工艺过程表
零件加工工艺过程表
液压转向器生产厂的设施布置设计
二、原始参数与条件
某企业公司现有厂区面积 30000m2,厂区南北向长度为 300m,东西向宽度 为 100m。现计划建成年产 60000 套液压转向器的生产厂,需要进行工厂总平面 布置设计。 1、 液压转向器结构
1
四、非物流分析.............................................................................................................. 五、综合分析................................................................................................................... 六、绘制作业单位位置相关图................................................................................
三、物流分析.....................................................................................................................
、产品工艺过程分析.............................................................................................. 、绘制各个自制零件、组件工艺过程图........................................................... 、工艺过程总图................................................................................................... 、从至表............................................................................................................... 、物流强度汇总表............................................................................................... 、物流强度排序表............................................................................................... 、物流强度分析表............................................................................................... 、原始物流相关表............................................................................................... 、作业单位物流相关表.......................................................................................
生产车间工艺流程表格

生产车间工艺流程表格英文回答:In the production workshop, the process flow is crucial for ensuring smooth and efficient operations. It outlines the sequence of steps involved in manufacturing a product, from raw materials to the finished product. Let me walk you through the process flow in our production workshop.Firstly, the raw materials are received and inspected for quality. This step is essential to ensure that only the best materials are used in the production process. For example, in our workshop, we receive steel sheets for manufacturing metal components. The sheets are checked for any defects or damages before they are moved to the next step.Next, the raw materials are prepared for production. This may involve cutting, shaping, or forming the materials to the required specifications. For instance, in the caseof the steel sheets, they are cut into smaller pieces using laser cutting machines. This step requires precision and accuracy to ensure the components are made to the correct size and