HAAS 面板操作-界面-参数
哈斯加工中心面板操作教案
泰州技师学院教案用纸
2页
2、哈斯立式数控加工中心操作
(1) 哈斯数控系统的操作面板如图 1-1 所示。
(2) HAAS 加工中心操作步骤
(一):开机
1)打开机床后侧的电源开关
2)按操作面板上的 POWER ON 绿色按钮
尽管数控机床的种类是多种多样的,其所使用的数控系统种类繁多, 其操作面板的形状、操作键的位置也不一样,操作方法也各不相同,但是 其功能大都相差无几。在学习数控机床操作时,应认真了解厂家提供的操 作手册,了解有关操作规定,以便熟练掌握相应的数控机床操作。
1、数控机床的组成 数控机床主要由计算机数控系统和机床本体两部分组成。而数控系统主要 包括:
泰州技师学院教案用纸
7页
G01X-8.0; G03X-13.0Y-8.0R5.0; G01Y8.0; G03X-1.0R6.0; G01Y5.0; X1.0; Y8.0; G03X13.0R6.0; G01Y-8.0; G03X8.0Y-12.0R5.0; G01X0; G03X-6.0Y-6.0R6.0; G01G40X0Y0; G00Z100.0; M05; M30; 五、实训总结
2)按 MEN F2 →
→按
SETNG GRAPH
CYCLE 键两次 → 按 START
HOME 显示原始图形尺寸
F3
→显示坐标
F4
→显示程序
轨迹定位放大:
F2
UP
按
→按 DOWN 及
键
CYCLE 把图形置于方框中,再按回车键后→按 START
十.加工(自动)
HAAS面板操作-界面-参数(精)

应用培训操作面板操作面板PROGRAM (MEM) O91002 N00000O91002 ;(Mill Engraving HAAS Logo) ;T1 M06 (TOOL#1 – ENGRAVING TOOL) ;G90 G54 G00 X-0.7355 Y0.429 ;S5000 M03 ;G00 G43 H01 Z1. M08 ;G01 Z0.03 F100. ;G91 ;G01 Z-0.0337 F7. ;G01 X-0.5687 Y-0.9857 ;G01 X-0.2275 ;G01 X0.1314 Y0.2275 ;G01 X-0.7835 ;G01 X0.1314 Y0.2275 ;G01 X0.7835 ;G01 X0.3058 Y0.5308 ;G01 X0.2275 ;G00 Z0.03375 ;F4 FOR PROG REVIEW(MACHINE) X 0.0000 in Y 0.0000 in Z 3.5179 in(WORK G54) X 9.0000 inY 7.0000 inZ 3.5179 in(DIST TO GO) X 0.0000 inY 0.0000 inZ 0.0000 in(OPERATOR) X 0.0000 in Y 0.0000 in Z 3.5179 inX Y Z(OPERATOR) (WORK G54) 0.0000 0.0000 0.0000X 0.0000 in X 9.0000 in _______________________________Y 0.0000 in Y 7.0000 in TRAVEL LIMITSZ 3.5179 in z 3.5179 in MIN -20.0000 -16.2500 -16.2500MAX 20.0000 16.2500 16.2500________________________________(MACHINE) (DIST TO GO) JOG INDEX DISTANCEX 0.0000 in X 0.0000 in -4.0000 -0.2500 1.0000Y 0.0000 in Y 0.0000 in ________________________________ Z 3.5179 in z 0.5179 in SHIFT JOG LOCK toggles INDEX MODEEnter [X,Y,Z] Origin to set JOG OFFSETALTER sets Limits to current positionDELETE sets LIMITS to max travelWRITE adds to, F1 sets coordinates JOGGING AXIS @ FEED 1.X 0.0000in Y 0.0000in Z 0.0000inX 0.0000in Y 0.0000in Z 3.5179inPOS-WORK (MEM) O91002 N00000X 9.0000inY 7.0000inZ 3.5179inPOS-OPER (MEM) O91002 N00000X 0.0000inY 0.0000inZ 3.5179inOFFSET(MEM) O91002 N00000COOLANT LENGTH RADIUSTOOL POSITION GEOMETRY WEAR GEOMETRY WEAR FLUTES1 0 11.1234. 0. 0. 0. 22 0 0. 0. 0. 0. 03 0 0. 0. 0. 0. 04 0 0. 0. 0. 0. 05 0 0. 0. 0. 0. 06 0 0. 0. 0. 0. 07 0 0. 0. 0. 0. 08 0 0. 0. 0. 0. 09 0 0. 0. 0. 0. 010 0 0. 0. 0. 0. 011 0 0. 0. 0. 0. 012 0 0. 0. 0. 0. 0Z POSITION: 1. WRITE ADD/F1 SET/OFSET TOGGLEOFFSET (MEM) O91002 N00000WORK ZERO OFFSETG CODE X Y ZG 52 0. 0. 0.G 54 -9.0000 -7.0000 0.G 55 0. 0. 0.G 56 0. 0. 0.G 57 0. 0. 0.G 58 0. 0. 0.G 59 0. 0. 0.G154 P1 0. 0. 0. (G110)G154 P2 0. 0. 0. (G111)G154 P3 0. 0. 0. (G112)G154 P4 0. 0. 0. (G113)G154 P5 0. 0. 0. (G114)G154 P6 0. 0. 0. (G115)G154 P7 0. 0. 0. (G116)G154 P8 0. 0. 0. (G117)X POSITION: 0.0000 WRITE ADD/F1 SET/OFSET TOGGLECOMMANDS (MEM) O91002 N00000 MACHINE coordinates – press / CURRENT PROGRAMTOOL 1 IN SPINDLE LOW STOPG00 G49 G69 D00 PGM F0.G17 G80 H00 ACT F0.G90 G98 M00 PGM S0G94 G50 T0 CMD S0G20 G64 ACT S0G40 G64 CLNT POSSPINDLE LOAD 0% 0.0 KW CX LOAD 0% LY LOAD 0% NZ LOAD 0% T Surf Spd 0% Chip Load 0.0000 FD 0.0SP 0O91002 ;(Mill Engraving HAAS Logo) ;T1 M06 (Tool #1 Engraving Tool) ; G90 G54 G00 X-0.7355 Y0.4929 ; S5000 M03 ;G00 G43 H01 Z1. M08 ;G01 Z0.03 F100. ;G91 ;G01 Z-0.0337 F7. ;G01 X-0.5687 Y-0.9857 ;G01 X-0.2275 ;G01 X0.1314 Y-0.9857 ;G01 X-0.7835 ;G01 X0.1314 Y0.2275 ;G01 X0.7835 ; X 0.0000 in. Y 0.0000 in. Z 0.0000 in.COMMANDS (MEM) O91002 N00000CURRENT DISPLAY COMMANDG00 N0 M00 O00000G17 X0. S0 A0.G90 Y0. T0 B0.G94 Z0. F0. C0.G20 I0. D00 U0.G40 J0. H00 V0.G49 K0. L0 W0.G89 P0 E0.G98 Q0.G50 R0.G54G64G69COMMANDS (MEM) O91002 N00000POWER ON TIME0:00:00CYCLE START TIME0:00:00FEED CUTTING TIME0:00:00M30 COUNT #1: 0 THIS CYCLE 0:00:00M30 COUNT #2: 0 LAST CYCLE 0:00:00COMMANDS (MEM) O91002 N00000MACRO VARABLES G65 LEVEL = 0VAR. VALUE VAR. VALUE VAR. VALUE VAR. VALUE1 17 332 183 194 205 216 227 238 249 2510 2611 2712 2813 2914 3015 3116 32COMMANDS (MEM) O91002 N00000MAINTENANCE - to select, ORIGIN to change, <> to adjust Remaining HoursCOOLANT – needs replacement -- ON-TIMEAIR FILTER in control enclosure - replace -- ON-TIMEOIL FILTER - replaced -- ON-TIMEGEARBOX OIL - replaced -- ON-TIMECOOLANT TANK – check level, leakage, oil in coolant -- ON-TIMEWA Y LUBE SYSTEM – check level -- CS-TIMEGEARBOX OIL – check level -- ON-TIMESEALS/WHIPERS missing, torn, leaking - check -- CS-TIMEAIR SUPPLY FILTER – check for water -- ON-TIMEHYDRAULIC OIL – check level -- ON-TIMECOMMANDS (MEM) O91002 N00000TOOL LIFEFEED TIME TOTAL TIME USAGE ALARM1 0:00:00 0:00:00 0 02 0:00:00 0:00:00 0 03 0:00:00 0:00:00 0 04 0:00:00 0:00:00 0 05 0:00:00 0:00:00 0 06 0:00:00 0:00:00 0 07 0:00:00 0:00:00 0 08 0:00:00 0:00:00 0 09 0:00:00 0:00:00 0 010 0:00:00 0:00:00 0 011 0:00:00 0:00:00 0 012 0:00:00 0:00:00 0 013 0:00:00 0:00:00 0 014 0:00:00 0:00:00 0 015 0:00:00 0:00:00 0 016 0:00:00 0:00:00 0 0COMMANDS (MEM) O71002 N00000SPINDLE LOAD VIBRATIONTOOL MAX% LIMIT% MAX(G) LIMIT(G)1 0% 0% 0.00 0.00 TOOL 1 IN SPINDLE2 0% 0% 0.00 0.00 SP LOAD: 0%3 0% 0% 0.00 0.00 Vibration: NO SENSOR4 0% 0% 0.00 0.005 0% 0% 0.00 0.006 0% 0% 0.00 0.007 0% 0% 0.00 0.008 0% 0% 0.00 0.009 0% 0% 