管道焊接质量评定标准
管道焊接工艺评定年限要求
管道焊接工艺评定年限要求
管道焊接工艺评定的年限要求是根据不同的标准和规范来确定的。
一般来说,根据美国焊接学会(AWS)的规定,焊工的焊接工艺评定(Welder Qualification)的有效期限是6个月,而焊接操作工的焊接工艺评定(Welding Procedure Qualification)的有效期限是12个月。
在欧洲,根据EN 287和EN ISO 9606标准,焊工的焊接工艺评定一般也是6个月,而焊接操作工的焊接工艺评定一般是18个月。
这些评定的年限要求是为了确保焊接工艺的质量和安全性。
随着时间的推移,焊接工艺可能会受到材料、设备、环境等因素的影响,因此需要定期进行评定以验证焊接工艺的可靠性和符合性。
一旦评定过期,焊工或焊接操作工需要重新进行评定以确保其焊接质量符合要求。
此外,一些特殊的工程项目或行业标准也可能对焊接工艺评定的年限有特殊的要求,需要根据具体情况进行评定。
总之,评定的年限要求是为了确保焊接质量和安全,提高焊接工艺的可靠性和稳定性。
焊缝质量标准及等级

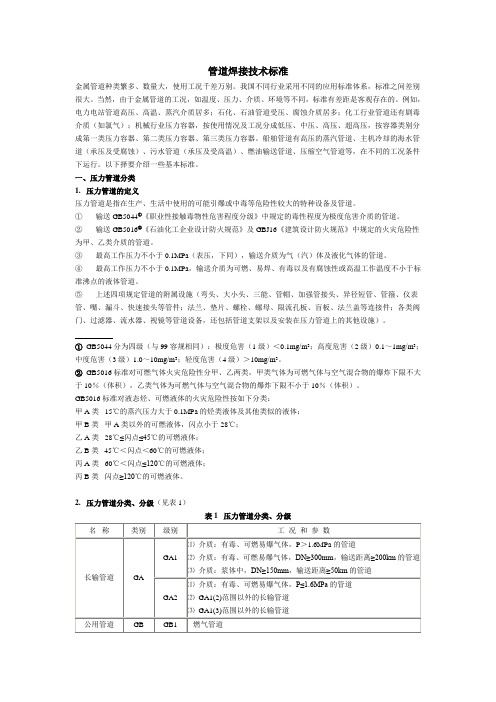
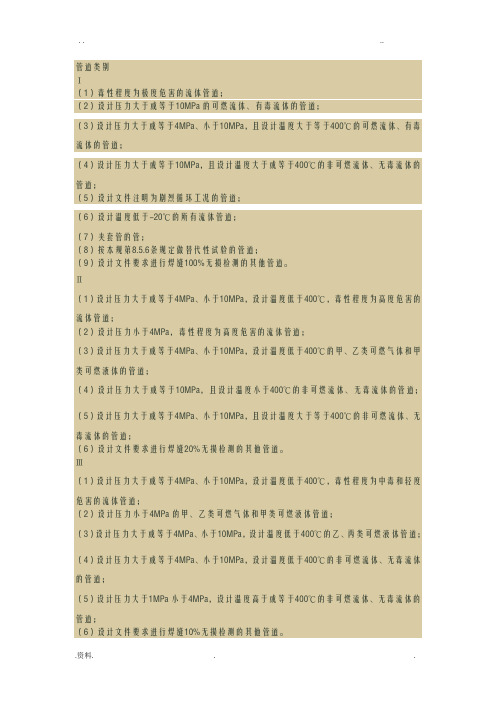
管道类别Ⅰ(1)毒性程度为极度危害的流体管道;(2)设计压力大于或等于10MPa的可燃流体、有毒流体的管道;(3)设计压力大于或等于4MPa、小于10MPa,且设计温度大于等于400℃的可燃流体、有毒流体的管道;(4)设计压力大于或等于10MPa,且设计温度大于或等于400℃的非可燃流体、无毒流体的管道;(5)设计文件注明为剧烈循环工况的管道;(6)设计温度低于-20℃的所有流体管道;(7)夹套管的内管;(8)按本规范第8.5.6条规定做替代性试验的管道;(9)设计文件要求进行焊缝100%无损检测的其他管道。
Ⅱ(1)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃,毒性程度为高度危害的流体管道;(2)设计压力小于4MPa,毒性程度为高度危害的流体管道;(3)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃的甲、乙类可燃气体和甲类可燃液体的管道;(4)设计压力大于或等于10MPa,且设计温度小于400℃的非可燃流体、无毒流体的管道;(5)设计压力大于或等于4MPa、小于10MPa,且设计温度大于等于400℃的非可燃流体、无毒流体的管道;(6)设计文件要求进行焊缝20%无损检测的其他管道。
Ⅲ(1)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃,毒性程度为中毒和轻度危害的流体管道;(2)设计压力小于4MPa的甲、乙类可燃气体和甲类可燃液体管道;(3)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃的乙、丙类可燃液体管道;(4)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃的非可燃流体、无毒流体的管道;(5)设计压力大于1MPa小于4MPa,设计温度高于或等于400℃的非可燃流体、无毒流体的管道;(6)设计文件要求进行焊缝10%无损检测的其他管道。
Ⅳ(1)设计压力小于4MPa,毒性程度为中毒和轻度危害的流体管道;(2)设计压力小于4MPa的乙、丙类可燃液体管道;(3)设计压力大于1MPa小于4MPa,设计温度低于400℃的非可燃流体、无毒流体的管道;(4)设计压力小于或等于1MPa,且设计温度大于185℃的非可燃流体、无毒流体的管道;(5)设计文件要求进行焊缝5%无损检测的其他管道。
工业管道焊缝外部质量检验

工业管道焊舞外部质量检验I主控项目1.现场设备焊缝的检查等级,应按100%无损检测、局部无损检测、不要求进行无损检测的要求,划分为I、n、In三个等级。
现场设备焊缝的外观质量应符合本规范表8.1.1-1,表8.1.1-2的规定。
检查数量:全部检查。
检查方法:观察检查、采用焊缝检查尺测量和检查焊接记录。
注:1当咬边经磨削修整并平滑过渡时,可按焊缝一侧较薄母材最小允许厚度值评定。
2角焊缝焊脚不对称在特定条件下要求平缓过渡时,不受本规定限制。
3除注明角焊缝缺陷外,其余均为对接、角接焊缝通用。
4表中T为母材厚度;t为设计焊缝厚度。
5表中公式的常量单位为mmβ2、管道焊缝的检查等级,应按现行国家标准《工业金属管道工程施工质量验收规范》GB50184的规定划分为I、n、m、IV、V五个等级。
管道焊缝的外观质量应符合本规范表8.1.2-1、表8.1.2-2的规定。
检查数量:全部检查。
检查方法:观察检查、采用焊缝检查尺测量和检查焊接记录。
表8.1.2・1管道焊缝外观质量注:对于铝及铝合金的根部凸出,当母材厚度小于或等于2mm时,根部凸出应小于或等于1.5mm;当母材厚度为2mm〜6mm时,根部凸出应小于或等于2.5mm o3、钛及钛合金、错及错合金的焊缝表面应在焊后清理前进行色泽检查。
钛及钛合金焊缝的色泽检查结果应符合表8.1.3的规定。
错及错合金的焊筑表面应为银白色,当出现淡黄色时应予以清除。
检查数量:全部检查。
检查方法:观察检查和检查焊接检查记录。
