直缝电焊钢管力学性能检测报告
钢管力学性能工艺性能检验报告
钢管力学性能工艺性能检验报告一、引言钢管是一种广泛应用于工程领域的材料,其力学性能和工艺性能的检验对于确保工程质量和安全至关重要。
本报告对一批钢管的力学性能和工艺性能进行了详细的检验和分析。
二、实验方法1.力学性能检验方法:-引伸计法测量材料的屈服强度、断口伸长率和断裂强度。
-硬度计测量材料的硬度。
-冲击试验测量材料的冲击韧性。
2.工艺性能检验方法:-焊接性能测试,可以通过断面观察、拉伸试验、硬度测量以及冲击试验等方法来评估钢管的焊缝质量。
-压力试验,对钢管进行内压和外压实施到一定压力下观察其破坏情况。
-管材的抗弯性能测试,通过将管材进行弯曲试验来评估其抗弯性能。
三、力学性能检验结果与分析1.屈服强度:通过引伸计法测量,得到平均值为XXXMPa,标准偏差为XXXX。
符合要求的屈服强度应大于规定值。
2.断口伸长率:通过引伸计法测量,得到平均值为XXX%,标准偏差为XXXX。
符合要求的断口伸长率应大于规定值。
3.断裂强度:通过引伸计法测量,得到平均值为XXXMPa,标准偏差为XXXX。
符合要求的断裂强度应大于规定值。
4.硬度:通过硬度计测量,得到平均值为XXXHRC,标准偏差为XXXX。
符合要求的硬度应在规定范围内。
5.冲击韧性:通过冲击试验测量,得到平均值为XXXJ,标准偏差为XXXX。
符合要求的冲击韧性应大于规定值。
根据以上结果分析可知,所测得的钢管的力学性能均符合要求,可满足工程实际应用的需求。
四、工艺性能检验结果与分析1.焊接性能:通过断面观察、拉伸试验、硬度测量以及冲击试验等多项检验方法评估钢管的焊缝质量。
经检验发现焊缝没有明显的缺陷、裂纹和气孔等问题,焊缝质量良好。
2.压力试验:对钢管进行内压和外压实施到规定压力下观察其破坏情况。
经试验发现钢管在规定压力下未发生破坏和泄漏现象,表明其具有良好的耐压性能。
3.抗弯性能:通过弯曲试验评估钢管的抗弯性能。
经试验发现钢管在规定弯曲角度下未发生断裂,表明其具有良好的抗弯性能。
钢筋焊接接头力学性能检验报告
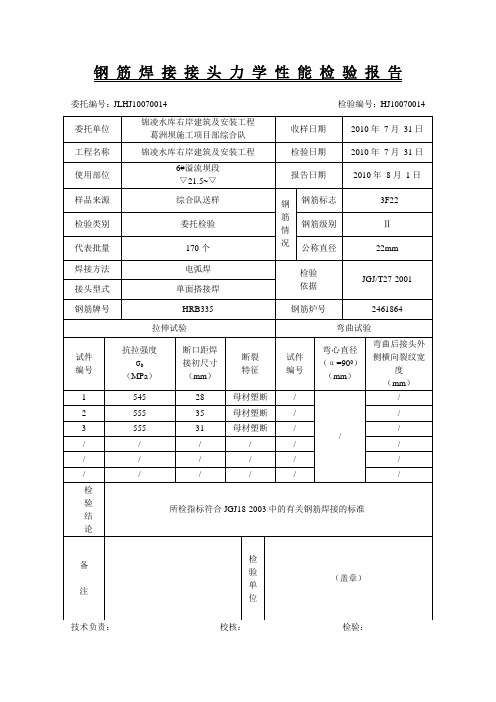
委托编号:JLHJ10070014 检验编号:HJ10070014技术负责:校核:检验:委托编号:JLHJ10080015 检验编号:HJ10080015委托编号:JLHJ10080016 检验编号:HJ10080016技术负责:校核:检验:委托编号:JLHJ10080017 检验编号:HJ10080017技术负责:校核:检验:委托编号:JLHJ10080018 检验编号:HJ10080018技术负责:校核:检验:委托编号:JLHJ10080019 检验编号:HJ10080019技术负责:校核:检验:委托编号:JLHJ10080020 检验编号:HJ10080020技术负责:校核:检验:委托编号:JLHJ10080021 检验编号:HJ10080021技术负责:校核:检验:委托编号:JLHJ10090022 检验编号:HJ10090022技术负责:校核:检验:委托编号:JLHJ10090023 检验编号:HJ10090023技术负责:校核:检验:委托编号:JLHJ10090024 检验编号:HJ10090024技术负责:校核:检验:委托编号:JLHJ10090025 检验编号:HJ10090025技术负责:校核:检验:委托编号:JLHJ10090026 检验编号:HJ10090026技术负责:校核:检验:委托编号:JLHJ10090027 