sae j 2334 Laboratory Cyclic Corrosion Test
螺和二螺1,2,4-三氧戊环抗疟药的稳定剂型[发明专利]
![螺和二螺1,2,4-三氧戊环抗疟药的稳定剂型[发明专利]](https://img.taocdn.com/s3/m/9bb1c774daef5ef7bb0d3c2c.png)
专利名称:螺和二螺1,2,4-三氧戊环抗疟药的稳定剂型专利类型:发明专利
发明人:A·A·伊诺斯,H·K·马丹,S·马丹,A·特里汉,P·太吉,V·K·阿罗拉
申请号:CN200680017121.0
申请日:20060518
公开号:CN101272777A
公开日:
20080924
专利内容由知识产权出版社提供
摘要:本发明领域涉及含有螺和二螺1,2,4-三氧戊环抗疟药,或其药学上可接受的盐、前药和类似物的稳定剂型,以及其制备方法。
该剂型的含水量不超过6.5%w/w。
申请人:兰贝克赛实验室有限公司
地址:印度哈里亚纳
国籍:IN
代理机构:上海专利商标事务所有限公司
代理人:张宜红
更多信息请下载全文后查看。
阿克苏诺贝尔粉末涂料产品数据表 - Interpon ACE 2010 YN106G 黑色中光泽平滑

Akzo Nobel Powder Coatings BVProduct Data SheetAkzoNobel Powder CoatingsInterpon ACE 2010YN106G Black Medium Gloss SmoothProduct Description Interpon ACE 2010is a series of superior UV and weather resistant TGIC-free polyester powdercoatings designed for exterior exposure and for use as a decorative and/or functional coating foragricultural and construction equipment and components. These coatings also provide significantlyimproved gloss retention and resistance to color change and possess outstanding transfer efficiencyand faraday cage penetration.Powder Properties Chemical type Polyester super-durable (TGIC-free)Area of usage Exterior parts for agricultural machinery or construction equipmentParticle Size Custom manufacturedAppearance Smooth, Medium glossColour BlackGloss (60°)60 ± 5 GUDensity (g/cm3)1,25 ± 0,10Stoving schedue15-30 minutes at 180°C, 10-25 minutes at 190°C, 8-20 minutes at 200°C(time at object temperature)Recommended DFT DTM: 70μm min - 110μm max; On Primer: 50μm min - 90μm max;On e-coat 45μm min - 90μm maxFailure to observe the correct curing and DFT conditions may cause adifference in color, gloss and the deterioration of the coating propertiesApplication ElectrostaticStorage Stability Under dry, cool (<25°C) conditions, at least 12 months from productiondate.Test Conditions The results are based on mechanical and chemical tests which (unless otherwise indicated) have been carried out under laboratory conditions and are given for guidance only. Actual product performance willdepend upon the circumstances under which the product is used.Substrate Cold Rolled SteelPretreatment Iron phosphate pretreated panels (ACT BonderiteÒ1070 DIW Panels)Film Thickness76-90 µmCure Schedule15 minutes at 190°CMechanical Tests Elongation ASTM-D522(conical mandrel)No crack at max elongationAdhesion ASTM-D3359(2 mm crosscut)5BHardness ASTM D3363(Gouge)3HCorrosion and Chemical Tests Cyclic Corrosion SAE J233440 days corrosion creep ≤ 3,5 mm fromscribeChemical resistance Good resistance to DI water, diesel fueland engine oilDurability Tests Exterior durability SAE J25272000h, excellent color and glossretention performanceColor stability atelevated temperatureGoodAkzoNobel Powder Coatings B.V. T +31 (0)71 308 6981Rijksstraatweg 31 (building 24) F +31 (0)71 318 6924PO Box 2170BA SassenheimThe NetherlandsPretreatment Aluminum, steel or Zinc surfaces to be coated must be clean and free from grease. Iron phosphate andparticularly lightweight zinc phosphating of ferrous metals improves corrosion resistance.Aluminum substrates may require a chromate or non-chromate conversion coating.Application Interpon ACE 2010 YN106G powders can be applied by manual or automatic electrostatic sprayequipment.It is recommended that for consistent application and appearance product be fluidized duringapplication. Unused powder can be reclaimed using suitable equipment and recycled through the coating system.Safety Precautions This product is intended for use only by professional applicators in industrial environments and shouldnot be used without reference to the relevant health and safety data sheet which Akzo Nobel has provided to its customers.DisclaimerIMPORTANT NOTE: The information in this data sheet is not intended to be exhaustive and is based on thepresent state of our knowledge and on current laws: any person using the product for any purpose otherthan that specifically recommended in the technical data sheet without first obtaining written confirmationfrom us as to the suitability of the product for the intended purpose does so at his own risk. It is always theresponsibility of the user to take all necessary steps to fulfill the demands set out in the local rules andlegislation. Always read the Material Data Sheet and the Technical Data Sheet for this product if available. Alladvice we give or any statement made about