矩形花键拉刀及矩形花键铣刀设计
课程设计 矩形花键拉刀及矩形花键铣刀讲解
目录1 前言 (3)2 设计内容和要求 (3)3矩形花键拉刀的设计 (3)3.1选定刀具类型和材料的依据 (3)3.1.1选择刀具类型 (3)3.1.2正确选择刀具材料 (4)3.2刀具结构参数、几何参数的选择和设计 (4)3.2.1拉刀的结构 (4)3.2.2 切削方式 (5)3.2.3 拉削余量 (5)3.2.4 拉刀刀齿结构 (5)3.2.5 确定校准齿直径 (5)3.2.6 分层式拉刀粗切齿齿升量 (6)3.2.7 拉刀容屑槽及分屑槽的尺寸 (7)3.2.8花键齿截形设计 (8)3.2.9选择拉刀前柄 (8)3.2.10校验拉刀强度和拉床载荷 (8)3.2.11确定拉刀齿数及每齿直径 (9)3.2.12 拉刀齿部长度 (9)3.2.13设计拉刀其他部分 (9)3.2.14拉刀总长及其校验 (10)4.1刀具的全部计算 (11)4.2 排齿升量 (11)5.1 对技术条件的说明 (11)5.2键槽拉刀的尺寸偏差 (14)5.3拉到其他部分长度偏差 (14)5.4 拉刀主要技术条件 (15)6.铣刀的设计 (16)6.1齿形的设计计算 (16)6.2结构参数的选择及计算 (16)6.3矩形花键铣刀的技术条件 (18)6.4刀具的全部计算 (20)7总结 (21)8.参考文献 (21)9.致谢 (21)矩形花键拉刀及矩形花键铣刀设计说明书1.前言在拉床上使用拉刀加工工件的工艺过程称为拉削加工。
拉削主要用于大批量生产中加工各种形状的通孔、平面及成形面等。
拉刀是一种定型刀具,在一次拉削中完成粗切、精切、校准、修光操作,切除被加工表面的全部加工余量,生产率高,加工质量高。
但一把拉刀只适宜于一种规格尺寸的孔或槽,拉刀制造复杂,且成本高,只用于大批量生产中。
通过金属切削刀具课程设计,具体应使学生做到:(1) 掌握金属切削刀具的设计和计算的基本方法;(2) 学会运用各种设计资料、手册和国家标难;(3) 学会绘制符合标准要求的刀具工作图,能标注出必要的技术条件。
刀具课程设计(矩形花键拉刀)
题目: 矩形花键拉刀目录1. 前言1.1矩形花键拉刀设计————————————————— 32. 矩形花键拉刀设计2.10选择刀具材料及热处理硬度——————————————4 2.11拟订拉削余量切除顺序和拉削方式————————————4 2.12选择切削齿几何参数————————————————5 2.13确定校准齿直径,倒角齿不设校准齿———————————5 2.14计算倒角齿参数—————————————————5 2.15计算拉削余量—————————————————6 2.16选择齿升量——————————————————6 2.17设计容屑槽——————————————————6 2.18花键齿截形设计—————————————————7 2.19确定分屑槽参数—————————————————82.21校验拉刀强度和拉床载荷——————————————8 2.22确定拉刀齿数及每齿直径——————————————8 2.23拉刀齿部长度—————————————————9 2.24设计拉刀其他部分————————————————102.26 制定技术条件——————————————————— 114.总结—————————————————————————155.参考文献————————————————————16 6.附表—————————————————————17矩形花键拉刀及矩形花键铣刀设计1.1矩形花键拉刀设计被加工零件如图1.所示,工件材料为: 45钢;硬度HBS180 ;强度σb =610Mpa;工件长度L=30mm。
拉床为L6120型良好状态旧拉床,拉削时采用10%乳化液。
拉削前采用钻削加工预制孔。
1.2.矩形花键铣刀设计被加工零件如图2.所示,工件材料为:45钢;硬度HBS180 ;强度σb = 610Mpa ;工件长度L=30mm 。
2. 矩形花键拉刀设计【原始条件和设计要求】要求设计一把矩形内花键拉刀。
刀具课程设计任务(1)。

设计任务11. 矩形花键拉刀设计被加工零件如图1.所示,工件材料为:45钢;硬度HBS180;强度σb = 610Mpa;工件长度L=30mm。
2. 矩形花键铣刀设计被加工零件如图2.所示,工件材料为:45钢;硬度HBS180;强度σb =610 Mpa;工件长度L=30mm。
图1 图21. 圆孔拉刀设计被加工零件如图1.所示,工件材料为:30钢;硬度HBS180;强度σb =500Mpa。
2. 矩形花键铣刀设计被加工零件如图2.所示,工件材料为:30钢;硬度HBS180;强度σb=500Mpa;工件长度L=36mm。
1. 成形车刀设计被加工零件如图1.所示,工件材料为:硬铝LY11;硬度HBS100;强度σb = 420Mpa。
2. 矩形花键拉刀设计被加工零件如图2.所示,工件材料为:硬铝LY11;硬度HBS100;强度σb = 420Mpa;工件长度L=30mm。
1. 矩形花键拉刀设计被加工零件如图1.所示,工件材料为:45钢;硬度HBS190;强度σb=630Mpa;工件长度L=35mm。
2. 矩形花键铣刀设计被加工零件如图2.所示,工件材料为:45钢;硬度HBS190;强度σb=630Mpa;工件长度L=35mm。
图1 图21. 成形车刀设计被加工零件如图1.所示,工件材料为:35钢;硬度HBS170;强度σb =520Mpa。
2. 矩形花键拉刀设计被加工零件如图2.所示,工件材料为:35钢;硬度HBS170;强度σb=520Mpa;工件长度L=25mm。
图1 图2设计任务61.成形车刀设计被加工零件如图1.所示,工件材料为:硬铝LY12;硬度HBS115 ;强度σb = 490Mpa。
2. 矩形花键拉刀设计被加工零件如图2.所示,工件材料为:硬铝LY12;硬度HBS115 ;强度σb = 490Mpa;工件长度L=40mm。
设计任务71. 圆孔拉刀设计被加工零件如图1.所示,工件材料为:25钢;硬度HBS150;强度σb =430Mpa。
矩形花键拉刀矩形花键铣刀设计说明书刀具课程设计