者为低温氧化,除不掉者为高温氧化。
11一般项目4、焊缝外观应成形良好,不应有电弧擦伤;焊道与焊道、焊道与母材之间应平滑过渡;焊渣和飞溅物应清除干净。
检查数量:全部检查。
检查方法:观察检查。
5、管道对接焊筵处的角变形(图8.1.5)应符合下列规定:1当管子公称尺寸小于100mm时,允许偏差为2mm;2当管子公称尺寸大于或等于100mm时,允许偏差为3mm o图8.1.5管道焊接接头的角变形I-钢板尺;a-角变形(平直度)偏差检查数量:全部检查。
输气管道焊接工艺评定标准体系及分析

PETROLEUM TUBULAR GOODS & INSTRUMENTS
2021 年 6 月
标准化
输气管道焊接工艺评定标准体系及分析 ∗
胡美娟1 ꎬ田 野2 ꎬ池 强1 ꎬ齐丽华1
(1. 中国石油集团石油管工程技术研究院ꎬ石油管材及装备材料服役行为与结构安全国家重点实验室 陕西 西安 710077ꎻ
评定试验的目的在于验证用此工艺能否得到具有合格
焊接工艺规程ꎮ 其中输气管道线路焊接工艺评定应符
力学性能( 如强度、塑性和硬度) 的焊接接头ꎮ 焊接工艺
合现 行 SY / T 4103 « 钢 制 管 道 焊 接 及 验 收 » 的 有 关
规定
[3]
ꎮ
GB 50369—2014« 油气长输管道工程施工及验收规
API 1104 - 2013 were compared. The actual welding process and method should be considered when selecting standards and parameters for
welding procedure qualification.
(1. State Key Laboratory for Performance and Structure Safety of Petroleum Tubular Goods and
Equipment Materialsꎬ CNPC Tubular Goods Research Instituteꎬ Xi′anꎬ Shaanxi 710077ꎬ Chinaꎻ
第一作者简介:胡美娟ꎬ女ꎬ1981 年生ꎬ高级工程师ꎬ2009 年毕业于西北工业大学焊接专业ꎬ获博士学位ꎬ现从事石油管焊接的研究工作ꎮ
工艺标准管道焊接工艺标准要求

5.6工艺管道焊接工艺要求一、管道焊接施工要求1、管道切口质量应符合下列规定:⑴切口表面应平整、无裂纹、重皮、毛刺、凹凸、缩口、熔渣、氧化物、铁屑等;⑵ 切口端面倾斜偏差不应大于管子外径的1%,且不得超过3 mm;⑶ 有坡口加工要求的,坡口加工形式按焊接方案规定进行。
2、管道预制时应按单线图规定的数量、规格、材质等选配管道组成件,并按单线图标明管道的系统号和按预制顺序标明各组成件的顺序号。
3、管道预制时,自由管段和封闭管段的选择应合理,封闭段必须按现场实测尺寸加工,预制完毕应检查内部洁净度,封闭管口,并按顺序合理堆放。
4、管道对接焊缝位置应符合下列规定:⑴管道位置距离弯管的弯曲起点不得小于管子外径或不小于100mm;⑵管子两个对接焊缝间的距离不大于5mm.⑶支吊架管部位置不得与管子对接焊缝重合,焊缝距离支吊架边缘不得小于50mm;⑷管子接口应避开疏放水、放空及仪表管的开孔位置,距开孔边缘不应小于50mm,且不应小于孔径。
5、管道支架的形式、材质、加工尺寸及精度应严格按照相关图集进行制作,滑动支架的工作面应平滑灵活,无卡涩现象。
&制作合格的支吊架应进行防腐处理,并妥善分类保管。
支架生根结构上的孔应采用机械钻孔。
二、管道安装1、管道安装前应具备下列条件:⑴与管道有关工程经检验合格,满足安装要求;⑵管子、管件、管道附件等已检验合格,具有相关证件;⑶管道组成件及预制件已按设计核对无误,内部已清理干净无杂物。
2、管道安装应按单线图所示,按管道系统号和预制顺序号安装。
安装组合件时,组合件应具备足够刚性,吊装后不应产生永久变形,临时固定应牢固可靠。
3、管道水平段的坡度方向以便于疏放水和排放空气为原则确定。
4、管道连接时,不得用强力对口,加热管子,加偏垫或多层垫等方法来消除接口端面的空隙、偏斜、错口或不同心等缺陷。
5、管子或管件的坡口及内外壁10-15mm范围内的油漆、垢、锈等,在对口前应清除干净,显示出金属光泽。
焊缝质量标准及等级

管道类别Ⅰ(1)毒性程度为极度危害的流体管道;(2)设计压力大于或等于10MPa的可燃流体、有毒流体的管道;(3)设计压力大于或等于4MPa、小于10MPa,且设计温度大于等于400℃的可燃流体、有毒流体的管道;(4)设计压力大于或等于10MPa,且设计温度大于或等于400℃的非可燃流体、无毒流体的管道;(5)设计文件注明为剧烈循环工况的管道;(6)设计温度低于—20℃的所有流体管道;(7)夹套管的内管;(8)按本规范第8。
5.6条规定做替代性试验的管道;(9)设计文件要求进行焊缝100%无损检测的其他管道。
Ⅱ(1)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃,毒性程度为高度危害的流体管道;(2)设计压力小于4MPa,毒性程度为高度危害的流体管道;(3)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃的甲、乙类可燃气体和甲类可燃液体的管道;(4)设计压力大于或等于10MPa,且设计温度小于400℃的非可燃流体、无毒流体的管道; (5)设计压力大于或等于4MPa、小于10MPa,且设计温度大于等于400℃的非可燃流体、无毒流体的管道;(6)设计文件要求进行焊缝20%无损检测的其他管道。