the product by us (whether in this data sheet or otherwise) iscorrect to the best of our knowledge but we have no control over the quality or the condition of the substrateor the many factors affecting the use and application of the product.Therefore, unless we specifically agree in writing otherwise, we do not accept any liability whatsoever for theperformance of the product or for any loss or damage arising out of the use of the product. All productssupplied and technical advices given are subject to our standard terms and conditions of sale. You shouldrequest a copy of this document and review it carefully. The information contained in this data sheet issubject to modification from time to time in the light of experience and our policy of continuousdevelopment. It is the user's responsibility to verify that this data sheet is current prior to using the product.Brand names mentioned in this data sheet are trademarks of or are licensed to AkzoNobelAkzoNobel Powder Coatings B.V.T +31 (0)71 308 6981 Rijksstraatweg 31 (building 24) F +31 (0)71 318 6924 PO Box 2170BA SassenheimThe Netherlands。
汽车盐雾标准

汽车盐雾标准的相关标准和规范1. 引言汽车盐雾标准是为了评估汽车及其相关部件在恶劣环境条件下的耐腐蚀性能而制定的一系列测试方法和要求。
盐雾测试是模拟海洋或寒冷气候中的腐蚀环境,通过暴露试样于盐水喷雾中,评估汽车抗腐蚀性能的指标。
2. 标准的制定汽车盐雾标准通常由国际、国家或行业组织制定,以确保在全球范围内具有统一的测试方法和要求。
以下是一些重要的相关标准和规范:2.1 国际标准化组织(ISO)国际标准化组织(ISO)负责制定许多与汽车盐雾测试相关的国际标准。
其中最重要的是ISO 9227 “Corrosion tests in artificial atmospheres – Saltspray tests”, 它规定了盐雾测试的基本方法、设备要求、试样制备等。
2.2 美国汽车工程师学会(SAE)美国汽车工程师学会(SAE)也发布了一系列与汽车盐雾测试相关的标准。
最常用的是SAE J2334 “Laboratory Cyclic Corrosion Test”, 它描述了一种循环式盐雾测试方法,模拟汽车在不同环境条件下的腐蚀过程。
2.3 欧洲汽车制造商协会(ACEA)欧洲汽车制造商协会(ACEA)制定了一些与盐雾测试相关的技术规范,如ACEA A-13 “Test method to evaluate the corrosion protection of painted steel”。
这些规范主要针对涂层和表面处理的性能进行评估。
2.4 国家标准各国家也可能制定自己的汽车盐雾标准,以满足本国汽车行业的特定需求。
例如,中国国家标准化管理委员会发布了GB/T 2423.17 “电工电子产品试验第2-17部分:盐雾试验”,它规定了电工电子产品在盐雾环境中的耐腐蚀性能要求和测试方法。
3. 标准的执行执行汽车盐雾标准通常需要一个专门设计和建造的实验室,并使用特定的设备和试剂进行测试。
以下是标准执行过程中的一些关键步骤:3.1 设备校准在进行盐雾测试之前,实验室必须校准测试设备,以确保其准确性和可重复性。
211114964_典型汽车用镀锌板耐腐蚀性能研究
第52卷第4期表面技术2023年4月SURFACE TECHNOLOGY·295·典型汽车用镀锌板耐腐蚀性能研究黎敏1,董妮妮2,潘明2,王保勇2,王长成2,邵蓉1,刘武华2,刘永壮1(1.首钢集团有限公司技术研究院,北京 100041;2.首钢京唐钢铁联合有限责任公司,河北 唐山 063200)摘要:目的汽车用镀锌板电泳漆膜遭到破坏后的耐膜下扩蚀性能。
方法采用SEM、GDS、XPS、电化学工作站研究了3种典型镀锌板GA、GI、ZM的镀层结构。
采用循环盐雾试验、大气暴露试验研究了电泳前3种镀锌板的耐腐蚀性。
采用循环盐雾试验研究了3种镀锌板电泳后的耐腐蚀性能。
结果GI板和ZM板表面光滑平整,仅可见部分光整坑,表面存在较多Al的氧化物,ZM板表面存在较多Mg的氧化物,GA板镀层含有10%左右的Fe,表面由于含有ζ相和δ相,小孔洞较多。
涂装前ZM耐腐蚀性优于GI和GA材料。
ZM镀层中含有电位较负的二元共晶相MgZn2,在腐蚀过程中,MgZn2优先发生腐蚀,由于阴极氧还原产生大量的OH‒会导致镀层表面pH值升高,优先溶出的Mg离子可以抑制镀层表面薄液膜碱化,而较低的pH 值可以促进保护性镀层Zn5(OH)8Cl2·H2O的生成,氧在其表面的还原速率较低,对镀层有一定的保护。
GA 和ZM材料涂装后的耐蚀性均优于GI材料,二者机理存在一定区别。
GA板表面晶粒一般呈粒状或者长柱状或者两者皆有,其结构起伏明显多于GI板,电泳液固化前可以充满镀层表面的小孔洞或者柱状晶粒间的缝隙,固化后在电泳漆膜和镀层之间产生了类似“榫卯结构”的机械作用力,电泳膜附着力较强。
故GA板涂装后的耐蚀性较好;而ZM镀层对基体Fe的电化学保护作用较好,阴极氧还原速率较慢,故其涂装后耐膜下扩蚀能力较好。
结论ZM板具有优良的涂装后耐腐蚀性能,在车身防腐等级要求较高的部位具有广泛的应用前景。
关键词:镀锌板;循环腐蚀;附着力;大气腐蚀中图分类号:TG174 文献标识码:A 文章编号:1001-3660(2023)04-0295-09DOI:10.16490/ki.issn.1001-3660.2023.04.026Corrosion Resistance of Typical Galvanized Plate for Automobile LI Min1, DONG Ni-ni2, PAN Ming2, WANG Bao-yong2, WANG Chang-cheng2,SHAO Rong1, LIU Wu-hua2, LIU Yong-zhuang1(1. Research Institute of Technology of Shougang Group Co., Ltd., Beijing 100041, China;2. Shougang Jingtang United Iron and Steel Co., Ltd., Hebei Tangshan 063200, China)ABSTRACT: The corrosion resistance of the electrophoretic paint film of galvanized sheet for automobile after being damaged is the key to the anticorrosion of the whole automobile. The coating structures of three typical galvanized sheets GA, GI and ZM收稿日期:2022–01–26;修订日期:2022–07–04Received:2022-01-26;Revised:2022-07-04作者简介:黎敏(1989—),男,硕士,高级工程师,主要研究方向为腐蚀与涂装。
固载化咪唑类离子液体催化合成碳酸丙烯酯

1 . 2 . 1 氯 丙基 官能化 二 氧化硅 的 制备 氯丙 基官 能化 二氧 化硅 的制 备 同文献[ 1 1 ] 。 1 . 2 . 2 【 P m i m] A 1 C l d S i O 2 的制 备 以[ P m i m] A 1 C l J S i O z 为例 , 固载化 离 子液 体 的 制
有重 要 的实际 和理论 意 义 。
将0 . 0 5 o t o l 3 一 甲基 咪 唑 加 入 到 5 0 mL环 己烷 溶 液中, 超 声 波分 散 均匀 后将 上 述氯 丙 基 官能 化 二 氧 化硅 浸入 其 中 , 并 密封 。将 此 反应 体 系 置 于超 声 波
振荡 器 中超声 振荡 1 h 。 甲苯 抽提 样 品 8 h , 8 0 c C 真 空
摘要 : 应 用 超 声 波技 术 在 温 和 条 件 下 制 几 种 硅 胶 固载 化 的 咪 唑 类 离 子 液 体 ( 1 . 丙基( 三 甲 氧基 硅 基) - 3 . 甲基 眯 唑 类 离 子 液 体) 材料。 应用 2 9 S i N MR、 元素分析 、 低温 N : 吸脱 附 实 验 和 热重 分析 ( T G) 对 所 制 备 的 样 品 进行 了表 征 , 并 考 察 了 其 催 化 二 氧 化 碳 和环 氧 丙 烷 ( P 0) 合成碳酸丙烯酯( P C ) 的 性 能 。结 果表 明离 子 液 体 基 团是 以共 价 键 固 载 到 了 二 氧化 硅 上 , 固 载 化前 后 载体 孔 结 构 变化 不大 。几 种 材 料 在 碳 酸 丙烯 酯合 成 反 应 中都 表 现 出 良好 的 催 化 性 能 , P O转 化率 均 大 于 9 6 %, P C选 择 性 都 在 9 8 %以 上, 并 表现 出较 好 的重 复 使 用 性 能 。 关键词 : 咪 唑类 离 子液 体 ; 超 声 波技 术 ; 二 氧化 碳 ; 环 氧丙张雪红 等 : 固载化咪 唑 类 离子液 体催化 合 成碳 酸 丙烯 酯