目录1 说明 (3)2 矩形花键拉刀 (4)2. 1 设计规定 (4)2. 2 设计环节 (4)2.2.1 花键孔尺寸 (4)2.2.2 拟定拉削余量 (4)2.2.3 齿升量的选择 (5)2.2.4 切削几何参数选择 (5)2.2.5 拟定校准齿直径 (6)2.2.6 倒角齿参数计算 (6)2.2.7 拟定齿距p及同时工作齿数 (7)2.2.8 容削槽的设计 (7)2.2.9 拉刀的分削槽形状 (8)2.2.10 花键齿截型设计 (8)2.2.11 粗算切削齿齿数 (9)2.2.12 计算切削齿部分长度 (10)2.2.13 拉刀尺寸设计 (10)2. 3 拉刀强度及拉床拉力校验 (13)2.3.1 拉削力 (13)2.3.2 拉刀强度校验 (13)2.3.3 拉床拉力校验 (13)2. 4 拟定拉刀的技术条件 (14)3 矩形花键铣刀 (15)3. 1 设计规定 (15)3. 2 设计环节 (15)3.2.1 花键轴尺寸 (15)3.2.2 具体参数设计 (15)3.2.3 齿形高度和宽度 (16)3.2.4 铣刀的孔径和外径 (16)3.2.5 铣刀的齿数 (17)3.2.6 铣刀的后角及铲削量 (17)3.2.7 铣刀的容削槽和分削槽 (18)3.2.8 校验 (18)3. 3 矩形花键铣刀的技术条件 (19)3.3.1 表面粗糙度(按GB1031-68) (19)3.3.2 尺寸公差 (19)3.3.3 形状位置公差 (19)3.3.4 齿形误差 (20)3.3.5 材料及热解决 (20)4 参考文献 (21)1说明大学三年的学习即将结束, 在我们即将进入大四,踏入社会之前, 通过课程设计来检查和考验我们在这几年中的所学, 同时对于我们自身来说, 这次课程设计很贴切地把一些实践性的东西引入我们的设计中和平时所学的理论知识相关联。
为我们无论是在将来的工作或者是继续学习的过程中打下一个坚实的基础。
刀具课程设计-圆孔拉刀,矩形花键铣刀的设计说明书

圆孔拉刀,矩形花键铣刀的设计说明书目录一.绪论 (3)1.1刀具的发展............................ .. (3)1.2本课题的研究目的....... .. (3)二.圆孔拉刀的设计 (3)1.刀具结构参数及各部分功用............................ . (5)2. 设计步骤 (5)3.设计要求 (5)4.确定拉削方式 (5)5.选择刀齿几何参数 (5)6.确定校准齿直径 (6)7.确定拉削余量 (6)8.选取齿升量 (6)9.设计容屑槽 (6)10.确定分屑槽参数 (8)11.选择拉刀前柄 (8)12校验拉刀强度与拉床载荷................. .. (8)13确定拉刀齿数和每齿直径尺寸........... . (9)14设计拉刀其它部分.......... .. (10)15.计算和校验拉刀总长 (11)16.制定拉刀技术条件 (12)17.绘制拉刀工作图 (12)三.矩形花键铣刀的设计 (12)3.1原始数据 (13)3.2设计步骤 (13)3.21齿槽半角 (13)3.22齿顶圆弧中心半角 (13)3.23齿顶宽 (13)3.24初算齿廓高度 (13)3.25铣刀宽度 (13)3.26按铣刀宽度最后确定齿廓高度 (13)3.27铣刀齿顶圆弧半径 (14)3.28齿顶圆角半径 (14)3.29铣刀前角 (14)3.30容屑槽形式 (14)3.31铣刀孔径 (14)3.32铣刀外径 (14)3.33铣刀圆周齿数 (14)3.34铣刀的后角 (15)3.35铲削量 (15)3.38容屑槽间角 (15)3.40键槽尺寸 (15)3.41空刀导角尺寸 (15)3.42技术条件 (15)总结 (16)参考文献 (17)一绪论1.1刀具的发展随着社会的发展,时代的进步,刀具在生产中的用途越来越广.刀具的发展在一定程度上决定着生产率,中国加入WTO后,各行各业面临的竞争越来越激烈,一个企业要有竞争力,其生产工具必须具有一定的先进性.中国在机械方面的发展空间相当大,而要生产不同种类的零件,不管其大小与复杂程度,都离不开刀具。
矩形花键拉刀及矩形花键铣刀设计(刀具课程设计)

矩形花键拉刀及矩形花键铣刀的设计目录一、金属切削刀具课程设计的目的二、设计内容和要求三、拉刀的设计(一)原始条件及设计要求(二)选定刀具类型和材料的依据1选择刀具类型:2正确选择刀具材料:(三)刀具结构参数、几何参数的选择和设计1倒角齿1.1倒角齿θ角1.2 倒角齿测量值M1.3 倒角齿最大直径d12余量2.1 拉削余量2.2齿升量选择3. 各切削齿的几何参数设计4.设计容屑槽4.1 齿距计算4.2 选择容屑槽4.3 校验容屑条件4.4 校验同时工作齿数5.花键齿截形设计6.确定分屑槽参数7选择拉刀前柄8校验拉刀及拉床强度9.确定拉刀齿数及每齿直径9.1倒角齿齿数9.2花键齿齿数9.3 圆形赤齿书9.4校准部齿数9.5矩形花键拉刀齿序表10.拉刀齿部长度11.拉刀齿部长度12拉刀总长13拉刀总长及其校验14制定技术条件15制定技术条件16.绘制拉刀图(详见CAD大图)四、铣刀的设计1.原始条件2.前角3设计步骤3.1齿槽半角3.2齿顶圆弧中心半角3.3齿顶宽3.4初算齿廓高度3.5铣刀宽度3.6按铣刀宽度最后确定齿廓高度3.7铣刀齿顶圆弧半径3.8齿顶圆角半径3.9铣刀前角3.10容屑槽形式3.11铣刀孔径3.12铣刀外径3.13铣刀圆周齿数3.14铣刀的后角3.15铲削量3.16容屑槽圆角半径3.17容屑槽深度3.18容屑槽间角3.19分屑槽尺寸3.20空刀导角尺寸3.21技术条件3.22绘制工作图五总结六致谢七参考文献一、金属切削刀具课程设计的目的金属切削刀具课程设计是学生在学完“金属切削原理及刀具”等有关课程的基础上进行的重要的实践性教学环节,其目的是使学生巩固和深化课堂理论教学内容,锻炼和培养学生综合运用所学知识和理论的能力,是对学生进行独立分析、解决问题能力的强化训练。
通过金属切削刀具课程设计,具体应使学生做到:(1) 掌握金属切削刀具的设计和计算的基本方法;(2) 学会运用各种设计资料、手册和国家标难;(3) 学会绘制符合标准要求的刀具工作图,能标注出必要的技术条件。
矩形花键拉刀的设计

矩形花键拉刀的设计2.1前言拉刀上有很多刀齿,后一个刀齿(或后一组刀齿)的齿高要高于(或齿宽宽于)前一个刀齿(或前一组刀齿),所以当拉刀作直线运动时(对某些拉刀来说则是旋转运动),便能依次地从工件上切下很薄的金属层。
所以拉刀具有以下优点:加工质量好,生产效率高,使用寿命长,而且拉床结构简单。
但拉刀结构复杂,制造麻烦,价格也比较高,一般是专用刀具,因而多用于大量和批量生产的精加工。