0.00 0.0010 0% 0% 0.00 0.0011 0% 0% 0.00 0.0012 0% 0% 0.00 0.0013 0% 0% 0.00 0.0014 0% 0% 0.00 0.0015 0% 0% 0.00 0.00MAX-Highest value sinceorigin LIMIT-Value beforewarning issue. Press ORIGINto zero out valuesCOMMANDS (MEM) TOOL MANAGEMEMENT<PREVIOUS> <NEXT> <ADD><DELETE>GROUP ID : 0 GROUPSGROUP USAGE: IN ORDER 0 DESCRIPTION: FEED TIME : 0 TOTAL TIME : 0 TOOL USAGE : 0 HOLES : 0TOOL LOAD : 0 TL ACTION : ALARM (TOOL GROUP)PRESS F4 TO CHANGE ACTIVE WINDOWTL IN SPINDLE 0TOOLS EXP LIFE 0 00 CRNT PKT H-CODE D-CODE FLUTES LOADS HOLES FEED TIME TOTAL TIME USAGE VIBRATIONCOMMANDS (MEM) O71002 N00000 HAAS SERVO BAR:3100 PART LENGTH + CUTOFF : x x . x x x x IN3101 INITIAL PUSH LENGTH : x x . x x x x IN3102 MIN CLAMP LENGTH : x x . x x x x IN3103 MAX # PARTS : x x x3104 MAX # BARS : x x x3105 MAX LENGTH TO RUN : x x x . x x x x IN3106 CURRENT # PARTS RUN : x x x3107 CURRENT # BARS RUN : x x x3108 CURRENT LENGTH RUN : x x x . x x x x IN3109 LENGTH OF LONGEST BAR : x x . x x x x IN3110 CURRENT BAR LENGTH : x x . x x x x IN3113 MIN RETRACT POSITION : x . x x x x INCOMMANDS (MEM) N00000 CHANGE:KEY NUMBER, WRITE CLEAR:DELETEPALLET SCHEDULE TABLEPALLET LOAD PALLET PROGRAM PROGRAMNUMBER ORDER STATUS NUMBER COMMENT1 0 UNSCHEDULED O06012 (CUT SLOT) 2 1 SCHEDULED O04990 (DRILL AND TAP)3 * LOADED O01245 (ROUGH AND FINISH)4 0 COMPLETED O03589 (CUT POCKET) 0 UNSCHEDULED1 SCHEDULED2 LOADED3 COMPLETED4 USER5 USERSELECT:F2 CHANGE:F3 RESET:F4/ORIGINALARMS (MEM) O91002 N00000102 SERVOS OFFIndicates that the servo motors are off, the tool changer is disabled, the coolant pump is off, and the spindle motor is stopped. Caused by EMERGENCY STOP, motor faults, tool changer problems, or power fail.AT ZERO – XYZALARM202 SETTING CRC ERROR 13:20:48 06-19-2002 107 EMERGENCY OFF 14:15:22 06-19-2002 903 CNC MACHINE POWERED OFF 18:25:12 06-19-2002 107 EMERGENCY OFF 08:11:46 07-19-2002 900 Par No. 6 has changed. Old val was 2809040 08:37:54 07-19-2002 107 EMERGENCY OFF 10:25:12 07-19-2002 903 CNC MACHINE POWERED OFF 10:55:25 07-19-2002 107 EMERGENCY OFF 12:52:11 07-19-2002 316 X OVER TRAVEL RANGE 16:04:00 07-19-2002 107 EMERGENCY OFF 14:28:25 07-19-2002 900 Par No. 209 has changed. Old val was -2141740520 18:19:05 07-19-2002 107 EMERGENCY OFF 19:15:22 07-19-2002 107 EMERGENCY OFF 19:17:37 07-19-2002 243 BAD NUMBER 19:27:15 07-19-2002 107EMERGENCY OFF 19:35:33 07-19-2002 TO WRITE ALARM HISTORY TO DISK FILE PRESS F2 OTHERWISE PRESS SEND RS232927 ILLEGAL G1 CODE FOR ROTARY INDEXERThe rotary indexer only does rapid G0 motion. Feed G1 MotionIs not allowed.ENTER ALARM NUMBER TO VIEW (OR USE UP/DOWN KEYS TO SCROLL)MESSAGES (MEM) O91002 N00000CHECK TOOL 4 AFTER ONE RUN OF PROGRAM O01234PARAMETERS (MEM) O91002 N00000COMMON SW 1 (PARAMETER 57) -1692623227REV CRANK 1 DISABLE T. C 0 DISABLE G. B 1 POF AT E-STP 0 RIGID TAP 0 REV SPIN ENC 0 REPT RIGID TAP 0 EX ST MD CHG 1 SAFETY CIRC. 0 SP DR LIN AC 1 PH LOSS DET 1 COOLANT SPGT 1 OVER T IS NC 1 SKIP OVERSHT 0 MONINV SP ST 0 SP LOAD MONI 1 SP TEMP MONI 0 ENA ROT & SC 0 ENABLE DNC 1 ENABLE BGEDT 1 ENA GRND FLT 1 M19 SPND ORT 0 ENABLE MACRO 0 INVERT SKIP 0 HANDLE CURSR 1 NEG WORK OFS 1 TRANS OIL 0 QUICK CODE 1 OILER ON/OFF 1 NC OVER VOLT 0 SP MOTOR ENC 0 DOOR STOP SP 1DGNOS (MEM) O91002 N00000INPUT32 Haas Vector BitsX Axis Z Channel 0 Y Axis Z Channel 0 Z Axis Z Channel 1A Axis Z Channel 0B Axis Z Channel 0X Home Switch 1 Y Home Switch 0 Z Home Switch 0A Home Switch 1B Home Switch 1Time 10:32:00 Link 02-08-13 VER M12.02X MOCON#1 M2.0 MODEL VF X Over Heat 1Y Over Heat 1Z Over Heat 1A Over Heat 1B Over Heat 1X Drive Fault 0Y Drive Fault 0Z Drive Fault 1A Drive Fault 0B Drive Fault 0DATE 10-25-02RUNTIME 284:12:00TOOL CHANGES 11FV 1 2.160 VV 0X Cable Input 0Y Cable Input 0Z Cable Input 0A Cable Input 0B Cable Input 0Spindle Z Channel 0ANALOG DATACOOLANT LEVEL 0uP TEMP: 73F / 22CSP LOAD: 0%Spindle Forward *Spindle Reverse *Lock Spindle *Spindle at Spd * *Spindle Stopped * *Spindle Fault *Spindle Locked *Sp Cable Fault *Sp Over Heat *SETTINGS (MEM) O91002 N00000 GENERAL KEY IN A NUMBER26 821 819 77 3353 40 64109 110 111 112SERIAL NUMBER:LANGUAGE:AUTO POWER OFF TIME:TOOL AT POWER DOWN:DIMENTIONING:SCALE INTEGER F:COORDINATE SYSTEM:JOG W/O ZERO RETURN:TOOL OFFSET MEASURE:T OFS MEAS USES WORK:WARMUP TIME IN MIN:WARMUP X DISTANCE:WARMUP Y DISTANCE:WARMUP Z DISTANCE:10469ENGLISH1INCHDEFAULTFANUCOFFRADIUSON0.00000.00000.0000GRAPHICS (MEM)O91002 N00000 F1:HELP F2:ZOOM F3:POSITION F4:PROGZY-SIZE: 12.0916TOOL: 2(DIST TO GO)X: -2.7086Y: 0.0000Z: 0.0000N21 G01 Z0.01 F30.;N22 G150 P90111 G41 D02 J0.04K0.02 Z-1.25 Q0.42 R0.01 F16.5;N23 G40 G01 X3.25 Y6.5DIRECTORYA…STARTUP AND RUNNING N…SET UP PROCEDURES B…PROG. REVIEW/DNC/BGEDIT/POWER DOWN O…OVERIDESC…G/M/S/T COMMAND CODES P…PARAMETERS / DIAGNOSTICS D…RETURN TO THIS DIRECTORY Q…POSITION DISPLAYS E…EDITING PROGRAMS R…RECV / SEND PROGRAMS F…SETTING PAGE S…SAMPLE PROGRAMS G…SPECIAL G CODES T…TOOL OFS/TOOL LIFE/LOAD H…TROUBLE SHOOTING U…GRAPHIC FUNCTIONI…MDI / MANUAL DATA INPUT V…TOOL CHANGER J…JOGGING / HANDLE FUNCTION W…WORK COORDINATES K…CRT DISPLAY / KEYBOARD X…CREATING PROGRAMS L…ALARMS / MESSAGES Y…SPECIAL FUNCTIONS M…MAINTENANCE REQUIREMENTS Z…ZERO RETURNSTARTUP AND RUNNINGHELP FUNCTION 18-MAR-02The help function is a mini-manual that will explain the functions of this Machine.To use it, push the cursor down or PAGE DOWN arrow on the cursor pad to scan through the manual or use the directory to select a topic. Each topic ofthe directory is preceded by an alphabetic letter.After finding a topic, press the letter on the keypad and the display willchange to the topic and the explanation.Pushing the letter D will bring you to the directory.Pushing the help button again will select the calculator functions.To exit the help functions, select any other display.