SAE J2334—1998 装饰用材料实验室腐蚀试验
SAE J2334—1998装饰用材料实验室腐蚀试验前言涂装腐蚀实验室试验方法是建立在现场相关性实验室试验方法参数的基础之上, 由SAE汽车腐蚀与防腐协会和汽车/钢铁合作(A/SP)腐蚀工作组在设计试验过程时进行测定。
从这个试验得到的结果提供了与严重腐蚀的现场环境极好的涂装腐蚀性的相关性。
本方法是用一种典型的汽车涂层系统开发的。
如果使用不同类型的涂层系统,必须测定与现场的相关性。
1. 范围SAE J2334实验室试验方法适用于为特殊的涂装系统、基材、工艺或设计进行涂装腐蚀试验,因为它是一种现场的相关性试验,因此可以作为一种有效的手段和一种开发性工具使用。
利用本方法除测定涂装或普通腐蚀外,如果确定了腐蚀机理,必然确定了与现场的相关性。
2. 参考资料2.1 适用的出版物—下列出版物在规定的范围内构成了本方法的一部分。
除非另有说明,应该应用最新的版本。
2.1.1 SAE出版物—可从SAE获得,地址400 Commonwealth Drive、Warrendate、PA15096-0001。
SAE J1553—汽车涂层零件实验室循环腐蚀试验2.1.2 ASTM出版物—可从ASTM获得,地址100Barr Harbor Drive、West Conshohocken、pa19428-2959。
ASTM D 1193—试剂级水规范ASTM D 1654—腐蚀环境中的涂料或涂装样品评价方法ASTM D 1735—涂层耐水性试验 水雾法ASTM D 2247—涂层耐水性试验 100%相对湿度法ASTM E 70-90—用玻璃电极测水溶液PH值试验方法ASTM G 1 —腐蚀试验样品的准备、清洗和评价的推荐方法2.1.3 通用汽车公司出版物—可从全球技术资料(Global Engineering Documents)获得,地址15 Inverness Way East、Englewood、CO 80112GM 9540P2.1.4 其他出版物………………………………(引用的刊物)省略……………………………… 2.1.4.1 涉及本试验方法的再现性和重复性信息在SAE 资料 970734中讨论。
3,4-二硝基吡唑的热行为及其与某些炸药组分的相容性

式 中, 7 _ D 为 含能 材 料组 分 的分 解 峰 温 , o C;7 _ D : 为 含 能
材 料混 合体 系或 与接触 材 料混合 体 系的分解 峰温 , c C。 I 要 求混 合体 系 的 质 量 比为 1 :1 。以 △『 n 评 价相 容 性 的标准 或判 据见 表 1 。
6 0 mL・ mi n ~, 试 样 量 1— 2 mg 。 2 . 2 相 容 性 试 验
2 . 2 . 1 DS C 法
参考 G J B 7 7 2 A一1 9 9 7 5 0 2 . 1 . 差热 分析 和 差示 扫
描 量热 法测 安定 性 和相 容 性 。评 价 D S C相 容 性 的标
影 响材 料应 用 的安 全性 等 问题 , 对 这 些 问题 认 识 的不
足 限制 了该 材 料 的 应 用研 究 。 因此 , 本 研 究 探 索 了 DNP的 热 行 为及 其 与 常用 高 能组 分 的相 容 性 , 以 进 一步 拓展 其应 用 。
2 试 验
2. 1 试 剂 及 仪 器
按照 G J B 7 7 2 A方 法 5 0 1 . 2真 空安 定性试 验 、 压力
传感 器 法要求 : 单一试样 ( 2 . 5 0± 0 . 0 1 )g , 混 合 试 样
3, 4 - 二 硝 基 吡 唑 的 热 行 为及 其 与某 些 炸 药 组 分 的相 容 性
ቤተ መጻሕፍቲ ባይዱ
2 9 7
文章编号 : 1 0 0 6 — 9 9 4 1 ( 2 0 1 3 ) 0 3 - 0 2 9 7 — 0 4
3, 4 - 二硝 基 吡 唑 的热行 为及 其 与某 些 炸药 组 分 的相 容性
SAE J2334-2016
SAE WEB ADDRESS:
SAE INTERNATIONAL
J2334™ APR2016
1 of 9
_________________________________________________________________________________________________
2.1.2 ASTM Publications—Available from ASTM, 100 Barr Harbor Drive, West Conshohocken, PA 19428-2959.
ASTM D 1193—Specification for Reagent Water ASTM D 1654—Method for Evaluation of Painted or Coated Specimens Subjected to Corrosive
SAE reviews each technical report at least every five years at which time it may be revised, reaffirmed, stabilized, or cancelled. SAE invites your written comments and suggestions.
SURFACE VEHICLE STANDARD
J
APR2016
Issued Revised Stabilized
1998-06 2003-12 2016-04
Superseding J2334 DEC2003
Laboratory Cyclic Corrosion Test
RATIONALE
GM 9540P— Accelerated Corrosion Test
锌铝涂层 环保无铬达克罗涂层 达克罗涂层 涂层钉
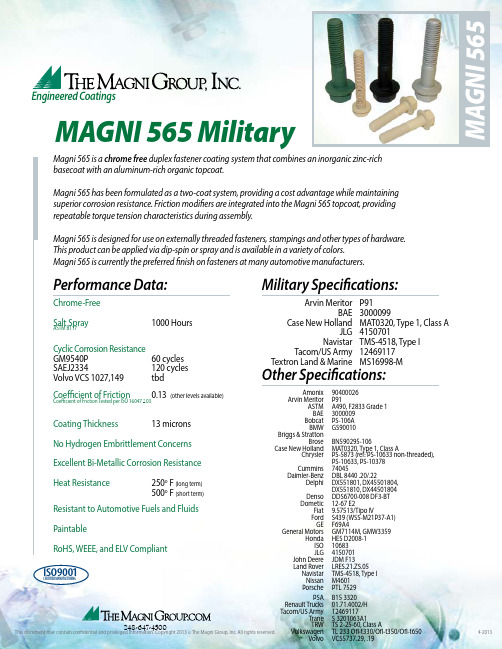
Engineered CoatingsISO9001 CERTIFIED MANUFACTURING 248-647-4500This document may contain confidential and privileged information. Copyright 2013 © The Magni Group, Inc. All rights reserved.Performance Data:Military Specifications:Other Specifications:4-2013MAGNI 565 MilitaryMagni 565 is a chrome free duplex fastener coating system that combines an inorganic zinc-rich basecoat with an aluminum-rich organic topcoat.Magni 565 has been formulated as a two-coat system, providing a cost advantage while maintaining superior corrosion resistance. Friction modifiers are integrated into the Magni 565 topcoat, providing repeatable torque tension characteristics during assembly.Magni 565 is designed for use on externally threaded fasteners, stampings and other types of hardware. This product can be applied via dip-spin or spray and is available in a variety of colors. Magni 565 is currently the preferred finish on fasteners at many automotive manufacturers.M A G N I 565 Amonix 90400026 Arvin Meritor P91 ASTM A490, F2833 Grade 1 BAE 3000009 Bobcat PS-106A B M W GS90010 Briggs & Stratton Brose BN590295-106 Case New Holland MAT0320, Type 1, Class A Chrysler PS-5873 (ref: PS-10633 non-threaded), PS-10633, PS-10378 Cummins 74045 Daimler-Benz DBL 8440 .20/.22 Delphi DX551801, DX45501804, DX551810, DX44501804 Denso DDS6700-008 DF3-BT Dometic 12-67 E2 Fiat 9.57513/Tipo IV Ford S439 (WSS-M21P37-A1) GE F69A4 General Motors GM7114M, GMW3359 Honda HES D2008-1 ISO 10683 JLG 4150701 John Deere JDM F13 Land Rover LRES.21.ZS.05 Navistar TMS-4518, Type I Nissan M 4601 Porsche PTL 7529PSA B15 3320 Renault Trucks 01.71.4002/H Tacom/US Army 12469117 Trane S 3201063A1 TRW TS 2-25-60, Class A Volkswagen TL 233 Ofl-t330/Ofl-t350/Ofl-t650 Volvo VCS5737.29, .19 Arvin Meritor P91 BAE 3000099 Case New Holland MAT0320, Type 1, Class A JLG 4150701 Navistar TMS-4518, Type I Tacom/US Army 12469117 Textron Land & Marine MS16998-M Chrome-FreeSalt Spray 1000 Hours ASTM B117 Cyclic Corrosion Resistance GM9540P 60 cycles SAEJ2334 120 cycles Volvo VCS 1027,149 tbdCoefficient of Friction 0.13 (other levels available) Coefficient of Friction Tested per ISO 16047 +.03 Coating Thickness 13 microns No Hydrogen Embrittlement Concerns Excellent Bi-Metallic Corrosion Resistance Heat Resistance 250o F (long term) 500o F (short term)Resistant to Automotive Fuels and Fluids Paintable RoHS, WEEE, and ELV Compliant。