shape.After the materials are prepared, they are moved to the assembly line for the actual production process. This is where the components are assembled together to create the final product. Each worker on the assembly line has a specific task or role to perform. For example, one worker may be responsible for attaching the metal components together using welding techniques, while another worker may be in charge of quality control, inspecting the finished product for any defects.Once the product is assembled, it undergoes a series of tests and inspections to ensure its quality and functionality. This may include performance tests, durability tests, and safety tests. For instance, if we are manufacturing electronic devices, we would test each unit to ensure that it functions properly and meets the required standards.Finally, the finished products are packaged andprepared for shipment. This involves carefully packagingthe products to protect them during transportation. For example, if we are shipping fragile items, we would use bubble wrap or foam padding to prevent any damage during transit.中文回答:在生产车间中,工艺流程对于确保生产的顺利和高效至关重要。
生产车间工艺流程表格
生产车间工艺流程表格英文回答:1. Process Flow Diagram.A process flow diagram is a graphical representation of the steps involved in a process. It shows the flow of materials, information, and people through the process, and the relationships between the steps.2. Benefits of Using a Process Flow Diagram.Improved understanding of the process.Increased efficiency and productivity.Reduced errors and defects.Improved communication and collaboration.Greater control over the process.3. How to Create a Process Flow Diagram.1. Define the process to be mapped.2. Identify the steps in the process.3. Draw a flowchart or diagram that shows the steps in the process and the relationships between them.4. Use symbols to represent different types of steps, such as decision points, activities, and inputs/outputs.5. Label the steps and symbols with clear and concise text.4. Types of Process Flow Diagrams.Cross-functional flowcharts show the flow of materials, information, and people across different departments or functions.Swim lane diagrams divide the flowchart into lanes, each of which represents a different department or function.Value stream maps focus on the flow of value-added activities through the process.Spaghetti diagrams show the actual physical flow of materials or people through the process.5. Process Flow Analysis.Process flow analysis is the systematic examination ofa process flow