(MORE IN THIS SECTION)HELP (MEM) O91002 N00000SPECIAL G CODESThere are several non-standard G codes in the Haas mill. They are: G12 CIRCULAR POCKET MILLING CLOCKWISEG13 CIRCULAR POCKET MILLING COUNTERCLOCKWISEG35 AUTOMATIC MEASURE OF TOOL DIAMETERG36 AUTOMATIC SET OF WORK OFFSETSG70 BOLT HOLE CIRCLEG71 BOLT HOLE ARCG72 BOLT HOLES ALONG AN ANGLEG77 BACK BORINGG101 TURN ON MIRROR IMAGE FOR ANY AXIS LISTED IN BLOCK G100 TURN OFF MIRROR IMAGEG102 PROGRAMMABLE OUTPUT TO RS-232G103 LIMIT BLOCK BUFFERING FOR FASTER RESPONSE TIMEG136 AUTOMATIC SET OF WORK OFFSETS CENTERG150 GENERAL PURPOSE POCKET MILLINGG187 SET ACCURACY REQUIRED IN CORNERS(MORE IN THIS SECTION)CALCULATOR(NO SOLUTION YET)0.000000000 ANGLE 3LOAD + - /(MACHINE) ANGLE 1 .X 0.0000 in. ANGLE 2 .Y 0.0000 in. ANGLE 3 . SIDE 2 SIDE 1Z 3.5179 in.SIDE 1 .SIDE 2 . ANGLE 1 ANGLE 2SIDE 3 . SIDE 3F3 COPIES CALCULATOR VALUE TO HIGHLIGHTED ENTRY IN OTHERDISPLA Y F3 COPIES CALCULATOR VALUE TO DATA ENTRY LINEF4 COPIES OR OPERATES HIGHLIGHTED DATA TO CALCULATORWRITE ENTERS DATA TO HIGHTLIGHTED DISPLA YCALCULATOR0.000000000LOAD + - / (MACHINE)START Y . X 0.0000 in.END X . Y 0.0000 in.END Y .Z 3.5179 in.RADIUS .ANGLE . DIRECTION CW CENTER X . CENTER Y . START X .(NO SOLUTION YET)(NO SOLUTION YET) 0.000000000LOAD + - / (MACHINE)Y . X 0.0000 in.POINT C X . Y 0.0000 in. Y .Z 3.5179 in.RADIUSTGNT PT X .TGNT PT Y . POINT A X . Y . POINT B X . B A C(NO SOLUTION YET) 0.000000000LOAD + - / (MACHINE)CIRCLE2 X . X 0.0000 in.CIRCLE2 Y . Y 0.0000 in. RADIUS 2 . Z 3.5179 in.TANGT A X .Y .TANGT B X .Y .TANGT C X .Y .TANGT D X . Y .CIRCLE1 X . CIRCLE1 Y . RADIUS 1 .(MACHINE) CIRCLE2 X 2. 5 0 0 0 X 0.0000 in. CIRCLE2 Y 2. 5 0 0 0 Y 0.0000 in. RADIUS 2 0. 5 0 0 0Z 3.5179 in.TANGT A X 1. 1 5 4 7Y 0. 8 0 3 6TANGT B X 0. 8 0 3 6Y 1. 1 5 4 7TANGT C X 2. 8 0 9 4Y 2. 1 0 7 2TANGT D X 2. 1 0 7 2Y 2. 8 0 9 40.000000000LOAD + - / CIRCLE1 X 1. 0 0 0 0 CIRCLE1 Y 1. 0 0 0 0 RADIUS 1 0. 2 5 0 0A BD C Type: STRAIGHT Use F and T to form G-code. F1 for alternate solution Select start location: A B C or D Solution in G90 mode M - toggle mode From: G01 X2.8094 Y2.1072 From: A To: C From: C To: D Dir (C/W): G03 X2.1072 Y2.8084 I-0.3094 J0.3928 AT ZERO - X Y ZW Select direction of rotation C for CW, W for CCW(MACHINE) FLUTES . X 0.0000 in.FEED . Y 0.0000 in.CHIPLOAD .Z 3.5179 in.MATERIAL PRESS < or > FOR MATERIALSTAPPINGTHREADS . /INRPM . FEED . IN/MIN CALCULATORMILLING 0.000000000LOAD + - / CUTTER DIA . IN SURFACE SPEED . FT/MIN RPM .HELP (MEM) O91002 N00000Decimal DrillEquiv Size mm Tap size0.0453 1.1500.046556 1.1820.04693/64 1.191 #0-800.0472 1.2000.0492 1.250 M1.6x0.350.0512 1.3000.052055 1.3210.0531 1.3500.550 54 1.3970.0551 1.4000.0571 1.4500.0591 1.5000.059553 1.511 #1-64 #1-720.0610 1.5500.06251/16 1.5880.0630 1.60 M2x0.4(MORE IN THIS SECTION)EDIT INSERT ALTER DELETE UNDO。
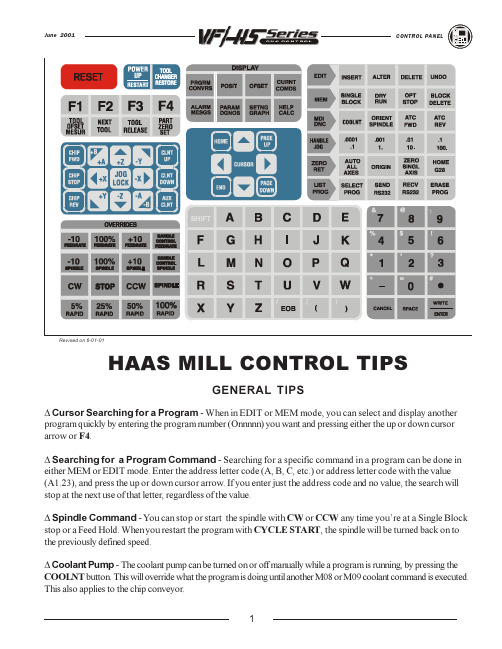
HAAS控制面板操作
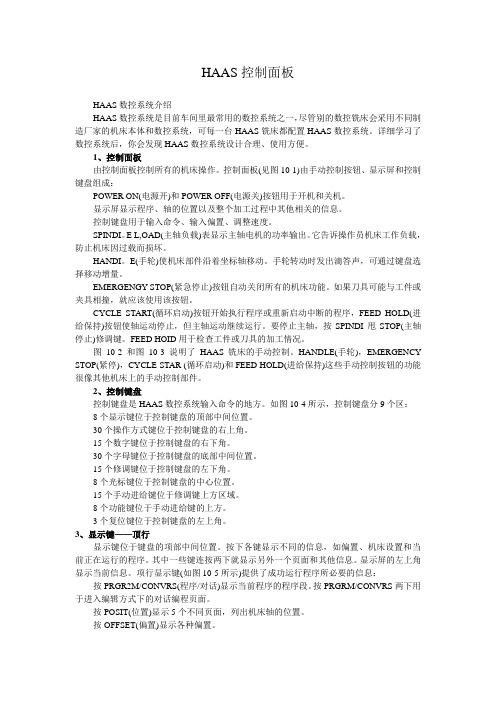
HAAS控制面板HAAS数控系统介绍HAAS数控系统是目前车间里最常用的数控系统之一,尽管别的数控铣床会采用不同制造厂家的机床本体和数控系统,可每一台HAAS铣床都配置HAAS数控系统。
详细学习了数控系统后,你会发现HAAS数控系统设计合理、使用方便。
1、控制面板由控制面板控制所有的机床操作。
控制面板(见图10-1)由手动控制按钮、显示屏和控制键盘组成:POWER ON(电源开)和POWER OFF(电源关)按钮用于开机和关机。
显示屏显示程序、轴的位置以及整个加工过程中其他相关的信息。
控制键盘用于输入命令、输入偏置、调整速度。
SPINDI。
E L,OAD(主轴负载)表显示主轴电机的功率输出。
它告诉操作员机床工作负载,防止机床因过载而损坏。
HANDI。
E(手轮)使机床部件沿着坐标轴移动。
手轮转动时发出滴答声,可通过键盘选择移动增量。
EMERGENGY STOP(紧急停止)按钮自动关闭所有的机床功能。
如果刀具可能与工件或夹具相撞,就应该使用该按钮。
CYCLE START(循环启动)按钮开始执行程序或重新启动中断的程序,FEED HOLD(进给保持)按钮使轴运动停止,但主轴运动继续运行。
要停止主轴,按SPINDI甩STOP(主轴停止)修调键。
FEED HOID用于检查工件或刀具的加工情况。
图10-2和图10-3说明了HAAS铣床的手动控制。
HANDLE(手轮),EMERGENCY STOP(紧停),CYCLE STAR (循环启动)和FEED HOLD(进给保持)这些手动控制按钮的功能很像其他机床上的手动控制部件。
2、控制键盘控制键盘是HAAS数控系统输入命令的地方。
如图10-4所示,控制键盘分9个区:8个显示键位于控制键盘的顶部中间位置。
30个操作方式键位于控制键盘的右上角。
15个数字键位于控制键盘的右下角。
30个字母键位于控制键盘的底部中间位置。
15个修调键位于控制键盘的左下角。
8个光标键位于控制键盘的中心位置。
远方光谱系统HAAS-1200 用户手册V1.12
z 没有本公司书面许可,任何抄袭或改编本手册内容均为严重侵权。 z 对于手册内容如有不同理解,以本公司技术部门解释为准。
开箱检查
用户第一次打开仪器包装箱时,请对照装箱清单检查仪器和配件,若发现仪 器或配件错误、配件不齐或是不正常,请与销售商或生产商联系。
本用户手册及包括的任何资料,其版权归远方公司所有,受中华人民共和国 著作权法或国际相关法律保护。未经本公司书面许可,任何单位或个人不得以任 何方式或形式对本手册部分或全部内容进行复制、修改、传播、摘录、备Байду номын сангаас、翻 译成其他语言。否则将构成对本公司著作权的侵犯,侵权者将承担相关的法律后 果以及本公司的全部损失。本用户手册已增加了对应产品的唯一性产品编号,任 何上述的侵权行为都可由此追溯到责任用户。
HAAS-1200 用户手册
前言
带格式的: 下划线
感谢购置远方 HAAS-1200 精密快速光谱辐射计。本用户手册包含仪器功能、 操作过程以及安全规定等,为了确保正确使用本仪器,在操作仪器前请仔细阅读 手册。请妥善保存手册,以便碰到问题时能快速查阅。
注意:
z 本公司奉行不断完善改进产品的宗旨,因此手册内容有可能改变,恕不 另行通知。
If EVERFINE has signed a written agreement with user and the contents in the agreement are in conflict with above terms, the contents in the written agreement have preferential force effect.
