男式西服缝制工艺步骤
男西服的工艺流程
男西服的工艺流程
《男西服的工艺流程》
男西服是一种经典的男装,其工艺流程经过许多复杂的步骤才能完成。
下面就来看一下男西服的工艺流程。
首先,选择面料。
男西服的面料一般选用高档的羊毛、麻、丝绸等材质,经过精心挑选和检验,确保质量优良。
接下来是裁剪。
裁剪是男西服制作的关键步骤,需要根据客户的尺寸和要求进行裁剪,确保西服合身。
然后是缝制。
缝制是男西服制作的重要环节,需要经过专业的裁缝团队手工缝制,确保每一个细节都精致完美。
再之后是熨烫。
熨烫是保证男西服整洁和平整的重要步骤,通过专业的熨烫技术,使西服线条清晰,挺括有型。
最后是装饰。
男西服的装饰包括扣子、领带、领花等,需要根据客户的喜好进行搭配,使男西服更显贵族气质。
以上就是男西服的工艺流程,每一个步骤都需要经过精心打磨和专业技术,才能制作出一件品质优良的男西服。
西装 工艺流程

西装工艺流程西装是一种男装,它的工艺流程很复杂,包括剪裁、缝纫、熨烫、整烫和整理等多个环节。
下面为大家介绍西装的工艺流程。
首先,西装的工艺流程从设计和裁剪开始。
设计师根据市场需求和时尚潮流,设计出款式独特的西装。
然后,将设计图纸交给裁剪师傅。
裁剪师傅根据设计图纸,将面料铺在裁剪台上,按照尺寸和款式裁剪出各个部件,如背心、外套和裤子等。
接下来,裁剪好的面料交给缝纫师傅进行缝纫。
缝纫师傅使用缝纫机将各个部件缝合在一起,形成完整的西装。
在缝纫的过程中,需要注意线迹的平直和细致,以确保西装的质量和美观。
缝制完成后,西装进入熨烫环节。
熨烫师傅使用专业的熨斗和熨烫台将西装进行熨烫,使其表面光滑整齐。
熨烫的过程中,师傅需要注意对不同部位的处理,如肩部、袖口和领口的熨烫,以确保西装的款式和线条。
接下来是整烫环节。
整烫师傅使用专业的整烫机对西装进行整烫处理。
整烫的目的是使整个西装更加平整,去除缝合过程中产生的皱褶,并使西装更好地贴合穿着者的身形。
最后是整理环节。
整理师傅对已经烫好的西装进行检查,确保没有瑕疵和缺陷。
如果发现任何问题,需要进行修改或修补。
同时,师傅还需要为西装加上各种面料和附件,如纽扣、袖扣和领带等,使其更加完整和精致。
除了上述的工艺流程,制作西装还需要使用各种工艺和技术来提升产品的质量和价值。
例如,使用装饰手法,如绣花、镶嵌和装饰面料等,使西装更加独特和华丽。
另外,对于高档西装,还需要进行手工定制和修饰工艺,以满足个性化需求和提供更好的穿着体验。
综上所述,西装的工艺流程包括剪裁、缝纫、熨烫、整烫和整理等多个环节,每个环节都需要经过专业的师傅操作,确保西装的质量和效果。
通过不断的努力和精细的工艺,制作出来的西装才能符合人们对于品质和品味的追求。
男西服的缝制工艺

男西服的缝制工艺男西服的缝制工艺2010年09月18日第一章平驳头男西服的缝制工艺一、平驳头男西服的外形概述平驳头,门襟止口圆角,两粒钮,左、右双嵌线大袋,左胸手巾袋一个,后身做背缝,开背衩,圆装袖,袖口处做假衩,并有三粒装饰钮。
见图7-1。
二、平驳头男西装的部件及成品规格(一)平驳头男西装的部件1.面料类:前衣片,后衣片,大袖片,小袖片,挂面,领面,大袋盖,嵌线布,手巾袋片,手巾袋袋垫布,领里,耳朵片。
2.里料类:前身里,后身里,大、小袖里,大袋盖里,大袋垫布,里袋嵌线布,里袋垫布。
3.衬聊类:(1)软衬大身衬,领衬,手巾袋衬,插角衬。
(2)黑炭衬挺胸衬,驳头衬,袋片衬。
(3)细布衬盖肩衬,盖驳衬,下脚衬,帮胸衬,袖口衬,背衩衬,袋口衬,牵带布,大袋布,里袋布,手巾袋布,盖领衬。
4.其它绒布滚条,垫肩,各类线,纽扣。
(二)成品规格单位:cm 衣长胸围肩宽袖长袖口驳头宽手巾袋大袋 74 11046 59 14.5 8 10 15.5 三、平驳头男西服的质量要求1.西装各部位规格正确,面、里、衬松紧适宜。
2.领头、驳头、串口平服顺直,丝绺正直,左右两格宽窄、高低一致,条格对称。
3.胸部饱满,吸腰平服,丝绺顺直。
袋盖窝服。
止口顺直、薄、挺,长短一致,左右对称。
4.后背平服、方登,背缝直顺,腰腋匀服,条格对称。
后衩长短相符,不搅不豁。
5.肩部前后平挺,肩缝顺直,丝绺正确。
6.装袖圆顺,前圆后登,袖子前后适宜,无涟形、无吊紧。
7.各部位熨烫平服,无极光、水花、折印。
四、平驳头男西服缝制的重点或难点男西服以复衬、开袋、装领、装袖及整烫为重点。
男西服的衣片、袖片、领等归拔是难点。
五、平驳头男西服工艺流程检查裁片→验片→打线片→收省→推门→缉胸衬→烫衬→复衬→扎驳头→开手巾袋→开大袋→修止口→敷牵带→烫前身→开里袋→复挂面→翻止口→归拔后背→做背衩→合缉摆缝→兜翻底边→拼肩缝→做领、装领→做袖→装袖→做、装垫肩→缲夹里、锁眼→整烫→钉钮→检验六、平驳头男西装的缝制(一)检查裁片家查顺序及数量参照西服部件要求(二)验片验片是将一些在裁剪过程中因上下层松紧或移动而造成不符合样板规格的裁片,按样板修正确。
(男装)西服缝制工艺
第三章男西服缝制工艺教学目的:使学生了解西服的基本款式,掌握西服的制作方法,使学生能够完成西服生产的工艺流程安排。
