CL-0016 410 热处理工艺卡
热处理工艺卡
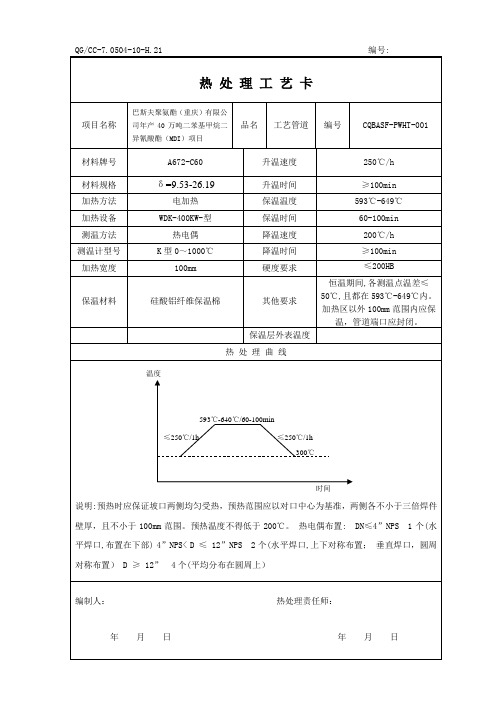
热 处 理 工 艺 卡项目名称巴斯夫聚氨酯(重庆)有限公司年产40万吨二苯基甲烷二异氰酸酯(MDI )项目品名 工艺管道 编号 CQBASF-PWHT-001材料牌号 A672-C60升温速度 250℃/h 材料规格 δ=9.53-26.19升温时间 ≥100min 加热方法 电加热 保温温度 593℃-649℃ 加热设备 WDK-400KW-型 保温时间 60-100min 测温方法 热电偶 降温速度 200℃/h 测温计型号 K 型0~1000℃降温时间 ≥100min加热宽度100mm硬度要求≤200HB保温材料 硅酸铝纤维保温棉其他要求恒温期间,各测温点温差≤50℃,且都在593℃-649℃内。
加热区以外100mm 范围内应保温,管道端口应封闭。
保温层外表温度 热 处 理 曲 线说明:预热时应保证坡口两侧均匀受热,预热范围应以对口中心为基准,两侧各不小于三倍焊件壁厚,且不小于100mm 范围。
预热温度不得低于200℃。
热电偶布置: DN ≤4”NPS 1个(水平焊口,布置在下部) 4”NPS< D ≤ 12”NPS 2个(水平焊口,上下对称布置; 垂直焊口,圆周对称布置) D ≥ 12” 4个(平均分布在圆周上)编制人: 热处理责任师:593℃-640℃/60-100min300℃时间温度≤250℃/1h≤250℃/1h热 处 理 工 艺 卡项目名称巴斯夫聚氨酯(重庆)有限公司年产40万吨二苯基甲烷二异氰酸酯(MDI )项目品名 工艺管道 编号 CQBASF-PWHT-002材料牌号 A106-B升温速度 250℃/h 材料规格 δ=4.78-9.53升温时间 ≥100min 加热方法 电加热 保温温度 620℃-649℃ 加热设备 WDK-400KW-型 保温时间 60-100min 测温方法 热电偶 降温速度 200℃/h 测温计型号 K 型0~1000℃降温时间 ≥100min 加热宽度100mm硬度要求≤200HB保温材料 硅酸铝纤维保温棉 其他要求恒温期间,各测温点温差≤50℃,且都在593℃-649℃内。
ASME 热处理工艺卡(模拟)PDF.pdf

2. 应安装由 2 个窄条固定的 6 支铠装热电
偶。窄条厚 3mm,宽 40mm,见右图。
3. 窄条由螺栓锁紧和固定,每个窄条上所
安装的 3 个铠装热电偶头,被紧固在容
器的上、中和下部,如右图所示。
1. The heat treatment is Performed in
compliance with XXX0901-2009(Heat
treatment for pressure vessels).
2. 9 armoured thermocouple shall be
fixed by 2 strips separately,
Thickness is 3mm width is 40mm,See
the sketch on right.
Remark: 编制(热处理工程师)
Prepared by
strip.See the sketch on right.
(H.T Eng.)
批准(技术部长) Approved by
(Manager of Technology Dept.o. 9-1 Rev. 0)
1
XXX
热处理工艺卡 Heat Treatment Instruction
工艺卡编号 Doc. No.
HTI12-01
第 1 页共 1 页
Page 1 of 1
工程项目名称 Project Name
件号 Part No.
材料 Material
说明: Detail:
NA 15CrMoG
/ 零部件名称 Part Name 最大厚度 mm Max. THK.