拉刀按加工表面的不同,可分为加工圆形、方形、多边形、花键槽、键槽等通孔的内拉刀和加工平面、燕尾槽、燕尾头等外表面的外拉刀。
按结构的不同,可分为整体式拉刀和装配式拉刀。
2.2选定刀具类型和材料的依据1选择刀具类型:采用的刀具类型不同将对加工生产率和精度有重要影响。
总结更多的高生产率刀具可以看出,增加刀具同时参加切削的刀刃长度能有效的提高其生产效率。
例如,用花键拉刀加工花键孔时,同时参加切削的刀刃长度l=B×n×Zi,其中B 为键宽,n为键数,Zi为在拉削长度内同时参加切削的齿数。
若用插刀同时参加切削的刀刃长度比插刀大得多,因而生产率也高得多。
2正确选择刀具材料:刀具材料选择得是否恰当对刀具的生产率有重要的影响。
因为硬质合金比高速钢及其他工具钢生产率高得多,因此,在能采用硬质合金、的情况下应尽力采用。
由于目前硬质合金的性能还有许多缺陷,如脆性大,极难加工等,使他在许多刀具上应用还很困难,因而,目前许多复杂刀具还主要应用高速钢制造。
拉刀结构复杂,造价昂贵,因此要求采用耐磨的刀具材料,以提高其耐用度;考虑到还应有良好的工艺性能,根据《刀具课程设计指导书》表29,选择高速工具钢,其应用范围用于各种刀具,特别是形状较复杂的刀具。
2.3 刀具结构参数及各部分功用1拉刀的结构图1表12 切削方式:采用分层拉削方式中的同廓式拉削方式 3拉削余量:对于花键孔A=De-Do4拉刀刀齿结构:2.4 拉刀几何参数的选择和设计1:选择拉刀材料:18W 4r C V2:拟订拉削余量切除顺序和拉削方式拉削余量切除顺序为:键测与大径——小径,拉刀切削齿的顺序是:花键齿——圆形齿。
矩形花键拉刀设计说明书.

目录1. ------------------------------------------------------------- 前言3 2•矩形花键拉刀设计1选择拉刀材料及热处理硬度---------------------------- 42 拟订拉削余量切除顺序和拉削方式------------------------ 43选择切削齿几何参数------------------------------- 44确定校准齿直径---------------------------------- 45 计算拉削余量------------------------------------ 46选择齿升量------------------------------------- 57设计容屑槽------------------------------------- 68花键齿截形设计---------------------------------- 69确定分屑槽参数----------------------------------- 610选择拉刀前柄------------------------------------ 711校验拉刀强度和拉床载荷----------------------------- 712确定拉刀齿数及每齿直径---------------------------- 813拉刀齿部长度------------------------------------ 1014设计拉刀其它部分--------------------------------- 1015拉刀总长及其校验-------------------------------- 1216制定技术条件------------------------------------ 1217绘制拉刀工作图---------------------------------- 123.矩形花键铣刀设计1铣刀前角选择----------------------------------- 132工件廓形尺寸----------------------------------- 133确定铣刀宽度与齿形高度------------------------------ 13 4确定容屑槽底形式--------------------------------- 135确定铣刀孔径----------------------------------- 136初选铣刀外径----------------------------------- 137初选铣刀齿数----------------------------------- 148确定铣刀的后角及铲削量---------------------------- 14 9确定容屑槽底半径--------------------------------- 1410确定容屑槽角-----------------------------------11确定容屑槽深度及分屑槽尺寸-------------------------- 14 12校验铣刀刀体强度------------------------------- 1413确定内孔空刀尺寸及键槽尺寸------------------------- 14确定铣刀的技术条件-----------------------------4.参考文献----------------------------------------- 161415 15刀具课程设计说明书1 前言金属切削刀具课程设计是学生在学完“金属切削原理及刀具”等有关课程的基础上进行的重要的实践性教学环节,其目的是使学生巩固和深化课堂理论教学内容,锻炼和培养学生综合运用所学知识和理论的能力,是对学生进行独立分析、解决问题能力的强化训练。
创新研修-矩形花键拉刀设计-

2012年春季创新研修课作业矩形花键拉刀设计院 系: 机电学院工业设计系 班 级: 1008107 学生姓名: 邵逸之 学 号: 1100800416 授课教师: 王娜军 教师评价:H a r b i n I n s t i t u t e o f T e c h n o l o g y矩形花键拉刀设计哈尔滨工业大学机电学院 1100800416 邵逸之任务说明任务主要为建立花键孔拉削加工刀具设计的基本方法,并以三维图形表示其刀具基本结构。
具体设计小径定心,具有倒角齿、花键齿和圆孔齿三种齿形,圆孔齿与花键齿交互排列的矩形花键拉刀。
