阳极槽液管控表
电镀槽液维护记录表
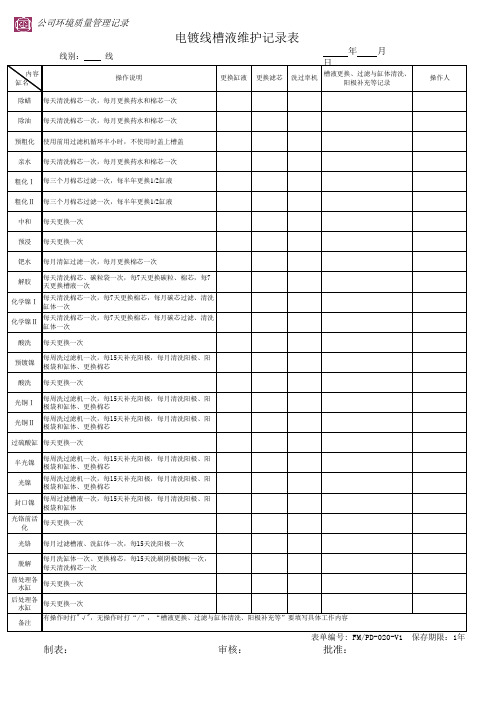
年 月日 内容缸名操作说明更换缸液更换滤芯洗过率机槽液更换、过滤与缸体清洗、阳极补充等记录操作人除蜡每天清洗棉芯一次,每月更换药水和棉芯一次除油每天清洗棉芯一次,每月更换药水和棉芯一次预粗化使用前用过滤机循环半小时,不使用时盖上槽盖亲水每天清洗棉芯一次,每月更换药水和棉芯一次粗化Ⅰ每三个月棉芯过滤一次,每半年更换1/2缸液粗化Ⅱ每三个月棉芯过滤一次,每半年更换1/2缸液中和每天更换一次预浸每天更换一次钯水每月清缸过滤一次,每月更换棉芯一次解胶每天清洗棉芯、碳粒袋一次,每7天更换碳粒、棉芯,每7天更换槽液一次化学镍Ⅰ每天清洗棉芯一次,每7天更换棉芯,每月碳芯过滤、清洗缸体一次化学镍Ⅱ每天清洗棉芯一次,每7天更换棉芯,每月碳芯过滤、清洗缸体一次酸洗每天更换一次预镀镍每周洗过滤机一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体、更换棉芯酸洗每天更换一次光铜Ⅰ每周洗过滤机一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体、更换棉芯光铜Ⅱ每周洗过滤机一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体、更换棉芯过硫酸缸每天更换一次半光镍每周洗过滤机一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体、更换棉芯光镍每周洗过滤机一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体、更换棉芯封口镍每周过滤槽液一次,每15天补充阳极,每月清洗阳极、阳极袋和缸体光铬前活化每天更换一次光铬每月过滤槽液、洗缸体一次,每15天洗阳极一次脱解每月洗缸体一次、更换棉芯,每15天洗刷阴极钢板一次,每天清洗棉芯一次前处理各水缸每天更换一次后处理各水缸每天更换一次备注制表:审核:批准: 公司环境质量管理记录电镀线槽液维护记录表线别: 线有操作时打"√",无操作时打“/”,“槽液更换、过滤与缸体清洗、阳极补充等”要填写具体工作内容表单编号: FM/PD-020-V1 保存期限:1年。
氧化槽夜化验方法

氧化槽夜化验方法一、除油槽化验方法标准:除油槽的工作点:150-----200分析方法:取工作槽液20ml,放入250ml 锥形瓶中,加水约50ml,再加入酚酞指示剂2---3滴,用1N(1mol/l)氢氧化钠标准溶液滴定至粉红色为终点,记下消耗氢氧化钠体积数(ml).计算槽液工作点:w=10×N(NAON)×V(NAON)N(NAON):氢氧化钠的浓度V(NAON) :消耗氢氧化钠的体积数控制:当槽液的工作点低于150时,就要按配比添加除油剂和硫酸。
一、碱蚀槽化验方法碱槽控制标准:NAOH:45-6g/l,AL3+:≦120g/l.测试项目:游离碱、铝离子试剂:葡萄糖酸钠、氟化钾、酚酞1%、1N盐酸标准溶液分析方法:准确移取槽液25ml于250ml的锥形瓶中,加水50ml,加葡萄糖酸钠3g,酚酞1%4滴,用1N盐酸标准溶液滴至红色消失(V1),再加入3g氟化钾溶解完全,用1N盐酸标准溶液滴至红色消失(V2)。
计算:游离碱:NAOH(g/l)=20×(V1-V3/3)×N铝离子:AL3+(g/l)=4.5×(V2- V1)×N注:V3=V2-V1;N(HCL):盐酸的浓度;V(HCL) :消耗盐酸的体积数二、酸砂槽化验方法控制标准:工作点在9~11试剂:1%酚酞指示剂、1N NaOH标准溶液测试项目:工作点、氟化氢铵含量方法:用移液管吸取槽液10ml于250ml锥形瓶中,加纯水50—100ml摇匀,加1%酚酞指示剂3—4滴,用1N NaOH 标准溶液滴定,出现粉红色为终点。
计算槽液工作点:W=N(NAON)×V(NAON)N(NAON):氢氧化钠的浓度V(NAON) :消耗氢氧化钠的体积数计算:C(NH4HF2)= (g/l)四、氧化槽化验方法:测试项目:游离酸、总酸、铝离子使用试剂:氟化钾、酚酞1%、1N氢氧化钠标准溶液方法:准确移取槽液5mL 于250mL 锥形瓶中,加水50mL,滴加酚酞4滴,用1N 氢氧化钠滴至粉红色,记下氢氧化钠消耗的毫升数V 1.准确移取槽液5mL 于250mL 于锥形瓶中,加水50mL ,加氟化钾3g,,滴加酚酞4滴,用1N 氢氧化钠滴至粉红色,记下氢氧化钠消耗的毫升数V 2.计算:游离酸浓度(g / L )=9.8×V 2×N总酸浓度:(g / L )= 9.8×V 1×N铝离子浓度(g / L )= 1.8×(V 1—V 2)×N注:N (NAON):氢氧化钠的浓度V (NAON) :消耗氢氧化钠的体积数五、常温封闭槽化验方法:测定项目:PH 值,镍,氟,PH 值于酸度计测得①镍含量:准确移取槽液5ml,加水50mL,缓冲溶液(PH=10)10mL ,紫脲酸氨指示剂少许,用0.01N EDTA 标准溶液滴至紫红色为终点V .计算: 镍含量(g / L )=1000505869.0⨯⨯⨯V N 注:N —EDTA 当量浓度②氟含量:移取槽液25mL ,加入TISAB (总离子强度调节缓冲溶液)25mL,于酸度计测得mV ,再曲线图查得含量。
喷涂厂中和槽作业指导书(阳极氧化)
4.3
4.4
3.4. 4
4.4
4.4
4.4
3.4. 5
4.5
4.5 4.5 4.5 4.5
报 废3.:5. 53.5. 6开缸 方3.6.