HAAS-2000高精度快速光谱分析系统操作指南
2. 内壁涂层主要材料选用诗贝 伦R98高反射涂层,采用特 殊工艺喷涂,不易脱落,化 学稳定性好,日久不易泛黄。
0.3米积分球(诗贝伦高反射率涂层)
侧边开孔:测试时, 此圆形盖子可以取下, 用于放置LED夹具。
8芯航空插头:连接 积分球内部的LED灯 座,用于定标及普通 LED的测试。
4. RS-232通讯接口:用于连接计算机 COM口。
0.3米积分球(诗贝伦高反射率涂层)
结构:
1. 此积分球直径为0.3米,由两 个半球组成 。
2. 积分球内的LED灯座以倾斜 45°的方式固定,用于放置 普通小功率LED ;同时积分 球侧边开孔,用于满足各类 power LED的测试。
主要特点:
step5
step6
step7
step8
4. HAAS-2000 光纤的安装步骤(3)
step8
5. HAAS2000 电源线的连接
电源线
6. LED300E RS232数据线连接
RS232数据线
7. LED300E 电源线的连接
电源线
8. 积分球内部灯座 航空插头连接
积分球内部灯座8芯航空插头 对积分球定标或使用球内插座测试时连接
4). LED白光分类操作
➢ 点击 添加
➢ 在输入对话框中填写 分类名称。
➢ 点击右图中的添加,根 据需要添加色品坐标(x, y)的组数,坐标值需依 次按顺时针或逆时针方 向输入,不能交叉输入, 输入值直接在界面上修 改,输入完毕后,软件 根据色品坐标值形成一 个封闭的区域
➢ 红色的十字叉标示的被 测LED的色坐标,处在 四边形框内,说明符合
1). 进入操作菜单下的快速光谱仪【定标】,如图所示。
haas机床操作
HASS机床操作1、工作坐标系统机床具有三个直线运动轴,称X、Y轴和Z、X轴使工作台左、右移动,Y使工作台前(离开操作者)、后(靠近工作者)运动,而Z轴则使铣头上、下,机床零点位于机床右上角。
从这点开始的运动都是负向的。
如果带有一个旋转工作台,则将提供一个附加的A轴工作偏臵。
利用PAGEUP键可在偏臵显示页上找到工作偏臵,此外可显示并可手动输入工作偏臵。
带有第五轴的控制器工作坐标系统已扩展至可控制B轴——第五轴。
在偏臵显示时可分为B轴设臵工作坐标偏臵。
注意,辅助轴C、U、V和W没有偏臵,在们以机床坐标进行偏程。
原点或机床零点是XO,YO,ZO。
从机床零点出发的运动都是负向,这些轴负向行程利用参数中定义的、已存储的行程限位来限定,而其正向行程只需要简单地用不得小于零来限定。
此外,各轴的正向行程用原位开关来限止,这些开关与限位开关作用相同。
在机床可用刀具切削你的工件之前,控制器必须知道工件位于何处。
工件坐标系统把工件的工作零点与机床零点间的距离告诉控制器。
工件的工作零点由编程者决定,它是一个公共点,工件的所有尺寸都是由此起算。
机床零点在机床通电时固定下来,是不变的。
操作者必须确定这一距离并输入其值。
通电时控制器自动选择G54系统。
如你不希望使用这一系统,在G54中使其X、Y、Z值为零,或选择另一工作偏臵。
G54至G59或G110至G129偏臵可以利用PARTZEROSET(工作零点设臵)键来设臵。
将各轴移动至工件的工作零点,并用光标选好特定的轴和工件号。
按PARTZEROSET键,则当前的机床位臵将自动储存于该地址内。
这只有在选定工作零点偏臵显示时有效。
请注意,输入一个非零的Z工作偏臵将和一个自动输入刀具长度偏臵操作产生干涉。
在表中输入工作坐标时仅需给一个数字。
例如在G54内输入X值为X2.00时,可用光标搜索该列并只需输入2.0即可。
工作坐标数值通常输入一个正数,但参数57的‚NEG,WOVKOFFSET‛位设臵为1时例外,在这情况下,工作坐标数应以负数输入。
哈斯面板说明
2
June 2001
CONTROL PANEL
CONTROL TIPS
PRGRM /CONVRS D Program Review - In the PRGRM display, Program Review allows you to cursor through and review the active program on the right side of the display screen, while also viewing the same program as its running on the left side of the screen. To bring up Program Review, press F4 while running a program in MEM mode and PRGRM display. D Background Edit - This feature allows you to edit a program in MEM mode and PRGRM display while a program is running. Type in the program number you want to edit (Onnnnn) and press F4. You can then do simple edits (INSERT, ALTER, DELETE and UNDO) either to an existing program, a new program or even the program that is presently running. However, edits to the program that is running will not take effect until that program cycle ends with an M30 or RESET. POSIT D Quick Zero on DIST-TO-GO Display - To clear out and get a quick zero position display, for a distance reference move, use the DIST-TO-GO position display. When youre in the POSIT display and in HANDLE JOG mode, press any other operation mode (EDIT, MEM, MDI, etc.) and then go back to HANDLE JOG. This will zero out all axes on the DIST-TO-GO display and begin showing the distance moved. D To Origin the POS-OPER Display - This display is used for reference only. Each axis can be zeroed out independently, to then show its position relative to where you selected to zero that axis. To zero out a specific axis, PAGE UP or PAGE DOWN in the POSIT display to the POS-OPER large-digit display page. When you Handle Jog the X, Y or Z axis and then press ORIGIN, the axis that is selected will be zeroed. Or, you can press an X, Y or Z letter key and then ORIGIN to zero that axis display. You can also press the X, Y or Z key and enter a number (X2.125), then press ORIGIN to enter the number in that axis display. D Jog Keys - The JOG keys (+X, -X, +Y, -Y, +Z, -Z, +A, -A, +B, -B) use the jog speeds of 100., 10., 1. and .1 inches per minute listed next to the HANDLE JOG key (jogging with the handwheel uses the .1, .01, .001 and .0001 inch increments). You can also adjust feed rate using the FEED RATE OVERRIDE buttons, which allow you to increase or decrease feed rate in 10% increments, up to 200% or using the HANDLE CONTROL FEED RATE or HANDLE CONTROL SPINDLE keys to adjust the programmed feed or speed 1% up or down with every increment of the Handle. D Jog Keys - You can also select an axis for jogging by entering the axis letter on the input line and then pressing the HANDLE JOG button. This works for the X, Y, Z, and A axes as well as the B, C, U, and V auxiliary axes. OFSET D Entering Offsets - Pressing WRITE/ENTER will add the number in the input buffer to the cursor-selected offset value. Pressing F1 will replace the selected offset with the number in the input buffer. D Entering Offsets - Pressing OFSET again will toggle back and forth between the Tool Length Offsets and Work Zero Offsets pages. D Entering Offsets - In the OFSET display, F1 will set the entered value into the offsets. F2 will set the negative of the entered value into the offsets. 3