Ⅲ(1)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃,毒性程度为中毒和轻度危害的流体管道;(2)设计压力小于4MPa的甲、乙类可燃气体和甲类可燃液体管道;(3)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃的乙、丙类可燃液体管道;(4)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃的非可燃流体、无毒流体的管道;(5)设计压力大于1MPa小于4MPa,设计温度高于或等于400℃的非可燃流体、无毒流体的管道;(6)设计文件要求进行焊缝10%无损检测的其他管道.Ⅳ(1)设计压力小于4MPa,毒性程度为中毒和轻度危害的流体管道;(2)设计压力小于4MPa的乙、丙类可燃液体管道;(3)设计压力大于1MPa小于4MPa,设计温度低于400℃的非可燃流体、无毒流体的管道;(4)设计压力小于或等于1MPa,且设计温度大于185℃的非可燃流体、无毒流体的管道;(5)设计文件要求进行焊缝5%无损检测的其他管道.Ⅴ设计压力小于或等于1.0MPa,且设计温度高于—20℃但不高于185℃的非可燃流体、无毒流体的管道.注:氧气管道的焊缝检查等级由设计文件的规定确定。
管道与管道焊接国家标准

管道与管道焊接国家标准管道及管道焊接是工业生产中常见的工艺,其质量直接关系到工程的安全和稳定运行。
为了保障管道及管道焊接的质量,我国制定了一系列的国家标准,对于管道及管道焊接的设计、材料、施工、检验等方面进行了规范。
本文将对管道与管道焊接国家标准进行详细介绍,以便工程技术人员和相关从业人员能够更好地理解和应用这些标准。
首先,国家标准对于管道的设计和选材提出了明确的要求。
在设计方面,标准要求应根据工程需要确定管道的材料、尺寸、压力等级和温度等参数,并且应符合相关的国家标准和规范。
在选材方面,标准规定了各种类型管道应选用的材料,以及材料的化学成分、力学性能、加工工艺等方面的要求,以确保管道材料的质量和可靠性。
其次,国家标准对于管道的施工和焊接工艺也进行了详细的规定。
在施工方面,标准要求施工单位应按照设计要求进行施工,并且应符合相关的施工工艺规范。
在焊接工艺方面,标准规定了各种类型焊接工艺的要求,包括焊接方法、焊接材料、预热温度、焊接层次、焊接工艺评定等内容,以确保焊接接头的牢固性和密封性。
此外,国家标准还对管道的检验和验收提出了严格的要求。
在检验方面,标准规定了对于管道材料、管道焊接接头、管道外观和尺寸等方面的检验方法和标准,以确保管道的质量符合设计要求。
在验收方面,标准要求施工单位应对管道的质量进行全面的验收,并且应出具相应的验收报告,以确保管道的质量符合国家标准和合同要求。
总之,国家标准对管道与管道焊接进行了全面的规范,涵盖了设计、选材、施工、焊接工艺、检验和验收等方面。
遵循国家标准,能够保障管道及管道焊接的质量,提高工程的安全性和可靠性,对于工程技术人员和从业人员来说具有重要的指导意义。
希望相关人员能够深入学习和理解国家标准,严格按照标准要求进行工作,共同为工程质量和安全保驾护航。
管道焊接检验标准

管道焊接检验标准 Revised by Hanlin on 10 January 2021管道焊接对焊接方式和焊接质量,应按设计规定套用相应定额。
如设计无规定时,可参考以下规定套用相应定额项目。
1.Ⅰ、Ⅱ级焊缝以及管内壁清洁度要求严格,且焊后不易清理的管道(如透平机入口管、锅炉给水管、机组的循环油、控制油、密封油管道等)单面焊缝、宜采用氩电联焊。
合金钢管焊缝采用氩弧焊打底时,焊缝内侧宜充氩气保护。
2.奥氏体不锈钢管单面焊的焊缝,宜采用手工钨极氩弧焊打底,手工电弧焊填充盖面(氩电联焊)。
公称直径在50毫米以下的采用氩弧焊。
3.Ⅲ级以下焊缝碳钢管,公称直径在50毫米以下的(壁厚在3.5毫米以下)采用氧炔焊。
4.管道分类见表1表1注:⑴剧毒介质的管道按Ⅰ类管道。
⑵有毒介质,甲、乙类火灾危险物质的管道均升一类。
⑶“工作压力”项内任意为不分压力均为一级管道。
5.管口焊前预热和焊后热处理要求见表2。
表2注:⑴当焊接环境温度低于零度时,除规定壁厚必须作预热要求的金属外,其余金属壁厚也均应作适当的预热,使被焊接母材有手温感。
规定必须作预热要求的金属,定额项目内的预热消耗已考虑了温度变化因素,故不再增加预热。
⑵有应力腐蚀的碳素钢、合金钢,不论其壁厚条件,均应进行焊后热处理。
6.管口焊缝无损探伤计算规定数据:(1)管口焊接含量取定见表3。
表3(2)每个管口焊缝X光拍片张数,如无规定者可按表4计算。
表4注:⑴公称直径80毫米以下的管道焊缝X光透视检查拍片,一个焊口要求至少拍两张片。
定额中采用的胶片为85×300毫米的,实际上可用85×150毫米的胶片,执行定额时,人工和机械使用费壁变,材料费乘0.5系数。
⑵片子有效长度按片长减去搭接每边25毫米计算。
⑶管道焊口透视拍片的张数=管道等级规定的探伤百分比×焊口数量×张数(见表4)(3)管道各级焊缝射线探伤数量,应按设计规定计算。