教学重点:西装制作的手法与步骤。
课时安排:80学时第一节概述教学目的:使学生了解西服制作的基本要求,掌握西装的零辅料裁剪、排料等知识。
教学重点:用料计算及零辅料裁剪。
课时安排第五节复胸衬工艺教学目的:使学生掌握西装胸衬的复制方法。
教学重点:复衬方法与复嵌条的工艺要求。
课时安排:4学时授课形式:讲授+演示+实践操作教具准备:男西服衣片部件、服装缝制工具、喷气熨斗复衬前应再将胸衬高温磨烫,使上下衬布平挺匀合,以加强胸部的弹性,熨斗反复磨烫要达到使缉线陷入衬布丝里为止,手感光滑,胸部饱满、有弹性,复衬是西服工艺的重要部分,复衬时要特别注意胸衬的松紧,左右对称,并保证衣片各部位与衬头各部位相等。
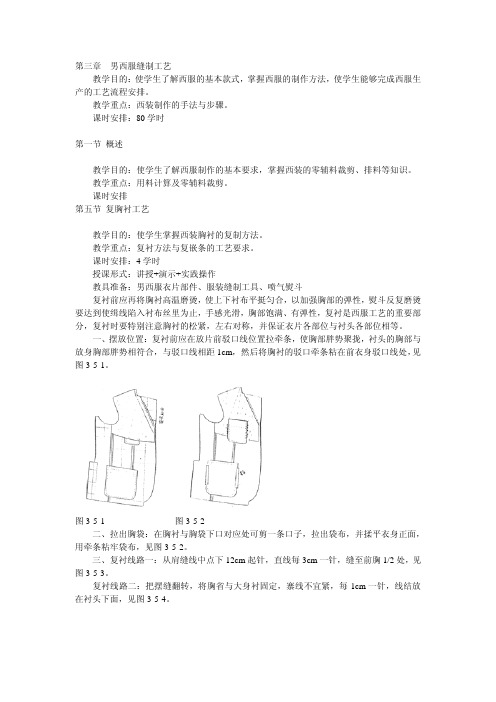
一、摆放位置:复衬前应在放片前驳口线位置拉牵条,使胸部胖势聚拢,衬头的胸部与放身胸部胖势相符合,与驳口线相距1cm,然后将胸衬的驳口牵条粘在前衣身驳口线处,见图3-5-1。
图3-5-1图3-5-2二、拉出胸袋:在胸衬与胸袋下口对应处可剪一条口子,拉出袋布,并揉平衣身正面,用牵条粘牢袋布,见图3-5-2。
三、复衬线路一:从肩缝线中点下12cm起针,直线每3cm一针,缝至前胸1/2处,见图3-5-3。
复衬线路二:把摆缝翻转,将胸省与大身衬固定,寨线不宜紧,每1cm一针,线结放在衬头下面,见图3-5-4。
图3-5-3图3-5-4复衬线路三:从肩缝线中点起针,沿驳口线寨线固定,寨缝时可将袖笼一侧垫起4-cm 左右,用手轻推衣片,使衣片略紧于衬布,见图3-5-5。
复衬线路四:从肩缝线中点起针沿袖窿线寨线固定,方法同前,衬布寨缝后将宽余部分剪掉,以衣片毛样为标准,见图3-5-6。
图3-5-5图3-5-6图3-5-7四、拉牵条:先将袋布与衣身固定,可采用手针扦缝,也可用双面胶粘合固定。
前止口处拉牵条,其松紧控制,见图3-5-7。
男西装工艺流程图
一、现代男西装精做工艺:1.打线钉:前大片、前侧片、挂面、领里、领面、作标记、前片、驳线、串口线、袋位、腰节线、扣位、袖标点、领肩点、领窝点、底边、后片、后中线、叉位、腰节线、袖标点、底摆折边线、腋下片、底摆折边线、腰节线、袖大片、袖口线、袖肘线、装袖点、袖大片、袖口线。
2.做胸衬:收省、组合、归拔、冷却定型。
3.前片工艺:收省、组合侧片、前片推门(归拔工艺)、做大袋、做手巾袋、里布收省、挂面工艺、开里袋、复胸衬、复牵带、复挂面、扳止口。
4.后片工艺:缉合后背中线、归拔后片、劈后背缝、拉袖笼牵条、作背开叉、做后片里布。
5.摆缝工艺:缝合里子摆缝、面布摆缝、滴针、做贴边。
6.肩缝工艺:定扎肩缝、缉合肩缝、归拔肩缝、定扎肩缝。
7.做袖、装领工艺:做领里、做领面、缝合领止口、缝合挂面、领面串口线、缝合前片、领里串口线、面与衣身领圈缝合、领里与衣领圈缝合、做领缺角。
8.做袖、装袖工艺:归拔袖大片、缝合内袖缝、归拔内袖缝、扣烫袖贴边、做袖叉、缝合外袖面缝、收袖山吃势、做袖里子、定扎左袖子、车缉左袖子、装聋作哑弹袖棉、扎烫左袖子、按同样方法装右袖。
9.锁扣眼、钉钮扣。
10.整烫工艺。
第三章男西服缝制工艺目的:了解西服的基本款式,掌握西服的制作方法,能够完成西服生产的工艺流程安排。
西装制作的手法与步骤。
了解西服制作的基本要求,掌握西装的零辅料裁剪、排料等知识。
用料计算及零辅料裁剪。
一、外形概述与外形图平驳头、单排四粒扣、圆形下摆、带胸袋、双嵌线带袋盖大袋、前身收落地省、侧缝开叉、袖口开叉钉四粒样扣。
款式见图3-1-1。
二、量体加放与规格设计(一)测量的主要部位与方法1、衣长:男西服衣长为后衣长,从第七颈锥点垂直下量至臀围线下5—7cm部位符号用L表示。
2、袖长:从肩外端点沿臂弯形态量至茎突点下半2—3cm,西装袖长应加垫肩厚度。
部位符号用SL表示。
3、胸围:软尺在胸部丰满处水平围量一周,垫入一指,符号用B°表示。
(工艺流程)男装西服的步工艺制作流程

男装西服的118步工艺制作流程:1工序名称:领料分包设备名称:推车2工序名称:收省拼侧片设备名称:拖轮平缝车3工序名称:分侧缝粘前袖弯设备名称:烫台4工序名称:拉前袖笼沙牵带设备名称:拉牵带机5工序名称:前片推门设备名称:烫台6工序名称:拉前袖笼牵带.肩缝抛醋酸脂设备名称:平车7工序名称:劈手巾袋设备名称:台板8工序名称:扣手巾袋设备名称:烫台9工序名称:机开手巾袋设备名称:开手巾袋机10工序名称:分烫手巾袋设备名称:烫台11工序名称:装手巾袋布设备名称:平车12工序名称:封手巾袋外口.暗撬手巾袋设备名称:手巾袋机13工序名称:劈袋盖设备名称:台板14工序名称:割袋盖设备名称:割袋盖机15工序名称:反烫大袋盖.修烫大袋盖设备名称:烫袋盖机16工序名称:机开大袋设备名称:开袋机17工序名称:剪.反烫大袋嵌设备名称:袋嵌线烫机18工序名称:装大袋布.辑袋贴设备名称:平车19工序名称:打大袋套节设备名称:套节车20工序名称:叠.