有限公司产品生产加工流程图
食品加工机械流程图

市泓源食品机械厂一、台式烤肠流水线1.原材料为冻肉:冻肉切块机/冻肉切片机→冻肉绞肉机→斩拌机→拌馅机→灌肠机→扎线机→烟熏炉→真空包装机2.原材料为鲜肉:鲜肉绞肉机→斩拌机→拌馅机→灌肠机→扎线机→烟熏炉→真空包装机二、设备用途冻肉切块机/冻肉切片机:把标准的冻肉盘切成便于冻肉绞肉机工作的肉块。
冻肉绞肉机:把冻肉块绞成肉馅状。
斩拌机:把肉馅状的料斩成肉糊糊状。
(很细腻,口感会更好)拌馅机:把物料充分搅拌均匀。
灌肠机:给物料穿上肠衣。
扎线机:把长长的肠扎成固定的一节一节的。
烟熏炉:熏、蒸,把肠给加工熟。
真空包装机:真空包装,便于储存。
台式烤肠生产流水线冻肉切块机——冻肉绞肉机——斩拌机——拌馅机——液压灌肠机——扎线机——烟熏炉——冷却、真空包装冻肉切块机产品说明本机可直接切割-18℃至-12℃未经解冻的各类冻肉,减少了缓化的时间,避免了整块肉在缓化过程中营养成分的流失,是肉制品加工过程中必不可少的设备。
它吸取了国外同类产品的先进技术,结合我国实际加工工艺研制生产。
并具有性能可靠,投入小,生产效率高。
整机均采用不锈钢制造,刀片采用优质合金制造,刀刃锋利,切削效果好。
技术参数1.刀架往复次数:41次/分钟2.料道宽度:460/500mm3.横刀行程:220mm4.输出功率:5.5KW 5.生产量:4-5吨/小时6.电机转速:1450转/分钟7.重量:600KG8.外形尺寸:1500*720*1400 JR-130绞肉机采用德国技术,具备最优越的性能,采用SUS304不锈钢材质。
送料口绞龙轴导程合理,入料口大、进料通畅,生产效率高。
具有送料绞龙及出料绞龙,每个绞龙单独工作,且都有两个速度,可以根据不同的原料采用不同的速度配比,从而达到最佳效果和产量。
出料绞龙螺距设计合理,使原料肉顺畅的通过,杜绝出油现象,并减少绞龙对头产生的挤压,使肉料颗粒度好,边缘清晰,升温低。
具有安全保护装置,操作更安全。
电器采用施耐德品牌,具有急停按钮。
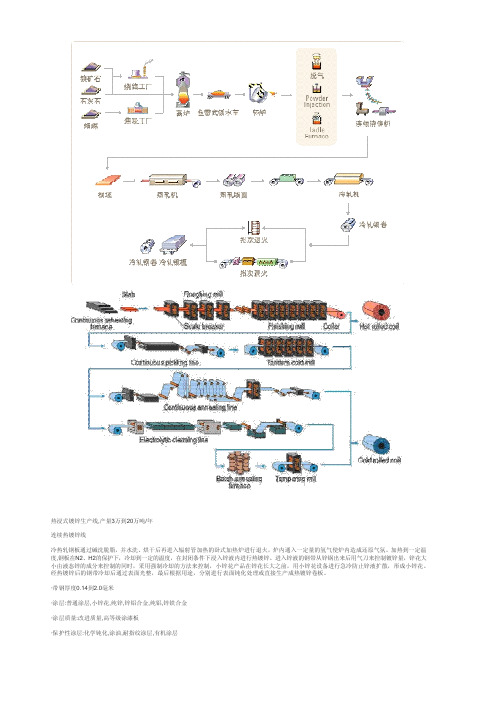
轧钢工艺流程图
图片:
图片:
图片:
轧机油膜轴承
图片:
中国河南巩义轧钢机制造有限公司
分区 轧钢工艺流程图 的第 4页Biblioteka 中国河南巩义轧钢机制造有限公司
线材、棒材、薄板、宽厚板流程图
SMS Steel process line 图片: SMS Aluminum process line 图片:
SMS Nonferrous metal process line
中国河南巩义轧钢机制造有限公司
20萬公噸,扁鋼胚設計年產量提升為20萬公噸,小鋼胚設計年產量6萬公噸。
分区 轧钢工艺流程图 的第 2页
中国河南巩义轧钢机制造有限公司
图片]钢厂流程 ---通钢FTSR生产线工艺流程
图片:
通钢FTSR生产线工艺参数
连铸机厂家 意大利达涅利 类型和流数 2流直-弧型 主弧半径 5000㎜ 支撑长度 14.24m(从结晶器顶部到最后一个扇形段) 连铸机长度 17.35m(从结晶器顶部到拉坯装置) 铸坯总长度 22.39m(从结晶器顶部到剪刃) 水平总长度 8.64m 垂直总高度 7.76m 热带卷生产量 1400000 t/y 薄板坯生产量 1421320 t/y 目标板坯厚度 在结晶器出口 在动态软压下之后 92mm/102㎜ 70-65㎜/85mm 板坯宽度 900-1560㎜ 