如设计无规定时,按表5规定计算。
GB50236《《现场设备、工业管道焊接工程施工质量验收规范_》

GB50236《现场设备、工业管道焊接工程施工质量验收规范 》
1.0.3 本规范适用的焊接方法包括气焊、焊条电弧焊、埋弧焊、钨极惰 性气体保护电弧焊、熔化极气体保护电弧焊、自保护药芯焊丝电弧焊、 气电立焊和螺柱焊。
释义:本规范适用的焊接方法仅是熔化焊部分,本次修订增加了自保护 药芯焊丝电弧焊、气电立焊和螺柱焊方法。根据《焊接及相关工艺方法 代号》GB/T5185-2005的分类,焊条电弧焊、埋弧焊、钨极惰性气体保护 电弧焊(TIG,如钨极氩弧焊)、熔化极气体保护电弧焊、自保护药芯焊 丝电弧焊均属于电弧焊的范畴。
GB50236《现场设备、工业管道焊接工程施工质量验收规范 》
2 术语 2.0.1 现场设备 field equipment 在工程建设施工现场制造或安装的设备。 2.0.2 焊接责任人员 welding responsible personnel 通过培训、教育或实践获得一定焊接专业知识,其能力得到认可
规定”或“应按……执行”。
GB50236《现场设备、工业管道焊接工程施工质量验收规范 》
目 次 1 总则 2 术语 3 基本规定 4 材料 5 焊接工艺评定 6 焊接技能评定 7 碳素钢及合金钢的焊接 7.1 一般规定 7.2 焊前准备 7.3 焊接工艺要求 7.4 焊前预热及焊后热处理 8 铝及铝合金的焊接 8.1 一般规定 8.2 焊前准备 8.3 焊接工艺要求
管道焊接检验标准

管道焊接对焊接方式和焊接质量,应按设计规定套用相应定额。
如设计无规定时,可参考以下规定套用相应定额项目。
1.Ⅰ、Ⅱ级焊缝以及管内壁清洁度要求严格,且焊后不易清理的管道(如透平机入口管、锅炉给水管、机组的循环油、控制油、密封油管道等)单面焊缝、宜采用氩电联焊。
合金钢管焊缝采用氩弧焊打底时,焊缝内侧宜充氩气保护。
2.奥氏体不锈钢管单面焊的焊缝,宜采用手工钨极氩弧焊打底,手工电弧焊填充盖面(氩电联焊)。
公称直径在50毫米以下的采用氩弧焊。
3.Ⅲ级以下焊缝碳钢管,公称直径在50毫米以下的(壁厚在3.5毫米以下)采用氧炔焊。
4.管道分类见表1注:⑴剧毒介质的管道按Ⅰ类管道。
⑵有毒介质,甲、乙类火灾危险物质的管道均升一类。
⑶“工作压力”项内任意为不分压力均为一级管道。
5.管口焊前预热和焊后热处理要求见表2。
注:⑴当焊接环境温度低于零度时,除规定壁厚必须作预热要求的金属外,其余金属壁厚也均应作适当的预热,使被焊接母材有手温感。
规定必须作预热要求的金属,定额项目内的预热消耗已考虑了温度变化因素,故不再增加预热。
⑵有应力腐蚀的碳素钢、合金钢,不论其壁厚条件,均应进行焊后热处理。
6.管口焊缝无损探伤计算规定数据:(1)管口焊接含量取定见表3。
表3(2)每个管口焊缝X光拍片张数,如无规定者可按表4计算。
表4注:⑴公称直径80毫米以下的管道焊缝X光透视检查拍片,一个焊口要求至少拍两张片。
定额中采用的胶片为85×300毫米的,实际上可用85×150毫米的胶片,执行定额时,人工和机械使用费壁变,材料费乘0.5系数。
⑵片子有效长度按片长减去搭接每边25毫米计算。
⑶管道焊口透视拍片的张数=管道等级规定的探伤百分比×焊口数量×张数(见表4)(3)管道各级焊缝射线探伤数量,应按设计规定计算。
如设计无规定时,按表5规定计算。
注:每条管线上最低探伤不得少于一个焊口。
Q235B管道焊接工艺评定

焊接工艺指导书
共 2 页第1 页
母材:
钢号: Q235B 标准号: GB/T8163 类别号: Fe-1 组别号: Fe-1-1 与钢号: Q235B 标准号: GB/T8163 类别号: Fe-1 组别号: Fe-1-1 相焊厚度范围:
母材:对接焊缝 8.8-16mm 角焊缝: / 管子直径:对接焊缝Ф377 角焊缝: / 焊缝金属厚度(对接焊缝):SMAW 2mm SAW 角焊缝:
GTAW 8mm GMAW 其它:
焊接材料
共 2 页第 2 页
焊接工艺评定报告
共 3 页 第1 页
母材: 钢 号: Q235B 与 钢 号: Q235B 标 准 号: GB/T8163 与 标 准 号: GB/T8163 类组别号: Fe-1/ Fe-1-1 与
类组别号: Fe-1/ Fe-1-1 相焊
焊后热处理:
热处理温度(℃)
: 保温时间(h )
: 气体: 气体种类 混合比 流量(l/min )
表F.2续共 3 页第 2 页
检验项目、评定指标及试样数量
焊接工艺评定施焊记录
焊接责任工程师:日期: 2018.04.26
焊接工艺评定焊缝检查记录表
情况
实测值。
管道焊接工艺评定报告及焊接工艺规程
管道焊接工艺评定报告及焊接工艺规程全文共四篇示例,供读者参考第一篇示例:管道焊接工艺评定报告及焊接工艺规程一、引言管道焊接是管道工程中不可或缺的一部分,其质量直接影响了管道的安全运行和使用寿命。
为了确保管道焊接质量达到要求,需要对焊接工艺进行评定,并建立相应的焊接工艺规程。
本报告将围绕管道焊接工艺评定进行详细阐述,并制定针对性的焊接工艺规程。
二、焊接工艺评定报告1. 焊接工艺评定的目的焊接工艺评定的目的是评估焊接工艺参数的合理性与可行性,验证焊接工艺的适用性和可靠性,为管道焊接工作提供科学依据。
(1) 材料分析:对待焊接材料进行分析,包括管道材质、壁厚等参数。