盐雾试验中划线处理对电泳漆膜腐蚀蔓延的影响

盐雾试验中划线处理对电泳漆膜腐蚀蔓延的影响宋海林,卢成浣,陈永斌,王佳乐,李玮,高萌(通标标准技术服务有限公司,汽车腐蚀防护检测技术中心,上海201315)Effect of Scribing Marks on Corrosion Creepage ofE-coating in Salt Spray Test摘要:采用盐雾试验加速腐蚀蔓延的方法,结合立体显微镜从微观角度分析划线的形貌,研究了不同划线处理及试验条件对漆膜抗腐蚀蔓延性能的影响。
结果表明,不同刀形影响腐蚀蔓延宽度;不同划线方式中横向划线腐蚀蔓延较小,竖线与斜线差别不大;不同基材在不同的试验条件中腐蚀蔓延表现差别较大,铝基电泳漆膜的耐腐蚀蔓延性能最好;划线深度较深时腐蚀蔓延较大;划线宽度较大时腐蚀最大蔓延值较大,宽度较小时蔓延更均匀。
关键词:盐雾试验;划线处理;腐蚀蔓延中图分类号:TQ630.7+2文献标识码:A 文章编号:2096-8639(2021)05-0032-06Song Hailin,Lu Chenghuan,Chen Yongbin,Wang Jiale,Li Wei,Gao Meng(SGS,Auto Corrosion and Protection Testing Technical Centre,Shanghai 201315,China )Abstract:Using the method of salt spray test and combining with a stereoscopic microscope toanalyse the morphology of the scribing lines from the microscopic point of view and studied theeffects of different scribing treatment and test conditions on the creepage of coating corrosion.Theresults showed that different blade influenced corrosion creepage width;Different ways of marking inthe horizontal line corrosion creepage was similar with vertical and diagonal lines;Different substratein different test conditions varied widely on creepage of corrosion performance;Creepage was biggerwhen scribing depth was deeper;Corrosion creepage was larger when the scribing line width waslarger;The corrosion spread more evenly when the width was smaller.Keywords:salt spray test;scribing mark;corrosion creepage0引言在实验室评估漆膜耐腐蚀性时通常需要对涂装样品在盐雾试验前进行划线预处理。
2,4-二硝基苯肼衍生高效液相色谱法测定汽车内饰材料的醛酮化合物散发量

摘要:建立了2,4-二硝基苯肼衍生高效液相色谱法测定汽车内饰材料中醛酮化合物散发量的方法。
研究了显色剂配制方法、样品在烘箱中的加热时间及聚乙烯瓶中水的体积对试验结果的影响。
结果表明,4种醛酮化合物的工作曲线在一定浓度范围内线性良好,相关系数均>0.9999,检出限为0.001-0.003μg/mL ,回收率为63.2%-89.1%。
该方法操作简便、重现性好,可用于汽车内饰材料的醛酮化合物散发量的测定。
关键词:汽车内饰材料2,4-二硝基苯肼高效液相色谱醛酮类化合物中图分类号:O657.7文献标识码:B2,4-二硝基苯肼衍生高效液相色谱法测定汽车内饰材料的醛酮化合物散发量童明珠宁文涛骆丽琼(冠标(上海)检测技术有限公司,上海201800)作者简介:童明珠(1987—),女,工学硕士,主要研究方向为:汽车空气质量及内饰件相关检测技术,开发提高结果可靠性的测试方法。
1前言汽车中挥发性有机物(VOC )对人体健康的影响日益被重视。
国外研究者早已关注汽车内的空气污染问题[1,2],美国将室内和车内污染列为人类健康的五大危害之一[3]。
我国乘用车内空气质量评价指南也规定了车内空气中8项物质的浓度要求[4]。
由于汽车零部件和车内装饰材料中所含有害物质的释放是车内VOC 的主要来源(其中,甲醛、丙烯醛对动物具有致癌作用[5]),因此建立快速测定汽车内饰材料醛酮化合物散发量的方法尤为必要,目的是从零部件及原材料阶段就对内饰材料的醛酮化合物散发进行控制,从而改善车内空气质量。
醛酮类羰基化合物的检测方法主要有分光光度法[6]、气相色谱法[7]、气相色谱-质谱法[8]、液相色谱法[9]、液相色谱-质谱法[10]。
本研究采用将内饰材料挂在瓶子中加热的预处理方法,再使用高效液相色谱仪对醛酮类化合物进行测定。
2试验部分2.1测定原理[11]将汽车内饰材料置于装有一定体积去离子水的聚乙烯瓶中(图1),将瓶子在烘箱中加热,内饰材料释放的醛酮类化合物被水吸收,通过2,4-二硝基苯肼与水溶液中的醛酮类化合物发生衍生化学反应,生成稳定的化合物——腙,再通过HPLC 进行分析测定[11]。
循环盐雾标准方法
循环盐雾标准方法纪红;张文梅;樊志罡;马通达【摘要】Cyclic salt spray test is a test method which has been widely applied in recent years. Compared with the traditional salt spray test, it has a better correlation with the real environment. The standard cyclic salt spray corrosion test methods are introduced in this paper, including standard methods for coating materials, metal and alloy, electric and electronic products, and automotive materials, etc., and the characteristics of each method are analyzed. The several problems which should be noticed in the test are also introduced.%循环盐雾试验是近年来应用逐渐广泛的一种试验方法,较之传统盐雾试验,其与真实环境有着更好的相关性。
介绍了循环盐雾试验的常用标准方法,包括涂层材料用标准方法,金属和合金用标准方法,电工电子产品用标准方法和汽车材料用标准方法等。
并分析了每种方法的特点,同时指出了标准方法使用中的关注点。
【期刊名称】《环境技术》【年(卷),期】2016(000)001【总页数】5页(P53-56,60)【关键词】盐雾试验;环境试验;循环盐雾;标准方法【作者】纪红;张文梅;樊志罡;马通达【作者单位】国家有色金属及电子材料分析测试中心,北京 100088; 国标北京检验认证有限公司,北京 100088;国家有色金属及电子材料分析测试中心,北京100088; 国标北京检验认证有限公司,北京 100088;国家有色金属及电子材料分析测试中心,北京 100088; 国标北京检验认证有限公司,北京 100088;国家有色金属及电子材料分析测试中心,北京 100088; 国标北京检验认证有限公司,北京100088【正文语种】中文【中图分类】TG115.2盐雾试验是一种常见的环境试验,属加速腐蚀试验,可以为材料和产品的耐盐雾腐蚀性能评价提供参考,有着广泛的应用[1,2]。
2,5-二巯基-1,3,4-噻二唑-聚乙二醇共聚物纳米微粒的制备及其摩擦学行为

2,5-二巯基-1,3,4-噻二唑-聚乙二醇共聚物纳米微粒的制备及
其摩擦学行为
叶文玉;程铁峰;郭新勇;王治华;张治军;党鸿辛
【期刊名称】《摩擦学学报》
【年(卷),期】2003(23)2
【摘要】合成了大分子主链中含噻二唑环的共聚物纳米微粒,并用高分辨透射电子显微镜、傅立叶红外光谱仪和热分析系统等对该纳米微粒进行了表征,用MRS1-J 型和MRS-10A型四球摩擦磨损试验机考察了共聚物纳米微粒作为高水基润滑添加剂的摩擦学性能.结果表明,该共聚物纳米微粒能分散于水中,且具有较好的极压抗磨性能.