出钢量 平均135t(最大150t) 出钢周期 40min 最大拉速 6.5m/min(上电磁制动后为7.3m/min) 最小拉速 确保质量情况下 事故情况下 2.5m/min 1.5m/min 钢包回转台 旋转半径 带升降系统的“蝶形”回转台 5500㎜ 中间包容量 38t(溢流容量为42t) H2结晶器 直型(高1200㎜)带有长漏斗 带有浇铸中宽度/锥度调节系统 直段长度 2110㎜ 结晶器液面控制 塞棒和液面检测系统 (放射型钴60) 振动装置 振频 振幅 波形 液压驱动 0~600转/分 0~20mm连续调整 正弦或非正弦 动态软压下 位置 压下量 液相穴控制系统(LPCS) 安装在所有的扇形段 正常操作:20㎜ 设计最大值:30㎜ 二冷水 气—雾型
生产工艺流程图模板

生产工艺流程图模板生产工艺流程图是一种图形化展示生产过程中各个环节和流程的文档,它可以帮助我们直观地了解生产过程的顺序和关联,以及每个环节和流程的具体要求和执行步骤。
下面是一个生产工艺流程图的模板,用于展示一个产品从原材料到成品的完整生产工艺流程。
1. 准备阶段:- 获取原材料:列出所需原材料的名称和数量,以及获取原材料的渠道。
- 运输原材料:说明原材料的运输方式和所需时间,以及将原材料运输到生产车间的具体流程。
- 储存原材料:描述将原材料存放在何处,以及原材料的储存条件和期限。
2. 加工阶段:- 加工步骤1:详细说明第一道工序的加工步骤,涉及的材料和工具,以及所需时间和操作要求。
- 加工步骤2:重复上述步骤,对所有工序进行描述,直到最后一个工序。
- 质量检验:说明每个工序完成后如何进行质量检验,以确保产品符合质量要求。
- 故障处理:指出如果在加工过程中发生故障或出现问题时,应采取哪些措施进行处理。
3. 装配阶段:- 零部件准备:说明在装配阶段中需要使用的零部件和数量,以及如何获取和储存这些零部件。
- 装配步骤1:详细描述第一道装配步骤,包括所需零部件和工具,以及操作要求和所需时间。
- 装配步骤2:重复上述步骤,对所有装配步骤进行描述,直到最后一个步骤。
- 完成装配:说明在装配完成后如何进行质量检验,以保证最终产品的质量。
4. 测试阶段:- 功能测试:列出对产品进行的功能测试项目和要求,以及测试所需的测试设备和时间。
- 安全性测试:说明产品安全性测试的内容和要求,以及测试所需的设备和时间。
- 可靠性测试:描述对产品进行的可靠性测试项目和要求,以及测试所需的设备和时间。
5. 包装和出厂:- 包装方式:指明产品的包装方式和包装材料,以及包装的具体步骤和要求。
- 标签和标记:说明在包装过程中如何对产品进行标签和标记,以及标签和标记的内容和要求。
- 出厂检验:详细描述产品出厂前的最后一道质量检验项目和要求,以确保出厂产品的质量。
工艺流程图
重庆必扬冰点水有限公司技术标准纯净水生产工艺规程(瓶灌装生产线)编号:JSJS70编制: (签字) 年月日审核: (签字) 年月日批准: (签字) 年月日生效日期:发放号:受控状态:1、产品概述本品是以生活饮用水为原水,采用反渗透、离子交换的加工方法去除水中矿物质、有机成分、有害物质及微生物等加工制得的不含有任何添加物,可直接饮用的纯净水。
2、产品标准2.1感官要求感官要求应任符合表1的规定表1 感官要求2.2理化、卫生指标质量理化、卫生指标应任符合表2的规定。
表2 理化、卫生要求2.3净含量单件定量包装产品净含量负偏差应符合《定量包装商品计量监督规定》:同批产品的平均净含量不得低于标签上标明的净含量。