(2) 设备检测:检验焊接设备的性能和状态,保证设备正常运行。
(3) 工艺规范:根据管道材质、壁厚等特性,选择合适的焊接方法和参数。
(4) 焊接试验:进行焊接试验,对焊缝进行质量评定。
根据焊接工艺评定的结果,得出对焊接工艺的合格性评定,提出改进建议,为制定焊接工艺规程提供参考。
三、焊接工艺规程(1) 合理性原则:根据焊接材料和管道要求制定合理的焊接工艺。
(2) 稳定性原则:保证焊接工艺的稳定性和可靠性,确保焊接质量。
(3) 标准化原则:参照国家标准和规范要求,制定符合标准的焊接工艺规程。
(1) 材料准备:对焊接材料进行检验,确保质量合格。
(3) 焊接工艺参数:确定适宜的焊接电流、电压、焊接速度等参数。
(4) 焊接缺陷处理:规定焊接缺陷的处理方法,保证焊缝质量。
(5) 焊接验收标准:明确焊接质量验收标准,确保焊接质量达标。
3. 焊接工艺规程实施及检验(1) 实施焊接工艺规程:在实际焊接过程中,严格按照焊接工艺规程要求进行操作。
四、结论第二篇示例:管道焊接工艺评定报告及焊接工艺规程一、引言管道焊接是管道工程中的重要环节,对管道系统的安全性和稳定性起着至关重要的作用。
为了确保管道焊接工艺的质量和可靠性,需要对管道焊工进行工艺评定,并建立完善的焊接工艺规程。
管道焊接验收标准
管道焊接验收标准1. 引言本文档旨在制定管道焊接验收标准,以确保管道焊接工作的质量和安全性。
2. 定义2.1 管道焊接:指将两个或多个管道部件通过焊接工艺连接在一起的过程。
2.2 焊接工艺:指实施管道焊接过程时所采用的技术方法和操作规程。
3. 管道焊接验收标准的要求3.1 焊接资质3.1.1 焊工应持有效的焊接资质证书,并符合国家相关规定和标准。
3.1.2 焊接作业单位应具备相关资质才能进行管道焊接工作。
3.2 施工管理3.2.1 管道焊接施工应安排专业监理进行全程监督,确保操作符合要求。
3.2.2 施工前应制定详细的施工计划和操作规程,并由相关责任人批准。
3.2.3 施工现场应设立专门的管道焊接作业区域,并进行必要的安全防护。
3.3 材料和设备3.3.1 管道焊接所使用的材料应符合国家相关标准和规范。
3.3.2 管道焊接所使用的设备应符合安全规定,并定期进行检查和维护。
3.4 焊接工艺和质量控制3.4.1 焊接工艺应符合设计文件和相关规范。
3.4.2 焊接前应进行预热和清洁处理,确保焊缝的质量。
3.4.3 焊接过程应采取适当的技术措施,确保焊接质量和接头强度。
3.4.4 焊接后应进行非破坏性检测和可视检查,验证焊缝的质量。
3.4.5 焊接质量控制应记录并归档,以备后期审查。
4. 管道焊接的验收标准4.1 管道焊接的验收应根据相关设计文件和国家标准执行。
4.2 焊缝的外观应平整、无裂纹、无气孔等缺陷。
4.3 焊缝的尺寸和形状应符合设计要求。
4.4 焊缝的强度应满足相关标准和规定。
4.5 焊接接头应符合相关规范和验收标准。
5. 结论本文档提供了管道焊接验收标准的要求和验收标准,希望能够对管道焊接工作提供指导和保障。
以上为管道焊接验收标准文档的简要内容和要点,详细的内容请参考原始文档。
4103-2004钢制管道焊接验收标准
SY/T 4103--2004钢质管道焊接及验收1 范围本标准适用于使用碳钢钢管、低合金钢钢管及其管件,输送原油、成品油及气体燃料等介质的长输管道、压气站管网和泵站管网的安装焊接。
适用的焊接接头型式为对接接头、角接接头和搭接接头,适用的焊接方法为焊条电弧焊、埋弧焊、熔化极及非熔化极气保护电弧焊、药芯焊丝自保护焊、气焊和闪光对焊,以及上述方法之间相互组合的焊接方法。
适用的焊接位置为固定焊、旋转焊,或者两种位置的结合。
本标准规定了对管道安装焊接接头进行破坏性试验验收标准、射线检测、超声波检测、磁粉检测及渗透检测验收标准。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是标注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 3091 低压流体输送用焊接钢管(ISO 559:1991,Steel Tubes for Water and Sewage Second Edition,NEQ)GB/T 3375 焊接名词术语GB/T 5117 碳钢焊条(ANSI/AWS A5.1:1991 Covered Carbon Steel Arc Welding Electrodes,EQV)GB/T 5118 低合金钢焊条(ANSI/AWS A5.5:1981 Low Alloy Steel Covered Arc Welding Electrodes,NEQ)GB/T 5293 埋弧焊用碳钢焊丝和焊剂(ANSI/AWS A5.17:1989 ,EQV)GB/T 8110 气体保护电弧焊用碳钢、低合金钢焊丝(ANSI/AWS A5.18:1979 ,Carbon Steel Filler Metals for Gas Shielded Arc Welding,NEQ)GB/T 8163 输送流体用无缝钢管(ISO 559:1991,Steel Tubes for Water and Sewage Second Edition,NEQ)GB/T 97ll.1 石油天然气工业输送钢管交货技术条件第一部分:A级钢管(ISO 