已知条件:内花键尺寸:大径)58(105812.00mm H D +=φφ,小径)52(75203.00mm H d +=φφ,键槽宽)10(111009.00mm H B +=,倒角C=0.5mm ,键数n=8. 拉削长度:L=(50~80)mm工件材料:18CrMnTil56~207HBS预制孔直径:)50.5112.000mm d +=φ 拉床型号L6120设计过程首先通过翻阅专业书籍及上网查阅资料了解拉削与拉刀的基本知识,包括拉削和拉刀种类、拉刀结构组成、拉削图形及拉刀的安装等,然后根据相关知识参照其他拉刀设计实例进行矩形花键拉刀的设计和计算,最后通过犀牛三维建模软件建立矩形花键拉刀模型。
一、 刀齿的配置、齿形及参数计算1、 矩形花键拉刀刀齿的配置形式根据工件的不同要求,矩形花键拉刀可有不同的刀齿配置形式2、 花键齿底径1d 按下式计算:mm d d 5.01-= 式中d ——内花键小径 3、 矩形花键拉刀倒角齿计算矩形花键拉刀倒角齿直径和测量值的计算二、刀齿的配置、齿形及参数计算4、 小径定心矩形花键拉刀设计计算1) 拉刀材料:W18Cr4V 2) 内花键大径最大尺寸/mm 12.5812.058max =+=D 3) 内花键小径最大尺寸/mm 03.5203.052max =+=d4) 花键拉削余量/mm 62.650.5112.580max 1=-=-=d D A 5) 圆孔拉削余量/mm53.050.5103.520max 2=-=-=d d A6) 内花键最大件槽宽/mm09.1009.010max =+=B7) 齿升量/mm 07.0=f α 8) 齿距/mm0)5.1~25.1(L p =13取=p9) 同时工作齿数 710max =+=pL z 10) 拉削力/N 1593417809.10282max 'max =⨯⨯⨯==Bnz F F 11) 容屑系数3=K12) 容屑槽深度/mm 63.48007.0313.113.11max =⨯⨯≥≥L K h α 13) 最小断面面积/2mm 54.11333842min =⨯=πA14) 强度校验计算[]6.140minmax=≤=σσA F 查表合格5、 倒角齿部分的计算15) 倒角齿测量值M (mm )115.021021=⨯+=+=C B B211538.0sin 11==dB ϕ86.212cos d 78.32-452。
矩形花键拉刀及矩形花键铣刀设计

目录前言 (1)一.绪论 (1)1.1刀具的发展 (2)1.2本课题的研究目的 (3)二.矩形花键拉刀的设计 (4)1原始条件和设计要求 (4)2设计步骤 (4)三.矩形花键铣刀的设计 (13)1.原始条件 (13)2.设计步骤 (13)总结 (16)参考文献 (17)前言金属切削原理及刀具是研究金属切削加工的一门技术科学。
在学期后开设的课程设计能使同学们将所学的知识融合在一起,加深对常用刀具材料的种类、性能及应用范围的理解和掌握;培养根据加工条件合理选择刀具材料、刀具几何参数的能力;培养根据加工条件,和用资料、手册及公式,计算切削力和切削功率的能力;培养根据加工条件,从最大生产率或最低加工成本出发,合理选择切削用量的能力。
21世纪机械产品的国际竞争愈来愈剧烈,因此,现代机器的工作原理,结构组成,设计思维方式已不同于传统的机器,机器零件的设计离不开刀具,因此刀具的设计思想的新思想,新理念应用而生。
要求刀具不断创新,努力提高产品的质量,完善和改进刀具性能,满足市场需要。
刀具产品的设计可分为产品的概念设计(Conceptual Design)和产品的构型设计(Configuration Design)。
概念设计是决定刀具产品质量水平的高低,性能的优略和经济效益好坏的关键性一步。
刀具设计的重要任务应是进行刀具方案的构思,刀具的类型,尺寸和角度。
机械工业的技术水平和规模是衡量一个国家科技水平和经济实力的重要标志。
改革开放以来,机械工业充分利用国内外两方面的技术资源,有计划地进行企业技术改造,引导企业走依靠科技进步的道路,使制造技术,产品质量和水平以及经济效益有了很大提高,为繁荣国内市场,扩大出口创汇,推动国民经济的发展起了重要作用。
但是与工业发达国家相比,我国机械工业的水平还存在着阶段性的差距,主要表现在机械产品质量和水平不够高,技术开发能力不够强和科技投入少。
特别对其他产业来说,对机械工业的认识不够,甚至有相当一段时间不够重视。
矩形花键铣刀的设计
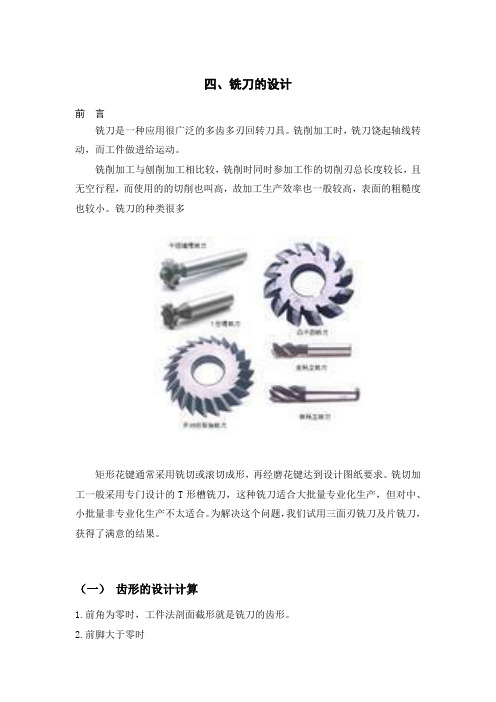
四、铣刀的设计前言铣刀是一种应用很广泛的多齿多刃回转刀具。
铣削加工时,铣刀饶起轴线转动,而工件做进给运动。
铣削加工与刨削加工相比较,铣削时同时参加工作的切削刃总长度较长,且无空行程,而使用的的切削也叫高,故加工生产效率也一般较高,表面的粗糙度也较小。
铣刀的种类很多矩形花键通常采用铣切或滚切成形,再经磨花键达到设计图纸要求。
铣切加工一般采用专门设计的T形槽铣刀,这种铣刀适合大批量专业化生产,但对中、小批量非专业化生产不太适合。
为解决这个问题,我们试用三面刃铣刀及片铣刀,获得了满意的结果。
(一)齿形的设计计算1.前角为零时,工件法剖面截形就是铣刀的齿形。
2.前脚大于零时铣刀有了前角以后,其刀齿在径向截面的齿形和前刀面上的齿形,就与工件法剖面的截形不同了。
设γf为铣刀外圆处的纵向前角,当γf较大时,铣刀径向截面和前刀面上的齿形需进行修正计算。
下图所示的是工件齿形和铣刀齿形得关系,其中(b)为给定的工件齿形;(c)为铣刀径向截面应具有的齿形,即铲刀应具有的齿形;(d)为铣刀前刀面的齿形,即样板应具有的齿形。
图8(二)结构参数的选择及计算设计步骤1.铣刀齿形高度h设被切工件成形部分高度为hw,则成形铣刀齿形高度应为:h=hw+(1-2)mm2.铣刀宽度B设被切工件阔形宽度为Bw,则铣刀宽度B可取为稍大于B。
3.容屑槽底形式铲齿成形铣刀容屑槽底形式通常有两种,即平地形式和中间有凸起或槽底倾斜的加强形式。
在铲削深度较小和刀齿强度足够的情况下,应采用平底形式。
在铣削深度较大时,宜采用加强形式。
4.铣刀的孔径d铣刀的孔径d应根据铣削宽度和工作条件选取,可以按刚度,强度条件计算,也可根据生产经验选取。
5.铣刀的外径do对于平底形式的容屑槽,铣刀外径可按下面公式计算:do=d+2m+2H式中:d-铣刀孔径m-壁厚,一般取(0.3-0.5)dH-全齿高由于全齿高的计算又需依据外径do,因此,用上式直接计算铣刀外径是困难的,我国一些工厂采用下式估算铣刀外径:do=(2-2.2)d+2.2h+(2-6)根据上面公式的计算结果再取外径的推荐值。