开槽物 质电名导 率槽:液控 制电(泳P时H 间电:泳控 制电温泳电 压:
不允许 在有脱残脂渣 物使及用时纯 净当水灰的粉 (当8灰%±粉 (溶8剂%±每 次稀的释添慢 慢在加一入般 情剂况。 (因容
43.2. 的记氢录氧氢
53.2. 氧所化消钠耗
3.3
6游离 碱3.度3.
的氢氧 用液管
13.3. 移加取入130-5
23.3. 滴加溴入酚水
33.3. 5用0毫0.1N
43.3. 的记氢录氧氢
53.3. 氧所化消钠耗
3.4
6槽液 维3.4.
的氢氧 不允许
13.4. 在有脱残脂渣
23.4. 物2.及根时据
槽液过 脏电、泳老槽 一般32
在清洁
135.6. 的开阴动/搅阳
136.6. 拌乳,液边加
137.6. 入7分5分钟钟完
138.6. 成加,完不色
139.6. 浆开后槽再26H
230.6. 后保再持接搅
21 拌50H后
化)
页码
共1页第3页
编制:
审核:
年月日
批准:
年月日
年月日
日
日
日
日
日
F
标题:封孔槽作业指导书(阳极氧化)
3、
目 的为
并有
作 6、
范 围适
7、
应作 业 4.1 4.1 4.1 4.2 4.2 4.2 4.2 4.3 4.3 4.3 4.3
阳极氧化槽液维护及保养手册范文

阳极氧化槽液维护及保养手册范文
1.1每两周即把槽液全排,并把槽底的杂质清理干凈,加入计量所要的脱脂剂.(所需为SOP中心值。
)
1.2加入脱脂剂后,打开加热器,加热到所需要的温度.
2.化抛槽维护及保养:
2.2补加入硫酸及磷酸后,打开打气,并将加热打开,加热到所需要的温度(硫化).
2.3化抛槽的铝离子浓度控制在20g/L-30g/L,若发现铝离子的浓度高于此值,即进行排槽液处理.
3.碱咬槽维护及保养:
3.1碱咬槽的铝离子浓度控制在10~30g/L,NaOH浓度控制在90~XXX.任一浓度超标都要进行排槽调整。
3.2排槽后将碱咬槽槽底的淤积杂物清理干凈,并洗刷槽体,注意将管道疏通,以防堵塞.
3.4必要时投入铝片进行溶铝,以保证铝离子的浓度到达最低请求。
4.氧化槽维护及保养:
4.1氧化槽的铝离子浓度高于15g/L,即排掉三个大氧化槽.4.2排槽后将氧化槽槽底的杂物清理干凈,并清洗将阴极板清洗干凈.
4.3阴极板的铜杆存在铜锈,需将铜锈打磨干凈,待铜锈打磨干凈后装上阴极板.
4.5待硫酸加后,即加入纯水到所需求的液位.
4.6翻开副槽进行冷却,待温度到达正常生产所需求的温度后,即可投料试首件.
5.染色槽保养:
5.1 B,P,W,染色槽的颐养。
a,P系列染色槽每三周排一次。
b,B,W系列每两周排一次。
c,以上染色槽及过滤机必须洗干净,一个月更换一次滤芯,无黑色漂浮物方可建浴。
6.各水洗槽维护及保养:
6.1水洗每周进行大保养一次,保养方法如下:
a.将水洗排槽后对槽体进行洗刷,此作业主要将槽体的杂质及圬清洗干凈.
7.封孔液维护及保养:
7.封孔液维护及保养:。
阳极槽液管控表
手动线阳极槽液添加明细表
日期 年
硫酸
槽液类别及添加明细
染料
封孔剂
月 时间 KG 时间 KG 时间 KG 时间 KG 签字 编号 时间 KG 编号 时间 KG 编号 时间 KG 编号 时间 KG 签字 类别 时间 KG 时间 KG 时间 KG 签字
高温
中温
高温
中温
ቤተ መጻሕፍቲ ባይዱ高温
中温
高温
中温
高温
中温
高温
中温
高温
前处理槽液添加明细表(2)
日期
槽液类别及添加明细
年
氢氧化钠
硝酸钠
月 时间 KG 时间 KG 时间 KG 时间 KG 时间 KG 时间 KG 签字 时间 KG 时间 KG 时间 KG 时间 KG 时间 KG 时间 KG 签字
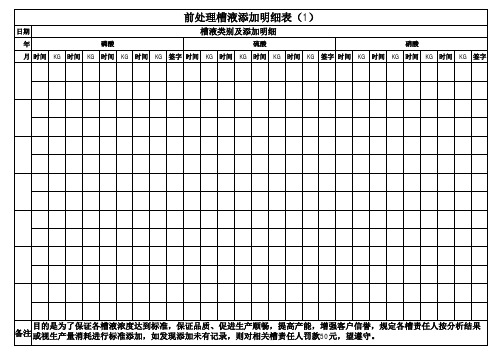
目的是为了保证各槽液浓度达到标准,保证品质、促进生产顺畅,提高产能,增强客户信誉,规定各槽责任人按分析 备注 结果或视生产量消耗进行标准添加,如发现添加未有记录,则对相关槽责任人罚款50元,望遵守。
前处理槽液添加明细表(3)
日期
槽液类别及添加明细
年
氟化铵
除油剂
酪酐
月 时间 KG 时间 KG 时间 KG 时间 KG 签字 时间 KG 时间 KG 时间 KG 时间 KG 签字 时间 KG 时间 KG 时间 KG 时间 KG 签字
目的是为了保证各槽液浓度达到标准,保证品质、促进生产顺畅,提高产能,增强客户信誉,规定各槽责任人按分析结 备注 果或视生产量消耗进行标准添加,如发现添加未有记录,则对相关槽责任人罚款50元,望遵守。
