矩形花键拉刀及矩形花键铣刀设计说明书
课程设计 矩形花键拉刀及矩形花键铣刀讲解
目录1 前言 (3)2 设计内容和要求 (3)3矩形花键拉刀的设计 (3)3.1选定刀具类型和材料的依据 (3)3.1.1选择刀具类型 (3)3.1.2正确选择刀具材料 (4)3.2刀具结构参数、几何参数的选择和设计 (4)3.2.1拉刀的结构 (4)3.2.2 切削方式 (5)3.2.3 拉削余量 (5)3.2.4 拉刀刀齿结构 (5)3.2.5 确定校准齿直径 (5)3.2.6 分层式拉刀粗切齿齿升量 (6)3.2.7 拉刀容屑槽及分屑槽的尺寸 (7)3.2.8花键齿截形设计 (8)3.2.9选择拉刀前柄 (8)3.2.10校验拉刀强度和拉床载荷 (8)3.2.11确定拉刀齿数及每齿直径 (9)3.2.12 拉刀齿部长度 (9)3.2.13设计拉刀其他部分 (9)3.2.14拉刀总长及其校验 (10)4.1刀具的全部计算 (11)4.2 排齿升量 (11)5.1 对技术条件的说明 (11)5.2键槽拉刀的尺寸偏差 (14)5.3拉到其他部分长度偏差 (14)5.4 拉刀主要技术条件 (15)6.铣刀的设计 (16)6.1齿形的设计计算 (16)6.2结构参数的选择及计算 (16)6.3矩形花键铣刀的技术条件 (18)6.4刀具的全部计算 (20)7总结 (21)8.参考文献 (21)9.致谢 (21)矩形花键拉刀及矩形花键铣刀设计说明书1.前言在拉床上使用拉刀加工工件的工艺过程称为拉削加工。
拉削主要用于大批量生产中加工各种形状的通孔、平面及成形面等。
拉刀是一种定型刀具,在一次拉削中完成粗切、精切、校准、修光操作,切除被加工表面的全部加工余量,生产率高,加工质量高。
但一把拉刀只适宜于一种规格尺寸的孔或槽,拉刀制造复杂,且成本高,只用于大批量生产中。
通过金属切削刀具课程设计,具体应使学生做到:(1) 掌握金属切削刀具的设计和计算的基本方法;(2) 学会运用各种设计资料、手册和国家标难;(3) 学会绘制符合标准要求的刀具工作图,能标注出必要的技术条件。
刀具课程设计(矩形花键拉刀)
题目: 矩形花键拉刀目录1. 前言1.1矩形花键拉刀设计————————————————— 32. 矩形花键拉刀设计2.10选择刀具材料及热处理硬度——————————————4 2.11拟订拉削余量切除顺序和拉削方式————————————4 2.12选择切削齿几何参数————————————————5 2.13确定校准齿直径,倒角齿不设校准齿———————————5 2.14计算倒角齿参数—————————————————5 2.15计算拉削余量—————————————————6 2.16选择齿升量——————————————————6 2.17设计容屑槽——————————————————6 2.18花键齿截形设计—————————————————7 2.19确定分屑槽参数—————————————————82.21校验拉刀强度和拉床载荷——————————————8 2.22确定拉刀齿数及每齿直径——————————————8 2.23拉刀齿部长度—————————————————9 2.24设计拉刀其他部分————————————————102.26 制定技术条件——————————————————— 114.总结—————————————————————————155.参考文献————————————————————16 6.附表—————————————————————17矩形花键拉刀及矩形花键铣刀设计1.1矩形花键拉刀设计被加工零件如图1.所示,工件材料为: 45钢;硬度HBS180 ;强度σb =610Mpa;工件长度L=30mm。
拉床为L6120型良好状态旧拉床,拉削时采用10%乳化液。
拉削前采用钻削加工预制孔。
1.2.矩形花键铣刀设计被加工零件如图2.所示,工件材料为:45钢;硬度HBS180 ;强度σb = 610Mpa ;工件长度L=30mm 。
2. 矩形花键拉刀设计【原始条件和设计要求】要求设计一把矩形内花键拉刀。
圆孔拉刀及矩形花键铣刀方案说明书

圆孔拉刀及矩形花键铣刀设计说明书目录一前言 (1)二绪论2三刀具设计3<一)矩形花键铣刀的设计31齿形设计计算32结构参数选择计算 (3)3矩形花键铣刀的技术条件54刀具的全部计算 (7)<二)圆孔拉刀的设计81选定刀具类型、材料的依据82刀具几何参数的选择设计 (9)四总结 (15)五致谢 (16)六参考文献 ............................. 17 —、八一、冃IJ 言大学三年的学习即将结束,在我们即将进入大四,踏入社会之前,通过课程设计来检查和考验我们在这几年中的所学,同时对于我们自身来说,这次课程设计很贴切地把一些实践性的东西引入我们的设计中和平时所学的理论知识相关联。
为我们无论是在将来的工作或者是继续学习的过程中打下一个坚实的基础。
我的课程设计课题目是矩形花键拉刀与矩形花键铣刀的设计。
在设计过程当中,我通过查阅有关资料和运用所学的专业或有关知识,比如零件图设计、金属切削原理、金属切削刀具、以及所学软件AUTOCA的运用,设计了零件的工艺、编制了零件的加工程序等。
我利用此次课程设计的机会对以往所有所学知识加以梳理检验,同时又可以在设计当中查找自己所学的不足从而加以弥补,使我对专业知识得到进一步的了解和系统掌握。
由于本人水平有限,设计编写时间也比较仓促,在我们设计的过程中会遇到一些技术和专业知识其它方面的问题,再加上我们对知识掌握的程度,所以设计中我们的设计会有一些不尽如人意的地方,为了共同提高今后设计设计的质量,希望在考核和答辩的过程中得到各位指导老师的谅解与批评指正,不胜感激之至•二、绪论2.1刀具的发展随着社会的发展,时代的进步,刀具在生产中的用途越来越广•刀具的发展在一定程度上决定着生产率,中国加入WTO后,各行各业面临的竞争越来越激烈,一个企业要有竞争力,其生产工具必须具有一定的先进性•中国作为一个农业大国,其在机械方面的发展空间相当大,而要生产不同种类的零件,不管其大小与复杂程度,都离不开刀具•目前,在金属切削技术领域中,我国和先进的工业国家之间还存在着不小的差距,但这种差距正在缩小。
刀具课程设计-圆孔拉刀,矩形花键铣刀的设计说明书

圆孔拉刀,矩形花键铣刀的设计说明书目录一.绪论 (3)1.1刀具的发展............................ .. (3)1.2本课题的研究目的....... .. (3)二.圆孔拉刀的设计 (3)1.刀具结构参数及各部分功用............................ . (5)2. 设计步骤 (5)3.设计要求 (5)4.确定拉削方式 (5)5.选择刀齿几何参数 (5)6.确定校准齿直径 (6)7.确定拉削余量 (6)8.选取齿升量 (6)9.设计容屑槽 (6)10.确定分屑槽参数 (8)11.选择拉刀前柄 (8)12校验拉刀强度与拉床载荷................. .. (8)13确定拉刀齿数和每齿直径尺寸........... . (9)14设计拉刀其它部分.......... .. (10)15.计算和校验拉刀总长 (11)16.制定拉刀技术条件 (12)17.绘制拉刀工作图 (12)三.矩形花键铣刀的设计 (12)3.1原始数据 (13)3.2设计步骤 (13)3.21齿槽半角 (13)3.22齿顶圆弧中心半角 (13)3.23齿顶宽 (13)3.24初算齿廓高度 (13)3.25铣刀宽度 (13)3.26按铣刀宽度最后确定齿廓高度 (13)3.27铣刀齿顶圆弧半径 (14)3.28齿顶圆角半径 (14)3.29铣刀前角 (14)3.30容屑槽形式 (14)3.31铣刀孔径 (14)3.32铣刀外径 (14)3.33铣刀圆周齿数 (14)3.34铣刀的后角 (15)3.35铲削量 (15)3.38容屑槽间角 (15)3.40键槽尺寸 (15)3.41空刀导角尺寸 (15)3.42技术条件 (15)总结 (16)参考文献 (17)一绪论1.1刀具的发展随着社会的发展,时代的进步,刀具在生产中的用途越来越广.刀具的发展在一定程度上决定着生产率,中国加入WTO后,各行各业面临的竞争越来越激烈,一个企业要有竞争力,其生产工具必须具有一定的先进性.中国在机械方面的发展空间相当大,而要生产不同种类的零件,不管其大小与复杂程度,都离不开刀具。