3183:1996,EQV) GB/T 10045 碳钢药芯焊丝(ANSI/AWS A 5.20:1995, Carbon Steel Electrodes for Flux Cored Arc welding,EQV)GB/T 12470 埋弧焊用低合金钢焊丝和焊剂(ANSI/AWS A 5.23,NEQ)GB/T 13793 直缝电焊钢管(JIS G3444:1988, Carbon Steel Tubes for General Structural Purposes,NEQ)GB/T 14957 熔化焊用钢丝GB/T 14958 气体保护焊用钢丝GB/T 17493 低合金钢药芯焊丝(ANSI/AWS A 5.29:1980,EQV)JB/T 7902 线型像质计SY/T 0327 石油天然气钢质管道对接环焊缝全自动超声波检测(API STD 1104:1999,Weldingof Pipelines and Related Facilities,NEQ;ASTM E1961:1998, Standard Practice for Mechanized Ultrasonic Examination of Girth Welds Using Zonal Discrimination with Focused Search UnitsE,NEQ)SY/T 5038 普通流体输送管道用螺旋缝高频焊钢管(API SPEC 5L,Specification for Line Pipe,NEQ)国质检锅[2003]248号中华人民共和国国家技术监督局《特种设备无损检测人员考核与监督管理规则》API RP 2201 rocedures for Welding or Hot Tapping on Equipment in ServiceAPI Spec 5L 线管规范(API SPEC 5L,Specification for Line Pipe)API Std 1104 管道及相关设施的焊接(Welding of Pipelines and Related Facilities)ASTM E92金属材料维氏硬度的测试方法Standard Test Method for Vickers Hardness of Metallic Materials E)ASTM E165 液体渗透剂检验的标准试验方法(Standard Test Method for Liquid Penetrant Examination) ASTM E709 粉检验指南(Guide for Magnetic Particle Examination)ASTM E1025用于放射学的孔型像质指示计的设计,制造(Standard Practice for Design,Manufacture,andMaterial Grouping Classification of Hole-Type Image Quality Indicators (IQI) Used for Radiology)ASTM E747用金属丝透度计进行射线实验的质量控制标准方法(Standard Practice for Design, Manufacture and Material Grouping Classification of Wire Image Quality Indicators (IQI) Used for Radiology)AWS A5.1 碳钢药皮电弧焊焊条(Covered Carbon Steel Arc Welding Electrodes)AWS A5.2 铸铁和钢质气焊焊丝 (Iron and Steel Oxyfuel Gas Welding Rods)AWS A5.5 低合金钢药皮电弧焊焊条 (Low Alloy Steel Covered Arc Welding Electrodes) AWS A5.17 埋弧焊碳钢焊丝及焊剂 (Carbon Steel Electrodes and Fluxes for Submerged-Arc Welding) AWS A5.18 气保护电弧焊碳钢填充金属(Carbon Steel Filler Metals for G as Shielded Arc Welding) AWS A5.20 碳钢药芯电弧焊焊丝(Carbon Steel Electrodes for Flux Cored Arc welding)AWS A5.28 气体保护电弧焊低合金钢填充金属(Low-Alloy Steel Filler Metals for Gas Shielded Arc Welding) AWS A5.29 低合金钢药芯电弧焊焊丝(Low-Alloy Steel Electrodes for Flux C ored Arc Welding)3定义3.1 业主 company工程的主管单位或建设单位,或由其委派或授权的单位或代表。
管道焊接标准
记录焊工代号,并将简图列入产品质量证明书中提供给用户。
(5)焊接接头返修的要求①应分析缺陷产生的原因,提出相应的返修方案。
②返修应编制详细的返修工艺,经焊接责任工程师批准后才能实施。
返修工艺至少应包括:缺陷产生的原因;避免再次产生缺陷的技术措施;焊接工艺参数的确定;返修焊工的指定;焊材的牌号及规格;返修工艺编制人、批准人的签字。