diagram to identify areas for improvement. The goal of process flow analysis is to improve the efficiency and effectiveness of the process.6. Steps in Process Flow Analysis.1. Gather data about the process, such as cycle time, throughput, and defects.2. Identify bottlenecks and areas of waste.3. Develop and implement solutions to improve the process.7. Examples of Process Flow Analysis in Manufacturing.Reducing cycle time in a production line.Improving product quality.Reducing defects.Increasing productivity.Saving costs.8. Conclusion.Process flow diagrams are a valuable tool for understanding, improving, and controlling processes. By following the steps outlined in this article, you cancreate a process flow diagram that will help you to improve the efficiency and effectiveness of your processes.中文回答:1. 工艺流程表格。
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
工艺过程卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片
机械加工工序操作指导卡片。
生产工艺流程图表
生产工艺流程图表在现代工业生产中,生产工艺流程图表是一种重要的工具,用于展示产品的制造过程。
它以图表的形式清晰地展示了每个步骤和操作,帮助生产团队了解和掌握整个生产流程。
本文将详细介绍生产工艺流程图表的定义、作用、制作步骤以及应用实例。
一、定义生产工艺流程图表是一种图形化的表示方式,用于描述产品的制造过程。
它包含了从原材料采购到最终产品出厂的每个环节和步骤。
通过生产工艺流程图表,生产团队可以清楚地了解每个步骤的顺序、所需的资源以及可能遇到的问题。
二、作用1. 指导生产:生产工艺流程图表可以作为生产的指导手册,帮助生产团队了解每个步骤的具体要求和操作方法,确保生产过程的顺利进行。
2. 优化流程:通过对生产工艺流程图表的分析,可以发现流程中的瓶颈和问题,并进行相应的改进,提高生产效率和产品质量。
3. 保证一致性:生产工艺流程图表可以确保每个生产批次都按照相同的流程进行,避免人为因素对产品质量的影响。
4. 便于培训:生产工艺流程图表可以作为培训材料,帮助新员工快速熟悉生产流程,减少培训时间和成本。
三、制作步骤1. 收集信息:首先,需要与生产团队和相关部门进行沟通,收集关于生产流程的所有必要信息。
包括每个步骤的操作方法、所需的设备和材料、工时等。
2. 绘制流程图:根据收集到的信息,使用适当的图形符号和线条将每个步骤连接起来,形成一个完整的流程图。
可以使用专业的绘图软件或手工绘制。
3. 标注细节:在流程图中,对每个步骤进行详细的标注,包括操作方法、所需资源、注意事项等。
确保每个人都能清楚地理解和执行。
4. 审核和修改:完成初步的流程图后,需要与生产团队进行审核和讨论,确保流程图的准确性和可行性。
根据反馈进行修改和调整。
5. 最终制作:在审核和修改完成后,将流程图进行最终制作,包括美化排版、添加标题和说明等。
确保整个图表的整洁美观。
四、应用实例生产工艺流程图表广泛应用于各个行业的生产过程中。
以下是几个实际应用的例子:1. 制造业:生产工艺流程图表可以用于汽车制造、电子产品制造等行业,帮助生产团队掌握整个生产流程,提高生产效率和产品质量。
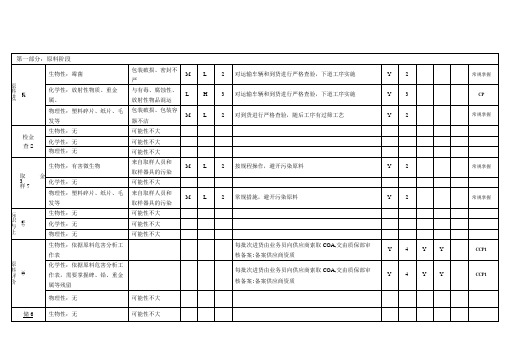
工艺过程危害分析工作表
L
2
常规措施,避开污染原料
Y
2
常规掌握
(A4)
标识与上
生物性:无
可能性不大
化学性:无
可能性不大
物理性:无
可能性不大
>5)
原料评价
生物性:依据原料危害分析工
作表
每批次进货由业务员向供应商索取COA,交由质保部审
核备案;备案供应商资质
Y
4
Y
Y
CCP1
化学性:依据原料危害分析工
作表,需要掌握碑、铅、重金
Y
3
CP
物理性:无
可能性不大
(C2)
设施预备
生物性:无
可能性不大
化学性:无
可能性不大
物理性:无
可能性不大
检设n
查施^
生物性:无
可能性不大
化学性:无
可能性不大
物理性:无
可能性不大
订历史纪录
版本号
修改点
修订前内容
修订后内容
修订缘由
发布/修订时间
R. 0
2022-09-20
R. 1
化学性危
害和物理
性危害
表达比较笼统
可能性不大
化学性:无
可能性不大
物性:无
可能性不大
第四部分:生产设施
(C1)
设施清洁
生物性:有害微生物
清洁不合格,微生
物会残留繁殖
M
M
3
严格执行设施清洁程序,保证产品接触面的清洁卫生;班
前班后及换线卫生监控
Y
3
CP
化学性:过敏源
残留
M
H
3
当过敏源产品生产完毕,严格执行OPRP和过敏原掌握程
零部件制造工艺过程卡1(15--30)
⑺ 焊接管箱接管内角焊缝。
⑻ 打钢印标记。
⑼ 拆开焊壳体,管箱接管外角焊缝。
编制
日期
第 共页 页
涂改标记 处 数 签 字 日 期