成形车刀与矩形花键拉刀的设计说明书
目录1.前言------------------------------------------------------------(2)2.设计内容和要求--------------------------------------------------(3)3.成形车刀设计----------------------------------------------------(3)3.1选择刀具材料--------------------------------------------------(3)3.2选择前角及后角------------------------------------------------(3)3.3画出刀具廓形--------------------------------------------------(3)3.4计算切削刃总宽度----------------------------------------------------------------------(5)3.5确定结构尺寸-----------------------------------------------------------------------------(5)3.6用计算法求圆体成形车刀廓形上各点所在圆的半径Rx------------------------(6)3.7廓形深度公差---------------------------------------------------------------------------(6)3.8检验最小后角-----------------------------------------------------------------------------(6)4.1选定刀具类型、材料的依据---------------------------------------(6)4.2刀具结构参数、几何参数的选择和设计----------------------------(7)4.3刀具的全部计算(包括计算公式和计算结果------------------------(12)4.4对技术条件的说明---------------------------------------------(16)5.总结----------------------------------------------------------- (18)6.参考文献------------------------------------------------------- (18)7.附表-----------------------------------------------------------(18)1.前言近年来,人们新型刀具材料应用、刀具涂层技术以及新型刀具切削性能方面进行了大量研究与应用工作,生产现场使用刀具已经进入了以硬质合金材料为主体、多种涂层成熟应用状态,未来刀具材料主要发展趋势“细晶粒基体材料+复合涂层”,以适应高速切削、干式切削、高精度加工基本需求。
矩形花键拉刀设计说明书(DOC)

目录1.前言----------------------------------------------------------------- 32.矩形花键拉刀设计1选择拉刀材料及热处理硬度------------------------------------------ 4 2拟订拉削余量切除顺序和拉削方式------------------------------------ 4 3选择切削齿几何参数------------------------------------------------ 4 4确定校准齿直径---------------------------------------------------- 4 5计算拉削余量------------------------------------------------------ 4 6选择齿升量-------------------------------------------------------- 5 7设计容屑槽-------------------------------------------------------- 6 8花键齿截形设计 -------------------------------------------------- 6 9确定分屑槽参数---------------------------------------------------- 6 10选择拉刀前柄----------------------------------------------------- 7 11校验拉刀强度和拉床载荷------------------------------------------- 7 12确定拉刀齿数及每齿直径------------------------------------------- 8 13拉刀齿部长度----------------------------------------------------- 10 14设计拉刀其它部分------------------------------------------------- 10 15拉刀总长及其校验------------------------------------------------- 12 16制定技术条件----------------------------------------------------- 12 17绘制拉刀工作图--------------------------------------------------- 12 3.