切胸衬设备名称:三角针车21工序名称:复扎胸衬设备名称:扎线车22工序名称:烫驳口牵带设备名称:烫台23工序名称:中间压烫设备名称:前身定型烫机24工序名称:撬驳头牵带.拆驳口扎线设备名称:撬边车25工序名称:修剪胸衬设备名称:台板26工序名称:拼挂面与前片里子.拼侧片设备名称:平车27工序名称:烫挂面.里侧片缝设备名称:烫台28工序名称:定里袋位设备名称:台板29工序名称:粘里.卡袋嵌线设备名称:烫台30工序名称:机开里袋卡袋设备名称:开袋机31工序名称:剪.烫里卡袋嵌设备名称:烫台32工序名称:烫三角设备名称:烫台33工序名称:打三角眼设备名称:平头锁眼车34工序名称:钉商标设备名称:三角针车35工序名称:辑里袋贴装里袋布设备名称:平车36工序名称:烫里袋布设备名称:烫台37工序名称:撬里袋布设备名称:撬边车38工序名称:里袋打套节设备名称:套节机39工序名称:复挂面.钉肩棉设备名称:扎线车40工序名称:扎驳头设备名称:台板41工序名称:夹止口拆扎线设备名称:割止口车42工序名称:止口检查设备名称:台板43工序名称:修剪止口内缝设备名称:台板44工序名称:分止口内缝.止口翻出设备名称:专用烫台45工序名称:烫外止口.对长短设备名称:烫台46工序名称:撩缝(止口缝) 设备名称:撩缝车47工序名称:扎成品挂面设备名称:扎线车48工序名称:对号上吊挂(全自动吊挂)49工序名称:几切被缝设备名称:长缝车50工序名称:拉后袖龙牵带设备名称:平车51工序名称:归烫后背设备名称:烫台52工序名称:拉后领圈牵带设备名称:平车53工序名称:辑里被缝设备名称:平车54工序名称:拷面子摆缝设备名称:拖轮链条车55工序名称:烫面摆缝.背逢设备名称:背摆缝烫机56工序名称:拷里摆缝设备名称:平车57工序名称:烫里背摆缝.烫面底边设备名称:烫台58工序名称:拷面肩缝设备名称:平车59工序名称:分烫肩缝设备名称:肩缝烫机60工序名称:扎领圈设备名称:扎线车61工序名称:拷面肩缝设备名称:平车62工序名称:劈领脚设备名称:平车63工序名称:合领面设备名称:平车64工序名称:分烫领脚线设备名称:烫台65工序名称:辑领底呢脚线设备名称:融袖车66工序名称:合领设备名称:三角针车67工序名称:夹领脚设备名称:平车68工序名称:反烫成品领设备名称:烫台69工序名称:划领串口设备名称:台板70工序名称:撩缝设备名称:撩缝车71工序名称:划挂面串口.装领.剪领脚设备名称:平车72工序名称:分烫串口.粘侧面串口设备名称:烫台73工序名称:辑领底呢设备名称:三角针车74工序名称:拷里肩缝.拼上部位挂面和里子设备名称:平车75工序名称:粘烫领串口驳头设备名称:摇臂烫台76工序名称:扎上部位挂面设备名称:扎线车77工序名称:压领脚线设备名称:珠边车78工序名称:撬挂面设备名称:撬边车79工序名称:辑底边扎缝设备名称:平车80工序名称:撬底边设备名称:撬边车81工序名称:中段检查设备名称:车架82工序名称:划袖叉.袖眼.打袖眼设备名称:袖叉眼机83工序名称:拔大袖片瘪缝设备名称:拔内袖缝机84工序名称:辑修叉三角设备名称:拖轮平缝车85工序名称:辑袖瘪缝设备名称:专用车86工序名称:烫袖瘪缝.烫袖口贴边.修剪修叉角设备名称:烫台87工序名称:辑小修叉.袖口定位.拼大小袖胖缝设备名称:平车88工序名称:分烫袖胖缝设备名称:分烫外袖缝机89工序名称:钉袖口钮设备名称:自动钉扣机90工序名称:拼大小袖里子设备名称:平车91工序名称:烫袖里子设备名称:烫台92工序名称:套面.里袖口.摘缝设备名称:平车93工序名称:撬袖口贴边设备名称:撬边车94工序名称:袖子面.里摘缝设备名称:平车95工序名称:烫成品袖设备名称:袖口定型机96工序名称:装袖面设备名称:上袖机97工序名称:袖子检查设备名称:车架98工序名称烫里底边设备名称:烫台99工序名称:扎袖笼设备名称:烫袖底机100工序名称:叠.做弹袖衬设备名称:融袖机101工序名称:装弹袖衬设备名称:平车102工序名称:扎前袖笼设备名称:扎线车103工序名称:剪.分烫修山头设备名称:分烫外袖机104工序名称:捋肩头设备名称:高头扎线车105工序名称:合肩棉.合袖龙面里子设备名称:切割肩棉车106工序名称:上袖里子设备名称:上夹里机107工序名称:封袖口设备名称:平车108工序名称:撬领角设备名称:手工109工序名称:拆全件线头设备名称:车架110工序名称:半成品检验设备名称:车架111工序名称:划眼位设备名称:台板112工序名称:锁眼设备名称:圆头锁眼机113工序名称:锁插花眼设备名称:圆头锁眼机114工序名称:打套节设备名称:套节车115工序名称:钉吊标设备名称:套节机116工序名称:点钮位设备名称:台板117工序名称:剪.刷线头设备名称:车架118工序名称:整烫。
男西装的工艺流程

男西装的工艺流程
《男西装的工艺流程》
男西装是一种重要的男装品类,其工艺流程非常复杂,需要经过多道工序才能完成。
下面简单介绍一下男西装的工艺流程。
1. 设计:首先,设计师根据时尚趋势和客户需求设计出男西装的款式和图纸。