矩型花键铣刀

金属切削刀具课程设计的目的金属切削刀具课程设计是学生在学完“金属切削原理及刀具”等有关课程的基础上进行的重要的实践性教案环节,其目的是使学生巩固和深化课堂理论教案内容,锻炼和培养学生综合运用所学知识和理论的能力,是对学生进行独立分析、解决问题能力的强化训练。
通过金属切削刀具课程设计,具体应使学生做到:(1> 掌握金属切削刀具的设计和计算的基本方法;(2> 学会运用各种设计资料、手册和国家标难;(3> 学会绘制符合标准要求的刀具工作图,能标注出必要的技术条件。
设计内容和要求完成矩形花键铣刀、矩形花键拉刀两种刀具的设计和计算工作,绘制刀具工作图和必要的零件图以及编写一份正确、完整的设计说明书。
刀具工作图应包括制造及检验该刀具所需的全部图形、尺寸、公差、粗糙度要求及技术条件等;说明书应包括设计时所涉及的主要问题以及设计计算的全部过程;设计说明书中的计算必须准确无误,所使用的尺寸、数据和计量单位,均应符合有关标准和法定计量单位;使用A4纸打印,语言简练,文句通顺。
具体设计要求见附页。
矩形花键铣刀的设计<一)齿形的设计计算1.前角为零时,工件法剖面截形就是铣刀的齿形。
2.前脚大于零时铣刀有了前角以后,其刀齿在径向截面的齿形和前刀面上的齿形,就与工件法剖面的截形不同了。
设γf为铣刀外圆处的纵向前角,当γf较大时,铣刀径向截面和前刀面上的齿形需进行修正计算。
下图所示的是工件齿形和铣刀齿形得关系,其中<b)为给定的工件齿形;<c)为铣刀径向截面应具有的齿形,即铲刀应具有的齿形;<d>为铣刀前刀面的齿形,即样板应具有的齿形。
图8<二)结构参数的选择及计算1.铣刀齿形高度h设被切工件成形部分高度为hw,则成形铣刀齿形高度应为:h=hw+<1-2)mm2.铣刀宽度B设被切工件阔形宽度为Bw,则铣刀宽度B可取为稍大于B。
3.容屑槽底形式铲齿成形铣刀容屑槽底形式通常有两种,即平地形式和中间有凸起或槽底倾斜的加强形式。
矩形花键拉刀的设计与工艺
矩形花键拉刀的设计与工艺任务书1.课题意义及目标:本设计的主要任务:设计加工矩形花键拉刀,绘制矩形花键拉刀的图纸,并编制矩形花键拉刀的加工工艺规程。
目标:1.通过本次设计了解矩形花键拉刀的结构型式。
2.了解拉刀各部分尺寸的计算方法。
3. 矩形花键拉刀各种切削角度的选取原则。
4.通过工艺规程的编制,学习矩形花键拉刀的完整加工过程,掌握工艺规程的编写要求,真正理解工艺规程在实际加工中的作用和重要性。
2.主要任务:要求:绘制的图纸符合机械制图国家标准,并做到内容完整、准确。
设计的工艺既要切合实际又要保证产品的精度要求,还要符合经济性的要求。
内容:设计并绘制矩形花键拉刀的图纸,编制矩形花键拉刀的加工工艺规程,并编写毕业设计论文。
3.主要参考资料:1. JB/T 9992-2011 矩形花键拉刀技术条件.2. GB 3832.3-2008 拉刀圆柱形后柄型式和基本尺寸.3. GB 3832.2-2008 拉刀圆柱形前柄型式和基本尺寸.4. 《刀具设计手册》机械工业出版社 1999年6月.5. 《拉刀设计与使用》机械工业出版社 1990年10月.4.进度安排:审核人:年月日矩形花键拉刀的设计与工艺摘要:在追求效率的现代工业中,拉刀作为一种经济高效的生产工具已经在零件生产中得到了越来越广的应用,其重要性可见一斑。
而通过完成我此次的毕业设计——矩形花键拉刀的设计与工艺,不仅可以帮助我掌握机械刀具的设计过程,还可以帮我巩固机械设计工艺课程的相关知识。
相信通过完成该毕业设计会对以后的工作设计有相当大的帮助。
同时,在设计中需要根据一些被加工的拉刀的零件的相关的设计技术及其要求,能够准确地综合合理地运用刀具设计中的基本规则及一些技巧方法,了解并且能够应用一些特有的刀具设计计算的方法。
并通过完成刀矩形花键拉刀的具整体结构的设计,来提高对刀具的自我认知和综合运算及设计能力。
关键词:矩形花键拉刀,机械刀具,机械设计工艺,刀具设计原理,验算公式,结构参数The design and process of rectangle spline broachAbstract:In the pursuit of efficiency of modern industry, broach as a kind of economic and efficient production tool has been more and more wide application,so it is very important. And by completing the graduation design -- the design and process of rectangle spline broach, it not only help us grasp the design of machine tool, but also help me to consolidate the knowledge of mechanical design technology course. I believe that the graduation designing will help me a lot in work after the design.At the same time, according to some machining broach parts and technology requirement, we can reasonably use the tool in the design、some techniques and methods synthetically a to apply some special tool design and calculation method.Through complete the knife of rectangle spline broach ,it will improve us the skill of completing the rectangle spline broach's structure and integrated design ability.Keywords: Rectangle spline broach, Machine tool, Mechanical design process, The design principle of cutting tool, Checking calculation formula , Structure parameter.