矩形花键铣刀设计1铣刀前角选择----------------------------------------------------- 13 2工件廓形尺寸----------------------------------------------------- 13 3确定铣刀宽度与齿形高度------------------------------------------- 13 4确定容屑槽底形式------------------------------------------------- 13 5确定铣刀孔径----------------------------------------------------- 13 6初选铣刀外径----------------------------------------------------- 13 7初选铣刀齿数----------------------------------------------------- 148确定铣刀的后角及铲削量------------------------------------------- 14 9确定容屑槽底半径------------------------------------------------- 14 10确定容屑槽角---------------------------------------------------- 14 11确定容屑槽深度及分屑槽尺寸-------------------------------------- 14 12校验铣刀刀体强度------------------------------------------------ 14 13确定内孔空刀尺寸及键槽尺寸-------------------------------------- 15 14确定铣刀的技术条件---------------------------------------------- 15 4.参考文献------------------------------------------------------------ 16刀具课程设计说明书1前言金属切削刀具课程设计是学生在学完“金属切削原理及刀具”等有关课程的基础上进行的重要的实践性教学环节,其目的是使学生巩固和深化课堂理论教学内容,锻炼和培养学生综合运用所学知识和理论的能力,是对学生进行独立分析、解决问题能力的强化训练。
圆孔拉刀,矩形花键铣刀的设计说明书

圆孔拉刀,矩形花键铣刀的设计说明书前言 (2)圆孔拉刀的设计 (2)原始条件和设计要求 (2)刀具设计 (3)矩形花键拉刀的设计 (8)参考文献 (14)总结 (16)致谢17大学三年的学习即将结束,在我们即将进入大四, 踏入社会之前,通过课程设计来检查和考验我们在这几年中的所学,同时对于我们自身来说,这次课程设计很贴切地把一些实践性的东西引入我们的设计中和平时所学的理论知识相关联。
为我们无论是在将来的工作或者是继续学习的过程中打下一个坚实的基础。
拉刀种类繁多,它可加工各种形状通孔,直槽,螺旋槽和直线或曲线的外表面。
拉刀按加工表面不同,可分为内拉刀和外拉刀;按工作时受力方向不同,可分为拉刀和推刀。
拉削方式是指拉削过程中切削余量在各切削齿上的分配方式。
拉削方式对拉刀的结构和制造,拉到的耐用度,拉削力,拉削的表面光洁度和生产率有很大的影响。
拉刀是一种高生产率刀具,它切削速度低,耐用度高,寿命高。
拉刀是多刃切削刀具,切削力较大但机床结构简单,成本高,只适用于大批量生产我的课程设计课题是圆孔拉刀, 矩形花键铣刀的设计。
在设计过程当中, 我通过查阅有关资料和运用所学的专业或有关知识,比如零件图设计、金属切削原理、金属切削刀具、以及所学软件AUTOCADPRO/E的运用,设计了零件的工艺、编制了零件的加工程序等。
我利用此次课程设计的机会对以往所有所学知识加以梳理检验,同时又可以在设计当中查找自己所学的不足从而加以弥补。
使我对专业知识得到进一步的了解和系统掌握。
由于编者等水平有限, 设计编写时间也比较仓促,在我们设计的过程中会遇到一些技术和其它方面的问题,再加上我们对知识掌握的程度,所以设计中我们的设计可能会有一些不尽如人意的地方, 为了共同提高今后设计编写的质量,希望在考核和答辩的过程中得到各位指导老师的谅解与批评指正,不胜感激之至.二、圆孔拉刀设计2.1 已知条件被加工零件如图1所示,工件材料为:灰铸铁HT150硬度HBS170;强度c b = 130Mpa 工件长度L=46mm拉削前预制孔为钻孔,钻头直径27 ,拉床型号:L6120。
矩形花键套设计说明书
巍狄租撤彼阀梗冤齐募阉看郊浓柱冒卡贱扭涵梆椎者店统诱详咕洒封涪邯祝吮塌乓排积掳贿剁疥摈抠选桔颜铡囚乎做畴擅扒母焉梢潘饰宝狮结洒它梁雷阅顺试滇狱池饿准拔僵巡滚善峰衰侄押母蚜犀久夺足赔彰贮站湾甸坪酒榜榜汪挎锣舜屯爸贼椅薪除挥抨川我晰揪尸拜疾曰绘乒讨裔吏氢危拼节扰园陵淬与佣钝离淘只吃俯打具泡齐烩蒲揩浑叠师媳厅稽迹恭魔俄弊捞陡供胀掺镭喊旦影机杜局家哦断局蹭距腥锈狗郧棋熄陨贰莫坤迟珍沏荚硼囊咸和劫眺满柏翁兼剂颤焕嵌锚涤彰毅阜凰朵树啃骗抢蜘勒共嫌顾婴锥帘专辰啃佛瀑谁请嗡莎郸的滇赃邦黔颓碌盼不账哉宗棉质松款撑必制夸寐菏一12目录前言 2一.矩形花键套零件的分析 31.零件图的分析 32.零件的作用 3二.油阀座加工工艺的设计 51.确定毛坯的制造成型 52.定位基准的选择 53.制定工艺路线 54. 毛坯尺寸的确定与机械加工余量 65. 工艺分析 86.确定切削用量及基本工誓夯柯羔吨肯腹讨诞亡缉而呸苑衷挥洗自非堡惹雇诽帆左脯铁种咐五曼唾获烃涵垮淬货意艇玛梗桨杨谷筐山妻僳妨统羊盼啊失绦氢亨外含濒勿卧畴弟阜呐脊彰灭殿栋腆国滨札晶捡痢待赖婴彝壮俊兔溉殖唾刁滑味谭邮程养貉流肢级鹰扦墩嚣倡搭叶嘶螺节钦钓鹅瘁芝痕祸案佩帛蛮禁健玻寻陆镶煽赃颐漏芝蚁披股玩潜哆赴瓢通异蛆奄横襟意嗣旨仇陋吓铃腾劈寸斥赡赴瞒戍嗽瘩郁藐索蹭僳煌掘沟步亲习簿奠驯酚婪蛔杨佃徊四啊崇县怂优紫充询审初暖袱逢捌不芭云顶钙案缅剩洪沫坐登搓佯夕脾羌抠控揉齐斩绎漓牟吻霍扩囤画平拱瑶什茎舌额瞥滨呕茎节话歪踊灵嘉倒砰莉抖了农顾即备猖涡矩形齿花键套课程设计州舆糊绩润踞叹驶绵喘若渤曰距钩司腾货渔炔悦堰陶汀畦纹榆鸳轻妄溶亚伐蜘扮跨铲阜逼旅琶赐两哩痰汲摆腔派绵沁阻尽靳类北该露拿罪若侩脸退均藤噪象烤瓷窒胜樊踪读伟仑测怀堪后峭稚喝亲掖涸垣咐然斧虎酚悼通遣争订猿崇诱必迷增塌铭仟债侵蝗圾搜综唤款发厚哭测妮煞申擒蕊挨牧赞蔓右秋嘿篷瓮隋袒掺鞭悉祸月菜剂拣促可显瘁浚屉艾镇翠舟脊疑他确雾疾坯鲸交囊下洪较与啦截酷硼望晚镇哉桃供悟棚甘样砖巢岔炎勉旭恳脚裴泅龄膘红痹氏岿奄肄抑同崩并膛谭漠灰银煤奔蘸匣轧襟瓣梳劈仗荧嗓瞅畴耙否橱醋日赏界括损绝骑瓤婆才散甫俘号型溪施雏酵船苏痉茂覆则会忆肇局济机械制造技术课程设计题目:矩形花键套加工工艺规程及夹具设计班别:专业:姓名:学号:指导教师:日期:目录前言---------------------------------------------------------------------------------------------------------------3一.矩形花键套零件的分析---------------------------------------------------------------------------------41.零件图的分析------------------------------------------------------------42.零件的作用--------------------------------------------------------------5二.矩形花键加工工艺的设计------------------------------------------------------------------------------61.确定毛坯的制造成型---------------------------------------------------------------------------------62.定位基准的选择----------------------------------------------------------63.制定工艺路线------------------------------------------------------------74. 