位置,必须先知道到机床零点的距离,这样才能精确设定轴的位置:?建立坐标系1.带机床零点M的机床坐标2.基础坐标系(也可以使工件坐标系W)3.带工件零点W的工件坐标系4.带当前被一懂得工件零位Wa的当前工件坐标系轴的确立编程时,通常用到以下轴:机床轴:可以在机床数据中设置轴的识别符,识别符:X1、Y1、Z1、A1、B1、C1、U1、V1、AX1、AX2等;通道轴:所有在一个通道中移动的轴,识别符:X、Y、Z、A、B、C、U、V几何轴:主要轴,一般有X、Y、Z;特定轴:无需确定特定轴之间的几何关系,如转塔位置U、尾座V;路径轴:确定路径和刀具的运动,该路径的被编程进给率有效,在NC程序中用FGROUP 来确定路径轴;同步轴:指从编程的起点到终点移动同步的轴;定位轴:典型定位轴由零件承载、卸载的加载器,刀库/转塔等,标识符:POS,POSA,POSP 等指令轴(运动同步轴):由同步运动的指令生成指令轴,它们可以被定位,启动和停止,可与工件程序完全不同步。
指令轴是独立的插补,每个指令轴有自己的轴插补和进给率连接轴:指与另一个NCU箱连接的实际存在的轴,它们的位置会受到这个NCU的控制,连接轴可以被动态分派给不同的NCU通道PLC轴:通过特定功能用PLC对PLC轴进行移动,它们的运动可以与所有其他所有的轴不同步,移动运动的产生于路径和同步运动无关;?几何轴,同步轴和定位轴都是可以被编程的。
?根据被编程的移动指令,用进给率F,使轴产生移动。
?同步轴与路径轴同步移动,并用同样的时间移动所有的路径轴。
?定位轴移动与所有其它轴异步,这些移动运动与路径和同步运动无关。
?由PLC控制PLC轴,并产生与其他所有轴不同步的运动,移动运动与路径和同步运动无关编程语言?编程地址与含义?数据类型?指令:1.G指令G90:参照挡墙坐标系原点,在工件坐标系中编制刀具运行点的程序。
G91:参照最新接近点,编制刀具运行距离程序。
GO:快速移动使刀具快速定位,绕工件运动或接近换刀点G1:刀具沿与轴,斜线或其他任何空间定位平行的置线移动。
G2:在圆弧轨迹上以顺时针方向运行G3:在圆弧轨迹上以逆时针方向运行G4:暂停时间生效(F…以秒为单位;S…用主轴旋转次数确定时间)G17:无刀具半径补偿G18:刀具半径补偿到轮廓左侧G19:刀具半径补偿到轮廓右侧G40:解除刀具半径补偿G41:激活刀具半径补偿,刀具沿加工方向运行至轮廓的右边G42:激活刀具半径补偿,刀具沿加工方向运行至轮廓的左边G53:非模态接触,包括已编程的偏置G54…G57:调用第1到第4可设置零点偏置G94:直线进给率mm/分,英寸/分G95:旋转进给率mm/转,英寸/转2.M指令M0:编程停止M1:选择停止M2:主程序结束返回程序开头M30:程序结束M17:子程序结束M3:主动主轴顺时针方向旋转M4:主动主轴逆时针方向旋转M5:主动主轴停止M6:换刀指令3.其它F:进给率S:主动主轴的速度(单位:rev/min)T:调用刀具D:刀具偏置号(范围:1…32000)螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt>1毫米,dz=d-(1.04~1.06)t式中t——螺距(毫米)dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)2.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.13/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n——每英寸牙数生于忧患,死于安乐《孟子•告子》舜发于畎亩之中,傅说举于版筑之间,胶鬲举于鱼盐之中,管夷吾举于士,孙叔敖举于海,百里奚举于市。