校对
日期
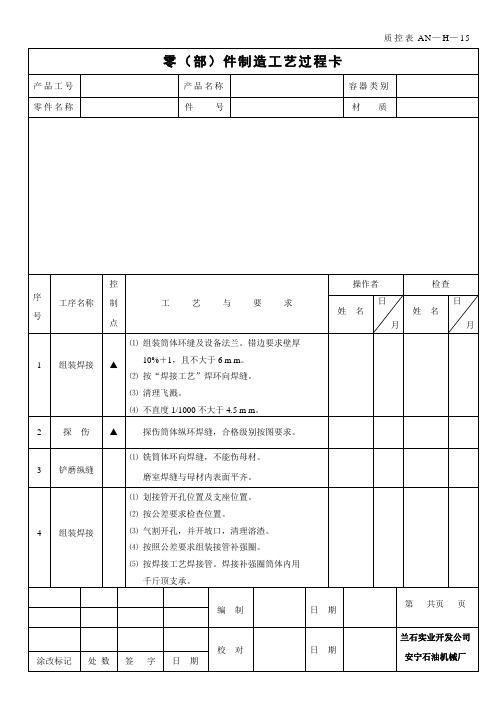
零(部)件制造工艺过程卡
兰石实业开发公司 安宁石油机械厂 质控表 AN—H—22
产品工号
产品名称
容器类别
零件名称
序
控
工序名称 制
号
点
件号 工艺与要求
材质
操作者 检
产品工号 零件名称
零(部)件制造工艺过程卡
质控 表 AN—H—15
产品名称 件号
容器类别 材质
控 序
工序名称 制 号
点
工艺与要求
⑴ 组装筒体环缝及设备法兰。错边要求壁厚
1 组装焊接 ▲
10%+1,且不大于 6 m m。
⑵ 按“焊接工艺”焊环向焊缝。
⑶ 清理飞溅。
⑷ 不直度 1/1000 不大于 4.5 m m。
1
▲ ⑶ 起吊钢丝绳要靠近折流板,Dg≥1200mm 时,要
管束
求起吊保护板。 ⑷ 当管束装进壳体 1/3 长度时,再用滑轮拉动,不能
强行组装。(活动管板处装导轮)。
⑴ 准备试压胎具。
管头
⑵ 检查试压用橡胶垫圈。 ⑶ 组装试压胎具。
2
⑷ 所有连接螺栓予紧。
试压
⑸ 试压按《压力容器试压守则》进行试压。 ⑹ 当压力升至试验压力,至少保持 30 分钟,检查
⑺ 补强圈用 5kg/Cm 2 风 压 捡 漏 。 ⑻ 装焊支座,清理内部污渣。
⑼ 检查壳体组装尺寸,待组装 。
⑽ 标记,钢印移植清楚。
⑾ 设备法兰密封面,不得有磕碰划伤。
机械制造工艺过程工序卡

准终
单件
描图
工步号
工步名称
工艺装备
主轴转速(r/min)
切削速度(m/min)
进给量(mm)
被吃刀量(mm)
工时(min)
描校
机动
单件
1
半精车Φ35+0.0160的外圆表面到所要求的尺寸
CA6140;CZ01-1;YT15切槽刀;YT15外圆车刀;千分尺;游标卡尺
450
50
0.5
0.19
0.396
车间
工序号
工序名称
材料牌号
热处理
2
正火
45
毛坯种类
毛坯外形尺寸
每毛坯课制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序时间
准终
单件
描图
工步号
工步名称
工艺装备
主轴转速(r/min)
切削速度(m/min)
进给量(mm)
被吃刀量(mm)
工时(min)
描校
机动
单件
1
正火
底图号
装订号
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
附表1-4机械加工工序卡
河南工业职业技术学院
机械工艺过程卡片
产品型号
零件图号
2011.05.10
各工序工艺记录表
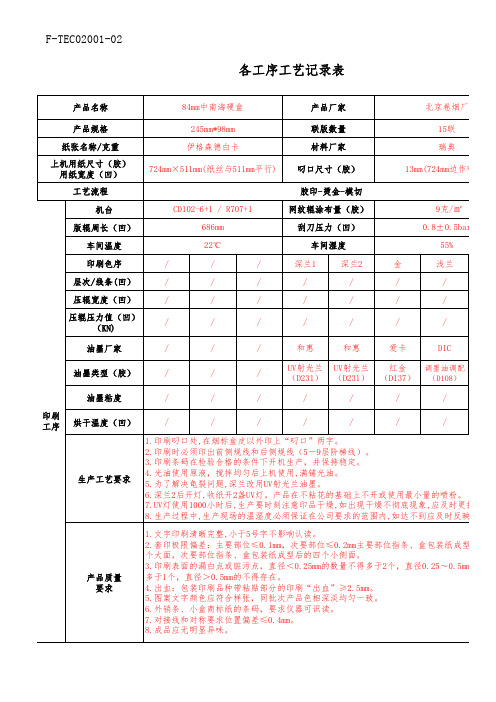
各工序工艺记录表
备注:请根据产品的生产工艺的情况进行凹印相关参数和胶印相关参数的填写
规线和后侧规线(5-9层阶梯线)。
的条件下开机生产,并保持稳定。
均匀后上机使用,满铺光油。
兰改用UV射光兰油墨。
盏UV灯。
产品在不粘花的基础上不开或使用最小量的喷粉。
、盒包装纸成型后的四个小侧面。
的不得存在。
带粘贴部分的印刷“出血”≥2.5mm。
样张,同批次产品色相深淡均匀一致。
的条码,要求仪器可识读。
置偏差≤0.4mm。
中心与图纸基准线允许误差≤0.2mm。
.2mm(模切与图案之间的偏差)。
,无粘连毛边等现象。
包装后产品的明显部位。
,切痕必须深入纸张,但不能切穿纸张背面。
≤0.5mm。
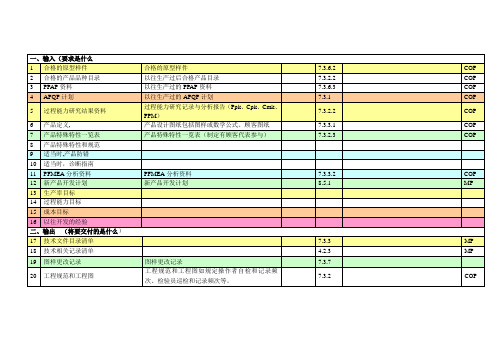
2工艺设计过程检查表
5,4,1
COP
86
过程设计部门/人员的培训记录与证据
培训申请/培训计划/培训记录/试卷/成绩/效果评估/员工培训档案
6.2.2.1
COP
六、使用的关键标准准则是什么?(测量/评估)
COP
87
质量目标完成率
质量计划完成表
7.3.2.1
88
不良成本指标完成率
8.5.1
一、输入(要求是什么
1
合格的原型样件
合格的原型样件
7.3.6.2
COP
2
合格的产品品种目录
以往生产过后合格产品目录
7.3.2.2
COP
3
PPAP资料
以往生产过的PPAP资料
7.3.6.3
COP
4
APQP计划
以往生产过的APQP计划
7.3.1
COP
5
过程能力研究结果资料
过程能力研究记录与分析报告(Ppk、Cpk、Cmk、PPM)
7.3.2.2
COP
6
产品定义,
产品设计图纸包括图样或数学公式、顾客图纸
7.3.3.1
COP
7
产品特殊特性一览表
产品特殊特性一览表(制定有顾客代表参与)
7.3.2.3
COP
8
产品特殊特性和规范
9
适当时,产品防错
10
适当时,诊断指南
11
PFMEA分析资料
PFMEA分析资料
7.3.3.2
COP
12
新产品开发计划
M
75
相关部门的持续改进计划
MP
四、使用什么方式进行了(材料/设备/装置)
化工工艺流程图68张课件

E204
VN1E204
VI2E204 VI1E204
氮气 出装置
至D104 出装置
去C401 去C401底
C203
TI 2060
P203
A202
TI 2046
E203
FIC 2010
循环冷水
VN1E203
设计 绘图
DR1010
VI3E203 VI1E203 VI2E203
不合格油线 重石脑油 短循环
AI AIC AIA AIS AR ARC ARA ARS AC ACT
密度
DI DIC DIA DIS DR DRC DRA DRS DC DCT
粘度
VI VIC VIA VIS VR VRC VRA VRS VC VCT
流量检测仪表和检出元件的图形符号(摘自HGJ 7-87)
序号 名称
图形符号 备注 序号 名称
符号包括图形符号和字母代号,它们组合 起来表示工业仪表所处理的被测变量和功能, 或表示仪表、设备、元件、管线的名称。
图形符号 字母代号 仪表位号
TIC 2004
FIC 2009
C202
去E401
TI 2039
VI1C203
FI 2025
TI 2040