产品编号 Product No
GJ12-02
热处理工艺数据表
备注
产品
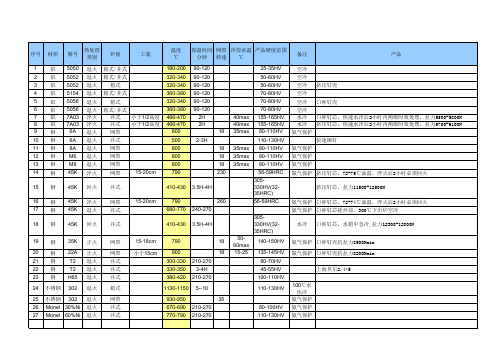
铝 铝 铝 铝 铝 铝 铝 铝 钢 钢 钢 钢 钢 钢 钢 钢 钢 钢 钢 钢 铜 铜 铜 不锈钢
箱式/井式 箱式/井式 箱式 箱式/井式 箱式 箱式/井式 井式 井式 网带 井式 网带 网带 网带 网带 井式 网带 井式 井式 网带 网带 井式 井式 井式 箱式 网带 井式 井式 15-18cm 小于15cm 15-20cm 15-20cm 小于 1/2高度 淬火 退火 退火 退火 退火 退火 淬火 回火 淬火 退火 回火 正火 正火 退火 退火 退火 退火 退火 退火 退火
炉别
工装
温度 ℃ 180-200 320-340 320-340 360-380 320-340 360-380
保温时间 网带 冷却水温 产品硬度范围 分钟 转速 ℃ 90-120 90-120 90-120 90-120 90-120 90-120 2H 2H 18 2-3H 18 18 18 230 3.5H-4H 260 240-270 3.5H-4H 18 210-270 3-4H 210-270 5--10 35 210-270 210-270 80-100HV 110-130HV 15-25 305-330HV(3218 50-60max 140-150HV 135-145HV 60-70HV 45-55HV 100-110HV 35max 35max 35max 40max 40max 35max 25-35HV 50-60HV 50-60HV 70-80HV 70-80HV 70-80HV 155-165HV 155-165HV 80-110HV 110-130HV 80-110HV 80-110HV 80-110HV 56-59HRC
空冷 空冷 空冷 空冷 空冷 空冷 水冷 水冷 氨气保护 快速铆钉 氨气保护 氨气保护 氨气保护 口杯钉芯,快速水冷后2小时内两级时效处理,拉力5500-5800N 挤压钉芯,快速水冷后2小时内两级时效处理,拉力5700-6100N 口杯钉壳 挤压钉壳
热处理工艺卡
母材金属:12Cr1MoVG
厚度:Φ219×22
填充材料:ER55-B2MnV/E5515-B2-V
其它:Φ2.4 /Φ3.2
热处理加热曲线图:
热处理前检查:焊缝表面清理打磨、加热设备和热电偶的位置及固定
热处理中检查:通过仪表、电表检测
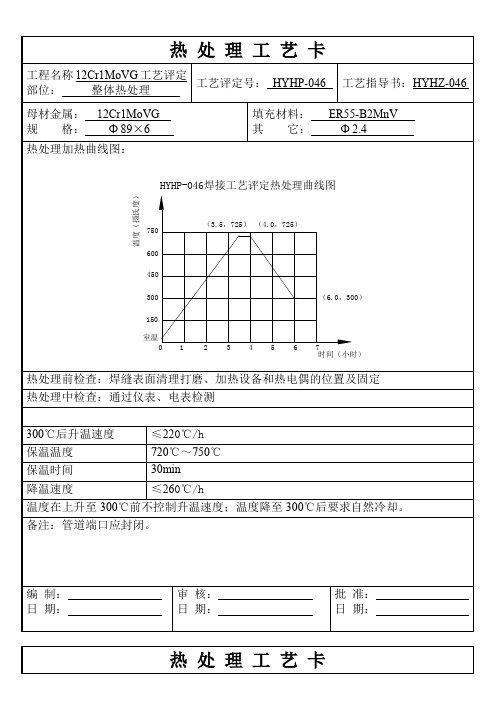
300℃后升温速度
≤220℃/h
保温温度
300℃后升温速度
≤220℃/h
保温温度
720℃~750℃
保温时间
30min
降温速度
≤260℃/h
温度在上升至300℃前不控制升温速度;温度降至300℃后要求自然冷却。:
审核:
日期:
批准:
日期:
热处理工艺卡
工程名称12Cr1MoVG工艺评定
部位:整体热处理
工艺评定号:HYHP-047
720℃~750℃
保温时间
80min
降温速度
≤260℃/h
温度在上升至300℃前不控制升温速度;温度降至300℃后要求自然冷却。
备注:管道端口应封闭。
编制:
日期:
审核:
日期:
批准:
日期:
热处理工艺卡
工程名称12Cr1MoVG工艺评定
部位:整体热处理
工艺评定号:HYHP-046
工艺指导书:HYHZ-046
母材金属:12Cr1MoVG
规格:Φ89×6
填充材料:ER55-B2MnV
其它:Φ2.4
热处理加热曲线图:
热处理前检查:焊缝表面清理打磨、加热设备和热电偶的位置及固定
热处理中检查:通过仪表、电表检测
CL-0012 4130 热处理工艺卡
工
序
内
容
设
备
装炉方式及 工装编号
装炉 温度 (oC) 300 200
加热 温度 (oC) 860 660
加热 时间 (h)
保温 时间 (h) 1.5.