前处理槽液添加明细表1日期??年??月时间kg时间kg???????????????????????????????????????槽液类别及添加明细磷酸时间kg时间kg签字时间kg时间kg硫酸时间kg时间kg签字时间kg时间kg硝酸时间kg时间kg签字目的是为了保证各槽液浓度达到标准保证品质促进生产顺畅提高产能增强客户信誉规定各槽责任人按分析结果备注或视生产量消耗进行标准添加如发现添加未有记录则对相关槽责任人罚款50元望遵守
槽液配制及检测

槽液配制及检测●新槽液的配制:1、脱脂剂的配制:根据槽的大小或工作液用量、浓度计算脱脂剂的用量,在脱脂槽中先参加2/3的水,加热至35-50℃,再边加脱脂剂边搅拌,使之溶解,最后加水到要求的用量并搅拌均匀,取样检测总碱度、游离碱度、PH值;2、表调剂的配制:根据槽的大小和工作液的用量、浓度计算表调剂的用量,在表调槽中先参加1/2的水,再边加表调剂边搅拌,使之溶解,最后加水到要求的用量并搅拌均匀,取样检测PH值;3、磷化液的配制:根据槽的大小或工作液的用量、浓度计算XH-3型磷化液的用量,在磷化槽中先参加1/2的水,将XH-3型磷化液溶解在水中并搅拌,然后加水到要求的用量并搅拌均匀,取样检测总酸度、游离酸度。
●槽液参数检测工程和方法1、脱脂剂1.1 检测工程:总碱度、游离碱度、PH值1.1.1 总碱度检测方法:取10ml脱脂剂槽液于250ml锥形瓶中,参加蒸馏水至150ml刻度处,再加3-4滴溴酚蓝指示剂,摇匀,溶液为蓝色,用0.1NHCL标准液进行滴定,直到溶液变为黄色,即为终点,读出所消耗的标准液的毫升数,即为脱脂剂的总碱度。
1.1.2 游离碱度检测方法:取10ml脱脂剂槽液于250ml锥形瓶中,参加蒸馏水至150ml刻度处,在加3-4滴酚酞指示剂,摇匀,溶液粉红色,用0.1 NHCL标准液进行滴定,直到溶液变为无色,即为终点,读出所消耗的标准液的毫升数,即为脱脂剂的游离碱度。
1.1.3 PH值检测方法:取一定的脱脂剂用电子PH计测试,其读数即为脱脂剂的PH值或用广泛精密的PH试纸,通过比色卡确定脱脂剂的PH值。
2、表调剂2.1 检测工程:PH值PH值的检测方法:取一定的表调剂用电子PH计测试,其读数即为表调剂的PH值或用广泛精密的PH试纸,通过比色卡确定表调剂的PH值。
3、磷化液3.1 检测工程:总酸度、游离酸度3.1.1 总酸度检测方法:取10ml磷化液于250ml锥形瓶中,参加蒸馏水至150ml刻度处,再加3-4滴酚酞指示剂,摇匀,用0.1NNaOH标准液进行滴定,直到溶液变为粉红色,即为终点,读出所消耗的标准液的毫升数,即为磷酸液的总酸度。
J040151-2014 A0氧化线槽液工艺规范及分析方法

程序文件文件修订页1 目的:对各功能槽液进行分析、并控制药品添加。
2适用范围适应******有限公司阳极氧化生产线。
3名词解释3.1 NaOH 氢氧化钠 3.7 KF 氟化钾3.2 Na3PO4磷酸钠 3.8 KI 碘化钾3.3 Na2CO3碳酸钠 3.9 HCl 盐酸3.4 HNO3 硝酸 3.10 H2O2双氧水3.5 H2SO4硫酸3.6 Al3+ 铝离子4权责无5流程图无6作业內容6.1碱性除油槽液管理6.1.16.1.2应用试剂a、甲基橙指示剂:称取0.1克分析纯甲基橙,溶解在100ml热水中,如有不溶物应过滤。
b、酚酞指示剂:称取1克分析纯酚酞,溶解在100ml乙醇中。
c、1N硫酸标准溶液:见标准溶液的配制。
d、 1N氢氧化钠标准溶液:见标准溶液的配制。
6.1.3分析仪器5ml移液管,25cm玻璃棒,250ml锥形瓶,50ml滴定管6.1.4分析方法取镀液5ml于250ml锥形瓶中,加水150ml,加甲基橙指示剂2滴,用1N硫酸标准溶液滴定至红色为终点,记录硫酸耗用量V1ml,将溶液煮沸以除去二氧化碳,冷却后加酚酞指示剂数滴,用1N氢氧化钠标准溶液滴定至红色为终点,记录氢氧化钠耗用量V2ml。
另取镀液5ml于250ml锥形瓶中,加水150ml,加酚酞指示剂2-3滴,在不断搅拌下用1N硫酸标准溶液缓慢滴定至红色消失为终点,注意滴定速度不能太快,以免局部溶液酸度过高,使碳酸钠直接生成二氧化碳而损失,记录硫酸的消耗量为V3ml。
6.1.5计算方法NaOH(g/L)=(2C1V3- C1V1) ×40/5Na2CO3(g/L)=( C1V1- C2V2- C1V3) ×106Na3PO4= C2V2×380/5式中:C1------1N硫酸标准溶液的浓度(mol/l);C2------1N氢氧化钠溶液的浓度(mol/l);V1------以甲基橙为指示剂耗用硫酸标准溶液的体积数(ml);V2------耗用1N氢氧化钠标准溶液的体积数(ml);V3------以酚酞为指示剂耗用硫酸标准溶液的体积数(ml);6.2 酸性除油脱脂槽液管理6.2.16.2.2应用试剂a.酚酞指示剂:称取1克分析纯酚酞,溶解在100ml乙醇中。