LIC 2004
E202
FR P208
FIC 2008
工艺气体 工艺液体 工艺水 冷冻剂 原料油 原水 蒸汽冷凝水 泥浆 密封油 软水 伴热蒸汽 真空排放气 放空气
原料换热部分
平衡线接分馏塔C-102蒸发段
VI3D3101
原料油进装置 VI1D3101
D-3101 原料油缓冲罐
减渣南蒸馏来 VI1D3101 开工柴油来 VI7D3101 开工蜡油来 VI6D3101
生产工艺明细表(1)
工艺文件汇编编制;审核:批准:日期:年月日邯郸市峰峰矿区燕赵橡胶制品有限责任公司工艺文件明细表一、钢丝缠绕胶管工艺文件1、产品基本特征2、生产用主要材料及标准3、热炼工艺4、压出工艺5、压延中胶片6、切割涂塑玻璃丝窗纱7、导钢丝线轴8、钢丝缠绕9、包外胶层10、卷水包布11、硫化12、成品检查与包装二、软心高压钢编胶管工艺文件1.产品基本特征2.生产用原材料3.胶料热炼4.内胶包覆工艺5.压延中胶片6.钢丝合股7.钢丝编织8.包外胶工艺9.缠水包布工艺10.胶管硫化工艺11.胶管脱芯工艺12.成品检查与包装三、硬芯高压钢编胶管工艺文件1、产品基本特征2、生产用主要材料及辅助材料3、工艺流程4、胶料热炼5、挤出内管6、延压中胶7、胶管成型(1)合股施工表(2)套管(3)一层钢丝编织施工表(4)钢丝编织工艺规定(5)两层钢丝编织施工表(6)三层钢丝编织施工表8、包外胶9、缠水包布10、硫化11、成品检验与包装四、喷浆用橡胶软管钢丝编织生产工艺文件1、产品基本特征2、生产用主要材料3、工艺流程图4、胶料热炼5、挤出内管6、压延中外胶7、套管8、钢丝编织9、缠水包布10、硫化11、成品检查与包装一、钢丝缠绕胶管工艺文件企标钢丝缠绕工艺表二、软性高压钢编胶管工艺文件企标硬芯高压钢丝编制工艺I软芯两层编织生产工艺企标软芯高压钢丝编制工艺I软芯编织生产工艺企业钢丝编织压出、包胶工艺三、硬芯高压钢编管工艺文件。
工艺流程表
工艺流程表镀银工艺流程来料检验:铜材高温除油]滚桶除油> 水洗—►化学抛光一►水洗—►钝化一►水洗一►酸活化―►水洗电解除油-一纯水洗一镀铜一水洗一酸活化一水洗一纯水洗一镀篠—水洗—►酸活化一►水洗一►纯水洗一►预镀银一光亮镀银一水洗一纯水洗—热水洗—离干脱水一银保护一纯水洗一脱水烘干一QC检验一包装出库镀银按客户要求分为:亚光、半光、全光;底层有:镍底、铜底或直上银.一、除油1高温除油:常温除油剂5% +氢氧化钠5%/L,温度80C-100 C。
2、滚桶除油:常温除油剂5% +氢氧化钠5%/L,常温。
3、电解除油:电解除油粉5%电流密度2-5A/dm2,温度60C -70 C。
注意事项:根据油的特性和在零件表面的粘圬程度,选择不同的除油方法。
易变形的端子宜采用高温除油,不易变形的可采用滚桶除油,油污较多的可采用电解除油,也可以用上述方法联合使用。
二、抛光:一般浸蚀与光亮浸蚀1 一般浸蚀的目的:去除零件表面的氧化层及除油后的表面污渍。
成份:硝酸、盐酸、水(20C —40C)2、光亮浸蚀的目的:使零件表面光亮、细致。
成份:硫酸、盐酸、硝酸钠、水、光亮剂(20 C —35C)注意事项:抛光必须保持零件的色泽一致、光亮、无重叠、雾状;否则镀层会出现雾状、白斑、黑斑、露铜等现象。
三、钝化目的:去除抛光后残留在零件表面的残渣。
成份:铬酸、水、硝酸、硫酸时间:5s—10s注意事项:钝化后的零件,色泽应保持一致、鲜艳;否则镀层会出现雾状。
四、酸活化目的:去除钝化膜,增加零件的表面活性与镀层的结合力。
成份:盐酸、水或硫酸、水时间:3min—5min注意事项:应多翻动零件,避免重叠;否则镀层容易出现雾状、脱层。
五、预镀银目的:使零件表面生成铜、银络合物,增加零件与镀层的结合力,增加防变色能力。
成份:氰化银(1g/l)、氰化钾(70g卜纯水电流密度:0.3-0.5 A/dm2注意事项:必须保持溶液的正常浓度;如氰化银过高,会失去预度的效果,影响镀层质量。
饮料包装机械生产工艺流程登记表
饮料包装机械生产工艺流程登记表英文回答:Beverage packaging machine production process registration form.Introduction:The beverage packaging industry plays a crucial role in ensuring the safe and efficient packaging of various types of beverages. To maintain quality and consistency, it is essential to have a standardized production process for beverage packaging machines. This registration form aims to document the production process of beverage packaging machines.1. Machine Design and Development:The first step in the production process is the design and development of the beverage packaging machine. Thisinvolves designing the machine's structure, selecting appropriate materials, and incorporating necessary features such as automation and control systems. The design should meet industry standards and ensure the efficient and safe packaging of beverages.1. 机器设计与开发:生产流程的第一步是饮料包装机的设计与开发。