HAAS操作手册
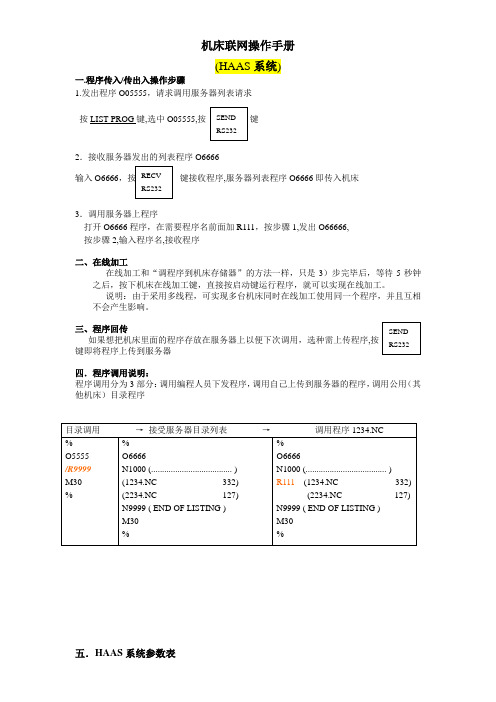
机床联网操作手册(HAAS 系统)一.程序传入/传出入操作步骤1.发出程序O05555,请求调用服务器列表请求按LIST PROG 键,选中O05555,按键2.接收服务器发出的列表程序O6666输入O6666 键接收程序,服务器列表程序O6666即传入机床3.调用服务器上程序打开O6666程序,在需要程序名前面加R111,按步骤1,发出O66666,按步骤2,输入程序名,接收程序二、在线加工在线加工和“调程序到机床存储器”的方法一样,只是3)步完毕后,等待5秒钟之后,按下机床在线加工键,直接按启动键运行程序,就可以实现在线加工。
说明:由于采用多线程,可实现多台机床同时在线加工使用同一个程序,并且互相不会产生影响。
三、程序回传 如果想把机床里面的程序存放在服务器上以便下次调用,选种需上传程序,按 键即将程序上传到服务器四.程序调用说明:程序调用分为3部分:调用编程人员下发程序,调用自己上传到服务器的程序,调用公用(其他机床)目录程序五.HAAS 系统参数表按进入参数设置,按PAGE DOWN多次,找到RS232参数设置11 BAUD RATE SELECT : 960012 PARITY SELECT : NONE13 STOP BITS : 114 SYN CHRONFZATION RTS/CTS 37 RS232 DATA BITS : 824 LEADER TO PUNCH : NONE25 EOB DATTERN : CR LF 41 ADD SPACES RS232 OUT OFFDNCMAX对应传输参数设置:握手方式: 软件握手波特率: 9600停止位: 1数据位: 8奇偶校验: 无端口模式: ASCII。
Haas机床参数
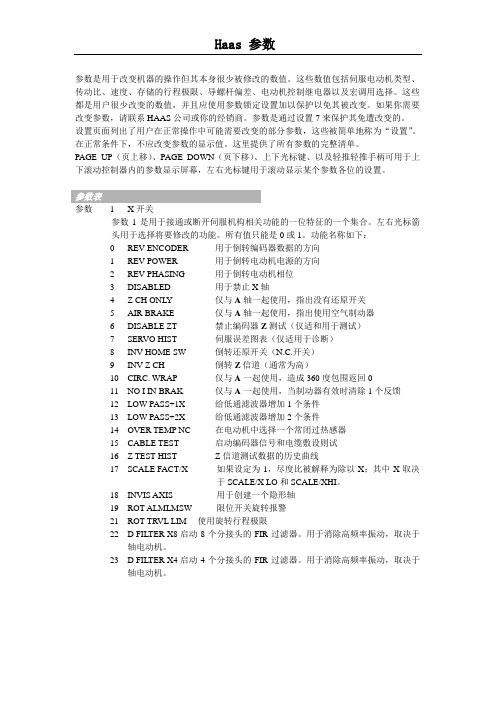
参数是用于改变机器的操作但其本身很少被修改的数值。
这些数值包括伺服电动机类型、传动比、速度、存储的行程极限、导螺杆偏差、电动机控制继电器以及宏调用选择。
这些都是用户很少改变的数值,并且应使用参数锁定设置加以保护以免其被改变。
如果你需要改变参数,请联系HAAS公司或你的经销商。
参数是通过设置7来保护其免遭改变的。
设置页面列出了用户在正常操作中可能需要改变的部分参数,这些被简单地称为“设置”。
在正常条件下,不应改变参数的显示值。
这里提供了所有参数的完整清单。
PAGE UP(页上移)、PAGE DOWN(页下移)、上下光标键、以及轻推轻推手柄可用于上下滚动控制器内的参数显示屏幕,左右光标键用于滚动显示某个参数各位的设置。
参数 1 X开关参数1是用于接通或断开伺服机构相关功能的一位特征的一个集合。
左右光标箭头用于选择将要修改的功能。
所有值只能是0或1。
功能名称如下:0 REV ENCODER 用于倒转编码器数据的方向1REV POWER 用于倒转电动机电源的方向2REV PHASING 用于倒转电动机相位3DISABLED 用于禁止X轴4Z CH ONL Y 仅与A轴一起使用,指出没有还原开关5AIR BRAKE 仅与A轴一起使用,指出使用空气制动器6DISABLE ZT 禁止编码器Z测试(仅适和用于测试)7SERVO HIST 伺服误差图表(仅适用于诊断)8INV HOME SW 倒转还原开关(N.C.开关)9INV Z CH 倒转Z信道(通常为高)10CIRC. WRAP 仅与A一起使用,造成360度包围返回011NO I IN BRAK 仅与A一起使用,当制动器有效时清除1个反馈12LOW PASS+1X 给低通滤波器增加1个条件13LOW PASS+2X 给低通滤波器增加2个条件14OVER TEMP NC 在电动机中选择一个常闭过热感器15CABLE TEST 启动编码器信号和电缆敷设则试16Z TEST HIST Z信道测试数据的历史曲线17SCALE FACT/X 如果设定为1,尽度比被解释为除以X;其中X取决于SCALE/X LO和SCALE/XHI。
快速学习HAAS机床操作
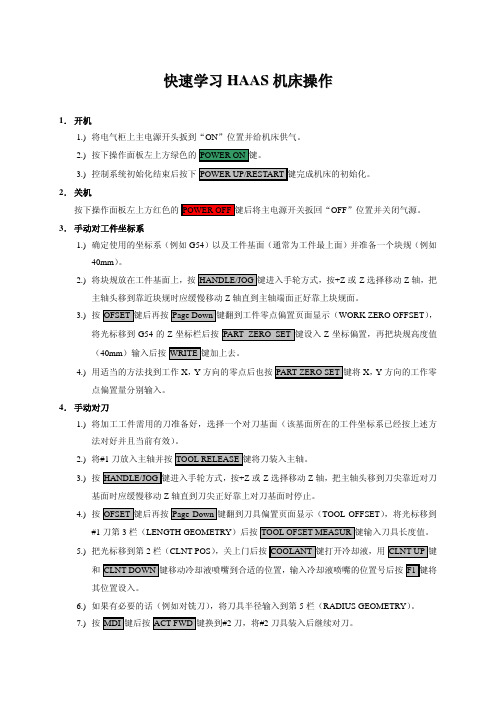
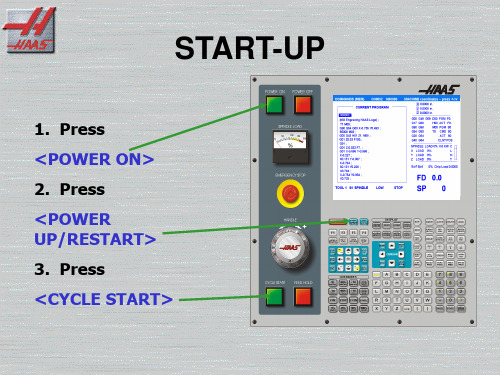
快速学习H A A S机床操作1.开机1.)将电气柜上主电源开头扳到“ON”位置并给机床供气。
2.)按下操作面板左上方绿色的POWER ON键。
3.)控制系统初始化结束后按下POWER UP/RESTART键完成机床的初始化。
2.关机按下操作面板左上方红色的POWER OFF键后将主电源开关扳回“OFF”位置并关闭气源。
3.手动对工件坐标系1.)确定使用的坐标系(例如G54)以及工件基面(通常为工件最上面)并准备一个块规(例如40mm)。
2.)将块规放在工件基面上,按HANDLE/JOG键进入手轮方式,按+Z或-Z选择移动Z轴,把主轴头移到靠近块规时应缓慢移动Z轴直到主轴端面正好靠上块规面。
3.)按OFSET键后再按Page Down键翻到工件零点偏置页面显示(WORK ZERO OFFSET),将光标移到G54的Z坐标栏后按PART ZERO SET键设入Z坐标偏置,再把块规高度值(40mm)输入后按WRITE键加上去。
4.)用适当的方法找到工作X,Y方向的零点后也按PART ZERO SET键将X,Y方向的工作零点偏置量分别输入。
4.手动对刀1.)将加工工件需用的刀准备好,选择一个对刀基面(该基面所在的工件坐标系已经按上述方法对好并且当前有效)。
2.)将#1刀放入主轴并按TOOL RELEASE键将刀装入主轴。
3.)按HANDLE/JOG键进入手轮方式,按+Z或-Z选择移动Z轴,把主轴头移到刀尖靠近对刀基面时应缓慢移动Z轴直到刀尖正好靠上对刀基面时停止。
4.)按OFSET键后再按Page Down键翻到刀具偏置页面显示(TOOL OFFSET),将光标移到#1刀第3栏(LENGTH GEOMETRY)后按TOOL OFSET MEASUR键输入刀具长度值。
5.)把光标移到第2栏(CLNT POS),关上门后按COOLANT键打开冷却液,用CLNT UP键和CLNT DOWN键移动冷却液喷嘴到合适的位置,输入冷却液喷嘴的位置号后按F1键将其位置设入。
2021年海洛斯操作手册(说明介绍模板)
HIROSS恒温恒湿机房欧阳光明(2021.03.07)精密空调操作手册HIMOD系列北京****科技有限公司技术部2009年01月01日目录第一章 HIMOD系列海洛斯空调概述1.1型号多1.2控制技术先进1.3制冷系统1.4送风系统1.5加湿系统1.6加热系统1.7其它第二章 HIMOD系列海洛斯空调型号含义第三章有关空调的一些资料3.1气流组织方式3.2盖板纽开启方式3.3空调重量3.4机组尺寸及维护空间第四章制冷循环管路示意图4.1风冷却(A型)4.2水冷却(W型)4.3双冷源(D型)4.4单系统(C型)4.5双系统(C型)第五章调速风机调速接线示意图第六章 MICROFACE概述6.1概述6.2Microface面板简介6.3LCD液晶显示屏介绍第七章 MICROFACE面板的操作第八章控制器的使用8.1控制器(HIROMATIC)概述8.2控制器的操作8.3菜单结构第九章日常维护及特殊维护9.1日常维护9.2特殊维护第十章常见报警及处理10.1低压报警10.2高压报警10.3加湿报警10.4失风报警10.5电加热过热报警10.6显示器发黑10.7空调不制冷附录 1:参数列表附录2:报警内容列表附录3:各菜单项含义第一章 HIMOD系列海洛斯空调概述HIMOD系列海洛斯空调(HIMOD空调)是当今世界上最先进的机房专用恒温恒湿机房专用精密空调。
随着IT业的突飞猛进的发展,各种布局、面积差别很大的机房如雨后春笋般纷纷出现了,使用环境也不一而同。
为适应各种不同要求的机房,新开发的海洛斯HIMOD系列空调应运而生。
她是在保留她的前一代产品HIRANGE系列机房空调的优点,又应用了当今世界上提高了的制冷技术及制冷部件制造工艺,使用当今最先进的模块化设计理念生产出来的高科技机房空调产品。
1.1型号多HIMOD空调有多种不同的型号,采用风冷却的A型,水冷却的W型,双冷源的H型和D型(机组即可以自身制冷又可以采用其他冷源),免制冷C型。
HAAS加工中心操作简易说明
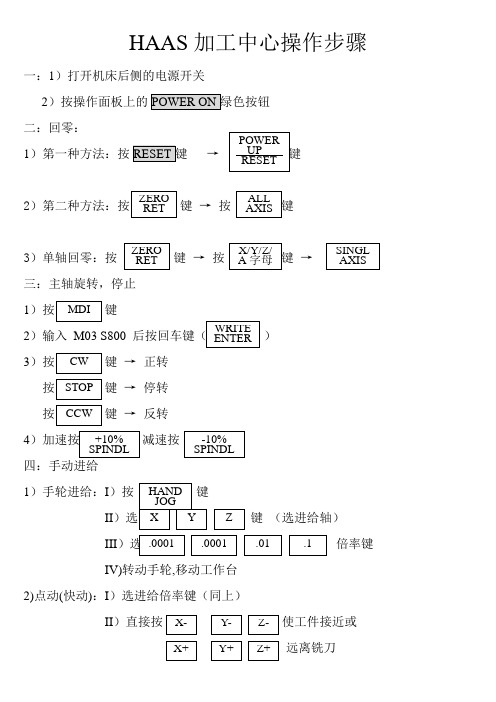
HAAS 加工中心操作步骤一:1)打开机床后侧的电源开关2)按操作面板上的二:回零:1)第一种方法:按→2键→ 按3)单轴回零:按键→按→三:主轴旋转,停止1键2)输入M03 S800)3键 →正转键 → 停转键 → 反转4减速按1)手轮进给:I )按 II 键 (选进给轴)III 倍率键IV)转动手轮,移动工作台2)点动(快动):I )选进给倍率键(同上)II )直接按 使工件接近或 远离铣刀五.装刀,选刀。
或再按主轴旁黑色按钮即可装卸刀具。
输入M06 T01后按输入T01后直接按或换刀按 按顺序换刀 六:对刀1) 手动装好夹具,工件2) 校调刀具至工件相对位置 例如:铣刀中心与工件原点重合3) 按键两次进入G54界面4) 光标分别选中G54中的X ,Y ,Z5)按 键七.输入程序:1)按 键→→输入程序号→按回车键2)按键 键3)输入程序八.输入刀补1)按 键,进入刀号 刀长 刀半径界面2)输入刀补值按F1键替换原有值,按回车键在原有值上累加九.图形模拟1)按→→2)按→ 按键两次 →按→→显示坐标 →显示程序 轨迹定位放大:按 →按 键把图形置于方框中,再按回车键后→按十.加工(自动)1)→→ 回车↙2)按 →按 →自动加工 ↘按→按 十一,拷贝(从机床中拷入A 盘)→→ 回车 →光标选中 键→→十二 从A 盘传送程序到HAAS 机床电脑中→A 盘中的程号→回车→按。
HAAS操作面板操作步骤及自动对刀系统应用
F1-Help
For the Z Offset, select the first category and press<WRITE/ENTER>.