【总页数】4页(P116-119)
【关键词】二巯基;噻二唑;聚乙二醇;共聚物;纳米微粒;制备;摩擦学
【作者】叶文玉;程铁峰;郭新勇;王治华;张治军;党鸿辛
【作者单位】河南大学润滑与功能材料实验室
【正文语种】中文
【中图分类】TB383;TH117
【相关文献】
1.2-硫代丁基-5-巯基-1,3,4-噻二唑Ag[Ⅰ]修饰的钼硅酸盐纳米颗粒的制备及摩擦性能 [J], 王守斌;路培中;张付特;段天宝;叶文玉
2.以2,5-二巯基-1,3,4噻二唑(I)为桥连配体的二维镉(Ⅱ)配合物的制备与晶体结构[J], 王文祥;赵红
3.2,5-二巯基-1,3,4-噻二唑 2,4-甲苯二异氰酸酯共聚物纳米粒子的制备及抗磨性能[J], 叶文玉;程铁峰;安艳青;谷国团;张治军;党鸿辛
4.聚乙二醇—2,5—二巯基—1,3,4—噻二唑共聚物摩擦性能的研究 [J], 叶文玉; 程铁峰; 等
5.聚乙二醇-2,5-二巯基-1,3,4-噻二唑共聚物摩擦性能的研究 [J], 叶文玉; 程铁峰; 郭新勇; 于丽; 张治军; 党鸿辛
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SAE Technical Standards Board Rules provide that: “This report is published by SAE to advance the state of technical and engineering sciences. The use of this report is entirely voluntary, and its applicability and suitability for any particular use, including any patent infringement arising therefrom, is the sole responsibility of the user.”SAE reviews each technical report at least every five years at which time it may be reaffirmed, revised, or cancelled. SAE invites your written comments and suggestions.Copyright ©2002 Society of Automotive Engineers, Inc.All rights reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted, in any form or by any means, electronic, mechanical, photocopying,recording, or otherwise, without the prior written permission of SAE.TO PLACE A DOCUMENT ORDER:Tel: 877-606-7323 (inside USA and Canada)Tel: 724-776-4970 (outside USA)Fax: 724-776-0790Email: custsvc@SURFACE VEHICLE STANDARD J2334REV.DEC2003Issued 1998-06Revised2003-12Superseding J2334 OCT2002Laboratory Cyclic Corrosion TestForeword—This laboratory cyclic corrosion test procedure is based on a field-correlated Design of Experiment process conducted by the SAE Automotive Corrosion and Prevention Committee (SAE/ACAP) and the Auto/Steel Partnership (A/SP) Corrosion Task Force. Results from this test will provide excellent correlation to severe corrosive field environments with respect to cosmetic corrosion performance. For historical information on the development of this test, refer to 2.1.4.A typical automotive paint system was used to develop this test. See 2.1.4, 1 to 5. If a different type of coating system is used, field correlation must be determined.1.Scope—The SAE J2334 lab test procedure should be used when determining corrosion performance for aparticular coating system, substrate, process, or design. Since it is a field-correlated test, it can be used as a validation tool as well as a development tool. If corrosion mechanisms other than cosmetic or general corrosion are to be examined using this test, field correlation must be established.2.References2.1Applicable Publications—The following publications form a part of this specification to the extent specified herein. Unless otherwise indicated, the latest version of SAE publications shall apply.2.1.1SAE P UBLICATION —Available from SAE, 400 Commonwealth Drive, Warrendale, PA 15096-0001.SAE J1563—Guidelines for Laboratory Cyclic Corrosion Test Procedures for Painted Automotive Parts2.1.2ASTM Publications—Available from ASTM, 100 Barr Harbor Drive, West Conshohocken, PA 19428-2959.ASTM D 1193—Specification for Reagent WaterASTM D 1654—Method for Evaluation of Painted or Coated Specimens Subjected to Corrosive EnvironmentsASTM D 1735—Practice for Testing Water Resistance of Coatings Using Water Fog ApparatusASTM D 2247—Practice for Testing Water Resistance of Coatings in 100% Relative HumidityASTM E 70-90—T est Method for pH of Aqueous Solutions with the Glass ElectrodeASTM G 1—Recommended Practice for Preparing, Cleaning, and Evaluating Corrosion Test Specimens2.1.3G ENERAL M OTORS P UBLICATIONS—Available from Global Engineering Documents, 15 Inverness Way East,Englewood, CO 80112.GM 9540P— Accelerated Corrosion Test2.1.4O THER P UBLICATIONS1.Townsend, H. E., “Development of an Improved Laboratory Corrosion Test by the Automotive and SteelIndustries,” in Advanced Coatings Technology, Proceedings of the fourth Annual ESD AdvancedCoatings Conference, The Engineering Society, Ann Arbor, MI, 1994, pp. 29-49.2.Roudabush, L.A., Townsend, H.E., and McCune, D.C., “Update on the Development of an ImprovedCosmetic Corrosion T est by the Automotive and Steel Industries,” Automotive Corrosion andPrevention Conference Proceedings, P-268, Society of Automotive Engineers, Warrendale, PA, 1993,pp. 53-63.3.Townsend, H.E., “Accelerated Corrosion Testing: A Cooperative Effort by the Automotive and SteelIndustries, “ Proceedings of the Symposium on Corrosion-Resistant Automotive Sheet Steels, ASMMaterials Congress, ASM International, Metals Park, OH, 1988, pp. 55-67.4.Townsend, H.E., “Status of a Cooperative Effort by the Automotive and Steel Industries to Develop aStandard Accelerated Corrosion Test,” Automotive Corrosion and Prevention Conference Proceedings,P-228, Society of Automotive Engineers, Warrendale, PA, 1989, pp. 133-145.5.Townsend, H.E., Granata, R.D., McCune, D.C., Schumacher, W.A., and Neville, R.J., “Progress by theAutomotive and Steel Industries Toward an Improved Laboratory Cosmetic Corrosion Test,”Automotive Corrosion and Prevention Conference Proceedings, P-250, Society of AutomotiveEngineers, Warrendale, PA, 1991, pp. 73-97.6.Stephens, M.L., “SAE ACAP Division 3 Project: Evaluation of Corrosion T est Methods,” AutomotiveCorrosion and Prevention Conference Proceedings, P-228, Society of Automotive Engineers,Warrendale, PA, 1989, pp. 157-164.7.Lutze, F.W., and Shaffer, R.J., “Accelerated Atmospheric Corrosion Testing of AISI Panels,” AutomotiveCorrosion and Prevention Conference Proceedings, P-250, Society of Automotive Engineers,Warrendale, PA, 1991, pp. 115-127.8.Petschel, M., “Statistical Evaluation of Accelerated Corrosion T ests and Correlation with Two-Y ear On-Vehicle Tests,” Automotive Corrosion and Prevention Conference Proceedings, P-250, Society ofAutomotive Engineers, Warrendale, PA, 1991, pp. 179-203.9.Davidson, D.D. and Schumacher, W.A., “An Evaluation and Analysis of Commonly Used AcceleratedCosmetic Corrosion Tests Using Direct Comparison with Actual Field Exposure,” Automotive Corrosionand Prevention Conference Proceedings, P-250, Society of Automotive Engineers, Warrendale, PA,1991, pp. 205-219.10.Ostermiller, M.R., and Townsend, H.E., “On-Vehicle Cosmetic Corrosion Testing of Coated and Cold-Rolled Steel Sheet,” Automotive Corrosion and Prevention Conference Proceedings, P-268, Society ofAutomotive Engineers, Warrendale, PA, 1993, pp. 65-83.11.Granata, R.D. and Moussavi-Madani, M., “Characterization of Corrosion Products and CorrosionMechanisms on Automotive Coated Steels Subjected to Field and Laboratory Exposure Tests,” LeighUniversity Report to the ASP Corrosion Task Force, January 10, 1996.12.ASTM E 691-92, “Standard Practice for Conducting an Interlaboratory Study to Determine thePrecision of a Test Method.”13.ASTM E 177-90a, “Standard Practice for Use of the Terms Precision and Bias in ASTM Test Methods.”14.Townsend, H.E. and McCune D.C., “Round-Robin Evaluation of a New Standard Laboratory Test forCosmetic