检验编号:HJ10090027技术负责:校核:检验:委托编号:JLHJ10090028 检验编号:HJ10090028技术负责:校核:检验:委托编号:JLHJ10090029 检验编号:HJ10090029技术负责:校核:检验:委托编号:JLHJ10100030 检验编号:HJ10100030技术负责:校核:检验:委托编号:JLHJ10090031 检验编号:HJ10090031技术负责:校核:检验:委托编号:JLHJ10100032 检验编号:HJ10100032技术负责:校核:检验:委托编号:JLHJ10100033 检验编号:HJ10100033技术负责:校核:检验:委托编号:JLHJ10100034 检验编号:HJ10100034技术负责:校核:检验:委托编号:JLHJ10100035 检验编号:HJ10100035技术负责:校核:检验:委托编号:JLHJ10100036 检验编号:HJ10100036技术负责:校核:检验:委托编号:JLHJ10100037 检验编号:HJ10100037技术负责:校核:检验:委托编号:JLHJ10100038 检验编号:HJ10100038技术负责:校核:检验:委托编号:JLHJ10100039 检验编号:HJ10100039技术负责:校核:检验:委托编号:JLHJ10100040 检验编号:HJ10100040技术负责:校核:检验:委托编号:JLHJ10100041 检验编号:HJ10100041技术负责:校核:检验:委托编号:JLHJ10100042 检验编号:HJ10100042技术负责:校核:检验:.委托编号:JLHJ10100043 检验编号:HJ10100043技术负责:校核:检验:。
直缝电焊钢管力学工艺性能(初检)试验报告(模板)

有见证送检报告编号:
见证人单位
见证人
试验单位
XXXXXXXXX
有限公司
(印章复印无效)
委托单位
送检日期
工程名称
报告日期
试样名称
试验标准
样品编号
规格
牌号
面积
(mm²)
工程部位
试件尺寸(mm)
拉伸
弯曲
试验
试验结果评定
外径
壁厚
屈服强度
(Rel)MPa
抗拉强度
(Rm) MPa
伸长率
A%
备注
1、表内粗线框内栏目的内容由委托单位提供,其真实性由委托未经实验室书面批准,不得复制检测报告(完整复制除外)。
批准人:审核人:主要试验人:
钢管力学性能,工艺性能检验报告

注:1.未经本【检测机构】书面批准,不得复制(全文复制除外)检验报告。 2.【检测机构】地址: 3.报告无报告专用章无效。 批准: 审核: 检验:源自钢筋力学性能、工艺性能检验报告
GD210201 0 委托单位: 工程名称: 工程部位: 送检日期: 监 督 员: 样品编号 样 样品名称 牌号(等级代号) 公称直径(㎜) 生产厂家 品 炉号(批号) 批量(t) 产品标准号 检验标准号 25 GB/T 228—2002 380 技术要求 力 学 性 能 试 验 580 技术要求 伸长率 (%) 伸长率 (%) 结果比值 技术要求 结果比值 技术要求 检验标准号 弯 曲 试 验 弯心直径(㎜) 检验结果 技术要求 不得产生裂纹 GB/T 232—1999 75 180 外表面 裂纹检验 结 论 委托单位地址: 备 注 1.13 1.12 ≤1.3 检验结果 技术要求 30 1.53 30 17 31 1.52 ≥1.25 455 31 335 567 376 检验日期: 见 证 人: 211 热轧带肋 HRB335 25 深圳市 报告日期: 报告编号: 检验单位: 1