F1-Help
Arrow down and over to Probe Z Surface and press <WRITE/ENTER>
Enter “55” for WrkOfset and then put code in MDI as before. Jog the probe over the part as shown in the template and press <CYCLE START>.
F1-Help
Arrow (or Jog) down to the second Category and press <WRITE/ENTER>.
Arrow to the “Probe External Corner” template and press <WRITE/ENTER>.
Fill in the requested data
Press <PAGE UP> to the TOOL LIFE screen
COOLANT KEYS
CHIP AUGER KEYS
OVERRIDE KEYS
TOOL CHANGER RESTORE
MILL
LATHE
Enter the first and last tool numbers and then put the program in MDI as before. Press <CYCLE START>
Return to VQC
哈斯(haas)加工中心操作手册.do

键盘 ........................................................................................................................................ 12
通电/断电 手动操作
运行-停止-轻推-继续
.......................................................................................................... 45
编程 ��......................................................................................................................................................... 46
铣刀补偿 ........................................................................................................................................ 86
高级编辑 ...................................................................................................................................... 98
立式加工中心 培训资料
2007 年 5 月
1
haas数控编辑-编程

关于如何充分利用哈斯CNC机床的控制提示-编辑。
EDIT模式- 高级编辑器在按下EDIT时,将首先显示高级编辑器,这是一系列非常有用的菜单(见下一项)。
按下PRGRM/CONVRS按键可显示程序本身,不包括菜单。
再次按下PRGRM/CONVRS可调出Quick Code编辑器,再次按下可调出Visual Quick Code (VQC)。
Quick Code以及VQC也可使用高级编辑器帮助菜单访问。
高级编辑器菜单-在高级编辑器中按下F1可激活菜单。
可使用缓进手轮(顺时针或者逆时针旋转)或者使用光标箭头键进行菜单选择。
按下WRITE/ENTER按键激活光标选择的菜单项。
撤消一次简单的编辑操作–按下UNDO可向前撤消简单编辑操作(最多10次),包括使用插入,更改或者删除执行的操作。
有些时候您甚至可编辑一些代码,运行程序,然后再使用UNDO撤消——但请不要依赖这个功能!注意UNDO按键无法撤销程序块编辑中的程序编辑操作(也就是说,在您选择整个程序行或者多个程序行时)。
在使用程序块编辑时,UNDO只能取消文本选择操作。
高级编辑器在线帮助–在高级编辑器中,按下F1访问菜单,也可在屏幕的右下角调出在线―帮助-如何使用编辑器‖。
如需在帮助文本中滚动,使用PAGE UP, PAGE DOWN, HOME, 以及END按键(光标箭头可在高级编辑菜单项目中切换,不包括帮助文本)。
在使用某个菜单项的过程中按下F1 也可调出对应的帮助文本;再次按下F1即可编辑帮助页面。
(所有9.32版或者更高的铣床控制系统;所有2.16版或者更高的车床控制系统)高级编辑器搜索–在使用搜索菜单项―查找文本‖ 并找到所需文本时,下一次按下F1可激活菜单,并自动选择―再次查找‖选项。
同样,在使用编辑菜单中的―选择文本‖功能时,下一次激活菜单将导致―复制所选文本‖选项高亮显示。
高级编辑器程序块编辑-在80栏的高级编辑器中,您可选择某个程序块,复制或者将其移动到另一个位置,或者删除。
哈斯(Haas)机械服务手册档案页面说明书

Haas Technical Publications Manual_Archive_Cover_Page Rev AJune 6, 2013BackTAILSTOCK SETUPIMPORTANT! Warranty card should be filled out prior to operation.When using Servo 5c Indexers, Haas Automation recommends using LIVE CENTERS ONLY! Tailstocks cannot be used with the HRT320FB table.P REPARATIONClean bottom surface of tailstock casting before mounting to mill table. If there are any noticeable burrs or nicks on the mounting surface, clean them with a deburring stone.T AILSTOCK A LIGNMENT1. Mount the supplied 0.625 dia. locating pins to bottom of tailstock using 1/4-20 x 1/2" sockethead cap screw (SHCS).2. Mount tailstock to clean mill table.3. Fasten lightly to mill table using 1/2-13 hex head bolt (HHB), hardened tooling washers and1/2-13 T-Nuts.4. Extend the tailstock spindle from the body. Use the spindle surface to sweep the spindlecenter line to rotary product center line, align to within 0.003 TIR. Once the unit is properly aligned,torque the 1/2-13 nuts to 50 ft./lbs.I NSTALLATION/R EMOVAL OF M ORSE T APER A CCESSORIES1. Inspect and clean tailstock taper and tapered surface of live center.2. Apply a light coat of oil on the center, before inserting into the spindle. This aids in removingthe center and also prevents corrosion buildup.M ANUAL T AILSTOCKLive or dead centers: Retract the spindle into the body and the leadscrew will force the center out.P NEUMATIC T AILSTOCKLive centers: Wedge an aluminum bar between the face of the spindle and the rear surface of the live centers' flange.Dead centers: Thread dead centers are recommended (Often called N/C Dead Centers). Use a wrench to hold the center in place and turn the nut until it backs the center out from the spindle.1. The tailstock should be positioned so that after approximately 1" of spindle travel, the centercomes into contact with the work piece/fixture. If the tailstock needs to be repositioned, repeatStep 4 of Tailstock Alignment.2. Once in contact, apply only enough force on the handwheel to hold the workpiece / fixturesecurely.NOTE:The force required on the hand wheel is similar to the force used in closinga typical garden faucet.3. Tighten the spindle lock at this time.1. The tailstock should be positioned so that after approximately 1" of spindle travel, thecenter comes into contact with the work piece / fixture. If the tailstock needs to be repositioned,repeat Step 4 of Tailstock Alignment.2. Use of the spindle lock is optional when using pneumatic tailstock models. Use the followinginformation to determine tailstock air pressure:•Rotary Tables: Normal operating range 10-60 psi, Max: 100 psi•Servo 5c indexers*: Normal operation range 5-40 psi. Max: 60psi.*LIVE CENTERS ONLY!•Maximum Air pressure = 150 psi (lbs/sq/in.) results in 450 lbs tailstock force.•Minimum Air pressure = 5 psi (lbs/sq/in.) results in 15 lbs tailstock force.NOTE:Excessive tailstock force and misalignment greater than 0.003 tir willcause premature wear on the geartrain and motor.•Daily:Use a shop rag to thoroughly clean the unit free of chips and apply a rust preventative such as WD-40.•Weekly:Use a standard grease gun and apply 1 full stroke to the top mount zerk fitting, for a pneumatic tailstock.•Monthly:Use a standard grease gun and apply 1-2 full strokes to the top mount zerk fitting, fora manual tailstock.Lubrication: Use MOBIL multipurpose grease with MOLY (Molybdenum disulfide) or equivalent.T AILSTOCKS。
利德华福变频器操作说明
二、主控制界面
输出电流
显示变频器的实际输出线电流有效值, 单位为安培(A)。
二、主控制界面
输入电压
显示变频器的输入侧线电压的有效值, 单位为千伏(KV)。
二、主控制界面
输出电压
显示变频器的输出侧线电压的有效值, 单位为千伏(KV)。
二、主控制界面
现场数据
该栏显示PLC模拟输入通道的现场值。
二、主控制界面
二、主控制界面
给定频率 显示变频器的给定频率,可直接通过软 件键盘(按给定频率按钮即可弹出软件 键盘)输入或由加速、减速按钮改变, 也可由模拟信号设定。若处于闭环运行 模式,则显示被控量的给定值。若功能 设定为“软启动”,则显示软启动的工 频投切频率。
二、主控制界面
电机速度 显示电机的实际转速,该值根据运行频 率与电机的负载情况运算而得。
四、参数设定子界面
(一)调速参数
1、基本参数 (3)最高频率 变频器输出的最高频率。设定范围0.01~ 120Hz,分辨率为0.01Hz,系统缺省设置为 50Hz。 (4)基准频率 变频器输出基准电压时的运行频率值。设定 范围0.01~120Hz,分辨率为0.01Hz,系统 缺省设置为50Hz。
四、参数设定子界面
现场状态
该栏呈红色状态。显示变频器当前状态 下发生的轻故障及其发生的原因。没有 故障时此栏显示“非操作人员请勿触碰 显示屏”。
二、主控制界面
环境温度
该栏显示单元柜接线槽里的两个温度探 头测量值和控制柜接线槽里的一个温度 探头测量值。
三、功能设定子界面
(一)调度方式选择
1、手工调度