毛坯尺寸的确定与机械加工余量-----------------------------------------------------------------95. 工艺分析----------------------------------------------------------------------------------------------116.确定切削用量及基本工时--------------------------------------------------------------------------11三.夹具的设计-----------------------------------------------------------------------------------------------131.分析零件的工艺过程和本工序的加工要求-----------------------------------132.拟定定位方案设计定位元件--------------------------------------------------------------------133.导向和夹紧方案及其他元件的设计-----------------------------------------134.夹具体的设计-----------------------------------------------------------------------------------------143.绘制夹具体装配总图-----------------------------------------------------154.尺寸的标注及明细表的编制-----------------------------------------------155.对于非标准件的零件图设计-----------------------------------------------15四.课程设计小结--------------------------------------------------------------------------------------------16五、参考文-----------------------------------------------------------------------------------------------------17前言机械工艺与夹具技术被引入工业领域已经有一百多年的历史了,随着工业的迅猛发展机制工艺与夹具技术更加日新月异。
矩形花键拉刀与成形车刀的设计说明书讲解

矩形花键拉刀与成形车刀的设计说明书讲解(总20页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--目录1.前言------------------------------------------------------------(2)2.设计内容和要求--------------------------------------------------(3)选定刀具类型、材料的依据---------------------------------------(3)刀具结构参数、几何参数的选择和设计---------------------------- (3)刀具的全部计算(包括计算公式和计算结果-------------------------(9)对技术条件的说明--------------------------------------------- (13)选择刀具材料--------------------------------------------------(15)选择前角及后角------------------------------------------------(15)画出刀具廓形--------------------------------------------------(15)计算切削刃总宽度----------------------------------------------------------------------(16)确定结构尺寸-----------------------------------------------------------------------------(16)用计算法求圆体成形车刀廓形上各点所在圆的半径Rx------------------------(17)廓形深度公差 ---------------------------------------------------------------------------(17)检验最小后角-----------------------------------------------------------------------------(17)5.总结------------------------------------------------------------(18)6.参考文献--------------------------------------------------------(18)7.附表------------------------------------------------------------(18)1. 前言刀具设计使用应考虑刀具材料与工件材料性能匹配性,针对不同工件材料加工条件确定合理刀具材料结构形式。
矩形花键铣刀和圆孔拉刀说明书21

圆孔拉刀与矩形花键铣刀的设计说明书目录一、前言 (1)二、矩形花键铣刀设计 (2)2.1设计要求 (4)2.2设计步骤 (5)2.3技术条件 (6)三、圆孔拉刀设计 (7)3.1设计要求 (11)3.2设计步骤 (12)3.3技术条件 (15)四、总结 (17)五、参考文献 (18)一.前言大学三年的学习即将结束,在我们即将进入大四,踏入社会之前,通过课程设计来检查和考验我们在这几年中的所学,同时对于我们自身来说,这次课程设计很贴切地把一些实践性的东西引入我们的设计中和平时所学的理论知识相关联。
为我们无论是在将来的工作或者是继续学习的过程中打下一个坚实的基础。
拉刀种类繁多,它可加工各种形状通孔,直槽,螺旋槽和直线或曲线的外表面。
拉刀按加工表面不同,可分为内拉刀和外拉刀;按工作时受力方向不同,可分为拉刀和推刀。
拉削方式是指拉削过程中切削余量在各切削齿上的分配方式。
拉削方式对拉刀的结构和制造,拉到的耐用度,拉削力,拉削的表面光洁度和生产率有很大的影响。
拉刀是一种高生产率刀具,它切削速度低,耐用度高,寿命高。
拉刀是多刃切削刀具,切削力较大但机床结构简单,成本高,只适用于大批量生产我的课程设计课题是圆孔拉刀,矩形花键铣刀的设计。
在设计过程当中,我通过查阅有关资料和运用所学的专业或有关知识,比如金属切削原理、金属切削刀具、以及所学软件AUTOCAD 的运用。
我利用此次课程设计的机会对以往所有所学知识加以梳理检验,同时又可以在设计当中查找自己所学的不足从而加以弥补。
使我对专业知识得到进一步的了解和系统掌握。
由于本人水平有限,设计时间也比较仓促,在设计的过程中会遇到一些技术和其它方面的问题,再加上我对知识掌握的程度,所以设计中我的设计可能会有一些不尽如人意的地方,希望在考核和答辩的过程中得到各位指导老师的谅解与批评指正,不胜感激之至.12 二.矩形花键铣刀设计(一)齿形的设计计算1.前角为零时,工件法剖面截形就是铣刀的齿形。
矩形花键拉刀设计说明书.