直缝电焊钢管检测报告

合格
以下空白
检测结论
依据GB/T 13793-2016《直缝电焊钢管》标准要求,该样品所检项目合格。
备注检Βιβλιοθήκη 结果仅对来样负责见证单位:见证人:
检测类别:委托检测 委托人:
批准:校核:主检检测单位:(盖章)
签发日期:2018.07.22
检测内容
序号
检测项目
标 准 要 求
试验结果
单项评定
1
外径D(mm)
普通精度 钢管外径>35~50 允许偏差为±0.50
实测值:48.20
合格
允许偏差:0.20
壁厚t (mm)
普通精度 钢管外径>2.5~3.5 允许偏差为±10%t
实测值:3.3mm
不合格
允许偏差:3.3%t
2
弯曲试验
弯曲角度为90°时,无可见裂纹r=6D r—弯曲半径,D—钢管外径
直缝电焊钢管检测报告
共1页第1页
委托单位
报告编号
工程名称
试验编号
样品名称
直缝电焊钢管
规格型号
Φ48.0mm t 3.2mm
样品数量及状态
1.2米,表面无裂缝、结疤、过烧等缺陷
送样日期
2018.07.12
生产厂家
检测日期
2018.07.22
试验室地址
邮政编码
检测依据
GB/T 13793-2016 GB/T 244-2008 GB/T21835-2008
(市政试-5)钢材焊接力学性能试验报告

钢材焊接力学性能试验报告
报告编号
委托单位
送样日期 样品编号 工程部位 编号/厂家 炉号/批号
代表批量(个) 焊接Байду номын сангаас别
焊接人/证号 牌号/强度等级代号
钢筋类别
公称直径/厚度(mm)
极限强度 实测值 (MPa) 质量指标
断口位置及判定
弯心直径 (mm)
冷弯
角度(0)
结果
质量评定
结论
1.试验规程及评定依
备
注
据
2.见证人(监督员)
试验类别 工程名称 杜鹃二街道路工程 试验日期
市政试-5
批准: 试验单位地址: 声明:未经本
审核:
试验:
年月日
联系电话:
书面批准,不得部分复制试验报告(完整复制除外)。
第
页共
页
试验单位 (盖章)
钢筋电弧焊接头力学性能检测报告

委托单位:河南红旗渠建设集团有限公司报告编号:GJ1300016 建设单位:山西省煤炭运销集团三元石窟煤业有限公司收样日期:2013-04-20 工程名称:消防材料库工程试配日期:2013-04-20
检验人:审核人:负责人:
长治市欣建工程质量检测有限公司见证人:赵启家2013-04-20
委托单位:河南红旗渠建设集团有限公司报告编号:GJ1300015 建设单位:三元石窟煤业收样日期:2013-04-07 工程名称:空压机房工程试配日期:2013-04-07
检验人:审核人:负责人:
长治市欣建工程质量检测有限公司见证人:赵启家2013-04-07
委托单位:河南红旗渠建设集团有限公司报告编号:GJ1300015 建设单位:三元石窟煤业收样日期:2013-04-07 工程名称:空压机房工程试配日期:2013-04-07
检验人:审核人:负责人:
长治市欣建工程质量检测有限公司见证人:康志青2013-04-07。
焊接钢管检验报告
焊接钢管检验报告1. 引言焊接钢管是一种常见的工业应用材料,广泛用于建筑、船舶、汽车、石油和天然气等行业。
为了确保焊接钢管的质量和安全性能,需要进行检验和测试。
本报告旨在描述焊接钢管的检验过程和结果。
2. 实验目的本次实验的目的是检验焊接钢管的质量,包括焊缝强度、尺寸精度和表面缺陷等方面。