3、操作规程3.1每个班组在生产前对灌装间、包装间、上瓶间进行清洁打扫,确保工作场地清洁、干净。
3.2水处理操作工将消毒柜中消毒半小时以上的大口径瓶盖加入瓶盖箱中。
3.3给送盖器加足瓶盖,打开冲瓶水蝶阀,打开灌装机进水阀向灌装机进水,同时打开灌装机底阀将前段纯水排放5分钟以上后关闭底阀。
3.4通知上瓶间上瓶工送入符合规格要求的PET瓶。
3.5启动冲瓶机、灌装机对PET瓶进行不封盖灌装,灌装在瓶中的水由当班人员排放。
当班操作人员检测排放水的臭氧浓度,当臭氧浓度≥0.6mg/L后对PET瓶进行封盖灌装,检测人员将检测数据及时记录在交接班记录上。
3.6产品的贴标按《贴标机操作规程》执行,贴标要求位置准确,标签无破损不松动,不歪斜,无皱折。
产品喷码按《喷码机操作规程》执行,将公司标识、生产日期、生产班次依次喷印在瓶颈上,要求喷印字迹清楚,日期正确。
最后将产品按规格、数量装入与之相符的纸箱中,然后平整封箱,在封箱时应使胶带平直,胶带在纸箱中缝两边应无明显偏差,两端搭头长度应控制在5.0—7.0之间,上摇盖中缝间隙〈5mm,摇盖两端不得翘起。
装箱、封箱完成后,箱体加盖的生产日期、班次应准确。
每件产品外观上应保持整洁,印刷上不得有图字模糊、遗漏、错位、歪斜及装订歪斜等。
小麦加工工艺流程图
大杂质: 一般指留存在直径5.0mm筛孔以上的杂质
并肩杂质: 一般指通过在直径5.0mm筛孔,留存在直径 2.0mm以上的杂质
小杂质: 一般指通过直径2.0mm筛孔以下的杂质
重杂质: 一般指密度大于粮粒的杂质
杂
按 密 度
轻杂质: 一般指密度小于粮粒的杂质
泥土 沙石 煤渣 砖块 玻璃碎片 金属物 其它矿物质 植物的根,茎,叶,颖壳 绳头 野生植物种子 异种粮粒 鼠雀粪,虫蛹,虫尸 无食用价值的生芽,病斑粮粒 变质粮粒
小麦的制粉方法
一次粉碎制粉 (家庭小磨坊) 逐步粉碎制粉
简化分级制粉 (100T以下)
分级制粉 (100T~1000T) (150T以上) 提取麦渣麦心, 并进行清粉的分 级制粉
(150T以下) 提取麦渣麦心, 但不进行清粉的 分级制粉
净麦
前路皮磨 F
中路皮磨 前路皮磨
F
后路皮磨 麸皮
F
前路心磨 F F 面粉检查
表面处理 硬度与强度
调质处理 吸水性热导性与组织结构 强力着水机 喷雾着水机 搭配 面筋白度灰分与内在品质 容积式配麦器
重力式配麦器
毛麦清理 筛理
去石
精选
打麦
筛理
去石
小 麦 清 理
一次着水(润麦) 润麦(约24~36小时)
净麦清理 打麦
筛理
去石
刷麦
二次着水(喷雾着水)
润麦(约20~30分钟) 入磨
皮磨系统是制粉过程的最前面的几道研磨系统,它的 作用是将麦粒剥开,分离出麦渣麦心和粗粉,保持麸片不过 分破碎,以便使胚乳和麦皮最大限度地分离,并提出少量小 麦粉. 渣磨系统是处理皮磨及其它系统分离出的带有麦皮的 胚乳粒,它提供了第二次使麦皮与胚乳分离的机会,从而提 高胚乳的纯度.麦渣分离出麦皮后生成质量较好的麦心和 粗粉,送入心磨系统磨制成粉. 清粉系统的作用是利用清粉机的风选和筛选双重作用, 将在皮磨和其他系统获得的麦渣、麦心、粗粉及连麸粉粒 和麸屑的混合物相互分开,再送入相应的研磨系统处理. 心磨系统是将皮磨渣磨清粉系统取得的麦心和粗粉研 磨成有一定细度的小麦粉 尾磨系统位于心磨系统的中后段,专门处理含有麸屑质 量较次的麦心,从中提出小麦粉.