变频器在将来某段时间内的运行方式 (开环/闭环)及给定频率完全由用户手 动设定,变频器没有自动调度功能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
应用培训操作面板操作面板PROGRAM (MEM) O91002 N00000O91002 ;(Mill Engraving HAAS Logo) ;T1 M06 (TOOL#1 –ENGRAVING TOOL) ;G90 G54 G00 X-0.7355 Y0.429 ;S5000 M03 ;G00 G43 H01 Z1. M08 ;G01 Z0.03 F100. ;G91 ;G01 Z-0.0337 F7. ;G01 X-0.5687 Y-0.9857 ;G01 X-0.2275 ;G01 X0.1314 Y0.2275 ;G01 X-0.7835 ;G01 X0.1314 Y0.2275 ;G01 X0.7835 ;G01 X0.3058 Y0.5308 ;G01 X0.2275 ;G00 Z0.03375 ;F4 FOR PROG REVIEW(MACHINE) X0.0000 in Y0.0000 in Z 3.5179 in(WORK G54) X9.0000 inY7.0000 inZ 3.5179 in(DIST TO GO) X0.0000 inY0.0000 inZ0.0000 in(OPERATOR) X0.0000 in Y0.0000 in Z 3.5179 inX Y Z (OPERATOR) (WORK G54) 0.0000 0.0000 0.0000X 0.0000 in X 9.0000 in _______________________________Y 0.0000 in Y 7.0000 in TRAVEL LIMITSZ 3.5179 in z 3.5179 in MIN -20.0000 -16.2500 -16.2500MAX 20.0000 16.2500 16.2500________________________________ (MACHINE) (DIST TO GO) JOG INDEX DISTANCEX 0.0000 in X 0.0000 in -4.0000 -0.2500 1.0000Y 0.0000 in Y 0.0000 in ________________________________ Z 3.5179 in z 0.5179 in SHIFT JOG LOCK toggles INDEX MODEEnter [X,Y,Z] Origin to set JOG OFFSETALTER sets Limits to current positionDELETE sets LIMITS to max travelWRITE adds to, F1 sets coordinates JOGGING AXIS @ FEED 1.X0.0000in Y0.0000in Z0.0000inX0.0000in Y0.0000in Z 3.5179inPOS-WORK (MEM)O91002 N00000X9.0000inY7.0000inZ 3.5179inPOS-OPER (MEM)O91002 N00000X0.0000inY0.0000inZ 3.5179inOFFSET(MEM)O91002 N00000COOLANT LENGTH RADIUSTOOL POSITION GEOMETRY WEAR GEOMETRY WEAR FLUTES 1011.1234.0.0.0.2200.0.0.0.0300.0.0.0. 0400.0.0.0.0500.0.0.0.0600.0.0.0.0700.0.0.0.0800.0.0.0.0900.0.0.0.01000.0.0.0.011 00.0.0.0.01200.0.0.0.0Z POSITION: 1. WRITE ADD/F1 SET/OFSET TOGGLEOFFSET (MEM)O91002 N00000WORK ZERO OFFSETG CODE X Y ZG 520.0.0.G 54-9.0000-7.00000.G 550.0.0.G 560.0.0.G 570.0.0.G 580.0.0.G 590.0.0.G154 P10.0.0. (G110)G154 P2 0.0.0. (G111)G154 P3 0.0.0. (G112)G154 P4 0.0.0. (G113)G154 P5 0.0.0. (G114)G154 P6 0.0.0. (G115)G154 P7 0.0.0. (G116)G154 P8 0.0.0. (G117)X POSITION: 0.0000 WRITE ADD/F1 SET/OFSET TOGGLECOMMANDS (MEM) O91002 N00000 MACHINE coordinates –press / CURRENT PROGRAMTOOL 1 IN SPINDLE LOW STOPG00 G49 G69 D00 PGM F0.G17 G80 H00 ACT F0.G90 G98 M00 PGM S0G94 G50 T0 CMD S0G20 G64 ACT S0G40 G64 CLNT POSSPINDLE LOAD 0% 0.0 KW CX LOAD 0% LY LOAD 0% NZ LOAD 0% T Surf Spd 0% Chip Load 0.0000 FD 0.0SP 0O91002 ;(Mill Engraving HAAS Logo) ;T1 M06 (Tool #1 Engraving Tool) ; G90 G54 G00 X-0.7355 Y0.4929 ; S5000 M03 ;G00 G43 H01 Z1. M08 ;G01 Z0.03 F100. ;G91 ;G01 Z-0.0337 F7. ;G01 X-0.5687 Y-0.9857 ;G01 X-0.2275 ;G01 X0.1314 Y-0.9857 ;G01 X-0.7835 ;G01 X0.1314 Y0.2275 ;G01 X0.7835 ;X 0.0000 in. Y 0.0000 in. Z 0.0000 in.COMMANDS (MEM) O91002 N00000CURRENT DISPLAY COMMANDG00N0M00O00000G17X0.S0A0.G90Y0.T0B0.G94Z0.F0.C0.G20I0.D00U0.G40J0.H00V0.G49K0.L0W0.G89P0E0.G98Q0.G50R0.G54G64G69COMMANDS (MEM) O91002 N00000POWER ON TIME0:00:00CYCLE START TIME0:00:00FEED CUTTING TIME0:00:00M30 COUNT #1: 0THIS CYCLE0:00:00M30 COUNT #2: 0LAST CYCLE0:00:00COMMANDS (MEM) O91002 N00000MACRO VARABLES G65 LEVEL = 0VAR. VALUE VAR. VALUE VAR. VALUE VAR. VALUE 117 332183194205216227238249251026112712281329143015311632COMMANDS (MEM) O91002 N00000MAINTENANCE - to select, ORIGIN to change, <> to adjust Remaining HoursCOOLANT –needs replacement--ON-TIMEAIR FILTER in control enclosure -replace--ON-TIMEOIL FILTER -replaced--ON-TIMEGEARBOX OIL -replaced--ON-TIMECOOLANT TANK –check level, leakage, oil in coolant--ON-TIMEWA Y LUBE SYSTEM –check level--CS-TIMEGEARBOX OIL –check level--ON-TIMESEALS/WHIPERS missing, torn, leaking -check--CS-TIMEAIR SUPPLY FILTER –check for water--ON-TIMEHYDRAULIC OIL –check level--ON-TIMECOMMANDS (MEM) O91002 N00000TOOL LIFEFEED TIME TOTAL TIME USAGE ALARM10:00:000:00:000020:00:000:00:000030:00:000:00:000040:00:000:00:000050:00:000:00:000060:00:000:00:000070:00:000:00:000080:00:000:00:000090:00:000:00:0000100:00:000:00:0000110:00:000:00:0000120:00:000:00:0000130:00:000:00:0000140:00:000:00:0000150:00:000:00:0000160:00:000:00:0000COMMANDS (MEM) O71002 N00000SPINDLE LOAD VIBRATIONTOOL MAX% LIMIT% MAX(G) LIMIT(G)1 0% 0% 0.00 0.00 TOOL 1 IN SPINDLE2 0% 0% 0.00 0.00 SP LOAD: 0%3 0% 0% 0.00 0.00 Vibration: NO SENSOR4 0% 0% 0.00 0.005 0% 0% 0.00 0.006 0% 0% 0.00 0.007 0% 0% 0.00 0.008 0% 0% 0.00 0.009 0% 0% 0.00 0.0010 0% 0% 0.00 0.0011 0% 0% 0.00 0.0012 0% 0% 0.00 0.00130% 0% 0.00 0.00140% 0% 0.00 0.00150% 0% 0.00 0.00MAX-Highest value sinceorigin LIMIT-Value beforewarning issue.Press ORIGINto zero out valuesCOMMANDS (MEM) TOOL MANAGEMEMENT<PREVIOUS><NEXT> <ADD><DELETE>GROUP ID : 0 GROUPS GROUP USAGE: IN ORDER 0 DESCRIPTION: FEED TIME : 0 TOTAL TIME : 0 TOOL USAGE : 0 HOLES : 0TOOL LOAD : 0 TL ACTION : ALARM (TOOL GROUP)PRESS F4 TO CHANGE ACTIVE WINDOWTL IN SPINDLE 0TOOLS EXP LIFE0CRNT PKT H-CODE D-CODE FLUTES LOADS HOLES FEED TIME TOTAL TIME USAGE VIBRATIONCOMMANDS (MEM) O71002 N00000 HAAS SERVO BAR:3100 PART LENGTH + CUTOFF : x x . x x x x IN3101 INITIAL PUSH LENGTH : x x . x x x x IN3102 MIN CLAMP LENGTH : x x . x x x x IN3103 MAX # PARTS : x x x3104 MAX # BARS : x x x3105 MAX LENGTH TO RUN : x x x . x x x x IN3106 CURRENT # PARTS RUN : x x x3107 CURRENT # BARS RUN : x x x3108 CURRENT LENGTH RUN : x x x . x x x x IN3109 LENGTH OF LONGEST BAR : x x . x x x x IN3110 CURRENT BAR LENGTH : x x . x x x x IN3113 MIN RETRACT POSITION : x . x x x x INCOMMANDS (MEM) N00000 CHANGE:KEY NUMBER, WRITE CLEAR:DELETEPALLET SCHEDULE TABLEPALLET LOAD PALLET PROGRAM PROGRAMNUMBER ORDER STATUS NUMBER COMMENT1 0 UNSCHEDULED O06012 (CUT SLOT)2 1 SCHEDULED O04990 (DRILL AND TAP)3 * LOADED O01245 (ROUGH AND FINISH)4 0 COMPLETED O03589 (CUT POCKET)0 UNSCHEDULED1 SCHEDULED2 LOADED3 COMPLETED4 USER5 USERSELECT:F2 CHANGE:F3 RESET:F4/ORIGINALARMS (MEM) O91002 N00000102 SERVOS OFFIndicates that the servo motors are off, the tool changer is disabled, the coolant pump is off, and the spindle motor is stopped. Caused by EMERGENCY STOP, motor faults, tool changer problems, or power fail.AT ZERO –XYZALARM202SETTING CRC ERROR 13:20:48 06-19-2002 107EMERGENCY OFF 14:15:22 06-19-2002 903CNC MACHINE POWERED OFF18:25:12 06-19-2002 107EMERGENCY OFF08:11:46 07-19-2002 900Par No. 6 has changed. Old val was 280904008:37:54 07-19-2002 107EMERGENCY OFF10:25:12 07-19-2002 903CNC MACHINE POWERED OFF10:55:25 07-19-2002 107EMERGENCY OFF12:52:11 07-19-2002 316X OVER TRAVEL RANGE16:04:00 07-19-2002 