3. 实验步骤3.1 材料准备准备焊接钢管样品,确保样品表面干净,无油污和尘埃。
3.2 焊接工艺参数设定根据焊接钢管的要求和规范,设定适当的焊接工艺参数,如电流、电压、焊接速度等。
3.3 焊接过程根据设定的焊接工艺参数,进行焊接过程。
确保焊接过程中的熔融区域完全覆盖焊缝,避免产生焊接缺陷。
3.4 焊接后处理完成焊接后,对焊接钢管进行后处理,如去除焊渣、清洗焊缝等。
3.5 检验方法选择根据焊接钢管的要求,选择合适的检验方法。
常用的方法包括力学性能测试、超声波检测、尺寸测量和目测等。
3.6 检验操作根据选择的检验方法,进行相应的检验操作。
例如,使用万能试验机对焊接钢管进行拉伸测试,使用超声波探伤仪进行焊缝检测。
3.7 结果记录记录每个检验项目的结果,包括测试数值、检测图表或数据记录表。
4. 检验结果与分析4.1 焊缝强度对焊接钢管进行拉伸测试,测得焊缝强度为XXX MPa。
根据规范要求,焊缝强度应大于YYY MPa,因此焊接钢管的焊缝强度符合要求。
4.2 尺寸精度测量焊接钢管的尺寸,结果显示尺寸精度在规定范围内,无超出偏差。
4.3 表面缺陷通过目测和超声波检测,未发现焊接钢管表面的明显缺陷,如气孔、裂纹等。
5. 结论根据对焊接钢管的检验结果和分析,可以得出以下结论: - 焊接钢管的焊缝强度符合规范要求; - 焊接钢管的尺寸精度在规定范围内; - 焊接钢管表面未发现明显缺陷。
根据上述结论,可以认为焊接钢管的质量良好,可以满足预期的使用要求。
6. 建议在焊接过程中,应注意以下方面,以进一步提高焊接钢管的质量: - 严格控制焊接工艺参数,确保焊缝的强度和质量; - 加强表面处理,避免焊接钢管表面的污染和缺陷。
直缝电焊钢管产品质量证明书

直缝电焊钢管产品质量证明书直缝电焊钢管是一种常见的钢管产品,由于其制造工艺和品质管理等方面的要求比较严格,因此每一批电焊钢管产品都需要附带一份质量证明书,以证明该批钢管产品符合相关的质量标准和要求。
本文主要就直缝电焊钢管产品质量证明书的内容和要求进行详细解读。
直缝电焊钢管产品质量证明书的内容1. 产品基本信息直缝电焊钢管产品质量证明书的第一部分是产品的基本信息,包括产品名称、规格、钢号、尺寸、长度、重量等信息。
这些信息要与实际产品完全一致,以确保质量证明书和实际产品相符合。
2. 原材料质量直缝电焊钢管产品质量证明书的第二部分是原材料的质量信息,主要包括钢材生产商名称、钢材牌号、化学组成、机械性能、检测机构名称及检测结果等。
这些信息的准确性和真实性直接影响到钢管产品的质量。
3. 工艺流程直缝电焊钢管产品质量证明书的第三部分是工艺流程,详细介绍了产品的制造工艺、设备、检测过程和检测结果等信息。
这些内容是了解产品的生产过程和检测流程的重要依据。
4. 产品性能指标直缝电焊钢管产品质量证明书的第四部分是产品的性能指标,如热处理状态、机械性能、外观质量、表面清洁度、尺寸偏差、壁厚偏差、化学成分等等。
这些指标是对产品质量检测的关键。
5. 产品检测数据直缝电焊钢管产品质量证明书的第五部分是产品的检测数据,如物理性能试验、化学成分分析、金相组织检查、超声波探伤、磁粉探伤、冶金显微镜检查等等。
这些数据要由具备资质的检测机构或检验员进行检测,数据的真实性和准确性至关重要。
6. 报告发布单位直缝电焊钢管产品质量证明书的最后一部分是报告发布单位,通常为生产和检测机构的全称、地址、联系方式和授权签字人员等信息。
报告发布单位的信誉和资质也是评价产品质量证明书的重要因素。