目录1前言 (4)1.1该课题研究的目的 (6)1.2选择刀具的具体类型 (6)2矩形花键拉刀的设计 (7)2.1正确地选择刀具材料 (7)2.2.矩形花键拉刀的设计参数 (8)2.3刀具结构参数及各部分功用 (9)2.4矩形花键拉刀具体几何参数的设计和选择 (11)2.5设计数据汇总 (17)3.矩形花键拉刀在制造中及制造后存在的相关注意事 (19)3.1矩形花键拉刀刃磨后的检验 (19)3.2在拉削过程中遇到的问题及消除方法 (19)3.3容易使拉刀寿命降低的问题及注意事项 (20)3.4拉刀多齿崩刃或断裂产生原因及解决办法 (22)4结论 (24)参考文献 (25)致谢 (26)1.前言在工业化发展飞速的现在,刀具作为一种高效率的生产方式,经济实用且已被大量的投入到工厂中去生产实践,可见其重要性。
矩形花键拉刀与铣刀刀具教学规划使用说明
一 、矩形花键拉刀设计1. 前言用于拉削的成形刀具。
刀具表面上有多排刀齿,各排刀齿的尺寸和形状从切入端至切出端依次增加和变化。
当拉刀作拉削运动时,每个刀齿就从工件上切下一定厚度的金属,最终得到所要求的尺寸和形状。
拉刀常用于成批和大量生产中加工圆孔、花键孔、键槽、平面和成形表面等,生产率很高。
2. 矩形花键拉刀的参数选择和设计计算 2.1原始条件及设计要求要求设计一把矩形花键拉刀,花键大径D=60H10()0120.0+m m, 小径d=52H7()0030.0+mm,键槽宽B=10H9()0036.0+mm,键数n=8,倒角高度C=0.5mm,拉削长度L=35mm,工件材料为45钢,硬度为HBS190,σb =630MPa 。
查表后,由花键拉刀的长度确定选用拉床L6120。
2.2 拉刀材料选择设计矩形花键拉刀采用W18Cr4V 高速钢制造。
2.3拉刀拉削及定心方式选择2.3.1拉削方式选择 拉削花键槽常采用渐成式分层拉削方式,且采用倒角----花键----内孔的组合方式。
2.3.2 定心方式 由于小径定心花键拉刀加工出的花键孔,能使小径与大径、键槽之间达到很高的同轴度和对称度,能够更好的满足该设计要求,故选择小径定心方式。
2.3 倒角齿参数确定图1 矩形花键拉刀倒角齿计算图2.3.1倒角齿θ角查手册表4-29,由n=8,查得θ=45°。
2.3.2 倒角齿测量值MB1=B+2C=10+2×0.5=11mmsinψ1= b1/d=0.2115,ψ1=12.21°ψ2=45°-ψ1=32.78°M=d×cosψ2/2=21.86mm2.3.3 倒角齿最大直径d1OH=(2M-B×cos45°)/2sin45°=25.915mmtanψB=B/(2×OH)=0.192938d B= B/sinψB=52.78mmd1=d B+(0.3—0.6)mm=53.23mm2.4 拉削余量按表4-1计算圆形拉削余量为1mm,预制孔径为51mm。
矩形花键拉刀的设计
矩形花键拉刀的设计前言拉刀是一种高生产率的刀具,可以用来加工各种形状的通孔、直槽、螺旋槽以及直线或曲线外表面,广泛的用于大量和成批生产中。
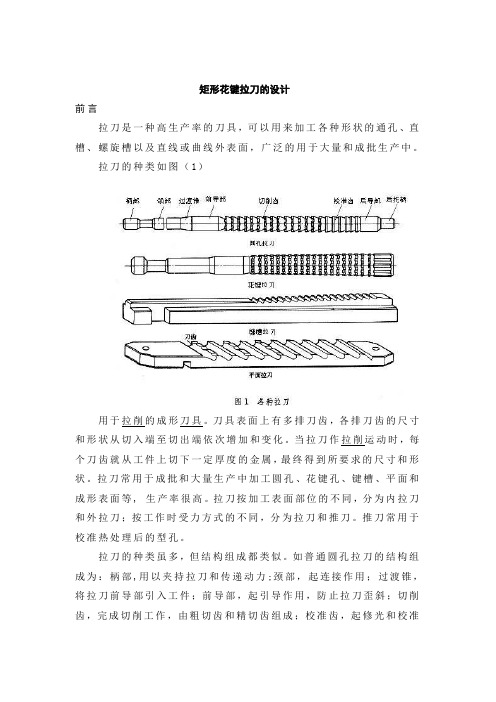
拉刀的种类如图(1)用于拉削的成形刀具。
刀具表面上有多排刀齿,各排刀齿的尺寸和形状从切入端至切出端依次增加和变化。
当拉刀作拉削运动时,每个刀齿就从工件上切下一定厚度的金属,最终得到所要求的尺寸和形状。
拉刀常用于成批和大量生产中加工圆孔、花键孔、键槽、平面和成形表面等, 生产率很高。
拉刀按加工表面部位的不同,分为内拉刀和外拉刀;按工作时受力方式的不同,分为拉刀和推刀。
推刀常用于校准热处理后的型孔。
拉刀的种类虽多,但结构组成都类似。
如普通圆孔拉刀的结构组成为:柄部,用以夹持拉刀和传递动力;颈部,起连接作用;过渡锥,将拉刀前导部引入工件;前导部,起引导作用,防止拉刀歪斜;切削齿,完成切削工作,由粗切齿和精切齿组成;校准齿,起修光和校准作用,并作为精切齿的后备齿;后导部,用于支承工件,防止刀齿切离前因工件下垂而损坏加工表面和刀齿;后托柄,承托拉刀。
拉刀的结构和刀齿形状与拉削方式有关。
拉削方式通常分为分层拉削和分块拉削两类。
前者又分成形式和渐成式;后者又分轮切式和综合轮切式。
成形式拉刀各刀齿的廓形均与被加工表面的最终形状相似;渐成式拉刀的刀齿形状与工件形状不同,工件的形状是由各刀齿依次切削后逐渐形成。
轮切式拉刀由多组刀齿组成,每组有几个直径相同的刀齿分别切去一层金属中的一段,各组刀齿轮换切去各层金属。
综合轮切式拉刀的粗切齿采用轮切式,精切齿采用成形式。
轮切式拉刀切削厚度较分层拉削的拉刀大得多,具有较高的生产率,但制造较难。
拉刀常用高速钢整体制造,也可做成组合式。
硬质合金拉刀一般为组合式,因生产率高、寿命长,在汽车工业中常用于加工缸体和轴承盖等零件,但硬质合金拉刀制造困难。
原始数据花键孔尺寸外径 D=50+0.1内径 0.025042d φ+=键宽倒角 45c ⨯︒ c=0.5mm 错误!未找到引用源。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
前言金属切削原理及刀具是研究金属切削加工的一门技术科学。
在学期后开设的课程设计能使同学们将所学的知识融合在一起,加深对常用刀具材料的种类、性能及应用范围的理解和掌握;培养根据加工条件合理选择刀具材料、刀具几何参数的能力;培养根据加工条件,和用资料、手册及公式,计算切削力和切削功率的能力;培养根据加工条件,从最大生产率或最低加工成本出发,合理选择切削用量的能力。
21世纪机械产品的国际竞争愈来愈剧烈,因此,现代机器的工作原理,结构组成,设计思维方式已不同于传统的机器,机器零件的设计离不开刀具,因此刀具的设计思想的新思想,新理念应用而生。
要求刀具不断创新,努力提高产品的质量,完善和改进刀具性能,满足市场需要。
刀具产品的设计可分为产品的概念设计(Conceptual Design)和产品的构型设计(Configuration Design)。
概念设计是决定刀具产品质量水平的高低,性能的优略和经济效益好坏的关键性一步。
刀具设计的重要任务应是进行刀具方案的构思,刀具的类型,尺寸和角度。
机械工业的技术水平和规模是衡量一个国家科技水平和经济实力的重要标志。