阳极线工作管理规范
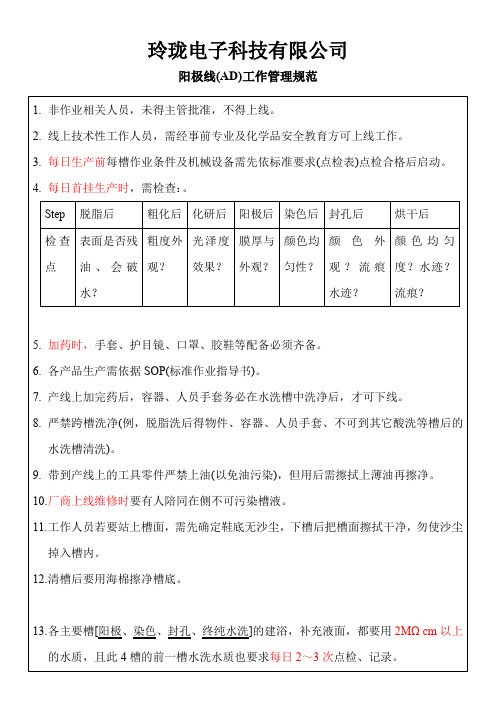
掉入槽内。 12. 清槽后要用海棉擦净槽底。
13.各主要槽[阳极、染色、封孔、终纯水洗]的建浴,补充液面,都要用 2MΩ cm 以上 的水质,且此 4 槽的前一槽水洗水质也要求每日 2~3 次点检、记录。
14. 线上任何异常、不良,都必须立刻登录并寻求矫正及预防再发生的措施。 15. 全面防范槽上方[油漆层、铁锈、油污、沙尘、其它不同药品]滴落槽液内。 16. 化研后和封孔后,要在空中喷水洗,洗液不可滴入本槽内。 17. 原色阳极的封孔需要单独一槽不可与染色件封孔槽混合使用。 18. 不同颜色的封孔液要错开,除非经验证可共用的染料色,才可混用。 19.阳极处理温度 21±1℃(20-22℃),千万不可超低限或高限。 20. 纯水洗槽不可空气搅拌,要以泵循环搅动,以免水质下降变差。 21. 各染色件的阳极皮膜厚度要求不同,需依标准规定。 22. 线上若有掉落件,要立刻捞起,且区隔放置及处理(要有定位及表示),
如素材、良品、掉落、刮、碰伤件、不良待再制件。
23. 不同铝合金材料,也要注意配合不同的生产设定条件。 24. 下班要关闭总水源、空气源及盖好各药液槽,以防污染变质(尤其染料槽更要密闭
盖好)。 25. 各槽搅拌要全面均匀,随时一致。 26. 取样分析时现确定取样槽的液位在标准位。 27. 各槽过滤机堵塞时,要立刻清洗,且各槽滤芯孔径不可混用。 28. 发现重大不良,在出料时立刻停线,待矫正后,立刻复线,并记录。 29. 作业中停电时,应立刻人工取出各药水槽内物件,充分水洗后放在水洗槽中,待供
阳极氧化溶液分析表
3900
3900 3900 3600
版本号:03 取样时间
年 月 日 8:00
分析项目 单位 管理范围 基准浓度 分析值 判别
V% 8--12
10
NaOH g/l 50-70
60
HNO3 g/l 200-300 250
H2SO4 g/l 156-168 162
铝离子 g/l ≤25
H2SO4 g/l 156-168 162
铝离子 g/l ≤25
HNO3 g/l 250-350 300
H2SO4 g/l 16-24
20
SnSO4 g/l 10—16
13
SEAL-EX g/l 5--8
6.5
PH
5.0-6.0 5.5
SEAL-EX g/l 5--8
6.5
PH
5.0-6.0 5.5
SJ-100 g/l 5--8
6.5
PH
5.0-6.0 5.5
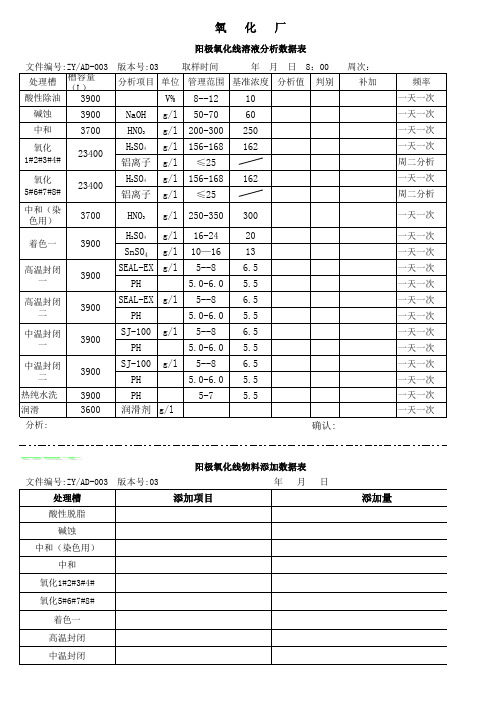
氧化厂
阳极氧化线溶液分析数据表
文件编号:ZY/AD-003
处理槽
槽容量 (L)
酸性除油 3900
碱蚀
3900
中和
3700
氧化 1#2#3#4#
23400
氧化 5#6#7#8#
中和(染 色用)
23400 3700
着色一 3900
高温封闭 一
高温封闭 二
中温封闭 一
中温封闭 二
热纯水洗 润滑 分析:
3900
阳极氧化线物料添加数据表
文件编号:ZY/AD-003 版本号:03
年月日
处理槽
添加项目
酸性脱脂
碱蚀 中和(染色用)
中和
阳极氧化车间工艺控制及化验标准
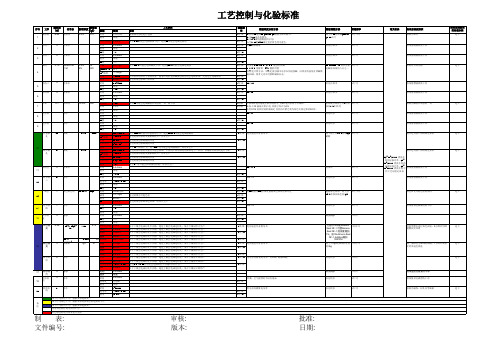
游离酸点数每上升1点需 1次/年 添加14L中和剂 补充纯水 1次/月
表面无碱洗后残留的“灰”
返工
4
纯水
将残留槽液清洗干净
1次/4h PH>5 1次/4h 1次/班 见化验室作业指导书 1次/4h 补充纯水 1次/月 将残留槽液清洗干净
4
纯水
22
硫酸
低于150g/l对膜的质量影响不大,超过200g/l可能会造成膜疏松 超过范围对膜的质量影响较大,停止生产 超过范围会影响膜的厚度 超过范围会影响膜的厚度 低于15℃影响不大,高于29℃有可能会造成膜疏松,应停止生产 超过范围对膜的质量有可能会影响,不同的产品对浓度的要求是不一样的,要根据实际情况进行分析 超过范围对膜的质量影响较大,停止生产 超过范围会影响膜的厚度 超过范围会影响膜的厚度 高于5℃有可能会影响膜的质量,应停止生产
工艺控制与化验标准