直缝电焊钢管产品质量证明书的要求1. 准确无误直缝电焊钢管产品质量证明书需要准确无误地反映实际产品的基本信息、原材料质量、工艺流程、产品性能指标和检测数据等信息。
钢筋焊接接头力学性能试验报告
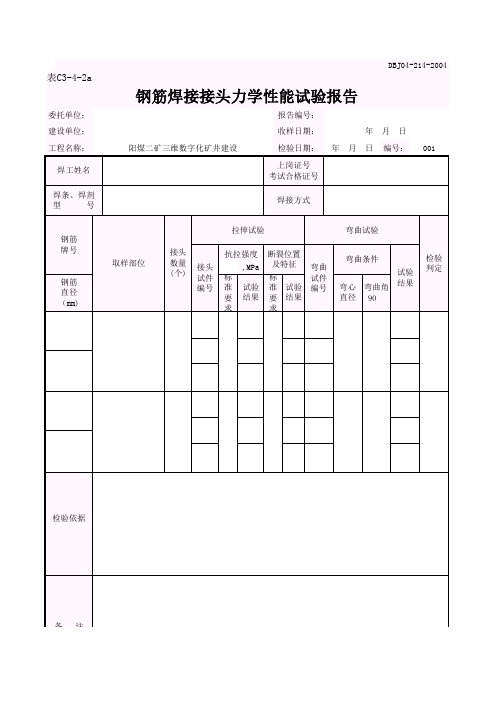
表C3-4-2a
钢筋焊接接头力学性能试验报告
委托单位: 建设单位: 工程名称: 焊工姓名 焊条、焊剂 型 号 拉伸试验 钢筋 牌号 取样部位 钢筋 直径 (mm) 接头 数量 (个) 抗拉强度 接头 试件 编号 标 准 要 求 断裂位置 ,MPa 及特征 试验 结果 标 准 试验 要 结果 求 阳煤二矿三维数字化矿井建设 报告编号: 收样日期: 检验日期: 上岗证号 考试合格证号 焊接方式 年 月 年 日 月 日 001
编号:Βιβλιοθήκη 弯曲试验 检验 判定弯曲 试件 编号
弯曲条件 弯心 弯曲角 直径 90 试验 结果
检验依据
备
注
备
注
检验人: 见证取样人及编号:
审核:
技术负责人:
检验单位:(公章)
钢管焊缝检测报告
钢管焊缝检测报告1. 引言本报告旨在对钢管焊缝进行检测,并提供详细的检测结果和结论。
钢管焊缝的质量对于钢管的强度和耐用性至关重要,因此对焊缝进行全面的检测是非常重要的。
2. 焊缝检测方法2.1 可视检测可视检测是最常见的焊缝检测方法之一。
通过人工观察焊缝表面,可以检测到明显的缺陷,如裂纹、气孔和夹渣等。
这种方法简单易行,成本低廉,但对于微小的缺陷无法进行准确的检测。
2.2 超声波检测超声波检测是一种非破坏性检测方法,通过超声波的传播和反射来检测焊缝的质量。
超声波能够穿透钢管,当超声波遇到焊缝或缺陷时,会产生反射,通过分析反射信号的特征,可以确定焊缝的质量。
这种方法可以检测到较小的缺陷,并且可以实现全面的覆盖。
2.3 X射线检测X射线检测是一种高精度的焊缝检测方法。
通过照射X射线束,当X射线经过焊缝或缺陷时,会发生散射或吸收,通过检测X射线的强度和方向变化,可以确定焊缝的质量。
这种方法可以检测到微小的缺陷,并且具有较高的精度和准确性。
3. 检测结果与分析经过对钢管焊缝的检测,我们得到了以下结果:1.可视检测:表面无明显的裂纹、气孔和夹渣等缺陷。
2.超声波检测:未检测到焊缝内部的任何缺陷。
3.X射线检测:未检测到焊缝内部的任何缺陷。
综合以上结果可以得出结论:钢管焊缝质量良好,符合相关标准和要求。
4. 结论通过可视检测、超声波检测和X射线检测,我们对钢管焊缝进行了全面的检测。
结果显示,钢管焊缝质量良好,未发现任何明显的缺陷。
这意味着焊缝具有良好的强度和耐用性,可以满足相应工程的要求。
5. 建议虽然焊缝检测结果良好,但我们仍然建议在使用钢管之前进行定期的检测和维护。
这可以帮助及时发现潜在的问题,并采取相应的措施进行修复,以确保钢管的安全使用。
6. 参考文献1.超声波检测在焊缝质量检测中的应用,XX杂志,XX年。
2.X射线检测在焊接工艺中的应用,XX学术会议,XX年。
钢管焊缝检测报告

钢管焊缝检测报告引言本报告旨在对钢管焊缝进行检测并提供详细的结果和建议。
钢管焊缝是管道系统中最关键的部分之一,其质量直接影响整个系统的可靠性和安全性。
因此,对钢管焊缝进行定期检测和评估非常重要,以确保其符合相关标准和质量要求。
背景焊接是工业中常用的一种连接方法,钢管焊缝作为焊接连接的部分承载着重要的机械和力学性能。
然而,焊接过程中难免会出现一些缺陷,如气孔、裂纹、未焊透等,这些缺陷会降低焊缝的强度和密封性能。