冷 介质
却 时间 (s) 2 3
温度 (oC) >38 常温
工时 (h)
将工件装入炉中,升温至 860℃±10℃;保温 1.5.小时 将工件装入井式炉中,升温至 660±10℃;保温 3 小时 出炉空冷 检验硬度.机械性能
共 零件重量 检
1
页
第 1 页
材料牌号 工艺路线 硬化层深度 油淬 660±10℃ 空冷 机械性能 硬 度
验
方
法
HB197-235
布氏硬度计 拉伸试验机 冲击试验机
金相组织
σb586 σs414 δ18%
ψ35%
J AK 29 C 20
0:
1.5.小时
3 小时
时间 允许变形量
工 序 号 1 2 3 4 5 出炉油淬至常温
共 零件重量 检
1
页
第 1 页
材料牌号 工艺路线 硬化层深度 油淬 660±10℃ 空冷 机械性能 硬 度
验
方
法
HB197-235
布氏硬度计 拉伸试验机 冲击试验机
金相组织
σb586 σs414 δ18%
ψ35%
J AK 29 C 20
0:
2 小时
3 小时
时间 允许变形量
工 序 号 1 2 3 4 5 出炉油淬至常温
工
序
内
容
设
备
装炉方式及 工装编号
装炉 温度 (oC) 300 200
焊接热处理工艺卡
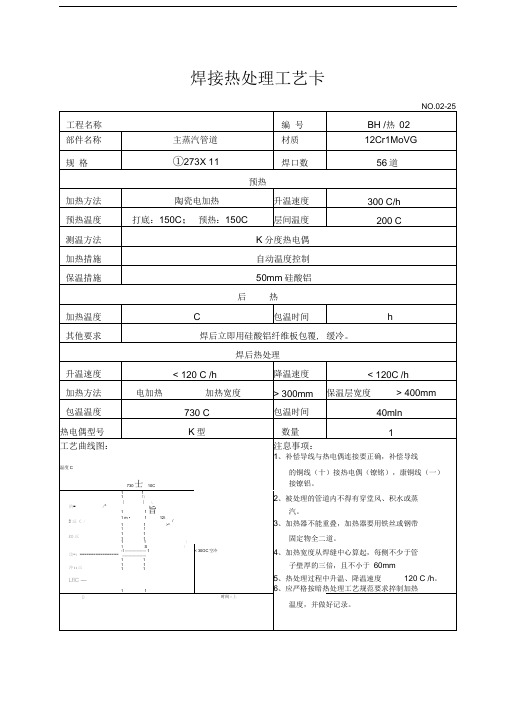
规 格
①219X 9
焊口数
66
预热
加热方法
陶瓷电加热
升温速度
120 C/h
预热温度
打底:150C;
预热:150C
层间温度
200 C
测温方法
K分度热电偶
加热措施
自动温度控制
保温措施
50mm硅酸铝
后;
加热温度
C
包温时间
h
其他要求
焊后立即用硅酸铝纤维板包覆,
温度C
的铜线(十)接热电偶(镣铭),康铜线(一)
730士10C
接镣铝。
11
11\
||\
2、被处理的管道内不得有穿堂风、积水或蒸
的-/h
11旨
1 m •112)
I 40min |c,
汽。
B三 </
/
11>h
11
3、加热器不能重叠,加热器要用铁丝或钢带
£0三
11
11
11\
固定物全二道。
攻-:
1S\
-11
.
12、 应产核拷昭执朴理「尹抑弗■勇求排制加执
0
时间
温度,并做好记录。
焊接热处理工艺卡
工程名称
编号
HN/SH-热02
部件名称
向空排汽管道
材质
12Cr1MoVG
规 格
①108X 10
焊口数
4(含①108X 1。①76X6三通)
预热
加热方法
陶瓷电加热
升温速度
300 C/ h
预热温度
打底:150C;预热:150C
焊接热处理工艺卡
NO.02-25
工程名称
管道热处理工艺卡

安全事项: 为确保热处理工作顺利进行,设置指挥、工艺控制、质量巡检、安全防护等小组,所有相关人员必
须经过相应的技术、安全交底,并能够履行岗位职责,明确作业风险。按照现场作业申请相应的作业许 可,使用相应的劳保。现场消防,用电等符合安全要求。高危区域放置警示牌、灭火器等;高处作业、 夜间作业符合项目安全管理规定。设置应急小组,并制定救援计划,应对突发安全事故的发生。
编制: 日期:
审核: 日期:
批准: 日期:
编制: 日期:
审核: 日期:
批准: 日期:
热处理工艺卡
编号:HTI-002-2
工程名称
分项名称
工艺管道焊后热处理
规格
23mm<δ≤30mm 普通碳钢
材质
热处理参数: 升温速度:170℃/h;恒温温度:600-650℃;恒温时间:72 分钟;降温速度:216℃/h 300℃以下不控制升降温速度,但是需要保温冷却。热处理曲线如下:
采用 K 型铠装热电偶进行测温,热电偶头部贴紧焊缝,用 16#铁丝捆扎牢固,尾部在保温范围以 外,热电偶信号通过补偿导线连接到热处理机。热处理焊道公称直径小于或等于 300mm 时,测温点不应 少于一个;公称直径大于 300mm 时,测温点不应少于 2 个。
热处理的实际工艺参数采用自动平衡记录仪进行记录。
编制: 日期:
审核: 日期:
批准: 日期:
热处理工艺卡
编号:HTI-004
工程名称
分项名称
工艺管道焊后热处理
规格
2.87mm≤δ≤16mm
材质
12Cr5Mo、5Cr
热处理参数: 升温速度: 220℃/h;恒温温度:750-780℃;恒温时间: 120 分钟;降温速度: 260℃/h。 300℃以下不控制升降温速度,但是需要保温冷却。热处理曲线如下:
热处理工艺卡

热处理工艺卡工程项目国电英力特宁东 2×330MW 机组热电联产工程工件名称后烟井下环形集箱焊口编号1W217-2 1~6管子规格Φ 324×55热处理方法 柔性陶瓷电加热管子材质SA106B日期2011.06.27预热温度: Ws:150℃;Ds:180℃升温速度:110℃/h,恒温温度:630℃,恒温时间:2.25h,降温速度:110℃/h焊接热处理简图温度℃150~200℃ 100~150℃630℃/2.25h 110℃/h110℃/h300 ℃ 以 下 可不控温氩弧焊电弧焊热处理升温、恒温、降温时间 h1、热电偶布置图:焊口均为吊口(5G)用一组 2 片 500×400 的履带式 加热器加热,每片 10KW,每片加热器用一只热电偶控温。