序号 工序 脱脂槽 1 水洗一 2 水洗二 3 碱洗 4 4.79 Almeco 46 片碱 0.5% 5% 24 220 9 自来水 4 自来水 槽体积 (吨) 6.84 化学品 脱脂剂 配槽浓度 4.0% 配槽量 (kg) 275 工艺要求 参数 时间 温度 时间 温度 pH值 时间 温度 pH值 片碱 Almeco 46 Al 浓度 时间 温度 时间 温度 pH值 时间 温度 pH值 10.0% 400 游离酸 时间 温度 时间 温度 pH值 时间 温度 0.15 3300 pH值 硫酸浓度 Al3+浓度 时间 电流密度 温度 硫酸浓度 Al3+浓度 时间 电流密度 水洗五 11 纯水洗三 12 5 纯水 5 自来水 温度 时间 温度 pH值 时间 电导率 温度 染色 13 4 黑色染色剂 12.5g/l 50kg pH值 时间 浓度 温度 纯水洗四 14 纯水洗五 15 本色填充 6.26 NF-1 Makeup 4.5% 475 4 纯水 4 纯水 PH 时间 pH值 温度 时间 pH值 温度 体积比浓度 pH值 时间 温度 0.90% 7g/l 21 95 游离氟 浓度 温度 时间 PH值 沸水封闭 8 纯水 时间 温度 纯水电导率 PH 时间 温度 时间 清洁度 温度 时间 电导率 温度
蓝色阳极化槽液酸度调整方法
蓝色阳极化槽液酸度调整方法作者:郭春光来源:《中国科技博览》2014年第06期摘要:本文根据钛合金零件在进行蓝色腐蚀实际生产过程中,阳极化槽液维护困难,影响零件生产进度的问题,通过对主要因素酸度的控制,分别从酸度过高和酸度过低两个方面进行调整,收集一系列的参数控制点,形成溶液调整表格和相对应的调整曲线,从而使复杂的溶液酸度调整转化为直接查表计算即可。
该方法已经通过了实际生产验证。
关键词:蓝色腐蚀酸度调整中图分类号:TE3230 引言钛合金蓝色腐蚀是一种钛合金零件表面直观而准确判断冶金缺陷的一种微去除余量的目视缺陷检查方法,而其中的阳极化工序则是形成蓝色的阳极氧化膜层质量的关键步骤。
在零件成膜的诸多因素中,溶液的酸度对零件表面膜层的质量起到了至关重要的作用,当酸度不适宜时,形成的膜层颜色不是我们整个零件操作过程中需要的天蓝色,进而影响对零件表面缺陷的判断。
1 槽液成分及分析要求蓝色阳极化槽液的成分磷酸钠溶液,而处于使用过程中的阳极化槽液的pH值则严格要求在8-9的范围内,是零件形成膜层的质量的最直接影响因素,工艺要求pH值要求每工作班(一般周期为24h)进行测量一次。
而在实际使用过程中,每经过(1-2)天的生产,溶液的pH值就会发生较大变化,超出技术标准规定的范围,所以化验频率较高,而且,在进行化验时,pH值屡屡都不在工艺技术要求范围内,所以酸度调整的频率非常高,由于酸度的调整并不是简单的线性关系,所以调整起来非常困难。
2 酸度的调整传统的调整方法:首先取出一定量的溶液,测出该溶液的pH值,然后根据距离工艺规定中指,摸索着少加入一些化学药品,然后测量一次溶液的pH值,再持续少量加入一些化学药品,再测量溶液的pH值,如此反复,直至达到工艺规定的范围。
导致每次调整溶液的pH 值,都非常费时费力而影响零件的生产进度。
现在,采用点抓取的方式,在工艺槽内取少量的待调配溶液,逐渐加入少量的溶剂进行调整,实时测量、实时记录,进行点抓取,绘制成pH值调配曲线。
阳极槽设备点检表

4
計時器是否正常
5
温控設備運轉是否正常
6
温度設置是否正确
7
抽風設備運轉是否正常
8 設備 抽風效果是否符合要求
9
循環設備運轉是否正常
10
循環攪拌效果是否符合要求
11
過濾設備是否正常
12
過濾機壓力是否符合要求
13
陽極棒与导线接点是否紧密
14
陽極銅棒是否潔淨(無鏽迹)
15
整流器運轉是否正常
16
槽體是否潔淨(無雜物)
玲珑电子科技有限公司
设备点检表
設備名稱: 陽極槽
設備編號:
設備負責人:
年
月
序號
點檢項目
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1
溢流閥門是否打開
2
進水閥門是否關閉
3
排水閥門是否關閉
3.緊急情況需立即彙報部門主管,由部門主管聯系相關制造商或專業人士進行維修。4.此表每月提報一次,做紙本檔備案。
核准:
提报人:
FMSC10A
17
溫度是否符合要求
18
濃度是否符合要求
19 藥液 AL離子濃度是否正常
20
槽液中是否潔淨(無雜物)
21
槽液液位是否符合要求
點檢人員
組長確認
備注:1.結果記入方法 ○…良 ×…不良 △…完成修理或改進後合格。