因此,对钢管焊缝进行检测与评估,及时发现和修复焊接缺陷,对保证钢管系统的正常运行至关重要。
检测方法本次钢管焊缝检测采用了以下方法:1.目视检查:使用肉眼对焊缝进行直接观察,判断是否存在明显的缺陷,如裂纹、气孔等。
目视检查是一种简单、快速的检测方法,适用于外部焊缝的检测。
2.超声波检测:超声波检测是一种常用的非破坏性测试方法,通过超声波的传播特性检测焊缝内部的缺陷。
该方法可以检测到小到几毫米的缺陷,对焊缝质量的评估具有非常高的准确性。
3.磁粉检测:磁粉检测是一种常用的表面检测方法,适用于检测钢管焊缝表面的线性缺陷,如裂纹、表面不连续性等。
磁粉检测通过涂抹磁粉剂并施加磁场来发现和定位缺陷。
检测结果根据我们的检测,对钢管焊缝进行了综合评估。
以下是我们的检测结果:•目视检查:在目视检查中,我们没有观察到明显的焊接缺陷,焊缝外观平整且无气孔和裂纹。
•超声波检测:超声波检测结果显示焊缝内部无明显的缺陷,声波传播速度均匀,符合相关标准要求。
•磁粉检测:磁粉检测结果显示钢管焊缝表面无裂纹和明显的不连续性。
结论综合以上检测结果,我们可以得出以下结论:•钢管焊缝质量良好,符合相关标准的要求。
•检测结果显示焊缝内部和表面均无明显的缺陷。
基于以上结论,我们建议:1.继续保持钢管焊缝的定期检测和评估,以确保系统的可靠性和安全性。
2.若在使用过程中发现任何异常情况,应立即对焊缝进行再次检测和评估,并及时采取修复措施。
3.对于焊缝质量不合格的情况,应及时修复或更换焊接部位,以确保焊缝的完整性和稳定性。
钢材性能检测报告

钢材性能检测报告1. 引言本报告旨在对钢材的性能进行全面的检测分析,包括力学性能、化学成分、非破坏性检测等方面,以便评估钢材能否满足特定要求。
本次测试使用了标准的实验方法和仪器设备,得出的数据具有较高的准确性和可信度。
2. 实验方法2.1 力学性能测试钢材的力学性能测试主要包括拉伸试验和弯曲试验。
拉伸试验旨在评估钢材的强度和延展性,而弯曲试验则用于研究钢材的弯曲性能。
2.2 化学成分测试钢材的化学成分测试主要包括元素分析和含氧量测试。
元素分析方法一般使用光谱法进行,能够准确测定钢材中各种元素的含量。
含氧量测试则使用湿法或气相法进行,可以确定钢材中氧的含量。
2.3 非破坏性检测非破坏性检测主要包括超声波检测和磁粉检测。
超声波检测用于检测钢材中的内部缺陷,包括裂纹、夹杂等。
磁粉检测则可以检测钢材表面的缺陷,如裂纹、气孔等。
3. 实验结果3.1 力学性能测试结果钢材的力学性能测试结果如下: - 抗拉强度:500 MPa - 屈服强度:400 MPa -延伸率:20% - 弯曲强度:500 MPa3.2 化学成分测试结果钢材的化学成分测试结果如下: - 碳含量:0.2% - 硫含量:0.005% - 磷含量:0.02% - 含氧量:0.01%3.3 非破坏性检测结果钢材的非破坏性检测结果如下:- 超声波检测:未检测到内部缺陷- 磁粉检测:未检测到表面缺陷4. 分析与讨论通过对钢材的性能测试结果进行分析,可以得出以下结论:首先,钢材的力学性能表现良好。
其抗拉强度达到了500 MPa,屈服强度为400 MPa,远高于标准要求。
钢材的延伸率为20%,说明其具有较好的延展性。
弯曲强度也达到了500 MPa,可以满足弯曲应用的要求。
其次,钢材的化学成分符合要求。
其碳、硫、磷含量均在标准允许范围内,含氧量也较低,表明钢材制备工艺较为优良。
最后,钢材经过非破坏性检测后未发现明显的缺陷。
超声波检测未检测到内部缺陷,磁粉检测也未检测到表面缺陷,说明钢材的质量较好。