Corrosion,” Automotive Corrosion and Prevention Conference Proceedings, SP-1265,Society of Automotive Engineers, Warrendale ,PA, 1997, pp. 53-68.15.H. E. Townsend, D. D. Davidson, and M. R. Ostermiller, “Development of Laboratory Corrosion Testsby the Automotive and Steel Industries of North America,” Proceedings of the Fourth InternationalConference on Zinc and Zinc-Alloy Coated Steel Sheet, Iron and Steel Institute of Japan, T okyo, pp.659-666 (1998).16.F. W. Lutze, D. C. McCune, and K. A. Smith, “Development of and Interlaboratory Test Evaluation of aLaboratory Corrosion T ests by the Automotive and Steel Industries of North America,” 24th AnnualConference of Future Of Coatings Under Study (FOCUS), Detroit Society for Coatings Technology,Troy Michigan, U.S.A., (4-1999).17.F. W. Lutze, D. C. McCune, H. E. Townsend, K. A. Smith, R. J. Shaffer, L. S. Thompson, and H. D.Hilton, “The Effects of T emperature and Salt Concentration on the Speed of the SAE J2334 CyclicCorrosion Test,” Proceedings of the European Corrosion Congress, London (2000).18.F. W. Lutze, D. C. McCune, J. R. Schaffer, K. A. Smith, L.S. Thompson, and H. E. Townsend,“Interlaboratory Testing to Evaluate improvements in the precision of the SAE J2334 Cyclic CorrosionTest,” Proceedings of the Fifth International Conference on Zinc and Zinc Alloy Coated Steel Sheet,Centre for Research in Metallurgy, Brussels Belgium (June 2001).19.SAE ACAP committee, presented by Cynthia L. Meade, “Update on the developments of the SAEJ2334 laboratory Cyclic Corrosion Test”, SAE International Congress 2003, SAE International, Detroit,MI, paper # 2003-01-1234.20.SAE ACAP committee, presented by Larry S. Thompson, “Perforation Corrosion Performance ofAutobody Steel Sheet in On-Vehicle and Accelerated T ests”, SAE International Congress 2003, SAEInternational, Detroit, MI, paper # 2003-01-1238.21.SAE SP-1770 - Advances in Coatings & Corrosion Prevention.2.1.4.1Reproducibility and Repeatability information concerning this test method is discussed in SAE Paper970734. See Reference 14.3.Definitions3.1Cosmetic Corrosion—Corrosion that occurs as a result of the breakdown or damage to a coating system.Typically, this type of corrosion does not impact function but does compromise appearance.3.2General Corrosion—Corrosion of a component that is typically bare (no organic coating). Corrosive attack isuniform in nature and distributed over “large” areas.3.3Scribe Creepback—Coating creepback resulting from corrosion and undercutting from the scribe line. Ascribe is a controlled simulated damage site designed to represent a scratch or chip.3.4Corrosion Coupons—Samples of bare metals, that are used to monitor and compare the corrosivity oflaboratory corrosion tests in terms of mass-loss.3.5Test Controls—Components (i.e., test panels, coupons, parts, etc.) which have been previously tested and/orcorrelated. They can be used to control the test conduct and compare the test results (also assist in evaluating reproducibility and repeatability).4.Equipment and Test Materials4.1Test Cabinets—T est cabinet(s) with the ability to obtain and maintain the following environmental conditions(Reference SAE J1563, ASTM D 1735, and ASTM D 2247):a.50 °C ± 2 °C and 100% Relative Humidity—The 100% relative humidity wet-stage condition can beachieved by use of one of the three methods shown as follows. Whichever method is employed, testsamples and controls are required to be visibly moist/wet.1.Wet-bottom method according to ASTM D 2247 – except that the temperature shall be 50 °C ± 2 °C.2.Water fog method according to ASTM D 1735, except that the collection rate is reduced from a rangeof 1.5 to 3 mL/h to 0.75 to 1.5 mL/h. The use of this method requires that the collection rates bedocumented.3.Steam (vapor) generator method.NOTE—The majority of the development of this specification was performed using the Wet-bottom method of humidity generation. This method was used as the basis when comparing other methods ofhumidity generation as well as other variables.b.60 °C ± 2 °C and 50% Relative Humidity ±5%. Additional equipment will be required to maintain the50% relative humidity condition.Air circulation must be sufficient to prevent temperature stratification and allow drying of test parts during the dry-off portion of the test cycle.Air circulation can be obtained through the use of a fan or forced air.4.2Salt Solution Application—The samples must be subject to an application of salt solution by use of one ofthe three methods shown as follows. Whichever method is employed, test samples and controls are required to be visibly moist/wet during the entire 15-minute interval of each test cycle.0.5% NaCl0.1% CaCl20.075% NaHCO3a.Immersion Method—T est specimens are to be immersed in the salt solution for a 15-minute interval ofeach test cycle.b.Spray Method—A periodic or continuous direct impingement spray of the salt solution over the15-minute interval that ensures the test specimens are kept wet for the entire 15-minute interval. Avoida high intensity (pressure) spray that may affect test results. (Note 5) Both direct solutiondisplacement and atomized spray are suitable for this method.c.Air Atomized Fog Method—Applications of the salt solution to the test specimens by a 15-minuteexposure to atomized fog provided the fog collection rate is 2 to 4 mL/h instead of 1 to 2 mL/h(collection rate as defined in ASTM D 1735). The use of this method requires that the collection ratesbe documented.NOTE 1—“Either the CaCl2 or NaHCO3 material must be dissolved separately in deionized water (Reference ASTM D 1193 Type IV) and then added to the solution of other materials. If all solid materials areadded at the same time in a “dry” state, an insoluble precipitate may result. If a precipitate forms anda spray application is used to apply the solution, it may be necessary to remove the precipitate toavoid clogging of nozzles (i.e., filter or siphon solution). Any filter media used must be inert to thesolution being used. A 20 to 100 micron cotton or nylon mesh filter would be suitable. Do notattempt to dissolve the precipitate by adding acid.NOTE 2—Measure and record pH of the salt solution prior to the start of test and on a weekly basis thereafter (Reference ASTM E 70-90). Do not attempt to adjust the pH with any form of buffers.NOTE 3—The majority of the development of this specification was performed using the immersion method of salt solution application. This method was used as the basis when comparing other methods of saltsolution applications as well as other variables.NOTE 4—A freshly prepared test solution will have a conductivity of 10 to 12 ms at 25 °C ± 2 °C. Measure and record the conductivity (in units of ms) of the salt solution after mixing, prior to the last amount beingused, and as needed to ensure that the conductivity of the solution remains between 10 to 12 mS at25 °C.NOTE 5—Careful attention should be paid to the spray method to avoid a high intensity spray