2.各設備檢查者每日作業開始前進行點檢,如檢查者未上班可由責任者代替點檢。另設備進行維修時,必須切斷電源,並設有安全標示。
铝阳极氧化槽液分析方法
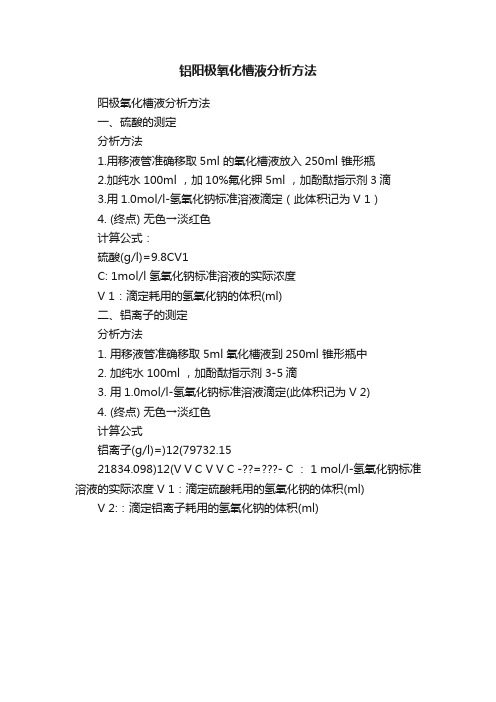
铝阳极氧化槽液分析方法
阳极氧化槽液分析方法
一、硫酸的测定
分析方法
1.用移液管准确移取5ml 的氧化槽液放入250ml 锥形瓶
2.加纯水100ml ,加10%氟化钾5ml ,加酚酞指示剂3滴
3.用1.0mol/l-氢氧化钠标准溶液滴定(此体积记为V 1)
4. (终点) 无色→淡红色
计算公式:
硫酸(g/l)=9.8CV1
C: 1mol/l 氢氧化钠标准溶液的实际浓度
V 1:滴定耗用的氢氧化钠的体积(ml)
二、铝离子的测定
分析方法
1. 用移液管准确移取5ml 氧化槽液到250ml 锥形瓶中
2. 加纯水100ml ,加酚酞指示剂3-5滴
3. 用1.0mol/l-氢氧化钠标准溶液滴定(此体积记为V 2)
4. (终点) 无色→淡红色
计算公式
铝离子(g/l)=)12(79732.15
21834.098)12(V V C V V C -??=- C : 1 mol/l-氢氧化钠标准溶液的实际浓度 V 1:滴定硫酸耗用的氢氧化钠的体积(ml) V 2::滴定铝离子耗用的氢氧化钠的体积(ml)。
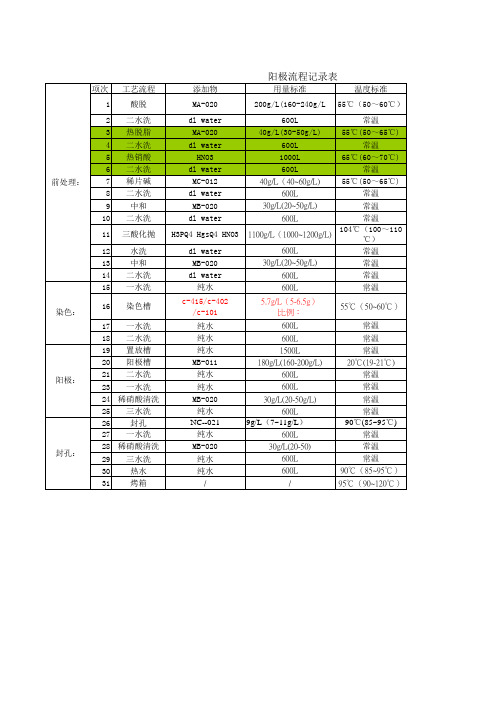
阳极流程录表
前处理:
常温 55℃(50~65℃) 常温 65℃(60~70℃) 常温 55℃(50~65℃) 常温 常温 常温 104℃(100~110 H3PQ4 HgsQ4 HNO3 1100g/L(1000~1200g/L) ℃) 600L dl water 常温 30g/L(20~50g/L) MB-020 常温 600L dl water 常温 600L 常温 纯水 c-415/c-402 /c-101 纯水 纯水 纯水 MB-011 纯水 纯水 MB-020 纯水 NC--021 纯水 MB-020 纯水 纯水 / 5.7g/L(5-6.5g) 比例: 600L 600L 1500L 180g/L(160-200g/L) 600L 600L 30g/L(20-50g/L) 600L 9g/L(7~11g/L) 600L 30g/L(20-50) 600L 600L / 55℃(50~60℃) 常温 常温 常温 20℃(19-21℃) 常温 常温 常温 常温 90℃(85~95℃) 常温 常温 常温 90℃(85~95℃) 95℃(90~120℃)
备注 保证槽液的浓度 、温度达到标准 保证产品洁净 槽液的浓度、温 度 产品洁净 槽液的浓度、温 度 保证产品洁净 槽液的浓度、温 度 产品洁净 保证槽液的浓度 槽液的浓度、温 度 槽液的浓度、温 度 产品洁净 槽液的浓度、温 度 产品洁净 清洗 槽液的浓度 清洗 清洗 电压17V 清洗 清洗 清洗 清洗 槽液的浓度 清洗 槽液的浓度 18 二水洗 19 置放槽 20 阳极槽 21 二水洗 23 一水洗 24 稀硝酸清洗 25 三水洗 26 封孔 27 一水洗 28 稀硝酸清洗 29 三水洗 30 热水 31 烤箱
标准时间 2分(2-5分) 10秒(5~15秒) 2分(2~5分) 10秒(5~15秒) 2分(1~3分) 10秒(5~15秒) 10秒(5~20秒) 10秒(5~15秒) 10秒(5~15秒) 10秒(5~15秒) 40秒(30~60秒) 10秒(5~15秒) 10秒(5~15秒) 10秒(5~15秒) 10秒(5~15秒) 2分(1~4分) 10秒(5~15秒) 10秒(5~15秒) 15分(10-25分) 30分(20-40分) 8秒(5-10秒) 8秒(5-10秒) 15秒(10-30秒) 8秒(5-10秒) 20分(15~25分) 10秒(5~15秒) 10秒(5~15秒) 10秒(5~15秒) 30秒(20~50秒) 15分(10-25分)
阳极氧化各反应槽维护
阳极氧化各反应槽维护
在阳极氧化过程中,有很多个反应步骤,几乎每个反应工序都有相应的反应槽,反应槽的清洗和维护是该工序是否能顺利进行的基础。
那么,阳极氧化各个反应槽是如何维护的呢?
化抛槽维护及保养:
1、每两周排化抛槽液1/3,根据建浴浓度补加硫酸及磷酸所需的量(硫化)
2、补加入硫酸及磷酸后,打开打气,并将加热打开,加热到所需要的温度(硫化).
3、化抛槽的铝离子浓度控制在20g/L-30 g/L,若发现铝离子的浓度高于此值,即进行排槽液处理.