鞋厂成型流程

鞋厂成型流程-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII鞋厂成型流程图广月鞋业有限公司成型课生产流程图1、领料:开加工单【样品鞋/生产指令表/包装明细表/制造说明】【楦头/鞋面/中底/大底】→物数相符→领料单签名2、开启冷冻机→业务生Mens North Face Down Jackets产前首件成品鞋确认→量产前会议3、配料【鞋面/中底/港宝:配双于胶筐】→放楦头【分清左右/记录每个号码楦头周转次数】→放港宝【港宝水:甲笨、快干、黄胶/不能沾鞋面】→鞋面内里10一12MMM、中底刷5-6MM帮脚胶【凉鞋刷黄胶/密鞋刷白胶】→烘箱→攀前帮4一6秒钟【内里拉平/鞋面套鞋楦 /对正后跟记号线/放入夹子中/右脚踏板/帮脚宽为8一12MM】→拉腰帮【先拉内腰再拉外腰、内腰比外腰高2MM/内里拉直/夹住内外腰部位由后跟向前拉使之贴楦/整形敲打】→后帮【油路/湿度/时间/推进杆/帮脚必须平整、不得偏斜、折皱】→前段半成品品检【不良品处理】4、半成品上加硫箱【温度】→打粗【材质表层打起毛/保持拉帮线完整/配双/清洁】5、中底大、底配料【分号码分筐摆好】→鞋面鞋底药水处理【瓷盆盛装、PVC胶纸半盖住、3%一5%】→大底胶水处理【胶刷柔软干净、胶均匀、胶水不可接近火种】→烤箱【第一次50度至60度/手头不能入烤箱内】→鞋面胶水处理【不能滴在工作台上、鞋面上/刷胶部分朝上】→烤箱【第二次65度左右】→贴底【左手拿鞋面、右手拿大底、鞋头中心线对准鞋底/鞋头充分接触、鞋底稍向后拉、鞋头两侧、内外、后跟依胶水线贴好贴正、底掌不能包空、大底要平顺】→压底4至6秒【鞋底杆前后距离与压着楦头的距离/鞋头与后跟视鞋子翘度加EVA垫片】→补胶→压边压实→成品品检【号码/脱胶/溢胶/清洁】6、冷冻机【0一15度/鞋子摆放整齐】→脱楦【分号码装胶筐】7、鞋垫刷胶→中底上胶→贴鞋垫【左手拉鞋面、右手放鞋垫】→放纸板套【多余的线条烘线/结双】→塞纸团【整双操作、鞋头塞保满】→折盒底、盒盖【四个角压死、贴牢、无胶补胶/盒盖盖生产日期】→贴内盒标【SIZE标/指定空位处、不可斜、方向正】→洗大底【去渍油】→品检→小包装【检查挂牌号码与鞋码SIZE贴标、鞋盒标码、鞋垫的号码】8、大包班人员【正确的装箱方法、正确的外箱纸标】9、生产日报表【生产产量明细统计】个人中心我的主页好友消息站内消息:无新消息提醒互动请求:2条新系统通知:2条新 wei594657320|装扮|设置| 退出Dare to be!勇敢做自己!!!主页博客相册|个人档案|好友|i贴吧查看文章鞋类成型方法2009年10月21日星期三 16:19成型工艺目前常用的有三种方法:绷楦法、排揎法(闯楦法)、套楦法一、绷楦法(绷帮法)概念:在外界压力和拉伸作用力下,以鞋楦外型塑造鞋帮形状,鞋靴内部形成楦型腔体,使鞋帮塑成一定款式,并消除表面皱纹,由平面转变为立体多曲面的过程。
产品加工销售流程图

严格按照产品加工要求进行物料的采购
《产品采购单》
经检验合格方能办理入库
《原料入库单》
办理物料领用手续
《原料出库单》
根据生产计划,保质保量生产
《生产记录单》
经检验合格办理入库
《制令单》
根据库存量制定发货计划
《出库清单》
根据发货计划,收取货款
《收据》
提供收款收据或发票方能发货
《出库清单》