2、用储能式点焊机将热电偶电焊于焊缝中间如图所示的位置 ,且在热电偶丝点焊端用 4cm2 大小保温棉把热电偶与加热器 隔绝,保证测温准确可靠。
3、保证加热器紧贴管道外壁,用 16#铁丝将加热器紧固 3~5 圈。
加热器不能重叠、交叉,且金属材料不得与加热丝相接触。
4、补偿导线与热电偶线连接时,必须保证极性正确,连接可靠。
5、保温宽度每侧不得小于管子壁厚的 5 倍,最少比加热器增 宽 100mm,以减少温度梯度。
6、热处理过程中定期巡视,发现问题及时处理。
严格按工艺卡要求进行施工,走安全通道,高空作业系挂好安全带,热处理结束及时打扫场 地,做到工完、料尽、场地清。
做好热处理全过程温度记录,及时进行硬度检验。
制卡人热处理负责人热处理工艺卡工程项目国电英力特宁东 2×330MW 机组热电联产工程工件名称后烟井上集箱焊口编号1W217-1 1~4管子规格Φ 324×50热处理方法 柔性陶瓷电加热管子材质SA106B日期2011.06.27预热温度: Ws:150℃;Ds:180℃升温速度:120℃/h,恒温温度:630℃,恒温时间:2h,降温速度:120℃/h焊接热处理简图温度℃150~200℃ 100~150℃630℃/2h 120℃/h120℃/h300 ℃ 以 下 可不控温氩弧焊电弧焊热处理升温、恒温、降温时间 h1、热电偶布置图:焊口均为吊口(5G)用一组 2 片 500×400 的履带式 加热器加热,每片 10KW,每片加热器用一只热电偶控温。
CL-0005 4130钢热处理工艺作业指导书
4.2 非承压件螺栓、螺母热处理试验状态是淬火及高温回火 4.3 试验状态 正火+淬火+高温回火
材料 4130
温度 ℃
880 ~ 910
正火 保温 时间 min
(1.6~ 1.8)L
冷却 方式
室冷
温度 ℃
淬火 保温 时间 min
冷却 方式
850
(1.8~
~
油淬
2.0)L
870
* L 为本体的有效截面(mm2)
更改码 C/0
第 4页 共 5 页
4130 热处理作业指导书
文件编号:CL-0005 受控编号:
免受炉子环境的影响 10.1.2热处理必须放置炉子的工作区内并依靠适当的保护装置的保护使
其不受炉内气氛的侵蚀 10.1.3精度
用于热处理的控制记录仪表的满量程误差应不得大于±1% 10.2 热处理设备的检定
10.2.1质量保证部负责制定热处理检测设备《周期检定计划表》 10.2.2车间管理员按《周期检定计划表》外送有资格的检验单位检定 10.2.3热处理加热设备定期检测维护保养,按 PM/QR09-323《热处理设备
热处理工艺卡
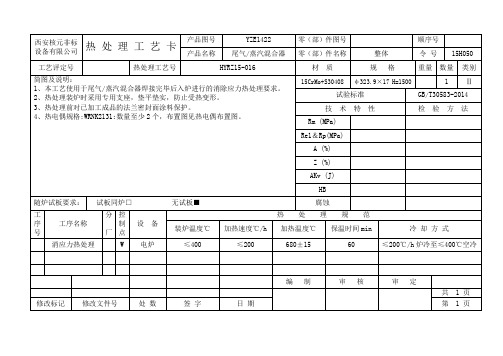
HB
随炉试板要求:
试板同炉□ 无试板■
腐蚀
工序号
工序名称
分
厂
控制点
设 备
热 处 理 规 范
装炉温度℃
加热速度℃/h
加热温度℃
保温时间min
冷 却 方 式
消应力热处理
W
电炉
≤400
≤200
680±15
60
≤200℃/h炉冷至≤400℃空冷
编 制
审 核
审 定
共 1 页
修改标记
修改文件号
处 数
类别
简图及说明:
3、本工艺使用于开工喷射器中15CrMo锻件、接管焊接后在表面温度低于预热温度前需进行的焊后消氢热处理要求。
4、履带电热器的宽度不小于200mm,包裹所有的焊缝区域,热电偶紧贴在焊缝上,用保温棉与加热带隔开,加热带外部采用硅酸铝纤维保温。
3、记录和保存热处理原始记录。
。
15CrMo+S30408
1
Ⅱ
试验标准
GB/T30583-2014
技 术 特 性
检 验 方 法
Rm (MPa)
Re1&Rp(MPa)
A (%)
Z (%)
AKv (J)
HB
随炉试板要求:
试板同炉□ 无试板■
腐蚀
工序号
工序名称
分
厂
控制点
设 备
热 处 理 规 范
装炉温度℃
加热速度℃/h
加热温度℃
保温时间min
冷 却 方 式
消氢处理
类别
简图及说明:
1、本工艺使用于尾气/蒸汽混合器焊接完毕后入炉进行的消除应力热处理要求。
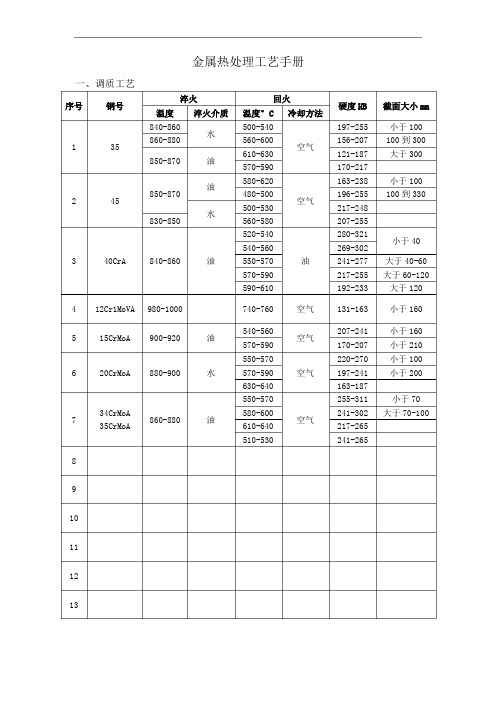
金属热处理工艺手册
油 空气 空气
31-35 36-40 41-45 36-40 41-45 46-50 43-49 35-42
小件空冷
淬火后硬度 HRc52-60
淬火后硬度 HRc52-60
精心搜集整理,只为你的需要
860-880
油
空气
35CrMoA
610-640
217-265
510-530
241-265
8
9
10
11
12
13
钢的淬火和回火工艺
序号 1 2 3 4
钢号 35 45 60 85
淬火
回火
硬度 HRC