that may affect test results by removal of the corrosion product, removal of the coating or driving solution into thecorrosion products.It is recommended that the test solution be changed weekly and that agitation/stirring of the solution be done prior to the salt solution application.5.Test Procedure5.1Test Cycle—The test cycle is outlined in Figure 1 (5 day/week – manual operation) and Figure 2 (7 day/week -automatic operation). It consists of three basic stages:1.Humid Stage—50 °C and 100% humidity, 6 h in duration,2.Salt Application Stage—15 min duration conducted at ambient conditions3.Dry Stage—60 °C and 50% RH, 17 h and 45 min in durationThe test cycle is repeated daily. Fully automatic cabinets have the option of running during the weekends or programming in a dry stage soak for the weekends (typically it would be desired to run on weekends and holidays to complete the test sooner). An exception to this rule would be if comparisons to other laboratories who do not have fully automatic capabilities is desired (for manual operations, the weekend exposure is typically maintained at dry stage conditions unless 7 day operations are available). Total test duration and weekend conditions must be documented in the test results. If two or more laboratories will be conducting tests on similar parts, it is recommended that a constant/common weekend condition be defined before testing begins.Ramp time between the salt application stage (2) and dry stage (3) are part of the dry stage time. Similarly, ramp time between the dry stage (3) and humid stage (1) are part of the humid stage. Ramp times should be documented for each test set-up.For cosmetic corrosion evaluations of coatings susceptible to damage, test samples will be scribed prior to exposure (Reference ASTM D 1654). Scribe length should be a minimum of 50 mm. Scribe creepback measurements are to be taken at predetermined intervals depending on the level of corrosion resistance desired. Scribe orientation, on the specimen, must be specified and documented (for typical flat panel specimens, it is recommended that panels be oriented 15 degrees from the vertical such that no one panel shadows another and that the scribe line be made in a diagonal across the panel face).5.2Test Duration—Typically, SAE J2334 is conducted for a minimum of 60 cycles when evaluating coatedproducts. Longer durations may be required to observe performance differences in the heavier weight metallic precoats. Different test durations may be appropriate based on other materials, corrosion mechanisms of interest, or past history.FIGURE 1—COSMETIC CORROSION LAB TEST CYCLES—5 DAY/WEEK—MANUAL OPERATIONFIGURE 2—COSMETIC CORROSION LAB T EST CYCLES—7 DAY/WEEK—AUTOMATIC OPERATION5.3Coupon Monitoring—The testing process will be monitored with bare steel corrosion coupons.a.Corrosion coupons generally consist of 25.4 mm by 50.8 mm pieces of bare sheet metal which serveto monitor the corrosivity of the test environment during the test. The sheet metal coupon will alwaysinclude low-carbon cold rolled steel sheet (SAE 1006 to SAE 1010), and may also include other baremetals, such as zinc.b.Each coupon shall be permanently identified by stamping a number onto the surface.c.Corrosion coupons shall be thoroughly cleaned to remove all forming and storage oils/lubes with acommercially available degreaser followed by a methanol rinse. Then the mass in milligrams shall berecorded and retained for future reference.d.The coupons shall be secured to an aluminum or nonmetallic coupon rack. The coupons shall beelectrically isolated from the rack by using fasteners and washers made from a non-black plasticmaterial, preferably nylon.e.Allow a minimum 5 mm spacing between the coupons and the rack surface. All coupons shall besecured at a maximum 15 degrees from vertical and must not contact each other.f.The coupon rack shall be placed in the general vicinity of the samples being tested, such that thecoupons receive the same environmental exposure.g.Coupons shall be removed and analyzed after a predetermined number of cycles throughout the testto monitor corrosion. To analyze coupons, remove 1 coupon from each end of the rack and prepare forweighing and mass loss determination. Insure enough coupons are exposed in the test so monitoringfrequency can be accomplished. Additional unexposed coupons can be added throughout the test toobtain interval data in addition to cumulative data.h.Before weighing, clean the coupons using a mild “sand blast” (preferably glass beads) to remove allcorrosion by-products from the coupon surface. An alternative/equivalent cleaning method, using achemical process, is described in ASTM G 1. Once clean, wipe the coupons with methanol and weighto determine the coupon mass loss using Equation 1:(Eq. 1)Corrosion losses may also be expressed in term of average corrosion rates from the mass loss,coupon area, test duration, and metal density by use of the calculation described in ASTM G 1.6.Data Reporting 6.1Coupons—Coupon mass loss values are to be recorded after each set of a predetermined number of cycles(typically, every 20 cycles). This will be a cumulative value. Additional unexposed coupons can be installed and removed after the next set of cycles to obtain interval coupon data if desired.6.2Test Samples—The test samples will have scribe creepback values or corrosion rate measurements recorded at predetermined intervals (typically, 20 cycles – in a rinsed only condition). At end-of-test two sets of creepback values will be recorded (if coated samples are to be evaluated) one set in a rinsed only condition and one set after the scrape and tape process (Reference 1989 SAE Automotive Corrosion and Prevention Conference P228, pages 144-5, see 2.1.4 (4)).As a guideline, scribe creepback measurements of average, maximum, and minimum (total width) will be recorded.Mass Loss Initial Mass ()End-of-Exposure Mass ()–=6.2.1B Y D EFINITIONa.Total Width Creepback—A measurement of the distance between the unaffected paint film areas, inmillimeters, on each side of the scribed line (measured across and perpendicular to the scribe line).