氧化槽维护及保养:
1、氧化槽的铝离子浓度高于15g/L,即排掉三个大氧化槽.
2、排槽后将氧化槽槽底的杂物清理干凈,并清洗将阴极板清洗干凈.
3、阴极板的铜杆存在铜锈,需将铜锈打磨干凈,待铜锈打磨干凈后装上阴极板
4、加纯水到氧化槽所需液位的2/3处,然后加入计量所需要的硫酸,但是要注意反应时会产生酸雾等,可用ht402酸雾抑制剂来控制,且能清理氧化槽脏污。
5、待硫酸加后,即加入纯水到所需要的液位.
6、打开副槽进行冷却,待温度达到正常生产所需要的温度后,即可投料试首件
其实还有其他的反应槽,如染色槽、碱蚀槽等等。
但是这里就不一一赘述了,其基本上的保护原理就是从反应槽中的槽液成分来着手,控制浓度,保持温度。
氧化槽液试验规定
氧化、电泳槽液试验规程1.除油槽液1.1测定项目:AC为浓度1.2试剂氢氧化钠标准溶液:(0.5mol/L) 1 %酚酞指示剂1.3分析步骤移取20 ml槽液于锥形瓶中,加50ml纯水,滴加2—3滴酚酞指示剂,用0.5N氢氧化钠标准溶液滴定至由无色变成粉红色为终点,记下氢氧化钠标准溶液的所耗数(V)。
1.4计算公式:AC%=0.265×V× f = (0.265×V×N) / 0.5=0.53×N×V式中:f ——氢氧化钠标准溶液的标准系数;N——氢氧化钠标准溶液的摩尔浓度;V——消耗氢氧化钠标准的亳升数。
2.碱洗槽液2.1测定项目:游离氢氧化钠浓度、铝离子浓度。
2.2试剂氟化钾 1%酚酞指示剂盐酸标准溶液(1N)2.3分析步骤:移取5ml槽液,加入少许葡萄糖酸钠,再加入2—3滴酚酞指示剂,用1N盐酸标准溶液滴定,当溶液由红色变为无色时,记下此时盐酸标准溶液的消耗量(V1),即为第一终点;在以上试液中,加入氟化钾1~3g,摇溶,继续用1N的盐酸标准溶液滴至红色刚好消失为止,再加入少许氟化钾,如变红色,则继续滴至红色刚好消失为第二终点,记下加氟化钾之后的盐酸标准溶液的消耗量(V2)。
2.4计算公式:游离子NaoH(g/L)=[N×(V1-V2/3×40)/ 5=2.66×(3 V1-V2)×NAl3+ = 1.8×N×VV1——第一终点消耗盐酸溶液毫升数;V2——第二终点消耗盐酸溶液毫升数;40 ——氢氧化钠的毫克当量。
3.中和槽液氧化槽液3.1测定项目游离酸浓度铝离子浓度3.2试剂氢氧化钠标准溶液:(1.0mol/L) 0.1%甲基橙指示剂 1%酚酞指示剂3.3分析步骤:吸取25ml槽液于250ml锥形瓶中,加入50ml去离子水,滴加数滴甲橙的毫升数(V1);指示剂,用1N NaoH滴至溶液由红色变为橙黄色为终点,记下所耗氢氧化钠标准溶液在以上反应液中,再滴加1%酚酞指示剂数滴,继续用1N NaoH滴定,滴至粉红色不消失为止(V2)。
铝合金型材氧化槽液成份分析工艺规程

铝合金型材氧化槽液成份分析工艺规程1 目的范围本文规定了铝合金形材阳极氧化槽液分析的要求,以确保形材的质量。
本文适用于铝合金阳极氧化各种槽液成份的分析。
2工作工序分析方法:参见氧化槽液的分析。
a)氟化钾:固体 b)酚酞指示剂:1% c)盐酸标准溶液:1N2.2.2碱蚀槽液游离氢氧化钠和铝离子的分析a)分析步骤移取碱蚀槽液2mL于250mL锥形瓶中,加50mL纯水,滴加2-3滴酚酞指示剂,用1N 盐酸标准溶液滴至溶液由红色变为无色,即为第一终点。
读取消耗盐酸标液的毫升数V1。
向上述试液中,加入3g氟化钾,摇动使其溶解,此时溶液应为红色,继续用1N的盐酸滴定至溶液红色消退。
此时可再加少许氟化钾验证,似为无色则为第二终点。
(若呈红色继续滴定至无色为止)。
读取消耗盐酸标准溶液的毫升数V2。
b)计算游离 NaOH(g/L)=20×(V1-V2/3)×N HClAl3+(g/L)=4.5×V2×N HCl2.3中和槽液的分析分析方法:参见氧化槽液分析2.4 氧化槽液的分析2.4.1试剂a)氟化钾:20% b)酚酞指示剂1% c)氢氧化钠标准溶液:1N2.4.2氧化槽液中游离硫酸的分析a)分析步骤移取5mL氧化槽液于250mL锥形瓶中,加50mL纯水,摇匀。
加20%氟化钾溶液10-15mL,滴加3-4滴酚酞指示剂,用1N氢氧化钠标准溶液滴定至无色变为粉红色为终点。
读取消耗氢氧化钠标准溶液的毫升数V1。
b)计算游离H2SO4=9.8×V1×N naOH2.4.3总酸浓度的分析a)分析步骤移取5mL氧化槽液于250mL锥形瓶中,加50mL纯水,滴加3-4滴酚酞指示剂,用1N 氢氧化钠标准溶液滴定至试液由无色变为粉红色,且30秒不褪色为终点。
读取消耗氢氧化钠标准溶液的毫升数V2.b)计算总酸浓度(g/L)=9.8×V2×N naOH2.4.4铝离子的分析根据游离硫酸消耗氢氧化钠标准溶液的毫升数V1和总酸消耗氢氧化钠标准溶液的毫升数V2即可计算槽液中的铝离子浓度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中温
高温
中温
目的是为了保证各槽液浓度达到标准,保证品质、促进生产顺畅,提高产能,增强客户信誉,规定各槽责任人按分析结果 备注 或视生产量消耗进行标准添加,如发现添加未有记录,则对相关槽责任人罚款50元,望遵守。
自动线阳极槽液更换及换水记录表
日期
更换槽液、槽水类别
年 电解液槽 Байду номын сангаас① ②
染料槽
封孔槽 电解后四道水 染色后三道水 封孔后二道水 更换人
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
备注