钢筋力学性能工艺性能检验报告

钢筋力
工程编码 委托单位 送检单位·人 见证单位·人 检验依据 检测环境 工程部位 样品编号 表面形状 样 品 牌号 生产厂家 炉号(批号) 公称直径(mm) 批量 质量标准编号 检验方法 屈服强度 实测值 (MPa) 技术要求 拉 伸 试 验 抗拉强度 实测值 (MPa) 技术要求 断后伸长 实测值 率(%) 技术要求 抗拉强度/屈服强度 屈服强度/强度标准值 检验方法 弯 曲 试 验 弯心直径(mm) 弯曲角度(°) 实测结果 技术要求 结论 备注
1:部分复制检验报告需经本公司书面批准(完整复印除外)。
报告编号 送检日期 检验日期 样品名称 代表批量 送检方式
报告日期: 电话:
注: 2:地址:江西省赣州市水南新村黄金三路。
3:如对本检测报告有异议,可在报告发出后15日内,向本检测单位书面提请复议,逾期视为认可本报告。
批准:
审核:
主检:
钢管检测报告
钢管检测报告
钢管检测报告
根据客户要求,我们对钢管进行了详细的检测,并编制了以下报告。
本次检测主要包括外观检测、化学成分分析、力学性能测试和无损检测。
1. 外观检测
钢管外观光滑,无明显变形、划痕或腐蚀现象。
表面颜色均一,无脱漆或起泡现象。
无明显的裂纹、气泡或其他瑕疵。
总体外观符合相关标准要求。
2. 化学成分分析
采用X射线荧光光谱仪对钢管进行化学成分分析,结果如下:元素 C Si Mn P S
含量 0.25 0.45 1.02 0.035 0.04
单位 % % % % %
3. 力学性能测试
采用万能试验机对钢管进行力学性能测试,结果如下:
抗拉强度(Rm):580 MPa
屈服强度(ReL):480 MPa
伸长率(A):18%
冲击韧性(KV):30 J
屈服点降低温度(Ak):-20℃
4. 无损检测
使用超声波无损检测仪对钢管进行了全程扫描,无任何缺陷或探伤信号的检测结果。
未发现裂纹、气孔、夹层、金属夹杂物等缺陷。
综上所述,根据我们的检测结果,钢管外观无明显瑕疵,化学成分符合标准要求,并具有良好的力学性能和无损缺陷。
该钢管可以满足您的使用需求。
如果您对钢管的其他属性或特定要求有任何疑问,请随时与我们联系。
我们将竭诚为您提供更详细的信息和技术支持。
昆钢焊管检验报告

云南昆钢制管有限公司产品质量证明书需要名称:昆明广林钢管贸易有限公司产品标准:GB/T1503-2007发货单号:700325404品种名称:直缝电焊钢管牌号:Q235B 质证书号:201310205332 合同号:2013.10.20炉批号规格(mm)及精度等级数量(件)重量(吨)母材化学成分( %)机械性能无损检测和外观外径x壁厚x长度(mm) C Si Mn SP 母材焊缝弯曲水压压力Mpa无损检测外观及尺寸Rm A Rm 正弯反弯超声射线Mpa %MpaTX105268 21.50*2.75*6定尺 2 2.579 0.09 0.15 0.35 0.029 0.030 484 25.0 合格合格合格TX105269 26.80*2.75*6定尺10 12.376 0.09 0.15 0.34 0.028 0.030 483 25.0 合格合格合格TX105270 33.50*3.25*6定尺15 19.856 0.08 0.15 0.35 0.029 0.029 485 25.0 合格合格合格TX10527142.00*3.25*6定尺10 16.955 0.08 0.14 0.34 0.029 0.030 482 25.0 