产品加工、销售流程
步骤 客户 定 单 销售部 工作流程 生产部 采购部 仓库 车间 财务部
1
2
生产计划
3
采购计划
4
采购单
5
入库单
6
பைடு நூலகம்
出库单
7
生
产
8
入库单
9
发货计划
10
收款
11
出库单
12
收货
、销售流程
工作要求 管理记录
传真件及加公章或签字的扫描件
根据订单下生产计划
《制令单》
根据原料库存,制定采购计划
《采购计划单》
机加工工艺流程图
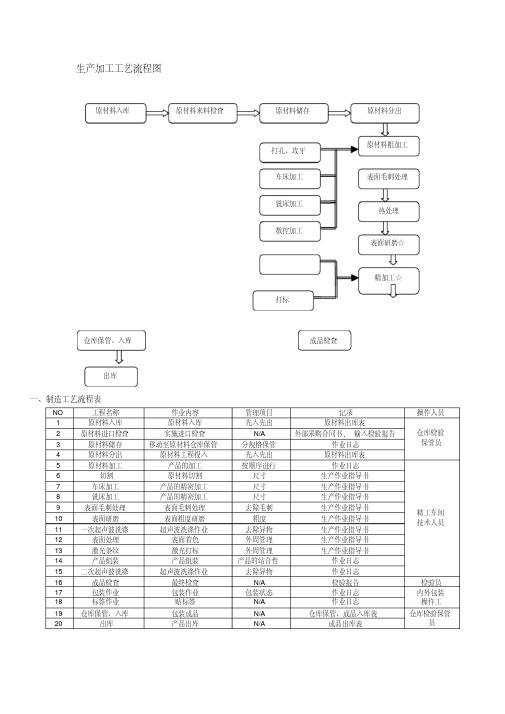
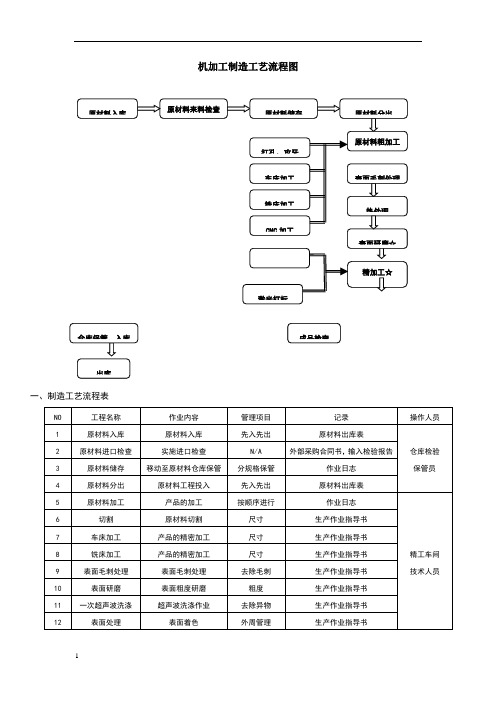
生产加工工艺流程图一、制造工艺流程表NO 工程名称作业内容管理项目记录操作人员1 原材料入库原材料入库先入先出原材料出库表仓库检验保管员2 原材料进口检查实施进口检查N/A 外部采购合同书,输入检验报告3 原材料储存移动至原材料仓库保管分规格保管作业日志4 原材料分出原材料工程投入先入先出原材料出库表5 原材料加工产品的加工按顺序进行作业日志精工车间技术人员6 切割原材料切割尺寸生产作业指导书7 车床加工产品的精密加工尺寸生产作业指导书8 铣床加工产品的精密加工尺寸生产作业指导书9 表面毛刺处理表面毛刺处理去除毛刺生产作业指导书10 表面研磨表面粗度研磨粗度生产作业指导书11 一次超声波洗涤超声波洗涤作业去除异物生产作业指导书12 表面处理表面着色外周管理生产作业指导书13 激光条纹激光打标外周管理生产作业指导书14 产品组装产品组装产品的结合性作业日志15 二次超声波洗涤超声波洗涤作业去除异物作业日志16 成品检查最终检查N/A 检验报告检验员17 包装作业包装作业包装状态作业日志内外包装操作工18 标签作业贴标签N/A 作业日志19 仓库保管、入库包装成品N/A 仓库保管、成品入库表仓库检验保管员20出库产品出库N/A成品出库表原材料来料检查原材料粗加工精加工☆成品检查打标打孔、攻牙车床加工出库仓库保管、入库铣床加工原材料入库原材料储存原材料分出热处理表面研磨☆表面毛刺处理数控加工二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序三、有关制造工艺流程图的详细说明○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
LED显示屏流程图

QC
送货单 来料检验报告
OK
料件入库,备料
仓库
业务员 配料单
车间生产
加工厂
生产部 生产分两部分:加工及车间生产。
作业员
NG
品保确认
品保部
品保部对车间生产的产品进行检测,并进 行是否可入库进行判定 QC FQC
OK 到账 成品入库 制表人:钟文金 审核:钟文金
仓库 对入库产品进行入库
仓管员 入库单
批准:
执行日期:
PMC
BOM
仓管确认库存材料是否欠料,齐料就进行
确认料况
仓库 备料,欠料的写申购单(经PMC主管,总
经理签字审核)
仓管员
请购单
齐料
采购
欠料
采购依ቤተ መጻሕፍቲ ባይዱ购单将材料按质,按量,按时采
供应商
采购 购回来。回来产品有异常与供应商沟通协
商处理
采购
采购单
NG
QC确认
对采购回来的料件进行确认,无异常直接
品保部 入库。如检测有异常通知采购退给供应商
产品生产作业流程图
流 程 图