2. 选料:接下来,材料师根据设计图纸选取适合的面料、里料和辅料。
3. 裁剪:裁剪师根据设计图纸将面料进行裁剪,确保每个部位都有正确的尺寸和形状。
4. 缝制:缝纫工人根据裁剪好的面料进行缝制,将各个部位缝合成完整的男西装外套。
5. 衬衫制作:同时,另一组工人负责衬衫的制作,包括裁剪、缝制和扣子的缝合。
6. 熨烫:经过缝制完成的男西装外套和衬衫需要进行熨烫,以确保整体平整美观。
7. 细节处理:在接近成品的阶段,工人需要对男西装进行细节处理,包括剪线、整理、清洁等工序。
8. 质检:最后,质检员对男西装进行严格的质量检测,确保每一件男西装都符合质量标准。
通过以上工艺流程,一个完整的男西装才能最终制作完成。
这些工序需要经验丰富的工匠和高品质工艺才能完成,也正是这些工序使得男西装成为一种尊贵的时尚品牌。
男士西服的118步制作工艺流程

男士西服的118步制作工艺流程1. 选择面料西服的制作过程始于面料的选择。
优质的面料是制作高品质西服的关键。
常用的面料包括羊毛、丝绸、棉和麻等。
选择的面料应该符合西服的款式和风格,以及季节的要求。
2. 裁剪定型根据客户的尺寸和要求,裁剪师会将面料裁剪成各个部分的形状,并给予适当的裁剪余量。
3. 缝纫肩部和胸部首先,将面料的肩部和胸部部分放在一起,使用缝纫机缝合两个部分的接缝,以确保合适的剪裁和舒适感。
4. 缝纫侧缝接下来,将面料的侧缝放在一起,缝合两边的接缝。
缝纫工将确保接缝的平直和对称,以确保西服的整体外观。
5. 定制袖口面料的袖口是西服的重要组成部分之一。
缝纫工将根据客户的要求进行袖口的定制。
6. 缝制袖子将已定型的袖子与西服的身体部分缝合在一起。
缝纫工将确保袖子的长度和形状与西服的设计相符。
7. 缝制领子领子是西服的亮点之一,也是客户最为关注的部分之一。
面料的领子将缝合在西服的领口处,确保整洁和平整的接缝。
8. 制作扣眼扣眼是固定西服按钮的重要部分。
缝纫工将使用专用的机器来制作扣眼,并确保它们的位置和尺寸与设计要求一致。
9. 缝制扣子将面料上已经制作好的扣眼与扣子一一对应,缝合在西服的正面。
10. 缝制口袋口袋是西服的常见设计之一。
缝纫工将根据设计要求,在西服的正面缝制合适的口袋。
11. 补充面料细节根据客户的要求和设计,缝纫工将在西服上补充额外的面料细节,如肩章或装饰纽扣等。
12. 缝制内衬内衬是西服舒适度的关键因素之一。
缝纫工将根据西服的设计和要求,将内衬缝制在西服的内部。
13. 缝制内袋西服内袋是存放个人物品的理想空间。
缝纫工将根据客户的要求,在西服内部缝制合适数量和大小的内袋。
14. 配置西服按钮根据设计要求,缝纫工将配置西服的按钮,并确保它们与西服的样式和布料相匹配。
15. 缝制整体将各个部分的面料和细节缝制在一起,形成西服的整体。
16. 打磨和修整完成西服的缝制后,进行打磨和修整,以确保西服的外观整洁无瑕。
[指南]男西装缝制工艺
![[指南]男西装缝制工艺](https://img.taocdn.com/s3/m/31da873abdd126fff705cc1755270722192e593c.png)
男西装制作工艺标一、男西装款式如下图:二、男西装制作工艺标准男西装精做归拔工艺及胸衬的制作工艺男西装缝制前必要的准备工作包括:首先检查裁片是否齐全,正反面是否对应,衣片的主要部位有无残疵,准确无误后,进行粘衬处理。
衣身、领面、挂面等部位最好机器粘合,小件部位可手工粘合。
烫衬后,衣片会略有收缩,因此裁剪时已在缝份基础上略增加。
其次对进行衣片修正及打线钉,将衣片纸样与衣片对应,修正缝份量,确定绱领点、装袖点、腰部对位点。
袋位、省位及折边可打线钉做标记。
一、推、归、拔、烫的工艺处理(一)缉省的方法1、普通缉法:适用于低档工艺。
2、垫布缉法,适用于薄型面料。
3、剪开法:适用于呢绒料。
本节采用剪开法勾缉胸腰省。
(1)剪开袋与省道,开剪剪口距省份0.3cm左右止。
(2)摄起省份勾缉省道,缉时省要缉尖,不可缉成胖型或平尖形。
省道的起止处把上下线留长线头打线结,防止省缝拉过或抽紧。
(3)将省道缝份劈开、熨烫。
省尖处没有剪开的部位插入手针熨烫,防止省头偏到一边,烫平后在劈缝外和袋口处粘无纺衬固定,防止窜动。
(4)合缉前侧身,注意腰节线与底边线的线丁对准。
衣身在袖窿深线下10cm处吃进0.3,缉线松紧适宜,缉线顺直。
(5)在腰节处剪开0.3cm刀口,便于分烫省缝,分烫时腰节处丝绺向止口边弹出0.6或0.8cm,把省尖烫圆,并以腰节为准向两头略拉伸。
4、缉省质量要求(1)缉省要顺直,省尖缉尖不可拉还或吊紧(2)分烫省缝时为前身的推门做好准备,把腰省向止口推出(3)烫时要烫散烫平服(二)归拨的工艺处理男西装衣身粘有纺衬的温度为第一熨烫温度。
无论归拨还是整烫的温度都不能超过第一熨烫的温度,否则很容易起泡。
男西装归拨首先要了解衣片同人体及人体动态的关系理解归拨的作用。
其次要了解面料的性能,掌握熨烫温度与压力,最后要了解熨烫的顺序、熨斗走向及衣片丝绺的用力程度。