温度 淬火介质 温度°C 冷却方法
840-860 盐水
200-250
空气
≥40
820-840 盐水
350-400 180-250
油
空气
570-590
170-207 小于 210
550-570
220-270 小于 100620CrMoA 8 Nhomakorabea0-900
水
570-590
空气
197-241 小于 200
630-640
163-187
550-570
255-311
小于 70
34CrMoA
580-600
241-302 大于 70-100
7
空气
40-45
810-830
水
340-360
空气
≥45
800-820
水
400-440
空气
37-42
备注
5
35CrMoA 870-890
油
180-200
空气
热处理工艺卡

预热 焊接
审核:
最终热处理
时间 (h)
批准:
材质
安徽电力建设第二工程公司
热处理工艺卡
SA-335T/P91 预热
APCC2-RCL-004
依据的 PQR 编号 APCC-PQR-074,115
加热方法
电阻加热(火焰加热)
升温速度 ≤6250/δ℃/h(δ=管子壁厚)
预热温度 测温方法
150~300℃
加热措施
加热宽度应从对口中心开始,每侧不少于焊件厚度的 3 倍,且不小于 100mm。
其他要求
当管子外径小于 219mm 且壁厚小于 20mm 时,预热加热方法可采用火焰加热。
后热
(当壁厚≥70mm 时,焊接至 20mm 后进行根层探伤前或厚壁管中断焊接后)
加热温度
300~400℃
恒温时间
2h
焊后热处理
审核:
批准:
安徽电力建设第二工程公司
热处理工艺卡
APCC2-RCL-005
依据的 PQR 编号
材质
SA-335P11 与 12Cr1MoVG
APCC-PQR-099
预热
加热方法
电阻加热
升温速度 ≤6250/δ℃/h(δ=筒身壁厚)
预热温度
150~250℃
层间温度
150~300℃
测温方法
K 型热电偶测温,热电偶捆扎在坡口边缘。
后热
(当壁厚≥70mm 时,焊接至 20mm 后进行根层探伤前或厚壁管中断焊接后)
加热温度
300~400℃
恒温时间
2h
焊后热处理
壁厚δ 升降温速度℃/h 恒温温度℃
恒温时间 h
加热宽度 mm 保温宽度 mm
压力容器热处理工艺卡片

编制人:年月日审核人:年月日
热处理工艺卡
共1页第1页
产品名称
二级分液罐
材料牌号
Q345R+S32168
产品规格
δ10+3
工艺过程卡编号
—
零件名称
—
零件规格
—
材料编号
—
制造编号
R12-25~26
热处理后
性能
σsMPa
σbMPa
δ%
ψ
AkvJ
硬度
冷变型
—
—பைடு நூலகம்
—
—
—
≤217HBW
—
热处理类别
设备
热处理规范
随炉试板
炉内PWHT
□炉外PWHT
□局部PWHT
□分段PWHT
热处理炉
入炉温度
(℃)
升温速度
(℃/h)
保温温度
(℃)
保温时间
(h)
降温速度
(℃/h)
冷却方式
出炉温度(℃)
□有
□无
<400
>55<150
600~610
0.6
>55<220
出炉空冷
<400
附图及工艺说明
说明:1、严格按热处理规范执行,防止焊件过度氧化和变形。
2、应控制热处理炉内气氛以免材料增碳或脱碳。应控制炉中气体硫、卤素和其它损坏材料的物质含量,
所有机械加工表面均应进行防护以防止氧化和损坏。
3、采用温度—时间曲线自动记录,记录纸每炉一张。
4、应在被热处理的设备两端最厚部位和其它部位的最高点及最低点安装记录热电偶。
5、温度的测定方法,符合NB/T47015中有关焊后热处理的规定。
热处理工艺卡1
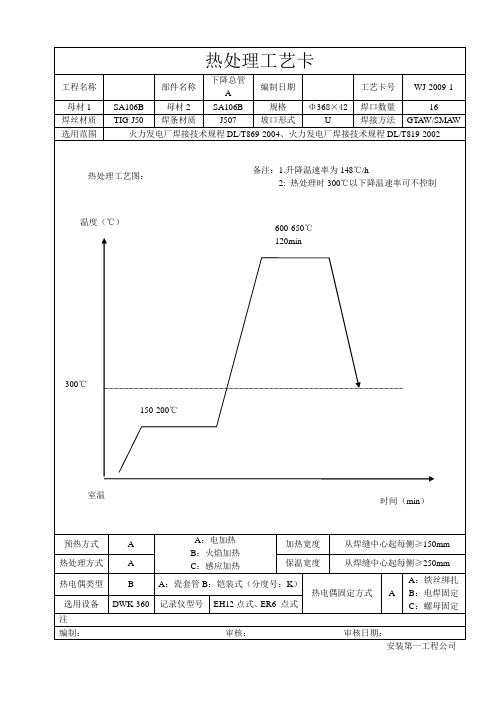
Φ273×50
焊口数量
6
焊丝材质
TIG-J50
焊条材质
J507
坡口形式
U
焊接方法
GTAW/SMAW
选用范围
火力发电厂焊接技术规程DL/T869-2004、火力发电厂焊接技术规程DL/T819-2002
热处理工艺图:
备注:1.升降温速率为125℃/h
2:热处理时300℃以下降温速率可不控制
温度(℃)
焊条材质
J507
坡口形式
U
焊接方法
GTAW/SMAW
选用范围
火力发电厂焊接技术规程DL/T869-2004、火力发电厂焊接技术规程DL/T819-2002
热处理工艺图:
备注:1.升降温速率为195℃/h
2:热处理时300℃以下降温速率可不控制
温度(℃)
室温
时间(min)
300℃
600-650℃
90min
热电偶固定方式
A
A:铁丝绑扎B:电焊固定C:螺母固定
选用设备
DWK-360
记录仪型号
EH12点式、ER6点式
注
编制:审核:审核日期:
热处理工艺卡
工程名称
部件名称
手孔
编制日期
工艺卡号
WJ-2009-12
母材1
12Gr1MoV
母材2
12Gr1MoV
规格