107EMERGENCY OFF14:28:25 07-19-2002 900Par No. 209 has changed. Old val was -214174052018:19:05 07-19-2002 107EMERGENCY OFF19:15:22 07-19-2002 107EMERGENCY OFF19:17:37 07-19-2002 243BAD NUMBER19:27:15 07-19-2002 107EMERGENCY OFF19:35:33 07-19-2002 TO WRITE ALARM HISTORY TO DISK FILE PRESS F2 OTHERWISE PRESS SEND RS232927ILLEGAL G1 CODE FOR ROTARY INDEXERThe rotary indexer only does rapid G0 motion. Feed G1 MotionIs not allowed.ENTER ALARM NUMBER TO VIEW (OR USE UP/DOWN KEYS TO SCROLL)MESSAGES (MEM)O91002 N00000CHECK TOOL 4 AFTER ONE RUN OF PROGRAM O01234PARAMETERS (MEM)O91002 N00000COMMON SW 1 (PARAMETER 57) -1692623227REV CRANK1 DISABLE T. C0 DISABLE G. B1 POF AT E-STP0 RIGID TAP0 REV SPIN ENC0 REPT RIGID TAP 0 EX ST MD CHG1 SAFETY CIRC.0 SP DR LIN AC1 PH LOSS DET1 COOLANT SPGT1 OVER T IS NC1 SKIP OVERSHT0 MONINV SP ST0 SP LOAD MONI1SP TEMP MONI0 ENA ROT & SC0 ENABLE DNC1 ENABLE BGEDT1 ENA GRND FLT1 M19 SPND ORT0 ENABLE MACRO 0 INVERT SKIP0 HANDLE CURSR1 NEG WORK OFS1 TRANS OIL0 QUICK CODE1 OILER ON/OFF1 NC OVER VOLT0 SP MOTOR ENC0 DOOR STOP SP1DGNOS (MEM)O91002 N00000INPUT32Haas Vector BitsX Axis Z Channel0 Y Axis Z Channel 0 Z Axis Z Channel 1A Axis Z Channel 0B Axis Z Channel 0X Home Switch1 Y Home Switch 0 Z Home Switch 0A Home Switch 1B Home Switch 1Time 10:32:00 Link 02-08-13 VER M12.02X MOCON#1 M2.0 MODEL VF X Over Heat1Y Over Heat 1Z Over Heat 1A Over Heat 1B Over Heat 1X Drive Fault0Y Drive Fault 0Z Drive Fault 1A Drive Fault 0B Drive Fault 0DATE 10-25-02RUNTIME 284:12:00TOOL CHANGES 11FV 1 2.160 VV0X Cable Input0Y Cable Input 0Z Cable Input 0A Cable Input 0B Cable Input 0Spindle Z Channel0ANALOG DATACOOLANT LEVEL0uP TEMP: 73F / 22CSP LOAD: 0%Spindle Forward*Spindle Reverse*Lock Spindle *Spindle at Spd * *Spindle Stopped **Spindle Fault*Spindle Locked*Sp Cable Fault *Sp Over Heat *SETTINGS (MEM)O91002 N00000 GENERAL KEY IN A NUMBER26 821 819 77 3353 40 64109 110 111 112SERIAL NUMBER:LANGUAGE:AUTO POWER OFF TIME:TOOL AT POWER DOWN:DIMENTIONING:SCALE INTEGER F:COORDINATE SYSTEM:JOG W/O ZERO RETURN:TOOL OFFSET MEASURE:T OFS MEAS USES WORK:WARMUP TIME IN MIN:WARMUP X DISTANCE:WARMUP Y DISTANCE:WARMUP Z DISTANCE:10469ENGLISH1INCHDEFAULTFANUCOFFRADIUSON0.00000.00000.0000GRAPHICS (MEM)O91002 N00000 F1:HELP F2:ZOOM F3:POSITION F4:PROGZY-SIZE: 12.0916TOOL: 2(DIST TO GO)X: -2.7086Y: 0.0000Z: 0.0000N21 G01 Z0.01 F30.;N22 G150 P90111 G41 D02 J0.04K0.02 Z-1.25 Q0.42 R0.01 F16.5;N23 G40 G01 X3.25 Y6.5DIRECTORYA…STARTUP AND RUNNING N…SET UP PROCEDURES B…PROG. REVIEW/DNC/BGEDIT/POWER DOWN O…OVERIDESC…G/M/S/T COMMAND CODES P…PARAMETERS / DIAGNOSTICS D…RETURN TO THIS DIRECTORY Q…POSITION DISPLAYS E…EDITING PROGRAMS R…RECV / SEND PROGRAMS F…SETTING PAGE S…SAMPLE PROGRAMS G…SPECIAL G CODES T…TOOL OFS/TOOL LIFE/LOAD H…TROUBLE SHOOTING U…GRAPHIC FUNCTIONI…MDI / MANUAL DATA INPUT V…TOOL CHANGER J…JOGGING / HANDLE FUNCTION W…WORK COORDINATES K…CRT DISPLAY / KEYBOARD X…CREATING PROGRAMS L…ALARMS / MESSAGES Y…SPECIAL FUNCTIONS M…MAINTENANCE REQUIREMENTS Z…ZERO RETURNSTARTUP AND RUNNINGHELP FUNCTION 18-MAR-02The help function is a mini-manual that will explain the functions of this Machine.To use it, push the cursor down or PAGE DOWN arrow on the cursor pad to scan through the manual or use the directory to select a topic. Each topic ofthe directory is preceded by an alphabetic letter.After finding a topic, press the letter on the keypad and the display willchange to the topic and the explanation.Pushing the letter D will bring you to the directory.Pushing the help button again will select the calculator functions.To exit the help functions, select any other display.(MORE IN THIS SECTION)HELP (MEM) O91002 N00000SPECIAL G CODESThere are several non-standard G codes in the Haas mill. They are: G12CIRCULAR POCKET MILLING CLOCKWISEG13CIRCULAR POCKET MILLING COUNTERCLOCKWISEG35AUTOMATIC MEASURE OF TOOL DIAMETERG36AUTOMATIC SET OF WORK OFFSETSG70BOLT HOLE CIRCLEG71BOLT HOLE ARCG72BOLT HOLES ALONG AN ANGLEG77BACK BORINGG101TURN ON MIRROR IMAGE FOR ANY AXIS LISTED IN BLOCK G100TURN OFF MIRROR IMAGEG102PROGRAMMABLE OUTPUT TO RS-232G103LIMIT BLOCK BUFFERING FOR FASTER RESPONSE TIMEG136AUTOMATIC SET OF WORK OFFSETS CENTERG150GENERAL PURPOSE POCKET MILLINGG187SET ACCURACY REQUIRED IN CORNERS(MORE IN THIS SECTION)(NO SOLUTION YET)0.000000000ANGLE 3LOAD + - /(MACHINE)ANGLE 1 .X0.0000 in.ANGLE 2 .Y0.0000 in.ANGLE 3 . SIDE 2SIDE 1Z 3.5179 in.SIDE 1 .SIDE 2 . ANGLE 1ANGLE 2SIDE 3 . SIDE 3F3 COPIES CALCULATOR VALUE TO HIGHLIGHTED ENTRY IN OTHERDISPLA Y F3 COPIES CALCULATOR VALUE TO DATA ENTRY LINEF4 COPIES OR OPERATES HIGHLIGHTED DATA TO CALCULATORWRITE ENTERS DATA TO HIGHTLIGHTED DISPLA Y0.000000000LOAD + - /(MACHINE)START Y . X 0.0000 in.END X . Y0.0000 in.END Y . Z 3.5179 in. RADIUS. ANGLE. DIRECTION CW CENTER X . CENTER Y . START X . (NO SOLUTION YET)(NO SOLUTION YET)0.000000000LOAD + - /(MACHINE)Y . X 0.0000 in.POINT C X . Y 0.0000 in.Y .Z 3.5179 in.RADIUSTGNT PT X .TGNT PT Y . POINT A X . Y . POINT B X . B AC(NO SOLUTION YET)0.000000000LOAD + - /(MACHINE)CIRCLE2 X . X 0.0000 in.CIRCLE2 Y . Y 0.0000 in.RADIUS 2 .Z 3.5179 in.TANGT A X .Y .TANGT B X .Y .TANGT C X .Y .TANGT D X .Y . CIRCLE1 X . CIRCLE1 Y . RADIUS 1 .(MACHINE)CIRCLE2 X 2. 5 00 0X 0.0000 in.CIRCLE2 Y 2. 500 0 Y 0.0000 in.RADIUS 20. 5 0 0 0Z 3.5179 in.TANGT A X 1. 1 5 4 7Y 0. 8 036TANGT B X 0. 8 0 3 6Y 1. 1 5 4 7TANGT C X 2. 8 0 9 4Y 2. 1 0 7 2TANGT D X 2. 1 0 7 2Y 2. 8 0 9 40.000000000LOAD + - /CIRCLE1 X 1. 0 0 0 0CIRCLE1 Y 1. 00 0 0RADIUS 10. 2 5 0 0A BD C Type: STRAIGHT Use F and T to form G-code.F1 for alternate solution Select start location:A B C or D Solution in G90 mode M -toggle mode From: G01 X2.8094 Y2.1072From: A To: C From: C To: D Dir (C/W): G03 X2.1072 Y2.8084 I-0.3094 J0.3928AT ZERO -X Y ZW Select direction of rotation C for CW, W for CCW(MACHINE)FLUTES . X 0.0000 in.FEED . Y 0.0000 in.CHIPLOAD . Z 3.5179 in. MATERIAL PRESS < or > FOR MATERIALSTAPPINGTHREADS. /IN RPM. FEED .IN/MINCALCULATORMILLING 0.000000000LOAD + - /CUTTER DIA . IN SURFACE SPEED .FT/MIN RPM .HELP (MEM) O91002 N00000Decimal DrillEquiv Size mm Tap size0.0453 1.1500.046556 1.1820.04693/64 1.191#0-800.0472 1.2000.0492 1.250M1.6x0.350.0512 1.3000.052055 1.3210.0531 1.3500.55054 1.3970.0551 1.4000.0571 1.4500.0591 1.5000.059553 1.511#1-64 #1-720.0610 1.5500.06251/16 1.5880.0630 1.60M2x0.4(MORE IN THIS SECTION)EDIT INSERT ALTER DELETE UNDO。