1、前衣片的归拔处理:(1)归拔前止口:将前衣片重叠,止口靠近身体一侧,熨斗在驳头处归拢,在前腰节处向止口顺势拔出。
西装的工艺流程
西装的工艺流程
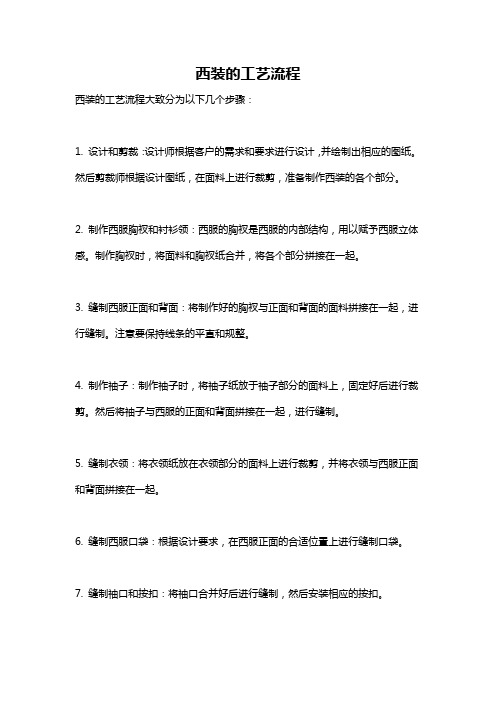
西装的工艺流程大致分为以下几个步骤:
1. 设计和剪裁:设计师根据客户的需求和要求进行设计,并绘制出相应的图纸。
然后剪裁师根据设计图纸,在面料上进行裁剪,准备制作西装的各个部分。
2. 制作西服胸衩和衬衫领:西服的胸衩是西服的内部结构,用以赋予西服立体感。
制作胸衩时,将面料和胸衩纸合并,将各个部分拼接在一起。
3. 缝制西服正面和背面:将制作好的胸衩与正面和背面的面料拼接在一起,进行缝制。
注意要保持线条的平直和规整。
4. 制作袖子:制作袖子时,将袖子纸放于袖子部分的面料上,固定好后进行裁剪。
然后将袖子与西服的正面和背面拼接在一起,进行缝制。
5. 缝制衣领:将衣领纸放在衣领部分的面料上进行裁剪,并将衣领与西服正面和背面拼接在一起。
6. 缝制西服口袋:根据设计要求,在西服正面的合适位置上进行缝制口袋。
7. 缝制袖口和按扣:将袖口合并好后进行缝制,然后安装相应的按扣。
8. 补齐细节:进行细节的缝制和装饰,如西服上的装饰性线条、金属饰品等。
9. 最后的整烫和验收:对已经制作好的西装进行整烫,使其充分展示出完美的线条和质感。
最后进行验收,确保质量合格后才交付给客户。
需要说明的是,以上步骤只是西装制作的一般工艺流程,具体的流程可能会根据不同的制作工艺和厂家而有所不同。
男西服的制作工艺步骤

男西服的制作工艺步骤(一)检查裁片检查西服的部件是否齐全。
(二)验片检查有无不合规格的样片,并按样板修改正确或换片。
(三)打线丁1.前衣片驳口线,缺嘴线,手巾袋位,前袖窿装袖对档位,腰节线,大袋位,纽位,胸省线,底边线。
2.后衣片背缝线,背高线,腰节线,背衩线,底边线。
3.大、小袖片袖山对刀位,偏袖线,袖肘线,袖衩线,袖口折边线。
(四)粘黏合衬粘衬的部位包括大身、挂面、领面、袋盖面、手巾袋片、耳朵片、嵌线条、背衩等。
(五)收省1.收省(1)收胸省。
将肚省(袋口线)剪开,胸省剪至距省尖3.5~4 cm处,用线好车缉,省尖要缉尖,省缝要顺直。
省尖处丝绺不能有大于0.1 cm的偏差。
(2)剪掉肚省。
将胸省烫开,袋口摆平,袋口处搭合的量在下层剪掉(即肚省量)。
合并袋口处肚省缝,用线牢(或粘黏合衬),线两边线迹不要超过0.4 cm。
(3)合侧缝片。
大小衣片的腰节线、底边线对准,在袖窿深下10 cm一段大片有0.3~0.5 cm吃势,缝头为0.8 cm,缉线松紧适宜,缉线顺直。
2.缉背缝先用线把背缝好,后片胖势处线略抽紧些,好后把吃势烫平,车缉一道。
3.合缉前袖缝小袖在下,车缉前袖缝。
也可将袖片归拔好后再进行车缉,缉线要顺直。
(六)归拔1.归拔前衣片先将袋口处用黏合衬粘好,然后进行归拔。
(1)分烫省缝。
把衣片止口一边面向自己放平,分烫省缝。
省尖处可插一根针,以防省尖偏倒一边。
分烫时在腰节处丝绺向止口推出0.6~0.8 cm,并以腰节线为准向两边略拉伸。
分烫胁省时,两边丝绺放直,斜丝处不宜拉还。
(2)归拔前片。
止口靠身边(里襟则相反),将止口直丝推弹0.6~0.8 cm。
熨斗从腰节处向止口方向顺势拔出,然后顺门襟止口向底边方向伸长。
要求止口腰节处丝绺推弹烫平、烫挺。
熨斗反手向上,在胸围线处归烫驳口线,丝绺向胸省尖处推归、推顺。
(3)归烫中腰及袖窿处。
把胸省位至胁省的腰吸回势归到胁省至胸省的1/2处。
熨烫时一定要归平、归煞,以防回缩。
西服缝制工艺

3合肚省:将大袋位搭合并拢无空 隙,用手针寨住在大袋位处粘无纺 衬,马面的相应位置也粘上无纺 衬,以免开袋毛漏,如图所示。按 前片线钉重新画好大袋位。左右大 袋位高低相同,进出一致。 4合马面:马面与前片正面相对,沿 边对齐,对准腰节线钉,缝份1cm, 前片袖隆下10cm略吃进 0.3cm左右松量,满足胸部胖势需 要,袋口下丝绺顺直。缝份劈开烫 平,腰节处略拔开。
覆挂面:前衣片与挂面正面相对,胸衬放上层。
(1)做驳头容量:将上、下层驳口线对准,沿净线扎线定住。挂面与 衣片的驳头放缝不同,作为里外容余量,如图所示。沿边对齐,寨 线0.5cm,将上下层扎牵定住。
(2)缉止口:从线钉装领 处起针,第一粒扣位
以上按止口画线缝, 以下让出0.15cm緝线 0.15cm緝线,緝至挂 面横头处,如图所示。
6.牵挂:掀起里子,将挂面与夹里的拼缝与胸衬、黏合衬滴牢,如图所示。 腰省的上段缝份与胸衬滴牢。
7.修夹里:将夹里正面向上,捋顺面、里料,将里、面定牢。按面料修去多 余的里子,如图所示。
(十三)做后背
合后背缝:按线钉画顺背缝线, 先扎后緝,缝份2cm,对准线 钉标记位置,
緝时先按折边标记扣转底摆线 折边,里襟格摆衩沿边扣净。 如图所示,摆衩以上缝份劈开 烫平,以下倒向左片,熨烫平 服。
(十)做前片夹里,开里袋
1画挂面止口:用挂面样板明确门襟止口、翻领与驳领位等,确保 圆下摆的正确形状合翻领的位置。