Φ108×10
焊口数量
4
焊丝材质
TIG-R31
焊条材质
B
A:瓷套管B:铠装式(分度号:K)
热电偶固定方式
A
A:铁丝绑扎B:电焊固定C:螺母固定
选用设备
DWK-360
CL-0015 45钢 热处理工艺卡
工
序
内
容
设
备
装炉方式及 工装编号
温度 (oC)
工时 (h)
将工件装入炉中,升温至 850℃±10℃;保温 1.5 小时 出炉油淬至常温 将工件装入井式炉中,升温至 510±10℃;保温 3 小时 出炉空冷 检验硬度.
RJX-75-9
设 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
工
序
内
容
设
备
装炉方式及 工装编号
温度 (oC)
工时 (h)
将工件装入炉中,升温至 850℃±10℃;保温 1.5 小时
RJX-75-9
设 标 记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
计(日期)
审
核(日期)
批
准(日期)
XXX
温度℃ 850±10℃
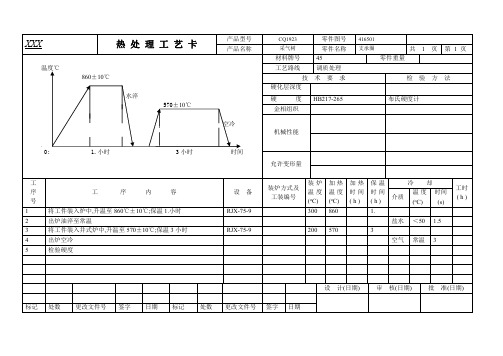
热 处 理 工 艺 卡
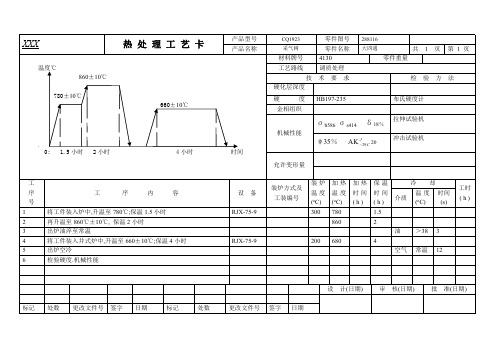
产品型号 产品名称
CQ1923 采气树
零件图号 零件名称 45 调质处理 技 术 要 求
208503 阀杆套
共 零件重量 检
1
页
第 1 页
材料牌号 工艺路线 硬化层深度 水淬 510±10℃ 硬 度
验
方
法
HRC240-280
布氏硬度计
金相组织 空冷 机械性能 0: 1.5 小时 3 小时 时间 允许变形量 工 序 号 1 2 3 4 5 装炉 温度 (oC) 300 200 加热 温度 (oC) 850 510 加热 时间 (h) 保温 时间 (h) 1.5 盐水 RJX-75-9 3 空气 常温 3 <50 1.5 冷 介质 却 时间 (s)
验
方
法
HB217-265
常见铸钢件的热处理工艺参数参考

常见铸钢件的热处理工艺参数参考奥氏体不锈钢铸件固溶热处理奥氏体不锈钢热处理的主要作用是使铸造态析出的碳化物固溶到钢的奥氏体基体中,改善铸件的耐腐蚀性能。
对于应用在容易产生晶间腐蚀和点腐蚀场合的奥氏体不锈钢铸件,正确的固溶处理十分重要。
固溶处理对铸件的力学性能没有影响,但铸件热处理温度过高或保温时间过长,铸件,特别是小铸件的薄壁处,可能产生晶粒粗大,力学性能有所降低。
表1 奥氏体不锈钢铸件固溶热处理工艺参数牌号对应美国AISI 固溶温度℃保温时间出炉冷却条件备注0 Crl8Ni9 ZG07Crl9Ni9 304 1050 60分钟/25mm空冷或水冷00Crl9Ni10 ZG03Cr18Ni10 304 L 1050 60分钟/25mm空冷或水冷2Cr25Ni20 310 1093 60分钟/25mm 水冷或喷水冷却0Cr17Ni12Mo2 ZG07Cr19Ni11Mo2 316 1080 60分钟/25mm空冷或水冷00 Cr17Ni12Mo2 ZG03Cr19Ni11Mo2 316L 1080 60分钟/25mm空冷或水冷904 1150~1175水冷或喷水冷却904L 1150~1175水冷或喷水冷却00 Cr14Ni14Si4 C4 没找到相关资料马氏体不锈钢(1Cr13 1Cr13Ni 3Cr13)铸件的热处理退火:马氏体不锈钢铸件开箱后,应立即放入已经升温到退火温度的热处理炉中进行退火处理,铸件在炉内的保温时间为每25mm壁厚保温1小时。
退火工艺参数见表2。
铸件从炉中取出后,立即趁热切除冒口和浇口。
淬火:淬火工艺参数见表3和表4。
淬火加热速度为每小时50~100℃,大型铸件和壁厚差别大、结构复杂的铸件升温速度要慢。
升到淬火温度后的保温时间为每25mm壁厚保温1小时。
回火:铸件回火应在淬火后立即进行。
高温回火铸件耐蚀性好,低温回火铸件硬度高,耐磨。
回火工艺参数见表3和表4。
在回火温度保温时间为:1小时+壁厚(mm)/ 25小时。
焊接热出炉工艺卡
工程名称编号
部件名称材质
规格焊口数
预热
加热方法升温速度℃/h
预热温度层间温度℃
测温方法
加热措施
保温措施
后热
加热温度℃恒温时间H
其他要求
焊后热处理
加热方法升温速度℃/h 降温速度℃/h
加热宽度 mm 保温层宽度 mm
恒温温度℃恒温时间 h 热电偶型号数量
工艺曲线图:注意事项:
负责人日期检查人日期
工程名称:日期:天气: 环境温度:部件名称接头编
号
材质规格加热方法
升降温速度:℃/h 恒温温
度℃
恒温时
间h
工艺卡号
时间h 温度℃时间h 温度℃
记录要求:
1、严格按照热处理作业指导书或热处理工艺卡作业。
2、每0.5h记录一次。
3、当连续工作时间较长时,应每隔3h记录一次环境温度。
交接班记录异常情况记录:记录人
接班人