(Loss of adhesion between paint film and substrate).b.Average—The mean of a set of measurements of Total Width Creepback, at points spaced equidistantapart centered on the scribed line.c.Maximum—A measurement of the Total Width Creepback at the point with the most extensiveadhesion loss, discounting the areas at the ends of the scribed line.d.Minimum—A measurement of the Total Width Creepback at the point with the least extensiveadhesion loss, discounting the areas at the ends of the scribed line.6.3Test Equipment—Test equipment used shall be documented and include the following information:If multiple cabinets are used to conduct the test, the following information must be recorded for each cabinet.a.Cabinet Manufacturer/Modelb.Humidityc.Temperatured.Humidification Processe.De-humidification Processf.Heating Processg.Cooling Processh.Air Circulation Processi.Sizej.Capacityk.Calibration Processl.Frequency of Calibrationm.Ramp Time Between Stages6.3.1S OLUTION I NFORMATION:a.Frequency of Salt Solution Changes (recommend weekly or sooner if contamination is a suspectedconcern)b.Method of Salt Applicationc.pH Measurement Methodd.If an Air Atomized Fog is chosen, then collection rates must be taken and documented.e.Measure and record the conductivity (in units of ms) of the salt solution after mixing, prior to the lastamount being used, and as needed to ensure that the conductivity of the solution remains withinrange. A freshly prepared test solution will have a conductivity of 10 to 12 ms at 25 °C ± 2 °C.If a recorder is in use, a representative cycle profile should be submitted with test sample data. If a recorder is not in use, written documentation should be provided indicating typical steady-state conditions and the ramp times between steady-state conditions.7.Notes7.1Marginal Indicia—The change bar (l) located in the left margin is for the convenience of the user in locatingareas where technical revisions have been made to the previous issue of the report. An (R) symbol to the left of the document title indicates a complete revision of the report.PREPARED BY THE SAE AUTOMOTIVE CORROSION AND PREVENTION COMMITTEERationale—The changes included in this revision lift the restriction of using this test profile strictly for cosmetic corrosion on painted steel panels. Since the original publishing if this test specification, numerous tests have been conducted on non-cosmetic samples with satisfactory results. It is the user’s responsibility to create field correlation for non-cosmetic corrosion related testing.Relationship of SAE Standard to ISO Standard—Not applicable.Application—The SAE J2334 lab test procedure should be used when determining cosmetic corrosion performance for a particular coating system, substrate, process, or design. Since it is a field correlated test, it can be used as a validation tool as well as a development tool. If corrosion mechanisms other than cosmetic or general corrosion are to be examined using this test, field correlation must be established.Reference SectionSAE J1563—Guidelines for Laboratory Cyclic Corrosion Test Procedures for Painted Automotive PartsASTM D 1193—Specification for Reagent WaterASTM D1654—Method for Evaluation of Painted or Coated Specimens Subjected to Corrosive EnvironmentsASTM D 1735—Practice for T esting Water Resistance of Coatings Using Water Fog ApparatusASTM D 2247—Practice for T esting Water Resistance of Coatings in 100% Relative HumidityASTM E 70-90—Test Method for pH of Aqueous Solutions with the Glass ElectrodeASTM G 1—Recommended Practice for Preparing, Cleaning, and Evaluating Corrosion Test SpecimensGM 9540P—Accelerated Corrosion TestTownsend, H. E., “Development of an Improved Laboratory Corrosion Test by the Automotive and Steel Industries,” in Advanced Coatings Technology, Proceedings of the fourth Annual ESDAdvanced Coatings Conference, The Engineering Society, Ann Arbor, MI, 1994, pp. 29-49.Roudabush, L.A., Townsend, H.E., and McCune, D.C., “Update on the Development of an Improved Cosmetic Corrosion Test by the Automotive and Steel Industries,” Automotive Corrosionand Prevention Conference Proceedings, P-268, Society of Automotive Engineers,Warrendale, PA, 1993, pp. 53-63.Townsend, H.E., “Accelerated Corrosion Testing: A Cooperative Effort by the Automotive and Steel Industries, “ Proceedings of the Symposium on Corrosion-Resistant Automotive SheetSteels, ASM Materials Congress, ASM International, Metals Park, OH, 1988, pp. 55-67.Townsend, H.E., “Status of a Cooperative Effort by the Automotive and Steel Industries to Develop a Standard Accelerated Corrosion T est,” Automotive Corrosion and PreventionConference Proceedings, P-228, Society of Automotive Engineers, Warrendale, PA,1989, pp. 133-145.Townsend, H.E., Granata, R.D., McCune, D.C., Schumacher, W.A., and Neville, R.J., “Progress by the Automotive and Steel Industries Toward an Improved Laboratory Cosmetic CorrosionTest,” Automotive Corrosion and Prevention Conference Proceedings, P-250, Society ofAutomotive Engineers, Warrendale, PA, 1991, pp. 73-97.Stephens, M.L., “SAE ACAP Division 3 Project: Evaluation of Corrosion T est Methods,” Automotive Corrosion and Prevention Conference Proceedings, P-228, Society of AutomotiveEngineers, Warrendale, PA, 1989, pp. 157-164.Lutze, F.W., and Shaffer, R.J., “Accelerated Atmospheric Corrosion Testing of AISI Panels,” Automotive Corrosion and Prevention Conference Proceedings, P-250, Society of AutomotiveEngineers, Warrendale, PA, 1991, pp. 115-127.Petschel, M., “Statistical Evaluation of Accelerated Corrosion Tests and Correlation with T wo-Y ear On-Vehicle Tests,” Automotive Corrosion and Prevention Conference Proceedings, P-250,Society of Automotive Engineers, Warrendale, PA, 1991, pp. 179-203.Davidson, D.D. and Schumacher, W.A., “An Evaluation and Analysis of Commonly Used Accelerated Cosmetic Corrosion Tests Using Direct Comparison with Actual Field Exposure,”Automotive Corrosion and Prevention Conference Proceedings, P-250, Society ofAutomotive Engineers, Warrendale, PA, 1991, pp. 205-219.Ostermiller, M.R., and Townsend, H.E., “On-Vehicle Cosmetic Corrosion Testing of Coated and Cold-Rolled Steel Sheet,” Automotive Corrosion and Prevention Conference Proceedings, P-268, Society of Automotive Engineers, Warrendale, PA, 1993, pp. 65-83.Granata, R.D. and Moussavi-Madani, M., “Characterization of Corrosion Products and Corrosion Mechanisms on Automotive Coated Steels Subjected to Field and Laboratory ExposureTests,” Leigh University Report to the ASP Corrosion T ask Force, January 10, 1996. ASTM E 691-92, “Standard Practice for Conducting an Interlaboratory Study to Determine the Precision of a Test Method,” Annual Book of Standards, American Society for T esting andMaterials, West Conshohocken, PA.ASTM E 177-90a, “Standard Practice for Use of the Terms Precision and Bias in ASTM Test Methods,”Annual Book of Standards, American Society for Testing and Materials, WestConshohocken, PA.Townsend, H.E. and McCune D.C., “Round-Robin Evaluation of a New Standard Laboratory Test for Cosmetic Corrosion,” Automotive Corrosion and Prevention Conference Proceedings,SP-1265, Society of Automotive Engineers, Warrendale, PA, 1997, pp. 53-68.H. E. Townsend, D. D. Davidson, and M. R. Ostermiller, “Development of Laboratory Corrosion Tests bythe Automotive and Steel Industries of North America,” Proceedings of the FourthInternational Conference on Zinc and Zinc-Alloy Coated Steel Sheet, Iron and SteelInstitute of Japan, Tokyo, pp. 659-666 (1998).F. W. Lutze, D. C. McCune, and K. A. Smith, “Development of and Interlaboratory Test Evaluation of aLaboratory Corrosion Tests by the Automotive and Steel Industries of North America,”24th Annual Conference of Future Of Coatings Under Study (FOCUS), Detroit Societyfor Coatings Technology, Troy Michigan, U.S.A., (4-1999).。