2.合緝挂面夹里:先拼缝耳朵片,收好胸省,腋下省。拼缝后保持 原来长度不变,如图(a)所示。将挂面外口略加归拔,其弯势与 驳头外口吻合,与里子拼缝后,底边留出4cm不缝,缝份倒向夹里, 如图 (b)所示。在耳朵片上、下缝份开剪口,分缝烫平服,并在反 面粘上无纺衬。
手工缝制西装工艺流程

手工缝制西装工艺流程手工缝制西装工艺流程手工缝制西装是一项需要耐心和精细的工艺活动。
下面是一个简单的演示流程,以帮助你了解手工缝制西装的工艺过程。
第一步:量身定制首先,裁缝师会使用卷尺测量客户的身体尺寸,以确保西装能够完美贴合客户的身型。
每个身体部位都会被测量,包括肩宽、胸围、腰围等。
第二步:设计剪裁面料一旦裁缝师有了尺寸,他们会选择合适的面料。
西装通常使用高质量的羊毛面料,因为它有良好的弹性和抗皱性。
然后,裁缝师会按照尺寸,根据设计要求将面料剪裁成相应的形状。
第三步:缝制外套首先,裁缝师会开始缝制西装的外套。
他们会将面料按照指定的方式缝在一起,并按照客户的尺寸进行调整。
接下来,裁缝师会添加衬里,并将它们缝合在一起。
袖口、领子、扣子和口袋等细节也会被仔细处理。
第四步:缝制裤子裁缝师会使用相同的面料继续制作西装的裤子。
他们会先将裤腿缝合,在需要的地方加上装饰性的线条,并为裤子添加扣子或拉链。
裤子的腰部会经过特殊处理,以确保舒适度和贴合度。
第五步:细节处理一旦外套和裤子缝制完成,裁缝师会开始进行最后的细节处理。
他们会检查是否有任何缝制错误,并做必要的修正。
裁缝师可能还会使用蒸汽熨斗来平整衣服,使其更加平滑。
第六步:试穿和调整完成所有缝制步骤后,客户会被请来试穿西装。
裁缝师会观察西装在客户身上的贴合度和舒适度,并根据需要进行调整。
这包括调整裤子的腰围、长度以及外套的肩宽、袖长等。
第七步:最后的整理一旦所有调整完成,裁缝师会进行最后的整理。
这包括为西装加上最后的装饰,如扣子和拉链。
裁缝师还会将裤子和外套整理成最完美的形状,并确保所有线头都被剪掉。
以上是手工缝制西装的一个简单工艺流程。
值得注意的是,每个裁缝师可能有自己的流程和技巧,所以实际的缝制过程可能会有所不同。
但总体来说,手工缝制西装需要经过多个步骤,其中每个步骤都需要仔细和精细地操作,以确保最终的西装质量。
男西装工艺制做流程及方法

男西装工艺制做流程及方法
男西装的制作流程主要包括以下步骤:
1. 打线钉:在裁剪前,需要用线钉对布料进行标记,以确定西装的各个部位。
2. 裁剪:根据设计图纸和线钉标记,使用裁剪刀对布料进行裁剪。
裁剪时要确保裁剪的准确性,以免影响后续的缝制。
3. 缝制:根据设计图纸和裁剪好的布料,使用缝纫机对西装进行缝制。
缝制时要确保缝线的均匀和整齐,同时要注意处理细节,如领口、袖口、口袋等。
4. 熨烫:缝制完成后,需要对西装进行熨烫,以去除皱纹和折痕,使西装更加平整。
5. 质检:检查西装的整体质量和细节处理,确保符合要求。
6. 包装:将制作完成的西装进行包装,以方便携带和保存。
在制作男西装时,需要注意以下几点:
1. 选择合适的面料:根据季节和场合选择合适的面料,如羊毛、亚麻、棉等。
2. 注意版型:版型是决定西装是否合身的关键因素,需要根据个人的体型特征选择合适的版型。
3. 细节处理:在制作过程中,需要注意细节处理,如领口、袖口、口袋等部位的特殊处理。
4. 缝线和熨烫:缝线和熨烫是影响西装质量的关键因素,需要保证缝线的均匀和整齐,同时要注意去除皱纹和折痕。
5. 质检和包装:在制作完成后,需要进行严格的质量检查,并妥善进行包装,以方便携带和保存。
第三章男西服缝制工艺
第三章男西服缝制工艺教学目的:使学生了解西服的基本款式,掌握西服的制作方法,使学生能够完成西服生产的工艺流程安排。
教学重点:西装制作的手法与步骤。
课时安排:80学时第一节概述教学目的:使学生了解西服制作的基本要求,掌握西装的零辅料裁剪、排料等知识。
教学重点:用料计算及零辅料裁剪。
课时安排:6学时授课形式:讲授+演示教具准备:一件成衣一、外形概述与外形图平驳头、单排四粒扣、圆形下摆、带胸袋、双嵌线带袋盖大袋、前身收落地省、侧缝开叉、袖口开叉钉四粒样扣。
款式见图3-1-1。
二、量体加放与规格设计(一)测量的主要部位与方法1、衣长:男西服衣长为后衣长,从第七颈锥点垂直下量至臀围线下5—7cm部位符号用L表示。
2、袖长:从肩外端点沿臂弯形态量至茎突点下半2—3cm,西装袖长应加垫肩厚度。
部位符号用SL表示。
3、胸围:软尺在胸部丰满处水平围量一周,垫入一指,符号用B°表示。
4、肩宽:从左肩骨外端顶点沿后背表面量至右肩骨外端顶点,部位符号用S°表示。
5、领围:在喉结下方水平绕颈一周的长度,部位符号用N°表示。
(二)规格设计1、胸围:B=B°+16—20cm2、肩宽:S=S°+2—4cm3、领围:N=N°+4—6cm三、男西服裁剪图(一)男西服成品规格表(见下表所示)假定制图规格表单位:cm号型衣长L 胸围B 肩宽S 领围N 袖长SL 垫肩H 翻领M 底领N 175/88A 77 108 46 42 61 1.5 3.5 2.7 (二)男西服裁剪图见图3-1-2图3-1-2四、男西服样板图与零辅料裁剪男西服样板图,见图3-1-3。