开始时间
结实时间。
马氏体不锈钢(410 420)热处理方法和材料性能

δ/% 20 16
Φ/% 60 55
αk/% 90 80
却至 600℃ 后空冷,硬度可达 170HBS 以下。 淬火:加热温度 1000~1050℃,保温 2~4 小时后,最好油冷。 淬火后高温回火:温度 600~750℃ ,保温 2~4 小时后,油冷。对精密零 件其高温回火后可 400℃ 补充一次去应力回火。
力学性能(不小于)
σb/MPa
410
600
420
马氏体不锈钢410420410420主要制作要求塑性韧性高与受冲击载荷的零件还可以做常温下耐蚀介质盐水硝酸及某些浓度不太高的有机酸的设备
马氏体不锈钢(410、420)
410、420 主要制作要求塑性、韧性高与受冲击载荷的零件,还可以做常 温下耐蚀介质(盐水、硝酸及某些浓度不太高的有机酸)的设备。 热处理方法: 软化处理两种方法: 1、 高温回火:660~770℃,保温 2~6 小时后空冷,硬度为:200~230HBS。 2、 完全退火:840~900℃,保温 2~4 小时后,以≤25℃/h 的速度冷
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
验
方
法
HB197-235
金相组织
σb586 σs414 δ18%
ψ35%
J AK 29 C 20
0:
1.5..小时
3 小时
2 小时
时间 允许变形量
工 序 号 1 2 3 4 5 6 7
工
序
内
容
设
备
装炉方式及 工装编号
装炉 温度 (oC) 300 200 200
加热 温度 (oC) 950 670 600
RJX-75-9
油 RJX-75-9 RJX-75-9 200 200 670 600 4 空气 3 空气 设 计(日期) 审 核(日期)
>38 常温 常温
6 6 6 批 准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXX
温度℃ 950±10℃ 油淬
热 处 理 工 艺 卡
产品型号 产品名称
CQ1923 采气树
零件图号 零件名称 410 调质处理 技 术 要 求
271901 上法兰
共 零件重量 检 布硬度计 拉伸试验机 冲击试验机
1
页
第 1 页
材料牌号 工艺路线 硬化层深度 670±10℃ 空冷 600±10℃ 空冷 机械性能 硬 度
验
方
法
HB197-235
金相组织
σb586 σs414 δ18%
设 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
计(日期)
审
核(日期)
批
准(日期)
保温 时间 (h) 1.5.. 2
冷 介质
却 时间 (s)
温度 (oC)
工时 (h)
将工件装入炉中,升温至 780℃±10℃;保温 1.5.小时 再升温至 950℃±10℃保温 2.小时 出炉油淬至常温 将工件装入井式炉中,升温至 670±10℃;保温 4 小时 出炉空冷 将工件装入井式炉中,升温至 600±10℃;保温 3 小时 出炉空冷 检验硬度.机械性能
213913/213912 阀盖
共 零件重量 检 布硬度计 拉伸试验机 冲击试验机
1
页
第 1 页
材料牌号 工艺路线 硬化层深度 670±10℃ 空冷 600±10℃ 空冷 机械性能 硬 度
验
方
法
HB197-235
金相组织
σb586 σs414 δ18%
ψ35%
J AK 29 C 20
0:
1.5..小时
RJX-75-9 RJX-75-9
油 3 空气 2 空气
设 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
计(日期)
审
核(日期)
批
准(日期)
XXX
温度℃ 950±10℃ 油淬
热 处 理 工 艺 卡
产品型号 产品名称
CQ1923 采气树
零件图号 零件名称 410 调质处理 技 术 要 求
290924 油管挂
共 零件重量 检 布硬度计 拉伸试验机 冲击试验机
1
页
第 1 页
材料牌号 工艺路线 硬化层深度 670±10℃ 空冷 600±10℃ 空冷 机械性能 硬 度
验
方
法
HB197-235
金相组织
σb586 σs414 δ18%
ψ35%
J AK 29 C 20
0:
2..小时
3 小时
2.5 小时
零件重量 检 布硬度计 拉伸试验机 冲击试验机 验 方 法
HB197-235
金相组织
σb586 σs414 δ18%
ψ35%
J AK 29 C 20
0:
1.5..小时
3 小时
2 小时
时间 允许变形量
工 序 号 1 2 3 4 5 6 7
工
序
内
容
设
备
装炉方式及 工装编号
装炉 温度 (oC) 300 200 200
加热 温度 (oC) 950 670 600
加热 时间 (h)
保温 时间 (h) 1.5..