精选工艺流程图解

感谢您的下载观看
项目代号
设计文件顺序号
尾号(图纸顺序号)
1.4 物料流程图
物料变化前后
设备特性数据或参数
1.4 物料流程图
1.4.2 比例、图幅比例:不要求图幅:A1 , A2 、 A3或加长其长边; 施工图设计需出图时用A1.
1.4.3 绘制步骤⑴先画图形 从左到右按工艺流程顺序依次用细实线画设备图例。⑵画管线 主物料管线用粗实线;辅助物料管线用中实线。⑶表格⑷填写标题栏
内容:①设备——用示意图表示生产过程中所使用的机器、设备;用文字、字母、数字注写设备的名称和位号。②工艺流程——用工艺流程线及文字表达物料由原料到成品或半成品的工艺流程。
1.3 方案流程图
设备
设备位号
工艺流程线
用文字表明流程情况
图1-2 某物料残液蒸馏处理的工艺方案流程图
1.3 方案流程图
设备名称
设备代号-设备位号
注:位号线为粗实线b指引线为细实线b/3设备名称反映设备用途
1.4 物料流程图
物料变化前后
设备特性数据或参数
图1-3 某物料残液蒸馏处理的物料流程图
表1-1:常用的标准设备图例
1.4 物料流程图
1.4 物料流程图
物料流程图是在方案流程图的基础上,用图形与表格相结合的形式,反映设计中物料衡算和热量衡算结果的图样。
1.4.1 内容:① 图形 设备示意图:细实线按图例画简单外形;相同设备只画一 台。 按HG20519.31-92规定的标准图例绘 流程线:用粗实线表示、并绘箭头表示流向。● ② 标注 设备标注: 特性参数: 最能反映设备工艺特性的数据 如: 换热设备的换热面积; 塔设备的直径、高度; 贮罐的容积; 机器的型号等。注写在设备位号及名称的下方
车间生产工艺流程图
车间生产工艺流程管理实木车间1.文件柜类: 素板→大平砂→开毛料→贴面→精截→封边→钻孔→试装→半成品2.茶几或沙发架: 锯材→干燥→截断→纵剖→压刨→划线→铣型→开榫头、榫槽→钻孔→手工组装→打磨→半成品3.班台或会议桌: 素板(锯材)→大平砂(干燥)→开毛料(截断)→加厚(纵剖)→精截(压刨)→加宽(胶贴)→贴面(热压)→铣型(精截)→手工组装(包括打磨、打腻子、封边、钻孔)→试装→半成品油漆车间白坯→机磨(大平面)→手磨(小面、曲边)→擦色(打水灰、打底得宝、打腻子)→机磨(大平面)→手磨(小面、曲面)→PU(第1道底漆)→机磨(打平面)→手磨(小面、曲面)→PE(第2道底漆)→打磨(机磨、手磨)→修补→修色→手磨→面漆→干燥→试装→包装板式车间1.开料→手工→封边→钻孔→镂铣、开槽→清洗→试装→包装2.开料→力刨→涂胶→贴面→冷压→精截→手工→封边→钻孔→镂铣、开槽→清洗、修边→试装→包装沙发车间裁皮、开棉→打底(电车)→粘棉→扪皮(组装)→检验→包装转椅车间裁布(皮)、开棉→车位、粘绵→扪皮→组装→检验→包装屏风车间开料(铝材)→喷胶→贴绵→扪布(打钉)→组装→试装→包装五金车间1.椅架类: 开料→弯管→钻孔、攻牙→焊接→打磨→抛光→喷涂2.钢板类: 开料→冲板(圆孔、圆凸、方孔、方凸、小梅花、大梅花、网孔、菱凸)→折弯→焊接→打磨→喷涂3.台架类: 开料→冲弯→钻孔、攻牙→焊接→打磨→抛光→喷涂4.电镀类: 开料→开皮→冲弯→焊接→打磨→精抛→电镀总:开料(裁剪、剪板)→制造(冲床、弯管、钻孔、攻牙)→成型(焊接、打磨、抛光)→喷涂、电镀喷涂车间清洗→凉干→打磨→喷漆(喷粉)→电烤→包装。
工艺过程表单

月)
批次号: 过程备注 时间
批次号: 过程备注 时间
注:1.若设备及密炼过程无异常,负责人需在备注栏中填“正常”,并在每天最后一次密炼备注栏中签名。
批次号: 过程备注 时间
批次号: 过程备注 时间
签名。
密炼过程记录表(2013年
过程 A(投入塑料类原料) B(投入粉类原料) C(密炼机重启,顶栓半降) D(顶栓全降) E(清扫树脂粉) F(翻滚) G(出料) 备注: 过程 A(投入塑料类原料) B(投入粉类原料) C(密炼机重启,顶栓半降) D(顶栓全降) E(清扫树脂注 批次号: 过程备注 时间 批次号: 时间 过程备注 批次号: 过程备注 时间
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
序号零件代号零件名称毛坯各类、材料牌号、坯料尺寸及坯料能制零件数全机数量工艺过程1 2 3 4JYK09-S-004 分子筛吸附器见压力容器装配过程纪录卡1 4367.101J 封头见压力容器主要受压元件综合加工纪录卡 22 4367.114J 筒体见压力容器主要受压元件综合加工纪录卡 13 4367.103J 接管见压力容器主要受压元件综合加工纪录卡 44 4367.104 闷板Ⅰ见压力容器主要受压元件综合加工纪录卡 25 4367.105 闷板Ⅱ见压力容器主要受压元件综合加工纪录卡 26 4367.101A 连接板钢板Q235A δ=12 200×3147 19 割焊钻清理气割Z357 4367.102A 连接板钢板Q235B δ=12 200×3123 1 2 割焊钻清理气割Z358 4367.106 人孔(装填口) 部件(按图制作) 24367.106.1 筒节见压力容器主要受压元件综合加工纪录卡 24318.108.2 把手φ20 L=320 圆钢Q235A φ20 L=320 1 2 锯泠作G30 4318.108.3 轴销圆钢Q235A φ25 L=340 1 2 锯车钻G30 C615 Z35 4318.108.4 轴耳(盖)钢板Q235A δ=24 105×70 1 2 割钻清理气割Z35编制校核批准序号零件代号零件名称毛坯各类、材料牌号、坯料尺寸及坯料能制零件数全机数量工艺过程1 2 3 44318.108.5 轴耳(法兰)钢板Q235A δ=24 95×70 1 2 割钻清理气割Z35 4318.108.6 轴耳(盖)钢板Q235A δ=24 105×70 1 2 割钻清理气割Z35 4318.108.7 