零部件裁剪图,见图3-1-4。
图3-1-3图3-1-4五、用料计算及排料图(一)男西服用料计算1、面料用料计算方法:见下表男西服面料用料表面幅款式胸围用料备注144 cm单排扣西装B=110-115cm 衣长x2+5胸围每增减5cm面料增减5cm110 cm B=110-115cm衣长x2+袖长+152、里料计算方法:见下表3、辅料计算方法:见下表(二)男西服排料图1、男西服面料排料图,见图3-1-5。
西服工艺流程
西服工艺流程西服工艺流程是指将面料加工成西服的全过程。
下面是一份详细的西服工艺流程,包括了预处理、裁剪、缝制、整烫等步骤。
1. 面料预处理:将西服面料进行清洗、烘干等处理,以去除污渍、杂质和缩水现象,使面料达到最佳的加工状态。
2. 面料裁剪:将经过预处理的面料按照西服的设计图纸,进行裁剪。
裁剪工艺要精确,确保裁剪出的面料块与设计图纸一致,没有错位和偏差。
3. 缝制前准备:将裁剪好的面料块进行配对,将前、后、袖等零部件进行组合。
同时准备好所需的衬里、饰品和配件,如纽扣、拉链等。
4. 缝制:根据西服的设计要求,将配对好的面料块进行缝制。
缝制工艺要精细,可以使用手工缝纫,也可以使用机器缝纫,以确保西服的质量和效果。
5. 试衣:在缝制完成后,进行试衣环节。
试衣会涉及到调整西服的版型、长度和细节等方面,以确保西服的合身度和舒适度。
6. 补齐:根据试衣的反馈意见,对西服进行调整和修改。
如需要改动的地方较小,可以进行简单的补齐。
如需要更大的改动,可能需要重新裁剪和缝制。
7. 走样:将经过试衣和补齐的西服样衣,进行跟踪和复制。
这个过程是为了保障批量生产时,每一件西服都能保持一致的质量和效果。
8. 整烫:将西服样衣进行整烫处理,以使面料和型版更好地结合在一起。
整烫可以使面料平整、光滑,增加西服的整体质感和立体感。
9. 配饰安装:将饰品和配件,如纽扣、拉链等安装到西服上。
这个过程需要精确、仔细,以确保配饰的安装位置和效果。
10. 最终整理:将经过配饰安装的西服进行最后的整理和修整。
清除可能的污渍和杂质,使西服达到最佳的状态。
综上所述,西服工艺流程包括了预处理、裁剪、缝制、整烫等多个步骤。
每个步骤都需要精确、细致地进行,以确保西服的质量和效果。
只有经过专业的工艺流程和精湛的工艺技术,才能制作出合身、时尚、高质量的西服。
(本)男西装的缝制工艺

平纹组织,以马尾毛作纬纱,棉纱为经纱织成,其 幅宽大致与马尾毛长度相等。
特点:弹性很强,用于高档西装、大衣的挺胸衬和 肩衬,使之挺括,效果极佳。
4、针棉衬(无纺衬) 直接以废棉和碎布经过粉碎,用化学方法制成的。
特点:具有膨松、保温、通气易干、回弹性好、不 走样、轻盈等特点。用作胸衬或肩垫,可使该部位 厚实,增强立体感。
齐,把挂面上段止口留0.7cm,下段留0.5cm; 衣身门襟上段止口留0.5cm,下段留0.7cm。 熨烫门襟时,上段挂面烫出0.2cm,下段挂面 烫进0.2cm
op38.扎驳头定型(用手针固定) op39.固定衣脚底边止口 面层和里层对应的缝道止口用回针线固
定
op40.熨烫衣身 op41.中检
三、西装常用里衬种类简介
一)非粘合衬(机缝里衬) 1.普通的机织衬 如白布衬、软衬等,主要用来作主衬,
是最靠近前衣片的衬料,覆盖衣料反面 的全部或部分。
2、黑炭衬
平纹组织,以棉或棉混纺纱线为经纱,以牦牛毛或 山羊毛(有时还有头发)与棉或人造棉混纺的纱为 纬纱而织成的。
特点:弹性较强,宜作高档呢绒服装的里衬。
胸衬或与面料全部复合服贴 无,只复挂面衬
扎驳头工艺
可扎,也可省略
五.覆衬工艺与配衬材料的选择
选择覆衬工艺与配衬材料要考虑的因 素:
1.产品的使用场合、产品档次; 休闲场合 正规场合 2.材料的性能和质地。 面料的组织结构、质地、性能、视觉、
手感
六.简明男装西装的缝制工艺
缝要平服,不起涟形,同时要有自然 朝前弯曲的造型(俗称鹅毛翘),缝 合时,后肩缝要容缩均匀。缝肩时, 后肩向下放置。 op21.劈烫摆缝、肩缝 op22.压烫底边衬
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
男式西服缝制工艺步骤
1.缝制前片,侧片
(1)前片缉省道后剪开省烫平。
(2)接侧片,侧片劈缝烫平,可在袖窿处粘一斜牵条。
(3)手巾袋制作。
做手巾袋袋板时先扣烫袋板,然后接袋布,同时上嵌线接好袋布,在袋位处缉缝。
注意挖手巾袋时开口剪开宽度在1.5cm左右,剪开三角时不要超过手巾袋边线。
(4) 大口袋制作(Ⅰ- Ⅴ)
①做袋盖
袋盖里、面正面相对,
袋盖面在下。
袋盖里上划
净样,放在上面,按净线车缝,拐角处吃缝
袋盖面;翻烫袋盖,袋盖面吐出0.2cm,注
意不要倒吐。
②扣烫嵌线
③开袋Ⅰ
在前身上准确划出开袋位置,将烫好
的嵌线布对准前衣身上的开袋位,车缝上
下线,两线间距为1cm,缝线要顺直,两