深圳市科彩芯光电科技有限公司 产品生产作业流程
流程
业务部
文件编号 版 本
流 程 说 明
业务员将合同内容转为生产指令单。 注:将客户需求写详细,明了
责任人
业务员
参考文件 使用表单
生产指令单
业务下指令单
BOM转为领料单
PMC
PMC确认需要生产的产品,将BOM转为领料 单。注:确认好使用的料件
制造业公司全套生产流程图
+---品质| IPQC巡检流程.doc| QC样机管制规定.doc| 产品检验抽样规定.doc| 例行实验及可靠性试验要求.doc| 供应商管理流程.doc| 外发产品控制流程.doc| 成品检验工作流程.doc| 试产物料的跟踪流程.doc| 质量文件编制、标识和印章管理流程.doc | 进料检验流程.doc| 退换物料控制流程.doc|+---工厂| 成品检验工作流程.doc| 物料采购更改流程6.doc| 生产部领发料员工作流程.doc|+---工程| IE效率分析流程.doc| 仪器管理流程.doc| 在线不良管制流程.doc| 工具管理流程.doc| 工序控制路程.doc| 治具制作管理流程.doc| 测试校机校验流程.doc| 生产技术准备工作流程.doc| 计量器具计量管理流程.doc| 设备仪器及配件购置验收流程.doc| 设备管理流程.doc|+---流程图| 10供应商付款流程图.sdr| 11采购产品检验流程.sdr| 12采购产品维修调试流程图.sdr| 13财务报销流程图.sdr| 14市场调研流程图.sdr| 15系统项目投标流程图.sdr| 16用户培训服务流程图.sdr| 17用户接待工作流程.sdr| 18用户资料需求申领流程图.sdr| 19售后服务调试流程图.sdr| 1人员招聘流程图.sdr| 20系统项目包装流程图.sdr| 21系统项目发货流程图.sdr| 22控制系统工程设计流程06.sdr| 23控制系统机柜设计流程.sdr| 24控制系统软件组态流程图.sdr| 25控制系统组装接线流程图.sdr| 26控制系统静态调试流程图.sdr| 27自控成套工程设计流程.sdr| 28自控成套静态调试流程图.sdr| 29系统项目出厂检验流程图.sdr| 2培训流程图.sdr| 30系统现场验收流程.sdr| 31新产品开发流程图.sdr| 32仪表生产流程图.sdr| 3岗位异动流程图.sdr| 4办理离职流程图.sdr| 5会议流程图.sdr| 6用车流程.sdr| 7水电房屋维护流程.sdr| 8自用设备外出维修保养流程.sdr| 9物品采购流程图.sdr|+---物料部| 呆料消耗流程.doc| 物料代用控制流程.doc| 物料收、发、储存、防护的管理流程.doc| 物料管理工作流程.doc| 物料计划控制流程.doc| 生产计划编制及执行监督流程.doc| 计划部(成仓)成品贮存流程.doc| 预订物料控制流程.doc|\---生产ISO2000(0003)-产前会议工作流程.docISO2000(0004)-生产部领发料员工作流程.docISO2000(0005)-成品机出库返工流程.docISO2000(0006)-帮定课运作流程.doc生产流程.doc试产工艺准备流程.doc辅料及配件申请管理流程.doc运作流程.doc1. 目的规范成品出货检验流程,防止不合格出货,及时发现、纠正产品质量隐患,保证产品质量。
电子产品的工艺流程图