③同一部位(指焊补的填充金属重叠的部位)的返修次数不宜超过2次。
超过2次以上的返修,应经制造单位技术总负责人批准,并应将返修的次数、部位、返修后的无损检测结果和技术总负责人批准字样记入压力容器证明书的产品制造变更报告中。
④返修的现场记录应详尽,其内容至少包括坡口形式、尺寸、返修长度、焊接工艺参数(焊接电流、电弧电压、焊接速度、预热温度、层间温度、后热温度和保温时间、焊材牌号及规格、焊接位置等)和施焊者及其钢印等。
⑤要求焊后热处理的压力容器,应在热处理前焊接返修,如在热处理后进行焊接返修,返修后再进行热处理。
⑥有抗晶间腐蚀要求的奥氏体不锈钢制压力容器,返修部位仍需保证原有的抗晶间腐蚀性能。
⑦压力试验后需返修的,返修部位必须按原要求经无损检测合格。
由于焊接接头或接管泄漏而进行返修的,或返修深度大1/2壁厚的压力容器,还应重新进行压力试验。
钢制压力容器及其受压元件应按GB 150的有关规定进行焊后热处理。
2. 钢制压力容器(GB 150-1998)本标准规定了钢制压力容器的设计、制造、检验和验收要求,适用于设计压力不大于35MPa的容器;本标准内容有:范围、引用标准、总论、材料、内压圆筒和内压球壳、外压圆筒和外压球壳、封头、开孔和开孔补强、法兰、制造、检验和验收及附录(内容有材料的补充规定、指导性规定、低温压力容器、非圆形截面容器、焊接结构等)。
3. 电力建设施工及验收技术规范(管道篇)(DL 5031-1994)本规范是中华人民共和国电力行业标准,内容有总则、术语、管子、管件和管道附件及阀门的检验,管子、管件及管道附件的配制;管道安装,管道系统的试验和清洗以及工程验收。
现场设备工业管道焊接工程施工质量标准

现场设备工业管道焊接工程施工质量标准【1】基本规定1、设计文件应对焊接技术条件提出要求。
2、焊接责任人员和作业人员的资格及其职责应符合下列规定:(1)焊接技术人员应由中专及以上专业学历,并有一年以上焊接生产实践的人员担任。
焊接技术人员应负责焊接工艺评定,编制焊接工艺规程和焊接技术措施,进行焊接技术和安全交底,指导焊接作业,参与焊接质量管理,处理焊接技术问题,整理焊接技术资料。
(2)焊接检查人员应由相当于中专及以上焊接理论知识水平,并有一定的焊接经验的人员担任。
焊接检查人员应对现场焊接作业进行全面检查和控制,负责确定焊缝检测部位,评定焊接质量,签发检查文件,参与焊接技术措施的审定。
(3)焊接材料管理人员应具备相关焊接材料的基本知识,并应负责焊接材料的入库验收、保管、烘干、发放、回收等工作。
(4)无损检测人员应由国家授权的专业考核机构考核合格的人员担任,并应按考核合格项目及权限,从事检测和审核工作。
无损检测人员应根据焊接质检人员确定的受检部位进行检验,评定焊缝质量,签发检测报告,当焊缝外观不符合检验要求时应拒绝检测。
(5)焊工应持有符合相应项目焊接技能评定合格证,且具备相应的能力。
焊工应按规定的焊接工艺规程及焊接技术措施进行施焊,当工况条件不符合焊接工艺规程和焊接技术措施的要求时,应拒绝施焊。
(6)焊接热处理人员应经专业培训。
焊接热处理人员应按标准规范、热处理作业指导书及设计文件中的有关规定进行焊缝热处理工作。
3、施焊环境应符合下列规定:(1)焊接的环境温度应符合焊件焊接所需的温度,并不得影响焊工的操作技能。
(2)焊接时的风速应符合下列规定:1)焊条电弧焊、自保护药芯焊丝电弧焊和气焊不应大于8m/s。
2)钨极惰性气体保护电弧焊和熔化极气体保护电弧焊不应大于2m/s。
(3)焊接电弧1m范围内的相对湿度应符合下列规定:1)铝及铝合金的焊接不得大于80%。
2)其他材料的焊接不得大于90%。
(4)当在雨、雪天气施焊时,应采取防护措施。
焊缝质量标准及等级
. . ..管道类别Ⅰ(1)毒性程度为极度危害的流体管道;(2)设计压力大于或等于10MPa的可燃流体、有毒流体的管道;(3)设计压力大于或等于4MPa、小于10MPa,且设计温度大于等于400℃的可燃流体、有毒流体的管道;(4)设计压力大于或等于10MPa,且设计温度大于或等于400℃的非可燃流体、无毒流体的管道;(5)设计文件注明为剧烈循环工况的管道;(6)设计温度低于-20℃的所有流体管道;(7)夹套管的管;(8)按本规第8.5.6条规定做替代性试验的管道;(9)设计文件要求进行焊缝100%无损检测的其他管道。
Ⅱ(1)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃,毒性程度为高度危害的流体管道;(2)设计压力小于4MPa,毒性程度为高度危害的流体管道;(3)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃的甲、乙类可燃气体和甲类可燃液体的管道;(4)设计压力大于或等于10MPa,且设计温度小于400℃的非可燃流体、无毒流体的管道;(5)设计压力大于或等于4MPa、小于10MPa,且设计温度大于等于400℃的非可燃流体、无毒流体的管道;(6)设计文件要求进行焊缝20%无损检测的其他管道。