端回针。
沿两道缝线中间将嵌线布剪开,
距两端1cm处剪三角,注意要剪到缝线根
部,但不要剪断缝线,翻烫。
Ⅱ
④缝袋布
将垫带布一边扣净,与袋布车
0.1cm明线固定,袋布另一侧与下嵌
线正面相对车缝。
袋布上折,盖过
上嵌线,沿上嵌线缝线位置重合缉
线固定袋布,缝合袋布两侧,注意
封三角。
Ⅲ
ⅣⅤ
2.制作前衣片夹里
(1)缉缝前片夹里与挂面,缝到下端要预留7cm左右,不要缝到底。
缝侧片,倒缝烫平。
(2)制作里袋。
采用双嵌线方法制作口袋。
①口袋开口位置,嵌线布,粘合无纺衬。
②嵌线布与口袋位对齐,并沿嵌线宽度车缝四周缝线,再剪开口。
③将嵌线布翻进反面并劈缝。
④将嵌线布折成双嵌线熨平。
⑤将开口三角车缝固定。
⑥接缝前口袋布。
⑦后口袋布缉缝垫布。
⑧车缝三角,缉合两片明线。
3.敷缝挂面
将缝制好的前身面衣片与前身里衣片正面对合整齐,前身夹里、领口、驳领止口处预留的翻折松量0.5cm。
然后将驳领自然翻折止口对齐,用手针沿驳嘴至驳领止口直到下摆弧线过面处缝合好。
翻挂面经整烫后,在驳领止口处用手针暂时固定止口,使之不要倒吐。
4.缝制后片
(1)合面料背缝及归拔:将两后片对齐,合缝背缝,用熨斗归烫后背上部外弧量。
拔出腰节部位内弧量,袖窿稍归,侧缝胯部稍归拢,腰部拔开,使之塑出人体后背立体
曲面关系。
(2)后背缝劈开熨平,在袖窿及领口处粘斜丝牵条。
5.合夹里背缝 (Ⅵ)
将两片夹里后背缝对齐按1cm缝份缉缝,注意
缝时上下片松紧一致,缉平服,倒缝,用熨斗烫出
后背掩皮松量。
6.合大身摆缝,肩缝
(1)将前后片面料侧摆缝对齐,按缝迹线车缝,劈
缝熨平。
(2)将夹里前后片侧摆缝对齐,按缝迹线车缝,向
后倒缝,熨烫出侧缝掩皮0.5cm。
Ⅵ
(3)将前后衣片放平,下摆夹里,面料折边烫平,手针固定好夹里下摆折量,手针暗缝夹里摆边。
(4)熨烫下摆,夹里比面料短1.5cm左右,留烫掩皮。
衣片放平,手针缝前后衣片使之夹里,面料片平顺,夹里,面料片松紧合适。
(5)缉缝肩缝,后片小肩自然吃进0.7cm,劈缝烫开。
7.合夹里后侧缝,烫掩皮,合夹里肩缝
8.胸衬肩缝手针固定于衣片肩缝
(1)敷衬
将胸衬与前衣片胸部反面对齐,距驳口线1cm左右。
衣片胸部凸势与胸衬凸势完全贴合一致,然后在前衣片正面用手针缝敷衬。
注意衣片与胸衬要尽量吻合,针
距一致平顺。
敷衬做好后需经整烫,使衬与衣片平服贴合,在胸衬与驳口处粘一直丝牵条粘
压在胸衬上,粘牵条时中间部位要拉紧再粘合,然后围绕前领口,前止口及底摆处贴牵条。
9. 制作袖子
(1) 制作袖子面料
①合前袖缝
将大、小袖的前袖缝对齐(制图中设计小袖比大袖修长0.3cm )按缝迹线缉缝,大袖在上面,在小袖片前袖缝内弧处0.3的吃势。
然后劈缝烫平。
用熨斗将大袖前袖缝内弧处吃势量拔出,使大袖借偏袖部分翻折后自然产生弯曲度,实现结构线向轮廓线的转换。
技巧:小袖摆平烫,不过缝合线,在吃势处往外推。
烫袖口折边:大袖3.8cm,小袖4cm,大袖衩烫折3cm.缝角。
②缝袖开衩,缉缝后袖缝。
③倒缝熨烫
(2) 制作袖子夹里
①合前袖缝
将大、小袖的前袖缝对齐按缝迹线缉缝,大袖在上面,在小袖片前袖缝内弧处
0.3的吃势。
然后劈缝烫平。
②合后袖缝
③倒缝熨烫
(3)缝合袖子和袖里
袖口处对齐,缝头1cm,缝袖口一圈。
要求:面,里内侧缝对齐,里袖的外侧缝
与袖衩的外边对齐。
将袖折边翻好,缝头倒向
袖里,用三角针固定,针距约1.5cm。
注意:线不能抽得太紧,以免影响外观。
袖子完成吊挂放好,待用。
(4)绱袖子
①袖窿用倒钩针固定好,从袖下对位点开始依
次先用手针绷缝,调整好袖子位置后机缝,操Ⅶ
作时机器要慢、稳,不得使劲拉伸,要以直取圆的操作方法缝合袖山头部分,袖窿后弯处要随衣身自然弯势缝合。
②缝合好后将手针绷缝线拆掉,在绱袖缝上用熨斗尖将缝份从里面烫平压死,然后将袖
窿斜垫牵条缝合在袖山缝处。
10. 制作领子
(1)领底呢上口与领面外口用三角针缝合烫
整好。
(2)绱领子
将领面下口与串口线及后领口缝
合。
在串口处打一剪口,劈缝熨烫。
领
底呢盖住串口、领口缝份,三角针缝固Ⅷ
在衣身上,注意要平服、松紧合适。
(3)熨烫定型
将驳领与领子按驳口线,领折线自然翻折于衣身上后用熨斗整烫,使之自然帖服于前身和肩部,注意驳头下部不要烫死,要有自然弯折曲度。
11. 装垫肩
①将前衣身夹里掀起,用手针固定夹里与面料,包括挂面的缝份及里袋、胸衬等部位,
使之固定在合适的位置。
②将垫肩中线放置肩缝处,用手针将垫肩与胸衬肩头部分缝合固定。
12. 手针绱袖子夹里
①将衣身翻转到里面,在袖窿处将袖窿里,面。
衬,垫肩四合一倒钩针缝合,使之自然
吻合服帖。
②袖子夹里与袖窿手针暗缝,缝合自然平服。
13.锁眼,钉扣
按样板上的位置进行锁眼,钉扣,要求位置准确,锁眼牢固。
14. 整烫
各条缝线、折边处要熨烫平整、压死、驳口翻折线第一扣位向上三分之一不能烫死。
从正面熨烫时要垫上烫布,以免损伤布料或烫出极光。
整烫后,要将服装挂在衣架上充分晾干后再进行包装。