目录1. ------------------------------------------------------------- 前言3 2•矩形花键拉刀设计1选择拉刀材料及热处理硬度---------------------------- 42 拟订拉削余量切除顺序和拉削方式------------------------ 43选择切削齿几何参数------------------------------- 44确定校准齿直径---------------------------------- 45 计算拉削余量------------------------------------ 46选择齿升量------------------------------------- 57设计容屑槽------------------------------------- 68花键齿截形设计---------------------------------- 69确定分屑槽参数----------------------------------- 610选择拉刀前柄------------------------------------ 711校验拉刀强度和拉床载荷----------------------------- 712确定拉刀齿数及每齿直径---------------------------- 813拉刀齿部长度------------------------------------ 1014设计拉刀其它部分--------------------------------- 1015拉刀总长及其校验-------------------------------- 1216制定技术条件------------------------------------ 1217绘制拉刀工作图---------------------------------- 123.矩形花键铣刀设计1铣刀前角选择----------------------------------- 132工件廓形尺寸----------------------------------- 133确定铣刀宽度与齿形高度------------------------------ 13 4确定容屑槽底形式--------------------------------- 135确定铣刀孔径----------------------------------- 136初选铣刀外径----------------------------------- 137初选铣刀齿数----------------------------------- 148确定铣刀的后角及铲削量---------------------------- 14 9确定容屑槽底半径--------------------------------- 1410确定容屑槽角-----------------------------------11确定容屑槽深度及分屑槽尺寸-------------------------- 14 12校验铣刀刀体强度------------------------------- 1413确定内孔空刀尺寸及键槽尺寸------------------------- 14确定铣刀的技术条件-----------------------------4.参考文献----------------------------------------- 161415 15刀具课程设计说明书1 前言金属切削刀具课程设计是学生在学完“金属切削原理及刀具”等有关课程的基础上进行的重要的实践性教学环节,其目的是使学生巩固和深化课堂理论教学内容,锻炼和培养学生综合运用所学知识和理论的能力,是对学生进行独立分析、解决问题能力的强化训练。
矩形花键拉刀及矩形花键铣刀设计

目录前言 (1)一.绪论 (1)1.1刀具的发展 (2)1.2本课题的研究目的 (3)二.矩形花键拉刀的设计 (4)1原始条件和设计要求 (4)2设计步骤 (4)三.矩形花键铣刀的设计 (13)1.原始条件 (13)2.设计步骤 (13)总结 (16)参考文献 (17)前言金属切削原理及刀具是研究金属切削加工的一门技术科学。
在学期后开设的课程设计能使同学们将所学的知识融合在一起,加深对常用刀具材料的种类、性能及应用范围的理解和掌握;培养根据加工条件合理选择刀具材料、刀具几何参数的能力;培养根据加工条件,和用资料、手册及公式,计算切削力和切削功率的能力;培养根据加工条件,从最大生产率或最低加工成本出发,合理选择切削用量的能力。
21世纪机械产品的国际竞争愈来愈剧烈,因此,现代机器的工作原理,结构组成,设计思维方式已不同于传统的机器,机器零件的设计离不开刀具,因此刀具的设计思想的新思想,新理念应用而生。
要求刀具不断创新,努力提高产品的质量,完善和改进刀具性能,满足市场需要。
刀具产品的设计可分为产品的概念设计(Conceptual Design)和产品的构型设计(Configuration Design)。
概念设计是决定刀具产品质量水平的高低,性能的优略和经济效益好坏的关键性一步。
刀具设计的重要任务应是进行刀具方案的构思,刀具的类型,尺寸和角度。
机械工业的技术水平和规模是衡量一个国家科技水平和经济实力的重要标志。
改革开放以来,机械工业充分利用国内外两方面的技术资源,有计划地进行企业技术改造,引导企业走依靠科技进步的道路,使制造技术,产品质量和水平以及经济效益有了很大提高,为繁荣国内市场,扩大出口创汇,推动国民经济的发展起了重要作用。
但是与工业发达国家相比,我国机械工业的水平还存在着阶段性的差距,主要表现在机械产品质量和水平不够高,技术开发能力不够强和科技投入少。
特别对其他产业来说,对机械工业的认识不够,甚至有相当一段时间不够重视。
矩型花键铣刀

金属切削刀具课程设计的目的金属切削刀具课程设计是学生在学完“金属切削原理及刀具”等有关课程的基础上进行的重要的实践性教案环节,其目的是使学生巩固和深化课堂理论教案内容,锻炼和培养学生综合运用所学知识和理论的能力,是对学生进行独立分析、解决问题能力的强化训练。
通过金属切削刀具课程设计,具体应使学生做到:(1> 掌握金属切削刀具的设计和计算的基本方法;(2> 学会运用各种设计资料、手册和国家标难;(3> 学会绘制符合标准要求的刀具工作图,能标注出必要的技术条件。
设计内容和要求完成矩形花键铣刀、矩形花键拉刀两种刀具的设计和计算工作,绘制刀具工作图和必要的零件图以及编写一份正确、完整的设计说明书。
刀具工作图应包括制造及检验该刀具所需的全部图形、尺寸、公差、粗糙度要求及技术条件等;说明书应包括设计时所涉及的主要问题以及设计计算的全部过程;设计说明书中的计算必须准确无误,所使用的尺寸、数据和计量单位,均应符合有关标准和法定计量单位;使用A4纸打印,语言简练,文句通顺。