轴耳(法兰)钢板Q235A δ=24 95×70 1 2 割钻清理气割Z359 4367.107 接管φ219×10 L=212钢管10 φ219×10 L=212 1 2 锯G3010 4318.110 支脚Ⅰ部件(按图制作) 14318.110.1 板1135×457×20 钢板Q235A δ=20 1135×457 1 4 割气割4318.110.2 板钢板Q235A δ=20 按图放样式 1 4 割气割4318.110.3 板795×217×20 钢板Q235A δ=20 795×217 18 割气割4318.110.4 板374×217×20 钢板Q235A δ=20 374×217 18 割气割4318.110.5 板393×457×20 钢板Q235A δ=20 393×457 1 4 割编制校核批准序号零件代号零件名称毛坯各类、材料牌号、坯料尺寸及坯料能制零件数全机数量工艺过程1 2 3 4气割4318.110.6 底板965×560×25 钢板Q235A δ=25 965×560 1 3 割气割4318.110.7 垫板3812×762×10 钢板Q345R δ=10 3812×762 1 2 割圈圆气割圈板机11 4318.111 支脚Ⅱ部件(按图制作) 14318.111.1 底板965×560×25 钢板Q345R δ=25 965×560 1 1 割钻气割Z3514 4367.108 垫片φ32/φ21×2 石棉橡胶板XB350 δ=2 φ32/φ21 1 2 剪18 4367.109 支撑环板部件(按图制作) 24367.109.1 直板钢板Q235A δ=10 6850×100 1 4 割焊钻清理气割Z35 4318.112.2 弧板钢板Q235A δ=10 (按图放样下料) 1 4 割焊钻清理气割Z3519 4367.110 垫片15900×80×2.5 石棉橡胶板XB350 δ=2.5 15900×80 1 1 剪20 4318.114 无孔板钢板Q235B δ=5 (按图放样下料) 1 4 割焊钻清理编制校核批准序号零件代号零件名称毛坯各类、材料牌号、坯料尺寸及坯料能制零件数全机数量工艺过程1 2 3 4气割Z3521 4367.111 分布器组件部件(按图制作) 284367.111.1 孔板钢板0Cr18Ni9 δ=5 2408×554 1 28 剪折钻剪板机折边机Z35 4367.111.2 孔板钢板0Cr18Ni9 δ=0.6 2408×372 1 28 剪钻剪板机Z35 4367.111.2 不锈钢丝φ0.8L=1000不锈钢丝0Cr18Ni9 φ0.8 L=1000 1 28 剪22 4367.112 无孔板钢板Q235B δ=5 2408×554 1 8 剪折钻剪板机折边机Z35 23 4318.117 加强筋板钢板Q235B δ=14 200×180 1 8 割气割24 4367.113 支承板部件(按图制作) 14367.113.1 直板 6850×185×14 钢板Q235A δ=14 6850×185 1 2 割焊清理气割4318.118.2 弧板钢板Q235A δ=14 (按图放样下料) 1 2 割焊清理气割25 4318.119 “L”槽钢板0Cr18Ni9 δ=3 50宽条料多 2 剪折焊编制校核批准序号零件代号零件名称毛坯各类、材料牌号、坯料尺寸及坯料能制零件数全机数量工艺过程1 2 3 4剪板机折边机26 4318.120 槽帽钢板0Cr18Ni9 δ=3 154宽条料多 2 剪折焊剪板机折边机27 4318.121 螺柱钢棒2Cr18Ni9 φ20 L=52 1 300 锯车G30 C61530 4318.122 床层组件Ⅰ部件(按图制作) 24318.122.1 格栅(8×2.8)3130×1010丝网0Cr18Ni12Mo2Ti 8×2.8目3130×1010 1 2 割气割4318.122.2 垫板钢板0Cr18Ni9 δ=1.5 25宽条料多8 剪剪板机4318.122.3 丝网(0.8×0.5)3165×1105丝网0Cr18Ni12Mo2Ti 0.8×0.5目3165×1105 1 2 剪4318.122.4 丝网(0.8×0.5)80×1105丝网0Cr18Ni12Mo2Ti 0.8×0.5目80×1105 1 2 剪4318.122.5 压板钢板0Cr18Ni9 δ=3 58×3141 1 12 剪折焊剪板机折边机4318.122.6 吊钩钢棒1Cr18Ni9Ti φ8 L=85 1 240 锯车冷作G30 C615编制校核批准序号零件代号零件名称毛坯各类、材料牌号、坯料尺寸及坯料能制零件数全机数量工艺过程1 2 3 44318.122.7 支撑格栅部件(按图制作) 24318.122.7.1 格板钢板Q235A δ=10 62×501 1 4 剪钻剪板机Z35 4318.122.7.2 格板钢板Q235A δ=10 62×589 1 4 剪钻剪板机Z35 4318.122.7.3 格板钢板Q235A δ=10 62×676 1 4 剪钻剪板机Z35 4318.122.7.4 格板钢板Q235A δ=10 62×763 1 4 剪钻剪板机Z35 4318.122.7.5 格板钢板Q235A δ=10 62×851 1 4 剪钻剪板机Z35 4318.122.7.6 格板钢板Q235A δ=10 62×918 1 38 剪钻剪板机Z35 4318.122.7.7 杆φ16 L=2950 钢棒Q235A φ16 L=2950 1 30 锯G304318.122.7.8 杆φ16 L=2330 钢棒Q235A φ16 L=2330 1 2 锯G304318.122.7.9 杆φ16 L=1920 钢棒Q235A φ16 L=1920 1 2 锯编制校核批准序号零件代号零件名称毛坯各类、材料牌号、坯料尺寸及坯料能制零件数全机数量工艺过程1 2 3 4G304318.122.7.10 “J”型槽钢板0Cr18Ni9 δ=3 60宽条料多 2 剪折焊剪板机折边机4318.122.7.11 “J”型槽钢板0Cr18Ni9 δ=3 60宽条料多8 剪折剪板机折边机4318.122.12 格板钢板Q235A δ=10 62×102 1 72 剪剪板机4318.122.8 垫板钢板0Cr18Ni9 δ=1.5 25宽条料多14 剪剪板机4318.122.9 压板钢板0Cr18Ni9 δ=3 58宽条料多 2 剪折焊剪板机折边机31 4367.114 床层组件Ⅱ部件(按图制作) 64367.114.1 格栅(8×2.8)920×3130丝网0Cr18Ni12Mo2Ti 8×2.8目920×3130 1 6 割气割4367.114.2 垫板钢板0Cr18Ni9 δ=1.5 25×923 1 12 剪剪板机4367.114.3 丝网(0.8×0.5)955×3165丝网0Cr18Ni12Mo2Ti 0.8×0.5目955×3165 1 6 剪编制校核批准序号零件代号零件名称毛坯各类、材料牌号、坯料尺寸及坯料能制零件数全机数量工艺过程1 2 3 44367.114.4 丝网(0.8×0.5)980×8370丝网0Cr18Ni12Mo2Ti 0.8×0.5目80×8370 1 6 剪4367.114.5 支撑格栅部件(按图制作) 64367.114.5.1 “J”型槽钢板0Cr18Ni9 δ=3 145宽条料多12 剪折剪板机折边机4367.114.5.2 格板钢板Q235A δ=10 62×929 1 174 剪剪板机4367.114.6 压板钢板0Cr18Ni9 δ=3 58×940 1 12 剪折焊剪板机折边机32 4318.124 横梁部件(按图制作) 74318.124.1 工字钢I280×124×10.5 L=2910工字钢Q235A I280×124×10.5 L=2910 17 割气割4318.124.2 板钢板Q235A δ=10 80×100 1 28 剪钻剪板机Z35 4318.124.3 板104×100×10 钢板Q235A δ=10 104×100 1 28 剪剪板机33 4367.115 横粱支脚部件(按图制作) 14编制校核批准标记处数更改文件号签字日期标记处数更改文件号签字日期职务签字日期序号零件代号零件名称毛坯各类、材料牌号、坯料尺寸及坯料能制零件数全机数量工艺过程1 2 3 44318.125.1 板钢板Q235A δ=10 345×291 1 28 剪割钻剪板机气割Z35 4318.125.2 棒钢板Q235A δ=25 32×202 1 14 割清理气割4318.125.3 板300×240×14 钢板Q235A δ=14 300×240 1 14 割清理气割4318.125.4 板钢板Q235A δ=10 (按图下料) 1 28 割清理气割4318.125.5 底板钢板Q235A δ=14 (按需下料) 1 14 割清理气割36 4318.126 套筒钢管Q235B φ28.5×1.5 L=22 1 28 割清理气割37 4367.103A 固定板钢板Q235B δ=12 (按需下料) 1 2 割钻清理气割Z3538 4367.104A 固定板钢板Q235B δ=12 (按需下料) 1 2 割钻清理气割Z3539 4318.129 “T”型槽钢部件(按图制作) 144318.129.1 槽钢槽钢0Cr18Ni9 [70×29×4 L=390 1 14 割钻清理编制校核批准序号零件代号零件名称毛坯各类、材料牌号、坯料尺寸及坯料能制零件数全机数量工艺过程1 2 3 4气割Z354318.129.2 槽钢槽钢0Cr18Ni9 [70×29×4 L=160 1 14 割钻清理气割Z3540 4367.116 密封填料硅橡胶按需41 4367.117 板124×115×0.6 钢板0Cr18Ni9 δ=0.6 124×115 1 14 剪42 4318.132 板钢板Q235B δ=12 (按需下料) 1 28 割铣气割X43 4318.132 板钢板0Cr18Ni9 δ=2 124×75 1 14 剪49 4367.118 圆钢φ12 L=300 圆钢Q235B φ12 L=300 1 2 锯G3056 4367.105A 固定板钢板Q235B δ=12 (按需下料) 1 9 割钻清理气割Z3557 4367.106A 固定板钢板Q235B δ=12 (按需下料) 1 9 割钻清理气割Z3558 4367.119 “L”槽钢板0Cr18Ni9 δ=3 986×50 1 14 剪折编制校核批准序号零件代号零件名称毛坯各类、材料牌号、坯料尺寸及坯料能制零件数全机数量工艺过程1 2 3 4剪板机折边机59 4367.120 槽帽钢板0Cr18Ni9 δ=3 115×789 1 12 剪折剪板机折边机60 4318.139 槽帽钢板0Cr18Ni9 δ=3 115×2989 1 7 剪折剪板机折边机61 4367.107A 丝网丝网0Cr18Ni12Mo2Ti 0.8×0.25目3750×8824 1 1 剪62 4367.108A 连接板钢板Q235B δ=10 100×3467 1 2 剪钻剪板机Z3563 4367.109A 连接板钢板Q235B δ=10 100×3490 1 9 剪钻剪板机Z3564 4367.110A 固定板钢板Q235B δ=10 100×120 1 9 剪钻割清理剪板机Z35 气割65 4367.111A 固定板钢板Q235B δ=10 100×120 1 9 剪钻割清理剪板机Z35 气割66 4367.112A 固定板钢板Q235B δ=10 100×120 1 2 剪钻割清理剪板机Z35 气割67 4367.113A 固定板钢板Q235B δ=10 100×120 1 2 剪钻割清理编制校核批准序号零件代号零件名称毛坯各类、材料牌号、坯料尺寸及坯料能制零件数全机数量工艺过程1 2 3 4剪板机Z35 气割编制校核批准。