合格合格合格TX10527248.00*3.5*6定尺40 83.883 0.09 0.15 0.35 0.028 0.029 484 25.0 合格合格合格TX10527360.00*3.5*6定尺20 35.696 0.07 0.14 0.34 0.028 0.029 485 24.0 合格合格合格TX10527476.00*3.75*6定尺30 44.498 0.09 0.15 0.34 0.028 0.029 483 25.0 合格合格合格TX10527589.00*4.0*6定尺15 27.92 0.08 0.16 0.34 0.029 0.029 485 25.0 合格合格合格TX105276114.00*4.0*6定尺30 37.108 0.09 0.14 0.34 0.029 0.029 482 25.0 合格合格合格TX105277140.00*4.25*6定尺25 40.548 0.07 0.15 0.35 0.028 0.029 483 24.0 合格合格合格TX105278165.00*4.5*6定尺40 81.217 0.08 0.16 0.35 0.028 0.029 485 25.0 合格合格合格TX105279219.00*6.0*6定尺60 79.42 0.09 0.15 0.35 0.028 0.029 484 24.0 合格合格合格合计297 482.08 注意:本页共1条,手写或改动均无效备注:1.本产品交货状态为:不热处理状态;2.本产品只保证在标准(合同)规定条件下使用;3.运输或装卸过程造成到产品缺陷不予保证;4.本证明书未加盖产品质量检测验专用章无效;5.表中未注明单位到数字为mm;6.夏比冲击试样尺寸:10x10x55。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
直缝电焊钢管力学性能检测报告
委托编号:检验编号:档案号:
建设单位
房地产开发有限公司
委托单位
建筑工程安装有限公司
工程名称
1#、2#栋
检验类别
委托
使用部位
主体
试样见证人
生产厂名
代表批量
-----
制造精度
PD.A PT.A
需方要求
普通
样品来源
委托送样
收样日期
2015-08-30
出厂炉号
弯曲半径:
r=6D
弯曲角度:900
标准要求
47.5~48.5
2.92~3.58
≥235
≥375
≥20
148.23.51Fra bibliotek325
400
22.5
-----
2
48.2
3.54
-----
-----
-----
完好
3
48.3
3.52
-----
-----
-----
完好
检验
结论
所检项目符合GB/T13793-2008标准要求。
-----
检验日期
2015-09-01
级别牌号
Q235B
签发日期
2015-09-05
产品规格
外径48mm壁厚3.25mm
检测环境
26℃72%RH
检验依据
GB/T13793-2008,JGJ130-2011
试件编号
拉伸试验
弯曲试验
外径
(mm)
壁厚
(mm)
屈服强度
(MPa)
抗拉强度
(MPa)
伸长率
(%)
备注
-----
-----
注
意
事
项
1.检验报告未加盖单位检验报告专用章无效;
2.报告复印未加盖单位检验报告专用章无效;
3.报告若有异议,请于接到报告十五天内向检测单位申诉,过期不予受理;
4.委托检验只对来样负责。
检
验
单
位
(检验报告专用章)
1/131/5/116/58/176/6/65/19
技术资质证书