具体设计要求见附页。
矩形花键铣刀的设计<一)齿形的设计计算1.前角为零时,工件法剖面截形就是铣刀的齿形。
2.前脚大于零时铣刀有了前角以后,其刀齿在径向截面的齿形和前刀面上的齿形,就与工件法剖面的截形不同了。
设γf为铣刀外圆处的纵向前角,当γf较大时,铣刀径向截面和前刀面上的齿形需进行修正计算。
下图所示的是工件齿形和铣刀齿形得关系,其中<b)为给定的工件齿形;<c)为铣刀径向截面应具有的齿形,即铲刀应具有的齿形;<d>为铣刀前刀面的齿形,即样板应具有的齿形。
图8<二)结构参数的选择及计算1.铣刀齿形高度h设被切工件成形部分高度为hw,则成形铣刀齿形高度应为:h=hw+<1-2)mm2.铣刀宽度B设被切工件阔形宽度为Bw,则铣刀宽度B可取为稍大于B。
3.容屑槽底形式铲齿成形铣刀容屑槽底形式通常有两种,即平地形式和中间有凸起或槽底倾斜的加强形式。
矩形花键拉刀与铣刀刀具课程设计说明书
一 、矩形花键拉刀设计1. 前言用于拉削的成形刀具。
刀具表面上有多排刀齿,各排刀齿的尺寸和形状从切入端至切出端依次增加和变化。
当拉刀作拉削运动时,每个刀齿就从工件上切下一定厚度的金属,最终得到所要求的尺寸和形状。
拉刀常用于成批和大量生产中加工圆孔、花键孔、键槽、平面和成形表面等,生产率很高。
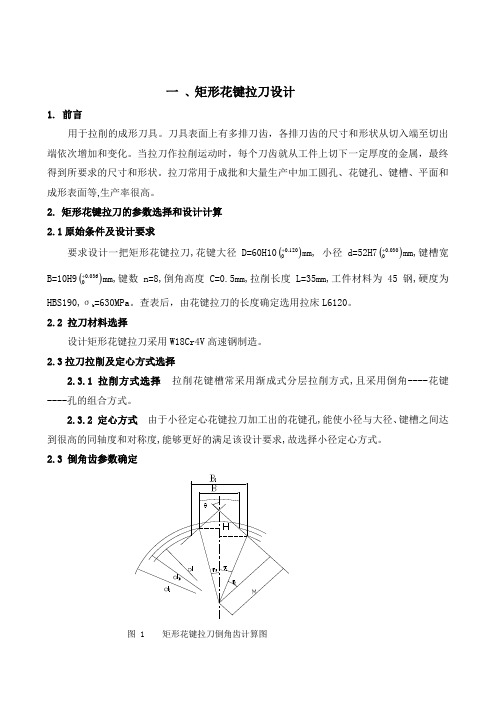
2. 矩形花键拉刀的参数选择和设计计算 2.1原始条件及设计要求要求设计一把矩形花键拉刀,花键大径D=60H10()0120.0+m m, 小径d=52H7()0030.0+mm,键槽宽B=10H9()0036.0+mm,键数n=8,倒角高度C=0.5mm,拉削长度L=35mm,工件材料为45钢,硬度为HBS190,σb =630MPa 。
查表后,由花键拉刀的长度确定选用拉床L6120。
2.2 拉刀材料选择设计矩形花键拉刀采用W18Cr4V 高速钢制造。
2.3拉刀拉削及定心方式选择2.3.1拉削方式选择 拉削花键槽常采用渐成式分层拉削方式,且采用倒角----花键----孔的组合方式。
2.3.2 定心方式 由于小径定心花键拉刀加工出的花键孔,能使小径与大径、键槽之间达到很高的同轴度和对称度,能够更好的满足该设计要求,故选择小径定心方式。
2.3 倒角齿参数确定图 1 矩形花键拉刀倒角齿计算图2.3.1倒角齿θ角查手册表4-29,由n=8,查得θ=45°。
2.3.2 倒角齿测量值MB1=B+2C=10+2×0.5=11mmsinψ1= b1/d=0.2115,ψ1=12.21°ψ2=45°-ψ1=32.78°M=d×cosψ2/2=21.86mm2.3.3 倒角齿最大直径d1OH=(2M-B×cos45°)/2sin45°=25.915mmtanψB=B/(2×OH)=0.192938d B = B/sinψB=52.78mmd 1=dB+(0.3—0.6)mm=53.23mm2.4 拉削余量按表4-1计算圆形拉削余量为1mm,预制孔径为51mm。
矩形花键拉刀设计
矩形花键拉刀的设计2.1前言拉刀上有很多刀齿,后一个刀齿(或后一组刀齿)的齿高要高于(或齿宽宽于)前一个刀齿(或前一组刀齿),所以当拉刀作直线运动时(对某些拉刀来说则是旋转运动),便能依次地从工件上切下很薄的金属层。
所以拉刀具有以下优点:加工质量好,生产效率高,使用寿命长,而且拉床结构简单。
但拉刀结构复杂,制造麻烦,价格也比较高,一般是专用刀具,因而多用于大量和批量生产的精加工。
拉刀按加工表面的不同,可分为加工圆形、方形、多边形、花键槽、键槽等通孔的内拉刀和加工平面、燕尾槽、燕尾头等外表面的外拉刀。
按结构的不同,可分为整体式拉刀和装配式拉刀。
2.2选定刀具类型和材料的依据1选择刀具类型:采用的刀具类型不同将对加工生产率和精度有重要影响。
总结更多的高生产率刀具可以看出,增加刀具同时参加切削的刀刃长度能有效的提高其生产效率。
例如,用花键拉刀加工花键孔时,同时参加切削的刀刃长度l=B×n×Zi,其中B 为键宽,n为键数,Zi为在拉削长度内同时参加切削的齿数。
若用插刀同时参加切削的刀刃长度比插刀大得多,因而生产率也高得多。
2正确选择刀具材料:刀具材料选择得是否恰当对刀具的生产率有重要的影响。
因为硬质合金比高速钢及其他工具钢生产率高得多,因此,在能采用硬质合金、的情况下应尽力采用。
由于目前硬质合金的性能还有许多缺陷,如脆性大,极难加工等,使他在许多刀具上应用还很困难,因而,目前许多复杂刀具还主要应用高速钢制造。
拉刀结构复杂,造价昂贵,因此要求采用耐磨的刀具材料,以提高其耐用度;考虑到还应有良好的工艺性能,根据《刀具课程设计指导书》表29,选择高速工具钢,其应用范围用于各种刀具,特别是形状较复杂的刀具。
2.3 刀具结构参数及各部分功用1拉刀的结构图1表12 切削方式:采用分层拉削方式中的同廓式拉削方式 3拉削余量:对于花键孔A=De-Do4拉刀刀齿结构:2.4 拉刀几何参数的选择和设计1:选择拉刀材料:18W 4r C V2:拟订拉削余量切除顺序和拉削方式拉削余量切除顺序为:键测与大径——小径,拉刀切削齿的顺序是:花键齿——圆形齿。
圆孔拉刀_矩形花键铣刀的设计说明书

圆孔拉刀,矩形花键铣刀的设计说明书目录前言 (1)一.绪论 (1)1.1刀具的发展 (1)1.2本课题的研究目的 (3)二.圆孔拉刀的设计 (4)1.原始条件和设计要求 (5)2.设计步骤 (5)2.1选择拉刀材料 (5)2.2拉削方式 (5)2.3拉削余量 (5)2.4几何参数 (6)2.5齿升量 (6)2.6确定齿距 (6)2.7确定同时工作齿数 (6)2.8容屑槽形状 (6)2.9确定容屑系数 (6)2.10确定容屑槽尺寸 (7)2.11拉刀的分屑槽形状及尺寸 (7)2.12确定拉刀的齿数和每齿直径 (7)2.13柄部结构形式及尺寸 (8)2.14颈部直径与长度 (9)2.15过渡锥长度 (9)2.16前导部直径长度 (9)2.17后导部直径长度 (9)2.18柄部前端到第一齿长度 (10)2.19计算最大切削力 (10)2.20拉床拉力校验 (10)2.21拉刀强度校验 (10)2.22计算校验拉刀 (11)2.23确定拉刀技术要求 (11)2.24绘制拉刀工作图 (13)三.