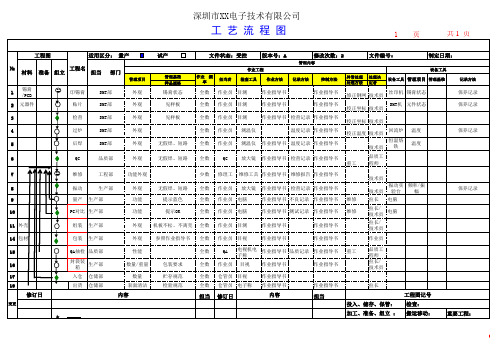
文件状态:受控
版本号:A
作业 频 率
担当者
作业工程 检查工具 作业方法
修改次数:2
管理内容
记录方法
控制方法
异常处理 处理方法
文件编号:
制定日期:
处理决 定者
设备工具 设备工具 管理项目 管理基准
记录方法
全数 作业员 目测
作业指导书
作业指导书 修正钢网 技术员 丝印机 锡膏状态
保养记录
全数
QC
放大镜 作业指导书 检查记录 作业指导书
品质工
重工 程师
7 8 9 10 11 外壳
维修
工程部
振动
生产部
量产 生产部
PC对比 生产部
组装 生产部
功能外观
少数 修理工 维修工具 作业指导书 维修报告 作业指导书
外观 功能 功能
无假焊、短路 提示蓝色 提示OK
全数 作业员 放大镜 作业指导书 检查记录 作业指导书
作业指导书 作业指导书
内容
作业指导书 担当
重工
品质工 程师
拉长/ 技术员
拉长 工程图记号
投入、储存、保管: 检查: 加工、准备、组立 : 搬运移动:
重要工程:
拟
制
:
审核:
批准:
作业指导书
作业指导书
作业员
15
16 17 19
修订日
变更
QA抽检 品质部
封袋装 箱
生产部
入仓 仓储部
出货 仓储部
性能
数量/重量 数量
表面清洁 内容
包装要求 贮存规范 检验规范
全数
全数 全数 全数 担当
QA
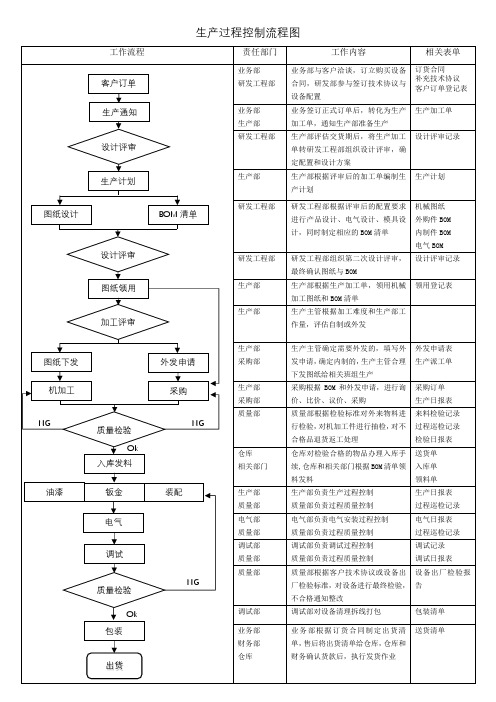
生产过程控制流程图(1)
设计评审记录
设计评审
生产部生产计划来自生产部根据评审后的加工单编制生 产计划
生产计划
研发工程部
研发工程部根据评审后的配置要求 进行产品设计、电气设计、模具设 计,同时制定相应的 BOM 清单
机械图纸 外购件 BOM 内制件 BOM 电气 BOM
图纸设计
BOM 清单
设计评审
研发工程部
研发工程部组织第二次设计评审, 最终确认图纸与 BOM
生产过程控制流程图
工作流程 责任部门
业务部
工作内容
业务部与客户洽谈,订立购买设备 合同,研发部参与签订技术协议与 设备配置
相关表单
订货合同 补充技术协议 客户订单登记表 生产加工单
客户订单 生产通知
研发工程部
业务部 生产部 研发工程部
业务签订正式订单后,转化为生产 加工单,通知生产部准备生产 生产部评估交货期后,将生产加工 单转研发工程部组织设计评审,确 定配置和设计方案
设计评审记录
图纸领用
生产部
生产部根据生产加工单,领用机械 加工图纸和 BOM 清单
领用登记表
生产部
生产主管根据加工难度和生产部工 作量,评估自制或外发
加工评审
生产部
生产主管确定需要外发的,填写外 发申请, 确定内制的, 生产主管合理 下发图纸给相关班组生产
外发申请表 生产派工单
图纸下发 机加工
外发申请 采购
NG
质量检验 Ok 入库发料
NG
仓库 相关部门
仓库对检验合格的物品办理入库手 续,仓库和相关部门根据 BOM 清单领 料发料
油漆
钣金 电气
装配
生产部 质量部 电气部 质量部 调试部
生产部负责生产过程控制 质量部负责过程质量控制 电气部负责电气安装过程控制 质量部负责过程质量控制 调试部负责调试过程控制 质量部负责过程质量控制 质量部根据客户技术协议或设备出 不合格通知整改
生产机加工件工艺流程图

生产机加工件工艺流程