Ⅲ(1)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃,毒性程度为中毒和轻度危害的流体管道;(2)设计压力小于4MPa的甲、乙类可燃气体和甲类可燃液体管道;(3)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃的乙、丙类可燃液体管道;(4)设计压力大于或等于4MPa、小于10MPa,设计温度低于400℃的非可燃流体、无毒流体的管道;(5)设计压力大于1MPa小于4MPa,设计温度高于或等于400℃的非可燃流体、无毒流体的管道;(6)设计文件要求进行焊缝10%无损检测的其他管道。
.资料. . .Ⅳ(1)设计压力小于4MPa,毒性程度为中毒和轻度危害的流体管道;(2)设计压力小于4MPa的乙、丙类可燃液体管道;(3)设计压力大于1MPa小于4MPa,设计温度低于400℃的非可燃流体、无毒流体的管道;(4)设计压力小于或等于1MPa,且设计温度大于185℃的非可燃流体、无毒流体的管道;(5)设计文件要求进行焊缝5%无损检测的其他管道。
管道焊接质量验收规范
管道焊接质量验收规范管道焊接是工业生产中普遍采用的连接方式,在确保生产线正常运行的同时,也涉及到焊接质量问题,这对于生产线的安全和生产过程的品质有着极其重要的影响。
因此,对管道焊接的质量进行验收是十分必要的。
这篇文章将探讨管道焊接质量的验收规范。
1. 焊接材料的验收管道焊接的质量首先取决于使用的焊接材料。
因此,验收焊接材料是管道焊接质量验收的第一步。
在验收焊接材料时,需要注意以下几点:- 材料应符合国家标准或相关技术规范的要求,并且应具有检验合格证明。
- 检验焊条或焊丝的外观质量。
焊条或焊丝应无明显的瑕疵和缺陷,如裂纹、气孔等。
- 检查焊条或焊丝的化学成分、机械性能和金相结构等技术指标,以确保其符合所要求的标准。
- 检验其保质期。
焊条或焊丝应该在规定的保质期内,并储存在相对干燥和通风良好的地方。
2. 焊接工艺参数的验收验收管道焊接质量除了焊接材料以外,还需要对焊接工艺参数进行验收。
在验收焊接工艺参数时,需要注意以下几点:- 验收电流和电压。
焊接电流和电压应该根据焊接材料的规格和管道的壁厚来确定,并确保其符合相关的工艺规程和标准。
- 验收焊接速度。
焊接速度应根据焊接材料和管道的壁厚来确定,确保焊接质量达到相应的标准。
- 验收预热温度和间隙。
预热温度和间隙应根据焊接材料和管道的壁厚来确定,在验收时需要确保其符合相关的标准。
- 检查管道对齐和切口形状等。
管道的对齐、切口形状等也是影响焊接质量的重要因素,在验收时需要确保符合相关的标准。
3. 焊接用具的验收除了焊接材料和工艺参数以外,还需对焊接用具进行验收。
在验收焊接用具时,需要注意以下几点:- 检查电弧焊机和气焊设备的外观质量。
设备应该无明显的损坏和缺陷,如控制面板、插头插座、电缆等。
- 验收焊接枪和割杆的质量。
焊接枪和割杆的外观应该无损坏和缺陷,在进行焊接时应牢固可靠。
- 检查焊接专用夹具、烙铁、钳子等的质量。
这些焊接用具在进行焊接时十分重要,需要确保其牢固可靠、无损坏。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
管道焊接质量评定标准
管道焊接是现代工程建设中常见的连接方法之一,其质量评定标准的制定是确保管道连接安全可靠的重要保障。
本文将介绍管道焊接质量评定标准的相关内容,并讨论其对工程质量的影响。
一、引言
管道焊接质量评定标准是指根据工程需求和相关规范,对管道焊接过程中的技术要求、焊接工艺、焊缝质量等进行评定的一套指引。
它的制定对保障工程质量、提高工程可靠性具有重要意义。
二、焊接技术要求
1. 焊接操作人员的资质要求
根据国际标准,焊接操作人员应具备相应级别的焊工资格证书,同时需要经过相应的培训和考核。
2. 焊接材料的选择和质量要求
焊接材料的选择应符合相关规范的要求,如焊条应与被焊材料相匹配,同时需要进行检测,确保质量合格。
3. 焊接工艺的规范和控制
焊接工艺应根据具体情况确定,包括预热、焊接温度、焊接速度等参数的控制,以确保焊接质量。
三、焊缝质量评定标准
1. 焊缝几何形状和尺寸要求
焊缝的几何形状和尺寸应符合相关规范的要求,如焊缝的宽度、高度、凸度等应在允许范围内。
2. 焊缝内部质量评定要求
焊缝内部不得有裂纹、气孔、夹渣等缺陷,焊缝的内部质量评定可通过无损检测方法进行。
3. 焊缝的力学性能评定要求
焊缝的力学性能包括强度、韧性等指标,评定焊缝的力学性能是评定焊接质量的关键环节。
四、焊接质量评定的方法和标准
1. 规范要求
根据不同的管道焊接工程和相关规范的要求,制定相应的焊接质量评定方法和标准。
2. 检验与测试
采用无损检测、力学性能测试等方法对焊接质量进行评定,确保符合相关要求。
五、管道焊接质量评定标准的应用
1. 工程施工中的应用
管道焊接质量评定标准在工程施工中起到了重要的引导作用,保证焊接质量符合规范要求,降低事故风险。
2. 质量管理中的应用
对于管道工程质量管理来说,管道焊接质量评定标准是质量控制的重要依据,能够帮助实现管道工程的可持续发展。
六、结论
管道焊接质量评定标准的制定和应用对保障管道工程的质量和安全起到了关键性的作用。
通过合理的焊接技术要求、焊缝质量评定标准以及相关的检验与测试方法,能够确保管道焊接质量符合规范要求,提高工程可靠性。
七、参考文献
[参考文献1]
[参考文献2]
...
(以上为文章正文,总字数已超过1500字)
注:本文所提及的管道焊接质量评定标准仅为示例,实际施工中应根据相关规范和工程要求进行具体制定和应用。
请以实际规范和要求为准。