改革开放以来,机械工业充分利用国内外两方面的技术资源,有计划地进行企业技术改造,引导企业走依靠科技进步的道路,使制造技术,产品质量和水平以及经济效益有了很大提高,为繁荣国内市场,扩大出口创汇,推动国民经济的发展起了重要作用。
但是及工业发达国家相比,我国机械工业的水平还存在着阶段性的差距,主要表现在机械产品质量和水平不够高,技术开发能力不够强和科技投入少。
特别对其他产业来说,对机械工业的认识不够,甚至有相当一段时间不够重视。
近年来,世界各国都把提高产业竞争力和发展高技术,抢占未来经济制高点作为科技工作的主攻方向,对机械工业的重要性和作用有了进一步认识,对机械工业科技发展提出了更高的要求,特别是制造技术更加得到了重视。
因此,学校的教育工作也响应国家号召,积极推动机械方面的教育。
刀具是机械制造的核心,刀具质量的好坏直接影响着产品的质量。
金属切削刀具课程设计是在学生学完“金属切削原理及刀具”等有关课程的基础上进行的重要的实践性教学环节,其目的是使学生巩固和深化课堂理论教学内容,通过对“圆孔拉刀和矩形花键铣刀”的设计,锻炼和培养了我所学的知识和理论的能力。
拉削有如下特点:⑴、拉削速度较低,一般为28/minv m,拉削平稳,且切削厚度很薄,因此拉刀精度可达到79R m。
IT,表面粗糙度达 2.5 1.25a⑵、同时工作的刀齿多,切削刃长,一次行程完成粗、精加工,生产效率高。
⑶、每一刀齿在工作过程中只切削一次,刀齿磨损慢,刀具耐用度高,寿命长。
⑷、拉削时只有主运动,拉床结构简单操作方便。
⑸、加工范围广,可拉削各种形状的通孔和外表面,但拉刀设计、制造复杂,价格昂贵,较适于大批量生产中应用。
铣削有如下特点:⑴ 刀具连续转动 铣刀切削时是连续的旋转运动,所以相对刨刀而言,铣削加工容许使用较高的切削速度。
⑵ 多刀多刃切削 铣刀的多齿刀,刀刃的总长度大,这有利于提高加工生产率和刀具耐用度。
但由于刀齿多,容屑问题是一个矛盾。
因为每个刀齿在切削过程中切下的切屑被封闭在刀槽中,直至该到齿完全离开工件时才能将切屑抛出,所以要求刀槽应有足够的容屑空间。
⑶ 断续切削 铣削加工时,铣刀每旋转一周,一个刀齿仅参加一段时间工作,其余大部分时间是在空气中冷却,这种自然冷却作用对刀具耐用度有利。
但是另一方面,各刀齿断续的切削会引起冲击振动;同时铣削总面积是变化的,铣削力的波动也较大,故铣削均匀性差,工件表面粗糙度达6.3 1.6a R m 。
⑷ 可选用不同的切削方式 利用顺铣和逆铣、对称铣和不对称铣等切削方式,来适应不同材料的可加工性和加工要求,可以提高刀具耐用度和加工生产率。
1.1刀具的发展随着社会的发展,时代的进步,刀具在生产中的用途越来越广.刀具的发展在一定程度上决定着生产率,中国加入WTO 后,各行各业面临的竞争越来越激烈,一个企业要有竞争力,其生产工具必须具有一定的先进性.中国作为一个农业大国,其在机械方面的发展空间相当大,而要生产不同种类的零件,不管其大小及复杂程度,都离不开刀具. 目前,在金属切削技术领域中,我国和先进的工业国家之间还存在着不小的差距,但这种差距正在缩小。
随着工厂、企业技术改造的深入开展,各行各业对先进刀具的需要量将会有大幅度的增长,这将有力地促进金属切削刀具的发展1.2本课题研究的目的课程设计作为工科院校大学生的必修环节,不仅是巩固学生大学所学知识的重要环节,而且也是在检验大学生综合应用知识的能力、自学能力、独立操作能力和培养创新能力,是大学生参加工作前的一次实践性锻炼。
通过本课题设计可以达到以下目的:1. 综合运用学过的专业理论知识,能独立分析和拟订某个刀具合理的工艺路线,具备设计中等复杂刀具零件的能力。
2. 能根据被加工零件的技术要求,运用刀具设计的基本原理和方法,掌握一些专用刀具设计方法,完成刀具结构设计,提高刀具设计能力。
3. 熟悉和学会使用各种手册,能善于使用网络搜寻一些设计的相关资料,掌握一定的工艺制订的方法和技巧。
4. 进一步提高计算机操作的基本技能﹑CAD及Pro/engineer软件应用能力(造型设计及自动编程)﹑仿真模拟软件的应用。
二.矩形花键拉刀设计1.被加工零件材料的选择被加工零件如图1.所示图1工件如图2所示。
材料为:45钢;硬度HBS195 ;强度σb= 600Mpa;工件长度L=65mm。
图22.设计步骤2.1选择拉刀材料拉刀材料常用 W6Mo5Cr4V2高速工具钢整体制造,一般不焊接柄部.由于拉刀制造精度高,技术要求严,在刀具成本中加工费用占的比重比较大,为了延长拉刀寿命,所以生产上也用W25MoCr4VCo8和W6Mo5Cr4V2Al 等硬度和耐磨性均较高的高性能高速钢制造.但一般常用W6Mo5Cr4V2,故该拉刀材料选择W6Mo5Cr4V2.2.2拉削方式采用组合式的拉削方式,即在同一只拉刀上采用了两种拉削方式的组合.它的粗精切削齿都不分组,粗切削齿上开圆弧形分削槽,槽宽略小于刃宽,前后刀齿上分削槽交错排列,故粗切削齿上齿升量较大,拉削表面质量高,拉刀制造容易,适用于拉削余量较多的圆孔,是目前常用的一种拉削方式。
2.3拉削余量假设该矩形花键拉刀用来钻孔,则其拉削余量可用如下公式: δ=058.02157 1.021MAX MIN D D -=-=2.4几何参数拉刀的几何参数主要指刀齿上的前角,后角和后刀面上的刃带宽,为制造方便,其校准齿上的前角通常及切削齿相同。
查表有: 切削齿: 前角= 0152r =± 后角=0330a '=+2.5齿升量fz一般粗切齿应切除拉削余量的80%以上,精切齿的齿升量按被拉削表面的质量和精度来确定,通常可取0.0250.08,但不得小于0.025。
0.060.03f f a a mm ==精2.6确定切削齿齿距查表有(1.25~10.1p === 故:取p =10mm2.7确定同时工作齿数6511810e l z p =+=+= 2.8容屑槽形状为减少加工容屑槽的成形车刀和样板的种类,应尽量将容屑槽的形状和尺寸标准化,系列化。
目前常用的容屑槽形状有直线齿背型,曲线齿背型和直线齿背双圆弧型三种. 直线齿背双圆弧槽型槽型容削空间大,制造较简便,目前生产的拉刀大多采用这种槽型,适用于组合式及分块式的拉削和齿升量大的拉刀上。