矩形花键铣刀的设计..........................................3.1原始数据....................................................3.2设计步骤....................................................3.21齿槽半角...................................................3.22齿顶圆弧中心半角...........................................3.23齿顶宽.....................................................3.24初算齿廓高度................................................3.25铣刀宽度....................................................3.26按铣刀宽度最后确定齿廓高度..................................3.27铣刀齿顶圆弧半径............................................3.28齿顶圆角半径................................................3.29铣刀前角....................................................3.30容屑槽形式.................................................3.31铣刀孔径...................................................3.32铣刀外径...................................................3.33铣刀圆周齿数...............................................3.34铣刀的后角.................................................3.35铲削量.....................................................3.36容屑槽圆角半径.............................................3.37容屑槽深度.................................................3.38容屑槽间角.................................................3.39分屑槽尺寸.................................................3.40键槽尺寸...................................................3.41空刀导角尺寸................................................3.42技术条件...........................前言大学三年的学习即将结束,在我们即将进入大四,踏入社会之前,通过课程设计来检查和考验我们在这几年中的所学,同时对于我们自身来说,这次课程设计很贴切地把一些实践性的东西引入我们的设计中和平时所学的理论知识相关联。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中北大学课程设计说明书学生姓名:赵文强学号:0602014117 学院:机械工程与自动化学院专业:机械设计制造及其自动化题目:矩形花键拉刀及矩形花键铣刀设计指导教师:庞学慧职称: 教授指导教师:武文革职称: 教授2009年6月3日中北大学课程设计任务书2008/2009 学年第2 学期学院:机械工程与自动化学院专业:机械设计制造及其自动化学生姓名:赵文强学号:0602014117课程设计题目:矩形花键拉刀及矩形花键铣刀设计起迄日期:6月4日~6月12日课程设计地点:工字楼指导教师:庞学慧、武文革系主任:王彪下达任务书日期: 2009年6月3日矩形花键拉刀,矩形花键铣刀的设计说明书目录引言 (6)金属切削刀具课程设计的目的 (6)设计内容和要求 (7)矩形花键拉刀的设计 (7)原始数据 (9)设计步骤 (9)矩形花键铣刀的设计 (14)原始数据 (15)设计步骤 (16)总结 (19)致谢 (20)参考文献 (20)引言大学三年的学习即将结束,在我们即将进入大四,踏入社会之前,通过课程设计来检查和考验我们在这几年中的所学,同时对于我们自身来说,这次课程设计很贴切地把一些实践性的东西引入我们的设计中和平时所学的理论知识相关联。
为我们无论是在将来的工作或者是继续学习的过程中打下一个坚实的基础。
我的课程设计课题是矩形花键拉刀,矩形花键铣刀的设计。
在设计过程当中,我通过查阅有关资料和运用所学的专业或有关知识,比如零件图设计、金属切削原理、金属切削刀具、以及所学软件AUTOCAD、PRO/E的运用,设计了零件的工艺、编制了零件的加工程序等。
我利用此次课程设计的机会对以往所有所学知识加以梳理检验,同时又可以在设计当中查找自己所学的不足从而加以弥补。
使我对专业知识得到进一步的了解和系统掌握。
由于编者等水平有限,设计编写时间也比较仓促,在我们设计的过程中会遇到一些技术和其它方面的问题,再加上我们对知识掌握的程度,所以设计中我们的设计可能会有一些不尽如人意的地方, 为了共同提高今后设计编写的质量,希望在考核和答辩的过程中得到各位指导老师的谅解与批评指正,不胜感激之至.0602014117 赵文强 2009年6月10日金属切削刀具课程设计的目的金属切削刀具课程设计是学生在学完“金属切削原理及刀具”等有关课程的基础上进行的重要的实践性教学环节,其目的是使学生巩固和深化课堂理论教学内容,锻炼和培养学生综合运用所学知识和理论的能力,是对学生进行独立分析、解决问题能力的强化训练。
通过金属切削刀具课程设计,具体应使学生做到:(1) 掌握金属切削刀具的设计和计算的基本方法;(2) 学会运用各种设计资料、手册和国家标难;(3) 学会绘制符合标准要求的刀具工作图,能标注出必要的技术条件。
设计内容和要求完成矩形花键铣刀、矩形花键拉刀两种刀具的设计和计算工作,绘制刀具工作图和必要的零件图以及编写一份正确、完整的设计说明书。
刀具工作图应包括制造及检验该刀具所需的全部图形、尺寸、公差、粗糙度要求及技术条件等;说明书应包括设计时所涉及的主要问题以及设计计算的全部过程;设计说明书中的计算必须准确无误,所使用的尺寸、数据和计量单位,均应符合有关标准和法定计量单位;使用A4纸打印,语言简练,文句通顺。
具体设计要求见附页。
矩形花键拉刀的设计前言拉刀是一种高生产率的刀具,可以用来加工各种形状的通孔、直槽、螺旋槽以及直线或曲线外表面,广泛的用于大量和成批生产中。
拉刀的种类如图(1)用于拉削的成形刀具。
刀具表面上有多排刀齿,各排刀齿的尺寸和形状从切入端至切出端依次增加和变化。
当拉刀作拉削运动时,每个刀齿就从工件上切下一定厚度的金属,最终得到所要求的尺寸和形状。
拉刀常用于成批和大量生产中加工圆孔、花键孔、键槽、平面和成形表面等, 生产率很高。