图
The manuscript was revised on the evening of 2021
机加工制造工艺流程图
一、
制造工艺流程表
二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序
三、有关制造工艺流程图的详细说明
○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
○抛光后进行表面研磨,使表面变得柔和。
○实施抛光处理。
○表面研磨后通过后处理,激光打标完成加工及进行最终检查。
○完成最终检查之后,再用超声波洗涤,成品检查然后结束包装,贴标签入库。
该工艺属关键和特殊
工序。
※从原料入库到成品出库,根据产品标准书,ISO9001及YY/T0287标准要求的规定,全程记录及管
理。
食品生产工艺流程图
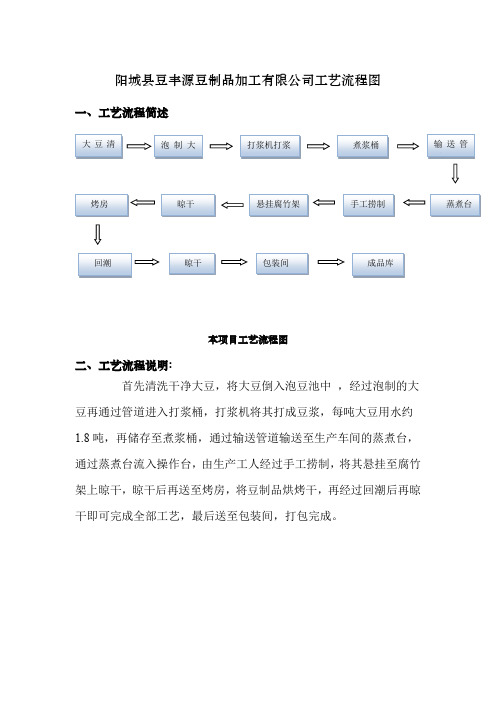
阳城县豆丰源豆制品加工有限公司工艺流程图
一、工艺流程简述
本项目工艺流程图
二、工艺流程说明:
首先清洗干净大豆,将大豆倒入泡豆池中 ,经过泡制的大豆再通过管道进入打浆桶,打浆机将其打成豆浆,每吨大豆用水约
1.8吨,再储存至煮浆桶,通过输送管道输送至生产车间的蒸煮台,通过蒸煮台流入操作台,由生产工人经过手工捞制,将其悬挂至腐竹架上晾干,晾干后再送至烤房,将豆制品烘烤干,再经过回潮后再晾干即可完成全部工艺,最后送至包装间,打包完成。
大豆清
洗 泡制大豆 打浆机打浆 煮浆桶 输送管道 蒸煮台 手工捞制 悬挂腐竹架 晾干 烤房 回潮 晾干 包装间
成品库。
生产机加工件工艺流程图
机加工制造工艺流程图
一、制造工艺流程表
二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序
三、有关制造工艺流程图的详细说明
○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
○抛光后进行表面研磨,使表面变得柔和。
○实施抛光处理。
○表面研磨后通过后处理,激光打标完成加工及进行最终检查。
○完成最终检查之后,再用超声波洗涤,成品检查然后结束包装,贴标签入库。
该工艺属关键和特殊工序。
※从原料入库到成品出库,根据产品标准书,ISO9001及YY/T0287标准要求的规定,全程记录及管理。
食品厂接单生产流程图

到数据员 那里下单 申领食材
审核
到仓库 领食材
加工销售员订 单源自线上零卖线下零 卖
下发生产 任务
审核
杀菌
速冷
包装
贴标
部
(生产) 签装
打包 (生产) (加 生工 产) 碗
加工
加 审工 核
冷却间 冷却
检测 确 认综合 包
装
数据统计 接定单
送检 留样
完成 数据 录入 出单
入库
喷码 生产日期
生产加工生产加工生产加工审核贵州高山食品有限公司接单生产流程图贵州高山食品有限公司接单生产流程图销售员订单线下零卖线上零卖下发生产任务审核包装部打包检测确认综合包装加工部相应主管接任务送检留样入库拿单出货紧急情况召回产品完成数据录入出单数据统计接定单喷码生产日期到数据员那里下单申领食材审核杀菌到仓库领食材加工冷却间冷却速冷贴标签装碗备案处理
拿单 出货
贵
州
备案
高
处理
山
食
品
有
限
紧急
公
情况
司
召回
接
产品
单
生
产
流
程
图