1.目的:是为了保证产品品质、减少产品露白、脏污、黑点、水迹等不良;以及电解槽铝离子 过多、浓度过低产生的氧化不良,特按固定周期、分析结果、及视产量而定,对各槽液进行更 换及清洗。 2.处罚措施:如发现未按规定对槽液进行更换、清洗,或更换、清洗未有记录,则对相关槽责 任人罚款50元,望遵守。 3.具体操作:如有对槽液进行清洗及更换,则在相应的空格内打勾√ 4.水洗槽每周六进行更换,染料过滤及封孔槽更换周期为15天。
前处理槽液添加明细表(3)
日期
槽液类别及添加明细
年
氟化铵
除油剂
酪酐
月 时间 KG 时间 KG 时间 KG 时间 KG 签字 时间 KG 时间 KG 时间 KG 时间 KG 签字 时间 KG 时间 KG 时间 KG 时间 KG 签字
目的是为了保证各槽液浓度达到标准,保证品质、促进生产顺畅,提高产能,增强客户信誉,规定各槽责任人按分析结 备注 果或视生产量消耗进行标准添加,如发现添加未有记录,则对相关槽责任人罚款50元,望遵守。
自动线阳极槽液添加明细表
日期
槽液类别及添加明细
年
硫酸
染料
封孔剂
月 时间 KG 时间 KG 时间 KG 时间 KG 签字 时间 KG 时间 KG 时间 时间 KG KG 签字 时间 KG 时间 KG 时间 KG 时间 KG 签字
目的是为了保证各槽液浓度达到标准,保证品质、促进生产顺畅,提高产能,增强客户信誉,规定各槽责任人按分析结果 备注 或视生产量消耗进行标准添加,如发现添加未有记录,则对相关槽责任人罚款50元,望遵守。
手动线阳极槽液更换及换水记录表
日期
更换槽液、槽水类别
年 电解液槽
月 ① ② 编号
1
染料槽 编号 编号
封孔槽 染色封孔后六道水 更换人
编号 ① ② ③ ④ ⑤ ⑥ ⑦
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
备注
1.目的:是为了保证产品品质、减少产品露白、脏污、黑点、水迹等不良;以及电解槽铝离子 过多、浓度过低产生的氧化不良,特按固定周期、分析结果、及视产量而定,对各槽液进行更 换及清洗。 2.处罚措施:如发现未按规定对槽液进行更换、清洗,或更换、清洗未有记录,则对相关槽责 任人罚款50元,望遵守。 3.具体操作:如有对槽液进行清洗及更换,则在相应的空格内打勾√ 4.因封孔槽有7个,请在相应的编号上打勾√ 5.水洗槽2天更换一次,封孔槽15天一次或视货源而定进行更换
前处理槽液添加明细表(2)
日期
槽液类别及添加明细
年
氢氧化钠
硝酸钠
月 时间 KG 时间 KG 时间 KG 时间 KG 时间 KG 时间 KG 签字 时间 KG 时间 KG 时间 KG 时间 KG 时间 KG 时间 KG 签字
目的是为了保证各槽液浓度达到标准,保证品质、促进生产顺畅,提高产能,增强客户信誉,规定各槽责任人按分析 备注 结果或视生产量消耗进行标准添加,如发现添加未有记录,则对相关槽责任人罚款50元,望遵守。
前处理槽液添加明细表(1)
日期
槽液类别及添加明细
年
磷酸
硫酸
硝酸
月 时间 KG 时间 KG 时间 KG 时间 KG 签字 时间 KG 时间 KG 时间 KG 时间 KG 签字 时间 KG 时间 KG 时间 KG 时间 KG 签字
目的是为了保证各槽液浓度达到标准,保证品质、促进生产顺畅,提高产能,增强客户信誉,规定各槽责任人按分析结果 备注 或视生产量消耗进行标准添加,如发现添加未有记录,则对相关槽责任人罚款50元,望遵守。
手动线阳极槽液更换及换水记录表
日期
更换槽液、槽水类别
年 三酸槽
月① ②
二酸槽
除油槽
①②
酪酐槽
氟化铵槽
碱清 洗槽
酸清 洗槽
酪酐中和 清洗槽
更换人
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
备注
1.目的:是为了保证产品品质、减少产品表面污渍、暗印、暗斑、油斑等不良,最大限度保证 产品的亮光泽、哑光泽达到客户的要求,特按固定周期、分析结果及视产量而定,对各槽液进 行更换及清洗。 2.处罚措施:如发现未按规定对槽液进行更换、清洗,或更换、清洗未有记录,则对相关槽责 任人罚款50元,望遵守。 3.具体操作:如有对槽液进行清洗及更换,则在相应的空格内打勾√ 4.因三酸槽及两酸槽各有2个,如有更换,请在相应的编号上打勾√
前处理槽液更换及换水记录表
日期
更换槽液、槽水类别
年 三酸槽 月① ②
二酸槽 二酸槽
除油槽 ①②
酪酐槽 氟化铵槽
碱槽
碱清 洗槽
更换人
1 2 3 4 5 6 7 8
9 10 11 12 13 14 15 16
17 18 19 20 21 22 23
24 25 26 27 28 29 30 31
备注
1.目的:是为了保证产品品质、减少产品表面污渍、暗印、暗斑、油斑等不良,最大限度 保证产品的亮光泽、哑光泽达到客户的要求,特按固定周期、分析结果及视产量而定,对 各槽液进行更换及清洗。 2.处罚措施:如发现未按规定对槽液进行更换、清洗,或更换、清洗未有记录,则对相关 槽责任人罚款50元,望遵守。 3.具体操作:如有对槽液进行清洗及更换,则在相应的空格内打勾√ 4.因三酸槽及两酸槽各有2个,如有更换,请在相应的编号上打勾√ 5.碱清洗槽更换周期为15天或视货源而定
手动线阳极槽液添加明细表
日期 年
硫酸
槽液类别及添加明细
染料
封孔剂
月 时间 KG 时间 KG 时间 KG 时间 KG 签字 编号 时间 KG 编号 时间 KG 编号 时间 KG 编号 时间 KG 签字 类别 时间 KG 时间 KG 时间 KG 签字
高温
中温
高温
中温
高温
中温
高温
中温
高温
中温
高温
中温
高温