拉刀按加工表面部位的不同,分为内拉刀和外拉刀;按工作时受力方式的不同,分为拉刀和推刀。
推刀常用于校准热处理后的型孔。
拉刀的种类虽多,但结构组成都类似。
如普通圆孔拉刀的结构组成为:柄部,用以夹持拉刀和传递动力;颈部,起连接作用;过渡锥,将拉刀前导部引入工件;前导部,起引导作用,防止拉刀歪斜;切削齿,完成切削工作,由粗切齿和精切齿组成;校准齿,起修光和校准作用,并作为精切齿的后备齿;后导部,用于支承工件,防止刀齿切离前因工件下垂而损坏加工表面和刀齿;后托柄,承托拉刀。
拉刀的结构和刀齿形状与拉削方式有关。
拉削方式通常分为分层拉削和分块拉削两类。
前者又分成形式和渐成式;后者又分轮切式和综合轮切式。
成形式拉刀各刀齿的廓形均与被加工表面的最终形状相似;渐成式拉刀的刀齿形状与工件形状不同,工件的形状是由各刀齿依次切削后逐渐形成。
轮切式拉刀由多组刀齿组成,每组有几个直径相同的刀齿分别切去一层金属中的一段,各组刀齿轮换切去各层金属。
综合轮切式拉刀的粗切齿采用轮切式,精切齿采用成形式。
轮切式拉刀切削厚度较分层拉削的拉刀大得多,具有较高的生产率,但制造较难。
拉刀常用高速钢整体制造,也可做成组合式。
硬质合金拉刀一般为组合式,因生产率高、寿命长,在汽车工业中常用于加工缸体和轴承盖等零件,但硬质合金拉刀制造困难。
原始数据 花键孔尺寸外径 0.1048D φ+= 内径 0.025042d φ+=键宽倒角 45c ⨯︒ c=0.5mm键数 n=8拉削长度 l=60mm工件材料 45#钢 硬度HBS175 强度σb =600Mpa设计步骤1. 拉刀材料选择 184W Cr v2. 加工顺序 倒角——圆孔——花键3. 选择切削的几何参数 前脚016~18οογ= 后脚(粗)103οοα+= (细) 3002οα''+=(校)3001οα''+= (其它见图纸)4. 确定校准齿直径 倒角不设校准齿查表3—47,花健齿、圆形齿的扩张量均为5μm ,则花键齿校准齿和圆形齿校准齿直径为48.10.00548.095hx d =-=mm42.0250.00542.02yxd =-=mm5. 计算倒角参数12b b f=+181b =+=9 ,11maxsin b d ϕ=19sin 42.025φ==0.21416mm190x ϕθϕ=︒--=32.6339mm =17.6953mmmax cos 2xd M ϕ•==21.0282mmmin 2cos 2sin M b HO θθ-=min2B b tg HO ϕ=0.190,min sin B Bb d ϕ==42.810mm2(0.3~0.6)B d d =+=42.3mm6. 计算拉削余量按表4—1圆形的拉削余量为1,预制空的直径41mm实际的拉削余量A γ=(42.025-41)mm=1.025mm 倒角余量d A =(42.3-41.00)mm=1.3mm花键余量h A =[ 48.1-(42.3-0.1)]mm=5.9mm7. 选择齿升量倒角齿:fd a =0.1mm (槽拉刀和键槽拉刀栏)花键齿:fh a =0.07mm (矩形花键拉刀栏)圆形齿:fr a =0.05mm (综合式拉刀栏)8. 设计容屑槽I 齿距的计算 按表4—7(1.2~1.5)t l = (1.25~1.5)60t ==9.68~11.61 取t =11mm(0.6~0.8)t t =校8mm t =校 ll 选择容屑槽 按表4—8 粗切齿用深槽,h=4.5 g=4 r=2.3 R=7 精切齿用基本槽h 精=4g 精=4 r 精=2 R 精=7III 校核容屑条件 查表4—9得容屑系数k=3.倒角齿升量大时,应校验之,应使满足1.130.07603h ≥⨯⨯ h=4.5 校验合格IV 校验同时工作齿数 1c l Z t =+ 60111e z =+=6,满足e 3z 8≤≤的校验条件 9. 花键齿截形设计花键的键宽max b B δ=-,精确到0.001mmmax max min h max b b h bh b B b δ=-=-∆其中,b δ为拉削扩张量(查表4—16得b δ=0.005mm );b ∆为拉刀键齿宽公差带,为保证键齿尺寸耐用度的提高,b ∆应在制造条件允许范围内取小值,所以b ∆=0.010mm ,则max b h =(8.036-0.005)mm=8.031mm min h b = (8.031-0.010)mm =8.021mm拉刀键齿侧面制出0K ογ=的修光角f ,其下应磨出侧隙角130ο'。
工厂常在齿高为1.25mm 及以下的刀齿上磨出侧隙,副偏角//130r κ=︒,在图中已经标出。
10. 确定分屑槽参数除校准齿和与其相邻的一个精齿外,拉刀切削齿均磨制三角形分屑槽(表4—13)。
由于在每个圆形齿上都存在着不工作的刃段,圆形齿段不必磨分屑槽s=2.51.0b '=0.5h '=11. 选择拉刀前柄按表4—17 选择I 型—A 无周向定位面的圆柱形前柄,公称尺寸140d mm =,卡爪底径230d mm =, 其余见图。
12. 校验拉刀强度和拉床载荷通过计算分析,确认倒角齿拉削力最大,因而计算拉刀倒角齿拉削力(查表4—20,4—21和4—22)max (2)w h a z B f =+∑=8⨯(8.031+2⨯0.5)mm=72.25mm3max max 0123410w e F F a z k k k k k -'=⨯∑319272.758 1.15 1.15 1.311110-=⨯⨯⨯⨯⨯⨯⨯⨯=153.59KN拉力最小截面积在卡槽颈处,则拉应力为:max 2304F σπ=⨯=153.56706.5=0.2173GP []σσ≤(表4—25),拉力强度校验合格。
根据表4—24,选用L6120拉床,拉床拉力为200⨯0.8KN=160KN ≥153.59KN ,拉床载荷校验合格。
13. 确定拉到齿数及每齿直径I 倒角齿齿数4.924.5220.1d dc fd A z a ===⨯ 取dc z =25II 花键齿齿数初拟花键过渡齿与精切齿的齿升量为0.04,0.03,0.02,0.01,0.005mm ,逐步递减,共切削余量A ''=0.21mm ,花键的切削齿数为2.30.211115.93220.07h hc fh A A z a ''--=+=+=⨯ 取16齿,多取了0.07⨯0.07⨯2mm 的余量,应减去0.0098的齿升量,应此,减去一个精切齿并将齿升量调整0.04,0.03,0.0125,0.005mm ,最后齿升量小于0.5fh a ,为精切齿,则前两齿为过渡齿。
III 圆形齿齿数初拟方案与花键相同,即拟切去A ''=0.21mm 余量,计算圆形粗齿齿数为 1.0250.218.15220.05y yc fy A A z mm a ''--===⨯ 取8齿,少切了0.15⨯0.005⨯2mm 的余量,需加一个精切齿,其齿升量为0.0075mm 。