冷 介质
却 时间 (s) 1 3 3
温度 (oC) >38 常温 常温
工时 (h)
将工件装入炉中,升温至 950℃±10℃;保温 1.5.小时 出炉[油淬至常温 将工件装入井式炉中,升温至 670±10℃;保温 3 小时 出炉空冷 将工件装入井式炉中,升温至 600±10℃;保温 2 小时 出炉空冷 检验硬度.机械性能
计(日期)
审
核(日期)
批
准(日期)
XXX
温度℃ 950±10℃ 油淬
热 处 理 工 艺 卡
产品型号 产品名称
CQ1923 采气树
零件图号 零件名称 410 调质处理 技 术 要 求
227913/227908 阀体
共 零件重量 检 布硬度计 拉伸试验机 冲击试验机
1
页
第 1 页
材料牌号 工艺路线 硬化层深度 670±10℃ 空冷 600±10℃ 空冷 机械性能 硬 度
3 小时
2 小时
时间 允许变形量
工 序 号 1 2 3 4 5 6 7
工
序
内
容
设
备
装炉方式及 工装编号
装炉 温度 (oC) 300 200 200
加热 温度 (oC) 950 670 600
加热 时间 (h)
保温 时间 (h) 1.5..
冷 介质
却 时间 (s) 1 3 3
温度 (oC) >38 常温 常温
RJX-75-9 RJX-75-9
油 3 空气 2.5 空气
设 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
计(日期)
审
核(日期)
批
准(日期)
XXX
温度℃ 950±10℃ 油淬
热 处 理 工 艺 卡
产品型号 产品名称
CQ1923 采气树
零件图号 零件名称 410 调质处理 技 术 要 求
设 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
计(日期)
审
核(日期)
批
准(日期)
XXX
温度℃ 950±10℃ 油淬
热 处 理 工 艺 卡
产品型号 产品名称
CQ1923 采气树
零件图号 零件名称 410 调质处理 技 术 要 求
274918 丝扣法兰
共
1
页
第 1 页
材料牌号 工艺路线 硬化层深度 670±10℃ 空冷 600±10℃ 空冷 机械性能 硬 度
RJX-75-9 RJX-75-9
油 3 空气 2 空气
设 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
计(日期)
审
核(日期)
批
准(日期)
XXX
温度℃ 950±10℃ 油淬
热 处 理 工 艺 卡
产品型号 产品名称
CQ1923 采气树
零件图号 零件名称 410 调质处理 技 术 要 求
273901 仪表法兰
共
1
页
第 1 页
材料牌号 工艺路线 硬化层深度 670±10℃ 空冷 600±10℃ 空冷 机械性能 硬 度
零件重量 检 布硬度计 拉伸试验机 冲击试验机 验 方 法
HB197-235
金相组织
σb586 σs414 δ18%
ψ35%
J AK 29 C 20
0:
1.5..小时
共 零件重量 检 布硬度计 拉伸试验机 冲击试验机
1
页
第 1 页
材料牌号 工艺路线 硬化层深度 670±10℃ 空冷 600±10℃ 空冷 机械性能 硬 度
验
方
法
HB197-235
金相组织
σb586 σs414 δ18%
ψ35%
J AK 29 C 20
0:
2..小时
3 小时
2.5 小时
时间 允许变形量
ψ35%
J AK 29 C 20
0:
2..小时
3 小时
2.5 小时
时间 允许变形量
工 序 号 1 2 3 4 5 6 7
工
序
内
容
设
备
装炉方式及 工装编号
装炉 温度 (oC) 300 200 200
加热 温度 (oC) 950 670 600
加热 时间 (h)
保温 时间 (h) 2..
冷 介质
却 时间 (s) 1 3 3
工时 (h)
将工件装入炉中,升温至 950℃±10℃;保温 1.5.小时 出炉[油淬至常温 将工件装入井式炉中,升温至 670±10℃;保温 3 小时 出炉空冷 将工件装入井式炉中,升温至 600±10℃;保温 2 小时 出炉空冷 检验硬度.机械性能
RJX-75-9 RJX-75-9
油 3 空气 2 空气
将工件装入炉中,升温至 950℃±10℃;保温 2.小时 出炉[油淬至常温 将工件装入井式炉中,升温至 670±10℃;保温 3 小时 出炉空冷 将工件装入井式炉中,升温至 600±10℃;保温 2.5 小时 出炉空冷 检验硬度.机械性能
RJX-75-9 RJX-75-9
油 3 空气 2.5 空气
设 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
加热 时间 (h)
保温 时间 (h) 1.5..
冷 介质
却 时间 (s) 1 3 3
温度 (oC) >38 常温 常温