,故应选用直线齿背双圆弧槽型2.9确定容削系数K容屑系数K 是拉刀容屑槽的有效面积A 及切削层面积Ad 的比值,即K=A/D A由于A=π*h*h/2 查表有 K=3.22.10计算容屑槽深为保证拉刀有足够的容削空间,设计时必须满足如下条件3.14*h*h/(4L*d h )>=K,故拉刀容屑槽深h≥1.13⨯ 3.53≥≥2.11确定容屑槽尺寸查拉刀容屑曹形状尺寸表 有:p=10时,取Ⅱ型.故,有:h=4mm, g=3.2mm, r=2mm2.12拉刀的分屑槽形状及其尺寸常用分屑槽的形状有圆弧形和角度形两种。
圆弧形分屑槽主要用于轮切式拉刀的切削齿和组合式拉刀的粗切齿和过度齿上;角度形分屑槽用于同廓式拉刀的切削齿和组合式拉刀的精切齿上。
故 本设计若粗切齿时采用圆弧形分屑槽;若精切齿时采用角度形分屑槽.查表可知:拉刀分屑槽数:粗切齿(圆弧型分屑槽):槽数k n =10精切齿(角度型分屑槽):槽数k n =142.13粗算切削齿齿数过度齿齿数Z 过=35,精切齿齿数Z 精=37,校准齿齿数Z 校=37 根据选定的粗削齿齿升量zf 和已知的加工余量δ,切削齿齿数可按下式估算 Z 切= 1.021*9(3~5)(3~5)12~1422*0.06f a δ+=+= 2.14确定校准齿齿数Z 校和校准齿直径d 校有孔直径公差0.025,查如下表一得拉削孔径扩张量δ=0 取Z 校=5考虑到拉后孔径可能产生扩张或收缩,校准齿直径的基本尺寸为 D 校=max D -δ=30.021-0=30.021(δ=0)其中 max D --拉后孔径的最大极限尺寸δ-----拉后孔径的扩张量或收缩量2.15确定拉刀各刀齿直径由δ=max m D -min o D 可知:min o D =max m D -δ=58.025-1.6=56.425故d=min o D +(12)zf 其具体结果见拉刀工作图。
式中:max m D ---拉削后孔的最大直径,单位:mmmin o D ---拉削前预制孔的最小直径,单位:mm2.16确定齿形状及尺寸具体的齿形及尺寸如图3所示图3刀齿宽度 B=10mm 。
刃带 f=0.8±0.2mm 。
刀刃长度 l=3mm 。
2.17倒角刀齿的计算已知B=10,112B =111sin 27.4B d φφ=→= ()1sin 26.6sin cos B B B tg d B θφφθφθ=→=+- 26.7sin B BB d φ== 20.327B d d =+=2.18柄部结构形式及尺寸拉刀圆柱形前柄的结构形式可分为Ⅰ型和Ⅱ型,Ⅰ型用于柄部直径小于18mm 的拉刀,Ⅱ型用于柄部直径大于18mm 的拉刀。
Ⅰ型和Ⅱ型又可分为无周向定位面和有周向定位面。
当拉刀用于实现工作行程和返回行程的自动循环时,需要有后柄结构,后柄放置在拉刀后导部的后边,后柄的结构形式有Ⅰ型和Ⅱ型两种,Ⅰ型为整体式,Ⅱ型为装配式,一般在后柄直径较大时采用。
故该拉刀选择 Ⅱ型A-无周向定位面的圆柱形前柄型式,Ⅰ型圆柱形后柄型式.查表知: 柄部尺寸为: 0.02010.07215049.980.052(460.33);20;320.398;75D D mm l mm l l mm l mm--==-''''=-==-==2.19颈部长度2l颈部直径可取及前柄直径相同值,也可略小于前柄直径.颈部长度要保证拉刀第一个刀齿尚未进入工件之前,拉刀前柄能被拉床的夹头夹住.因此可得拉刀颈部长度计算公式2l m B A B '=++- 取m=20mm, B=70mm, A=30mm2.20过度锥长度l '3过度锥长度l '3根据拉刀直径不同可取为10,15,20mm ,故取l '3=20mm 故:2l =35+70+30-20=100mm 2.21前导部直径3d ,长度l 30min 3520.7550d mm l l mm===2.22后导部直径4d ,长度l 4后导部直径的基本尺寸等于拉后孔的最小直径mmin D ,长度l 后可取为工件长度的1/22/3,但不得小于20 mm. 故取4min 4581212(~)(~)*6532.5~432323d D mml l mm===== 故:取l 4=40mm2.23柄部前端到第一齿长度'1L'1L =1233751002048245L LL L mm '+++=+++=2.24计算最大切削力max Fmax F ='5***13.4*3.14*58*1016.8212e z m Z F d kg π==小于拉床额定拉力, 则:max F =' 3.14***13.4**58*56101.0222ze F D Z kg π== 2.25拉床拉力校验计算出的拉削力max c F 应小于拉床的实际拉力F 实,即max c F ≤F 实 对于良好状态的旧拉床,F 实=0.8m F ,其中L6110型拉床的公称拉力m F =200 KN故max c F ≤0.8m F =0.8⨯200=160 KN,所以拉床拉力足够. 2.26拉刀强度校验为防止拉刀拉断,拉削时产生的拉应力应小于拉刀材料的许用应力,即σ=max c F /min A ≤[]σ,式中:min A --拉刀上的危险截面积,一般在柄部或颈部.[]σ--拉刀材料的许用应力,高速钢的[]σ=343392 MPa故min A =346.22mmσ=max c F /min A =3155.7/346.3=9.1MPa<[]σ所以拉刀强度允许. 2.27计算校验拉刀L='1L +l 粗+l 校+l 精+l 后 其中l 粗=Z 粗⨯P=90mml 精=Z精⨯P 精=50mml 校=Z校⨯P 校=50mml 允=455mm 查表二故L=455≤l 允 所以合格表二:花键拉刀允许的最大总长度2030>302.28确定拉刀技术要求(GB3813-83)①拉刀热处理用W6Mo5Cr4V2高速工具钢制造的拉刀热处理硬度刀齿和后导部 6366HRC前导部 6066HRC柄部 4052HRC允许进行表面强化处理②拉刀表面粗糙度(见表三)表三拉刀主要表面粗糙度③拉刀粗切齿外圆直径的极限偏差(见表四)表四拉刀粗切齿外圆直径的极限偏差>0.06④矩形花键拉刀精切齿及外圆校准齿外圆直径的极限偏差(见表五)表五矩形花键拉刀精切齿及外圆校准齿外圆直径的极限偏差0.0090.0460.012>0.0460.015⑤拉刀外圆表面对拉刀基准轴线的径向圆跳动公差(见表六)表六矩形花键外圆表面对拉刀基准轴线的径向圆跳动公差>25⑥拉刀前导部及后导部外圆直径公差(按f7)⑦拉刀全长尺寸的极限偏差(见表七)表七拉刀全长尺寸的极限偏差三.矩形花键铣刀的设计1.被加工零件材料的选择被加工零件如图4.所示,工件材料为:45钢;硬度HBS195 ;强度σb= 600Mpa;工件长度L=65mm。